
Preparation of the Heterogeneous Saponified Poly(Vinyl Alcohol)/Poly(Methyl Methacrylate–Methallyl Alcohol) Blend Film

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Polymerization of PVAc and PMMA
2.3. Preparation of PVAc/PMMA Blends Film and Its Saponification
2.4. Characterizations
3. Results and Discussion
3.1. XRD Analysis
3.2. TGA Data
3.3. FTIR Analysis
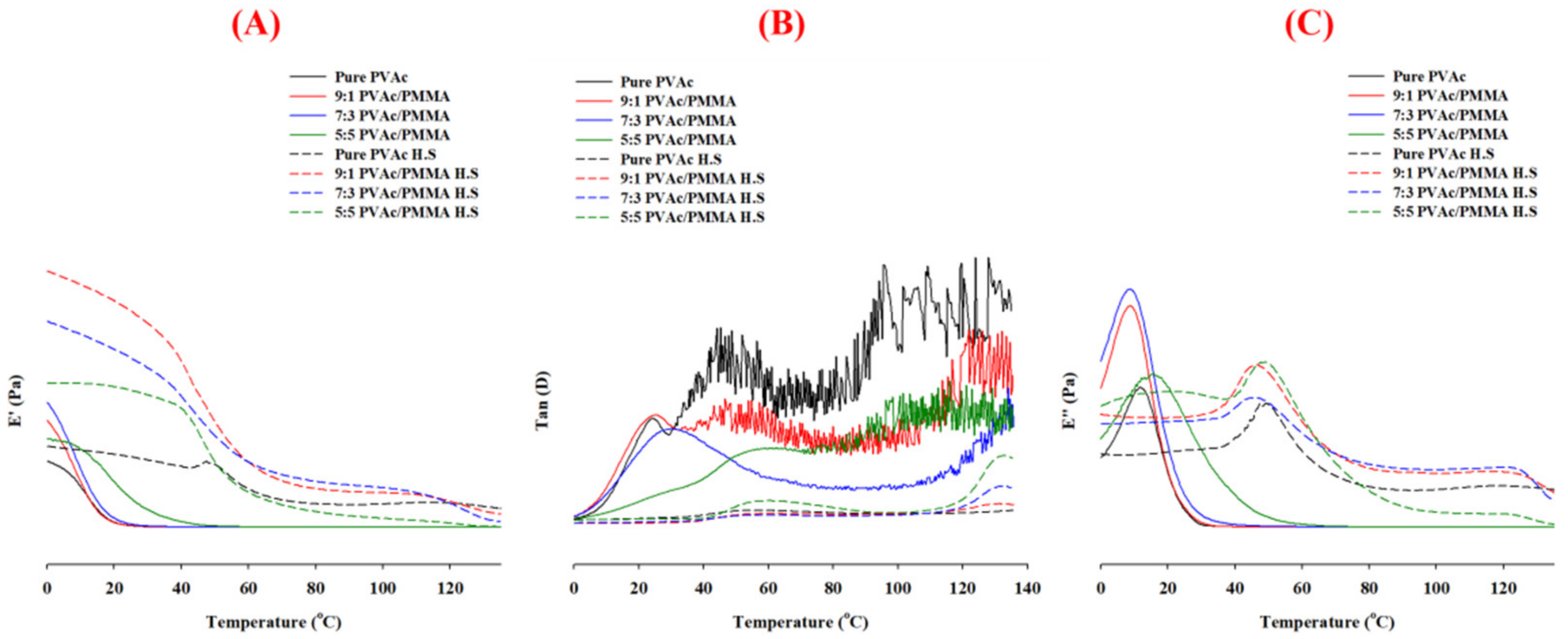
3.4. DMA Analysis
3.5. DSC Analysis
3.6. Morphological Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ucar, I.O.; Doganci, M.D.; Cansoy, C.E.; Erbil, H.Y.; Avramova, I.; Suzer, S. Combined XPS and contact angle studies of ethylene vinyl acetate and polyvinyl acetate blends. Appl. Surf. Sci. 2011, 257, 9587–9594. [Google Scholar] [CrossRef] [Green Version]
- Kinoshita, A.; Yamada, K.; Ito, M.; Yamazaki, M.; Taneda, M.; Hayakawa, T. Ethylene vinylacetate copolymer particles dissolved in polyvinyl alcohol (2000-mer) solution as an embolic material for vascular anomalies. Neuroradiology 1994, 36, 65–68. [Google Scholar] [CrossRef]
- Park, J.S.; Park, J.W.; Ruckenstein, E. Thermal and dynamic mechanical analysis of PVA/MC blend hydrogels. Polymer 2001, 42, 4271–4280. [Google Scholar] [CrossRef]
- Kim, K.H.; Jo, W.H.; Jho, J.Y.; Lee, M.S.; Lim, G.T. Preparation of SAN/silicate nanocomposites using PMMA as a compatibilizer. Fibers Polym. 2003, 4, 97–101. [Google Scholar] [CrossRef]
- Yeum, J.H.; Ghim, H.D.; Deng, Y. Low temperature suspension polymerization of methyl methacrylate for the preparation of high molecular weight poly (methyl methacrylate)/silver nanocomposite microspheres. Fibers Polym. 2005, 6, 277–283. [Google Scholar] [CrossRef]
- Temiz, A.; Terziev, N.; Eikenes, M.; Hafren, J. Effect of accelerated weathering on surface chemistry of modified wood. Appl. Surf. Sci. 2007, 253, 5355–5362. [Google Scholar] [CrossRef]
- DeMerlis, C.C.; Schoneker, D.R. Review of the oral toxicity of polyvinyl alcohol (PVA). Food Chem. Toxicol. 2003, 41, 319–326. [Google Scholar] [CrossRef]
- Papancea, A.; Valente, A.J.; Patachia, S.; Miguel, M.G.; Lindman, B. PVA-DNA cryogel membranes: Characterization, swelling, and transport studies. Langmuir 2008, 24, 273–279. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Xu, H.; Zhao, H.; Liu, W.; Zhao, L.; Li, Y. Preparation and characterization of intelligent starch/PVA films for simultaneous colorimetric indication and antimicrobial activity for food packaging applications. Carbohydr. Polym. 2017, 157, 842–849. [Google Scholar] [CrossRef]
- Chiellini, E.; Cinelli, P.; Chiellini, F.; Imam, S.H. Environmentally degradable bio-based polymeric blends and composites. Macromol. Biosci. 2004, 4, 218–231. [Google Scholar] [CrossRef]
- Dailey, L.A.; Wittmar, M.; Kissel, T. The role of branched polyesters and their modifications in the development of modern drug delivery vehicles. J. Control. Release 2005, 101, 137–149. [Google Scholar] [CrossRef]
