3.1. Surface Roughness and Cutting Edge Properties of the Rock Inserts
The results of the surfaces and cutting edge roughnesses after grinding are shown in
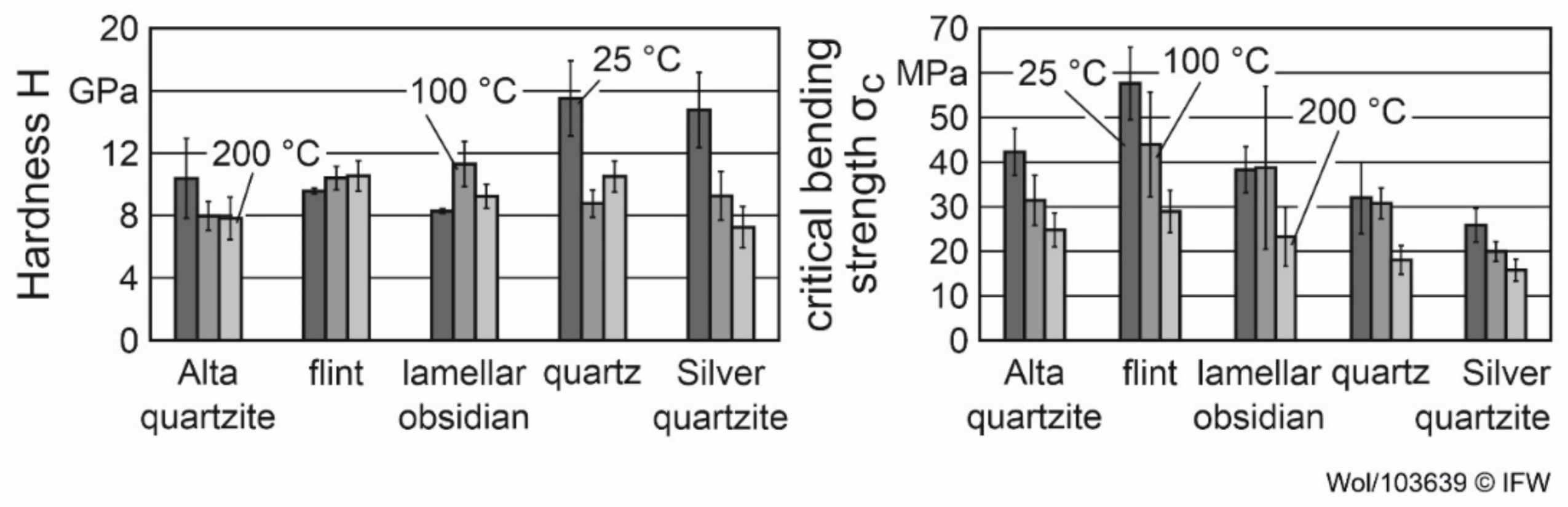
Figure 3. The results show an arithmetic average roughness Ra between 0.85 and 1.19 µm and a mean roughness depth of Rz between 8.28 and 15.4 µm at the flank face of the rock inserts. Rocks with a higher critical bending strength tend to show a lower roughness at the flank face, as described in [
6]. However, other factors, such as cracks in the microstructure and the interlocking of mineral grains, can also influence the roughness of the inserts after grinding [
6], which is an explanation for the higher roughness values of Alta-quartzite in comparison to quartz, despite the higher critical bending strength of Alta quartzite.
The roughness of the cutting edge of the inserts was between Ra = 3.09 and 6.04 µm, while Rz was between 12.87 and 25.87 µm. The results showed a tendency towards an increase in cutting edge roughness with a decrease in critical bending strength. A decrease in the critical bending strength leads to a lower load-bearing capacity of the microstructure and can therefore facilitate the breakout of grains or material from the cutting edge due to the loads of the grinding process. This, in turn, leads to an increase in the roughness of the cutting edge. However, in this case, it cannot be ruled out that other factors played an important role in this context, as can be seen by a comparison of Alta quartzite and the quartz. In addition to the cracks and the interlocking of grains already mentioned, the stress state and grain size of the rocks were possible influencing factors. A tensile stress state near the cutting edge can, for example, influence the cutting edge roughness produced during grinding by facilitating crack propagation and brittle material removal through chipping, which in turn leads to an increase in cutting edge roughness compared to ductile removal. Considering the often-high grain size of rocks in comparison to technical materials, the breakout of a single grain or parts of grains as a result of the process loads in grinding can therefore increase the cutting edge roughness significantly.
In addition to the roughness of the inserts, the cutting edge segments at the flank face and the rake face, S
α, S
γ and their average cutting edge rounding
, were determined according to [
18] (see
Table 2). It can be seen that the cutting edge rounding of the inserts differed depending on the rock investigated, and was between two and four times higher than for the cemented carbide inserts. The values of
showed a tendency comparable to the cutting edge roughness. An increase in cutting edge roughness can be accompanied by a change in the cutting edge geometry and thus alter the cutting edge rounding, as it can be linked to brittle material breakouts at the cutting edge. Brittle material removal counteracts the formation of a tapered cutting wedge due to the associated chipping and thus leads to the formation of a wider, more rounded cutting edge. This, in turn, leads to an increase of
. Moreover, the material removal behavior at the rake and the flank face of the rocks can differ in the grinding processes resulting from the different load situations at these surfaces in the process and the different material properties of the rocks. This can influence the cutting edge geometry by different proportions of material removed from the faces, e.g., if the material removal at the flank face is dominated by ductile material removal and at the rake face is dominated by brittle material removal. As a result, the length of the cutting edge segments at the flank and at the rake face and the geometry of the cutting edge can be affected. It is, therefore, possible that the effects influencing cutting edge roughness were also important for the formation of the cutting edge geometry in the grinding process. However, more specific investigations are needed to verify this hypothesis, as this aspect is not the focus of this paper.