- Cho, J.W.; Lee, S.H.; So, J.H.; Jaung, J.Y.; Yoon, K.J. Acid-sensitivity and physical properties of polymethylmethacrylate and polyurethane films containing polymeric styryl dye. Fibers Polym. 2004, 5, 239–244. [Google Scholar] [CrossRef]
- Bilenberg, B.; Nielsen, T.; Clausen, B.; Kristensen, A. PMMA to SU-8 bonding for polymer based lab-on-a-chip systems with integrated optics. J. Micromech. Microeng. 2004, 14, 814–818. [Google Scholar] [CrossRef]
- Zidan, H.M.; Abu-Elnader, M. Structural and optical properties of pure PMMA and metal chloride-doped PMMA films. Physica B 2005, 355, 308–317. [Google Scholar] [CrossRef]
- Demir, M.M.; Koynov, K.; Akbey, Ü.; Bubeck, C.; Park, I.; Lieberwirth, I.; Wegner, G. Optical properties of composites of PMMA and surface-modified zincite nanoparticles. Macromolecules 2007, 40, 1089–1100. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.G.; Kim, J.P.; Lyoo, W.S.; Kwak, J.W.; Noh, S.K.; Park, C.S.; Kim, J.H. Preparation of novel syndiotactic poly(vinyl alcohol) microspheres through the low-temperature suspension copolymerization or vinyl pivalate and vinyl acetate and heterogeneous saponification. J. Appl. Polym. Sci. 2005, 95, 1539–1548. [Google Scholar] [CrossRef]
- Kim, C.J.; Lee, P.I. Synthesis and Characterization of Suspension-Polymerized Poly (vinyl Alcohol) Beads with Core-Shell Structure. J. Appl. Polym. Sci. 1992, 46, 2147–2157. [Google Scholar] [CrossRef]
- Lee, S.G.; Kim, J.P.; Chan Kwon, I.; Park, K.H.; Noh, S.K.; Han, S.S.; Lyoo, W.S. Heterogeneous Surface Saponification of Suspension Polymerized Monodisperse Poly (vinyl acetate) Microspheres Using Various Ions. J. Polym. Sci. Part A Polym. Chem. 2006, 44, 3567–3576. [Google Scholar] [CrossRef]
- Jung, H.M.; Lee, E.M.; Ji, B.C.; Sohn, S.O.; Ghim, H.D.; Cho, H.; Han, Y.A.; Choi, J.H.; Yun, J.D.; Yeum, J.H. Poly (vinyl acetate)/poly (vinyl alcohol)/montmorillonite nanocomposite microspheres prepared by suspension polymerization and saponification. Colloid Polym. Sci. 2007, 285, 705–710. [Google Scholar] [CrossRef]
- Jung, H.M.; Lee, E.M.; Ji, B.C.; Deng, Y.; Yun, J.D.; Yeum, J.H. Surface properties of a novel poly (vinyl alcohol) film prepared by heterogeneous saponification of poly (vinyl acetate) film. Polymers 2017, 9, 493. [Google Scholar]
- Yang, S.B.; Lee, H.J.; Sabina, Y.; Kim, J.W.; Yeum, J.H. Novel poly (vinyl alcohol) nanofibers prepared by heterogeneous saponification of electrospun poly (vinyl acetate). Colloids Surf. A Physicochem. Eng. Asp. 2016, 497, 265–270. [Google Scholar] [CrossRef]
- Nishio, Y.; Manley, R.J. Cellulose-poly (vinyl alcohol) blends prepared from solutions in N, N-dimethylacetamide-lithium chloride. Macromolecules 1988, 21, 1270–1277. [Google Scholar] [CrossRef]
- Nakamura, Y.; Kariya, E.; Fukuda, T.; Fujii, S.; Fujiwara, K.; Hikasa, S. Glass transition behaviour of PMMA/PVA incompatible blend. Polym. Polym. Compos. 2013, 21, 367–376. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, F.; Gao, Q.; Xu, K.; Liu, Y. Modification of hydrophilic poly (vinyl alcohol) film via blending with hydrophobic poly (butyl acrylate-co-methyl methacrylate). Res. Chem. Intermed. 2014, 40, 1583–1593. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, F.; Gao, Q.; Xu, K.; Liu, Y. Study on properties of poly (vinyl alcohol)/polyacrylonitrile blend film. Polímeros 2013, 23, 146–151. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, F.; Gao, Q.; Liu, Y. Modification of hydrophobic polypeptide-based film by blending with hydrophilic poly (acrylic acid). Polímeros 2013, 23, 24–28. [Google Scholar] [CrossRef]
- Lin, W.; Ni, Y.; Pang, J. Microfluidic spinning of poly (methyl methacrylate)/konjac glucomannan active food packaging films based on hydrophilic/hydrophobic strategy. Carbohydr. Polym. 2019, 222, 114986. [Google Scholar] [CrossRef]
- Polacco, G.; Palla, M.; Semino, D. Measurements of particle-size distribution during suspension polymerization. Polym. Int. 1999, 48, 392–397. [Google Scholar] [CrossRef]
- Alhamad, B.; Romagnoli, J.A.; Gomes, V.G. Advanced modelling and optimal operating strategy in emulsion copolymerization: Application to styrene/MMA system. Chem. Eng. Sci. 2005, 60, 2795–2813. [Google Scholar] [CrossRef]
- Kurata, M.; Tsunashima, Y. Polymer Handbook, 3rd ed.; Brandrup, J., Immergut, E.H., Eds.; Wiley: New York, NY, USA, 1989; p. VII/13. [Google Scholar]
- Zhang, Z.; Mo, Z.; Zhang, H.; Wang, X.; Zhao, X. Crystallization and Melting Behaviors of PPC-BS/PVA Blends. Macromol. Chem. Phys. 2003, 204, 1557–1566. [Google Scholar] [CrossRef]
- Deng, F.; Guan, Y.; Shi, Z.; Wang, F.; Che, X.; Liu, Y.; Wang, Y. The effect of dopamine modified titanium dioxide nanoparticles on the performance of Poly (vinyl alcohol)/titanium dioxide composites. Compos. Sci. Technol. 2017, 150, 120–127. [Google Scholar] [CrossRef]
- Motaung, T.E.; Luyt, A.S.; Saladino, M.L.; Martino, D.C.; Caponetti, E. Morphology, mechanical properties and thermal degradation kinetics of PMMA-zirconia nanocomposites prepared by melt compounding. Express Polym. Lett. 2012, 6, 871–881. [Google Scholar] [CrossRef]
- Abdelghany, A.M.; Meikhail, M.S.; Asker, N. Synthesis and structural-biological correlation of PVC\PVAc polymer blends. J. Mater. Res. Technol. 2019, 8, 3908–3916. [Google Scholar] [CrossRef]
- Marf, A.S.; Abdullah, R.M.; Aziz, S.B. Structural, Morphological, Electrical and Electrochemical Properties of PVA: CS-Based Proton-Conducting Polymer Blend Electrolytes. Membranes. 2020, 10, 71. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, J.; Gong, H.; Zhang, X.; Lu, J.; Zhang, Z. Synthesis of poly(methyl methacrylate–methallyl alcohol) via controllable partial hydrogenation of poly(methyl methacrylate) towards high pulse energy storage capacitor application. RSC Adv. 2016, 6, 34855–34865. [Google Scholar] [CrossRef]