However, it must be mentioned that it is already known in the literature that the cutting edge geometry influences the operational behavior of cutting tools, e.g., by influencing the material flow in the separation zone or the mechanical and thermal loads [
18,
19,
20]. It is therefore possible that the different cutting edge geometries of the inserts led to differences in their operational behavior. This could be especially true for the wear behavior of the inserts, as the mentioned differences in cutting edge roughness can be associated with brittle material removal, which is often linked with cracks in the microstructure. These cracks can facilitate wear through further brittle outbreaks if the process loads in turning are applied to the inserts in the turning process.
3.2. Application Area of Natural Rocks as Cutting Material
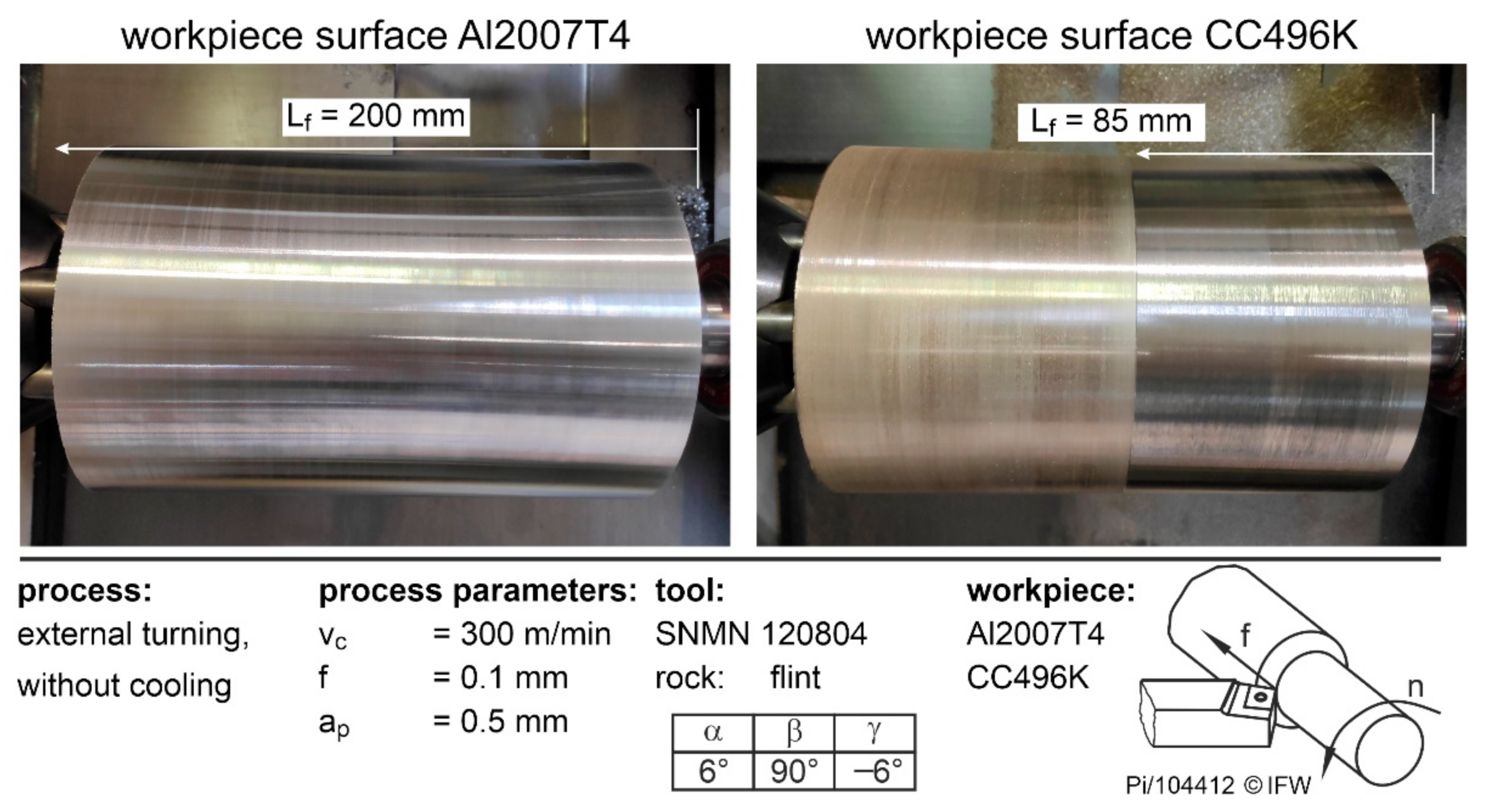
In order to be able to assess the potential of natural rocks as cutting materials for metalworking more accurately, it is first necessary to determine process parameters and workpiece materials for which no direct cutting edge failure occurs. For this reason, external turning tests were carried out by varying the cutting speed, the feed rate, the workpiece material, and the natural rock. The parameter combinations for which the tools can withstand a complete path length of 200 mm without breaking were checked. Whether the cutting edges of the tools broke during the path length could be identified in the form of heels on the workpieces. One example is shown in
Figure 4, in which the workpieces Al2007T4 and CC496K are shown after machining with flint under v
c = 300 m/min and f = 0.1 mm. If this natural rock is used for aluminum, the cutting edge withstands the loads and can complete a feed path of L
f = 200 mm. If, on the other hand, copper is machined, the cutting edge breaks at a feed path of approximately 85 mm due to the high loads and the resulting wear.