- Ahmed, R.M. Optical Study on Poly(methyl methacrylate)/Poly(vinyl acetate) Blends. Int. J. Photoenergy 2009, 2009, 150389. [Google Scholar] [CrossRef]
- Saha, N.R.; Sarkar, G.; Roy, I.; Rana, D.; Bhattacharyya, A.; Adhikari, A.; Mukhopadhyay, A.; Chattopadhyay, D. Studies on methylcellulose/pectin/montmorillonite nanocomposite films and their application possibilities. Carbohydr. Polym. 2016, 136, 1218–1227. [Google Scholar] [CrossRef]
- Usman, A.; Hussain, Z.; Riaz, A.; Khan, A.N. Enhanced mechanical, thermal and antimicrobial properties of poly (vinyl alcohol)/graphene oxide/starch/silver nanocomposites films. Carbohydr. Polym. 2016, 153, 592–599. [Google Scholar] [CrossRef]
- Aydın, A.A.; Ilberg, V. Effect of different polyol-based plasticizers on thermal properties of polyvinyl alcohol: Starch blends. Carbohydr. Polym. 2016, 136, 441–448. [Google Scholar] [CrossRef]
- Erkartal, M.; Usta, H.; Citir, M.; Sen, U. Proton conducting poly (vinyl alcohol)(PVA)/poly (2-acrylamido-2-methylpropane sulfonic acid)(PAMPS)/zeolitic imidazolate framework (ZIF) ternary composite membrane. J. Membr. Sci. 2016, 499, 156–163. [Google Scholar] [CrossRef]
- Abral, H.; Hartono, A.; Hafizulhaq, F.; Handayani, D.; Sugiarti, E.; Pradipta, O. Characterization of PVA/cassava starch biocomposites fabricated with and without sonication using bacterial cellulose fiber loadings. Carbohydr. Polym. 2019, 206, 593–601. [Google Scholar] [CrossRef]
- Rajendran, S.; Bama, V.S.; Prabhu, M.R. Preparation and characterization of PVAc–PMMA-based solid polymer blend electrolytes. Ionics 2010, 16, 283–287. [Google Scholar] [CrossRef]
- Cai, D.; Song, M. Recent advance in functionalized graphene/polymer nanocomposites. J. Mater. Chem. 2010, 20, 7906–7915. [Google Scholar] [CrossRef]
- Baskaran, R.; Selvasekarapandian, S.; Hirankumar, G.; Bhuvaneswari, M.S. Dielectric and conductivity relaxations in PVAc based polymer electrolytes. Ionics 2004, 10, 129–134. [Google Scholar] [CrossRef]
- Ulu, A.; Koytepe, S.; Ates, B. Synthesis and characterization of PMMA composites activated with starch for immobilization of L-asparaginase. J. Appl. Polym. Sci. 2016, 133, 43421. [Google Scholar] [CrossRef]
- Yang, S.B.; Kim, J.W.; Yeum, J.H. Effect of Saponification Condition on the Morphology and Diameter of the Electrospun Poly (vinyl acetate) Nanofibers for the Fabrication of Poly (vinyl alcohol) Nanofiber Mats. Polymers 2016, 8, 376. [Google Scholar] [CrossRef] [Green Version]
- Trache, D.; Khimeche, K. Study on the influence of ageing on chemical and mechanical properties of N,N’-dimethyl-N,N’-diphenylcar bamide stabilized propellants. J. Therm. Anal. Calorim. 2013, 111, 305–312. [Google Scholar] [CrossRef]
- Salmoria, G.V.; Sibilia, F.; Henschel, V.G.; Fare, S.; Tanzi, M.C. Structure and properties of polycaprolactone/ibuprofen rods prepared by melt extrusion for implantable drug delivery. Polym. Bull. 2017, 74, 4973–4987. [Google Scholar] [CrossRef]
- De Lima, J.A.; Felisberti, M.I. Poly(hydroxybutyrate) and epichlorohydrin elastomers blends: Phase behavior and morphology. Eur. Polym. J. 2006, 42, 602–614. [Google Scholar] [CrossRef]
- Cui, H.W.; Du, G.B. Development of Novel Polymers prepared by vinyl acetate and N-hydroxymethyl acrylamide. J. Thermoplast. Compos. Mater. 2013, 26, 762–776. [Google Scholar] [CrossRef]
- Tu, C.W.; Tsai, F.C.; Chang, C.J.; Yang, C.H.; Kuo, S.W.; Zhang, J.; Chen, T.; Huang, C.F. Surface-Initiated Initiators for Continuous Activator Regeneration (SI ICAR) ATRP of MMA from 2,2,6,6–tetramethylpiperidine–1–oxy (TEMPO) Oxidized Cellulose Nanofibers for the Preparations of PMMA Nanocomposites. Polymers 2019, 11, 1631. [Google Scholar] [CrossRef] [Green Version]
- Jain, N.; Ali, S.; Singh, V.K.; Singh, K.; Bisht, M.; Chauhan, S. Creep and dynamic mechanical behavior of cross-linked polyvinyl alcohol reinforced with cotton fiber laminate composites. J. Polym. Eng. 2019, 39, 326–335. [Google Scholar] [CrossRef]
- Bier, J.M.; Verbeek, C.J.R.; Lay, M.C. Identifying transition temperatures in bloodmeal-based thermoplastics using material pocket DMTA. J. Therm. Anal. Calorim. 2013, 112, 1303–1315. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Atiqah, A.; Atikah, M.S.N.; Syafri, E.; Asrofi, M.; et al. Thermal, Biodegradability and Water Barrier Properties of Bio-Nanocomposites Based on Plasticised Sugar Palm Starch and Nanofibrillated. J. Biobased Mater. Bioenergy 2020, 14, 234–248. [Google Scholar] [CrossRef]
- Jeong, J.; Ayyoob, M.; Kim, J.H.; Nam, S.W.; Kim, Y.J. In situ formation of PLA-grafted alkoxysilanes for toughening a biodegradable PLA stereocomplex thin film. RSC Adv. 2019, 9, 21748–21759. [Google Scholar] [CrossRef] [Green Version]
- Tonelli, A.E. Non-Stoichiometric Polymer-Cyclodextrin Inclusion Compounds: Constraints Placed on Un-Included Chain Portions Tethered at Both Ends and Their Relation to Polymer Brushes. Polymers 2014, 6, 2166–2185. [Google Scholar] [CrossRef] [Green Version]
- Gurarslan, A.; Joijode, A.; Shen, J.; Narayanan, G.; Antony, G.J.; Li, S.; Caydamli, Y.; Tonelli, A.E. Reorganizing polymer chains with cyclodextrins. Polymers 2017, 9, 673. [Google Scholar] [CrossRef] [Green Version]
- Ambrosio, L.; Verón, M.G.; Silin, N.; Prado, M.O. Synthesis and characterization of fluorescent PVA/PVAc-rodhamine microspheres. Mater. Res. 2019, 22, e20190133. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Value | Value |
|---|---|---|
| Type of initiator | ADMVN | ADMVN |
| Type of suspending agent | PVA | PVA |
| Initiator concentration | 0.001 mol/mol of VAc | 0.001 mol/mol of MMA |
| Suspending agent concentration | 1.5 g/dL of water | 1.5 g/dL of water |
| Monomer/water | 0.5 L/L VAc/L | 0.5 L/L MMA/L |
| Rpm | 300 | 300 |
| Temperature | 60 °C | 60 °C |
| Sample | Mw (g/mol) | Mn (g/mol) | Polydispersity Index (Mw/Mn) |
|---|---|---|---|
| PVAc | 495,266 | 201,851 | 2.45 |
| PMMA | 756,433 | 249,700 | 3.02 |
| Before (µm) | After (µm) | ||
|---|---|---|---|
| PMMA | 187 ± 15 | PMMA | 186 ± 12 |
| PVAc | 184 ± 15 | PVAc | 168 ± 13 |
| PVAc/PMMA (9:1) | 183 ± 12 | PVAc/PMMA (9:1) | 170 ± 11 |
| PVAc/PMMA (7:3) | 184 ± 11 | PVAc/PMMA (7:3) | 173 ± 11 |
| PVAc/PMMA (5:5) | 185 ± 10 | PVAc/PMMA (5:5) | 177 ± 12 |
| Before (g) | After (g) | ||
|---|---|---|---|
| PMMA | 0.542 ± 15 | H.S. PMMA | 0.532 ± 12 |
| PVAc | 0.484 ± 11 | H.S. PVAc | 0.305 ± 11 |
| PVAc/PMMA (9:1) | 0.461 ± 12 | H.S. PVAc/PMMA (9:1) | 0.291 ± 11 |
| PVAc/PMMA (7:3) | 0.453 ± 12 | H.S. PVAc/PMMA (7:3) | 0.309 ± 14 |
| PVAc/PMMA 5:5) | 0.473 ± 11 | H.S. PVAc/PMMA (5:5) | 0.346 ± 15 |
| Sample Name | Tonset (°C) | T5% (°C) | T50% (°C) | Tmax (°C) | Residue |
|---|---|---|---|---|---|
| General PVA | 330.11 | 340.22 | 350.13 | 375.27 | 10.02 |
| Pure PVAc | 350.22 | 195.14 | 390.12 | 475.12 | 4.95 |
| Pure PMMA | 275.75 | 175.07 | 338.72 | 395.55 | 0.04 |
| 9:1 PVAc/PMMA | 292.31 | 187.91 | 332.18 | 351.45 | 6.20 |
| 9:1 PVAc/PMMA H.S | 224.44 | 227.94 | 329.22 | 397.27 | 13.60 |
| 7:3 PVAc/PMMA | 299.43 | 174.49 | 331.92 | 354.04 | 4.65 |
| 7:3 PVAc/PMMA H.S | 244.76 | 246.43 | 369.68 | 424.60 | 11.57 |
| 5:5 PVAc/PMMA | 300.34 | 285.91 | 344.55 | 442.28 | 3.05 |
| 5:5 PVAc/PMMA H.S | 229.73 | 266.96 | 347.63 | 429.30 | 8.12 |
| Blend | Tan δ (°C) | E″ (°C) |
|---|---|---|
| Pure PVAc | 24.1 | 11.9 |
| 9:1 PVAc/PMMA | 25.5 | 8.6 |
| 7:3 PVAc/PMMA | 30 | 8.5 |
| 5:5 PVAc/PMMA | 59.1 | 15.9 |
| Pure PVAc H.S film | 56.6 | 49 |
| 9:1 PVAc/PMMA H.S film | 58 | 46.5 |
| 7:3 PVAc/PMMA H.S film | 58.2 | 45.9 |
| 5:5 PVAc/PMMA H.S film | 59.6 | 48.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.B.; Jeong, D.W.; Lee, J.; Yeasmin, S.; Kim, C.-K.; Yeum, J.H. Preparation of the Heterogeneous Saponified Poly(Vinyl Alcohol)/Poly(Methyl Methacrylate–Methallyl Alcohol) Blend Film. Materials 2022, 15, 2439. https://doi.org/10.3390/ma15072439
Yang SB, Jeong DW, Lee J, Yeasmin S, Kim C-K, Yeum JH. Preparation of the Heterogeneous Saponified Poly(Vinyl Alcohol)/Poly(Methyl Methacrylate–Methallyl Alcohol) Blend Film. Materials. 2022; 15(7):2439. https://doi.org/10.3390/ma15072439
Chicago/Turabian StyleYang, Seong Baek, Dae Won Jeong, Jungeon Lee, Sabina Yeasmin, Chang-Kil Kim, and Jeong Hyun Yeum. 2022. "Preparation of the Heterogeneous Saponified Poly(Vinyl Alcohol)/Poly(Methyl Methacrylate–Methallyl Alcohol) Blend Film" Materials 15, no. 7: 2439. https://doi.org/10.3390/ma15072439