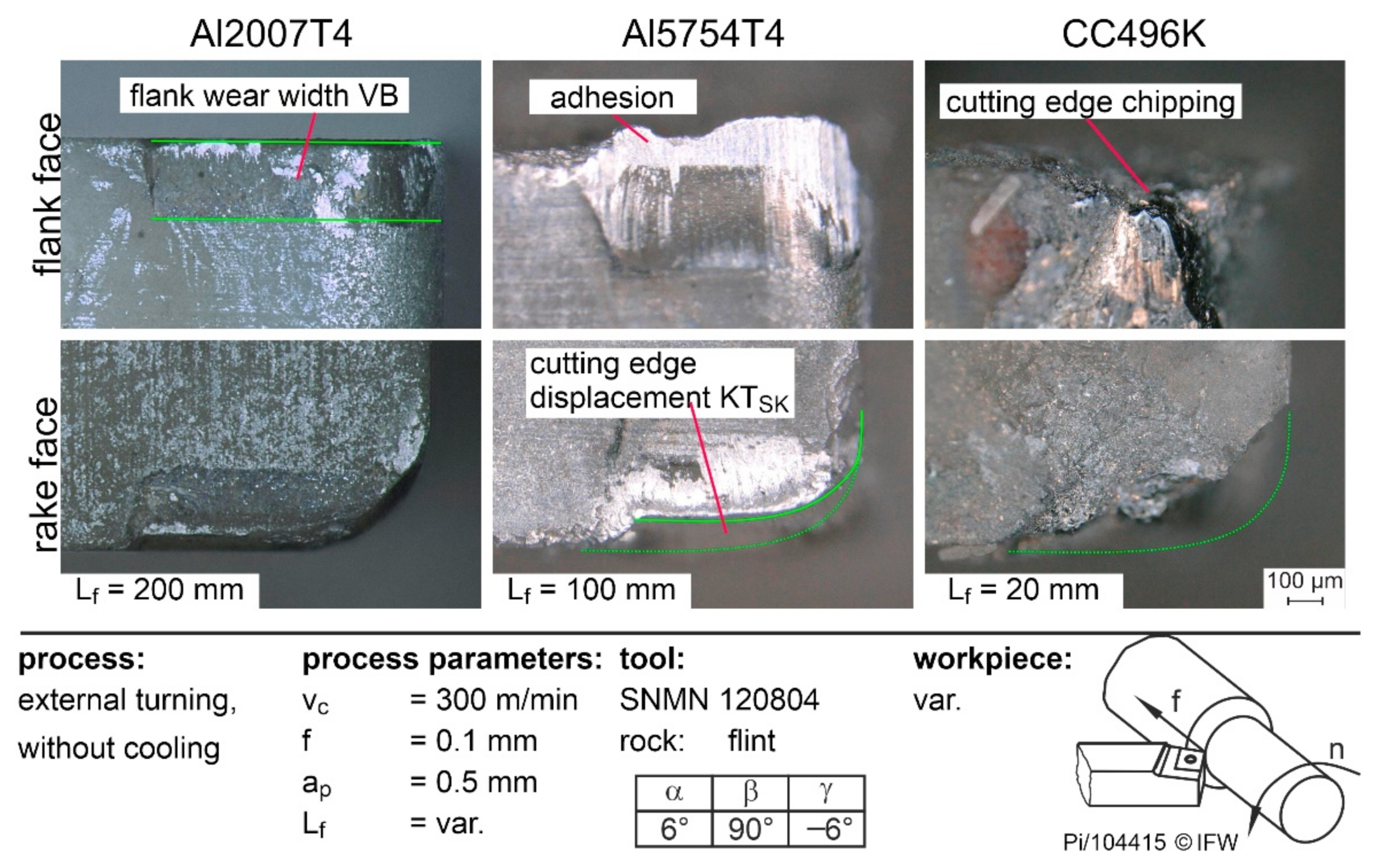
Figure 5 shows the resulting tool wear when using flint for the three workpiece materials Al2007T4, Al5754T4, and CC496K. From the microscopic pictures, the different wear mechanisms can be easily identified. For instance, significantly abrasive wear in the form of the flank wear-width VB occurred during the machining of Al2007T4. When the softer Al5754T4 was machined, strong adhesions and the formation of a built-up edge occurred. In addition, the cutting edge is gradually torn out by the adhesive wear, resulting in cutting edge displacement. When CC496K was machined, the tool stresses exceeded the strength of the cutting material and the entire cutting edge broke.
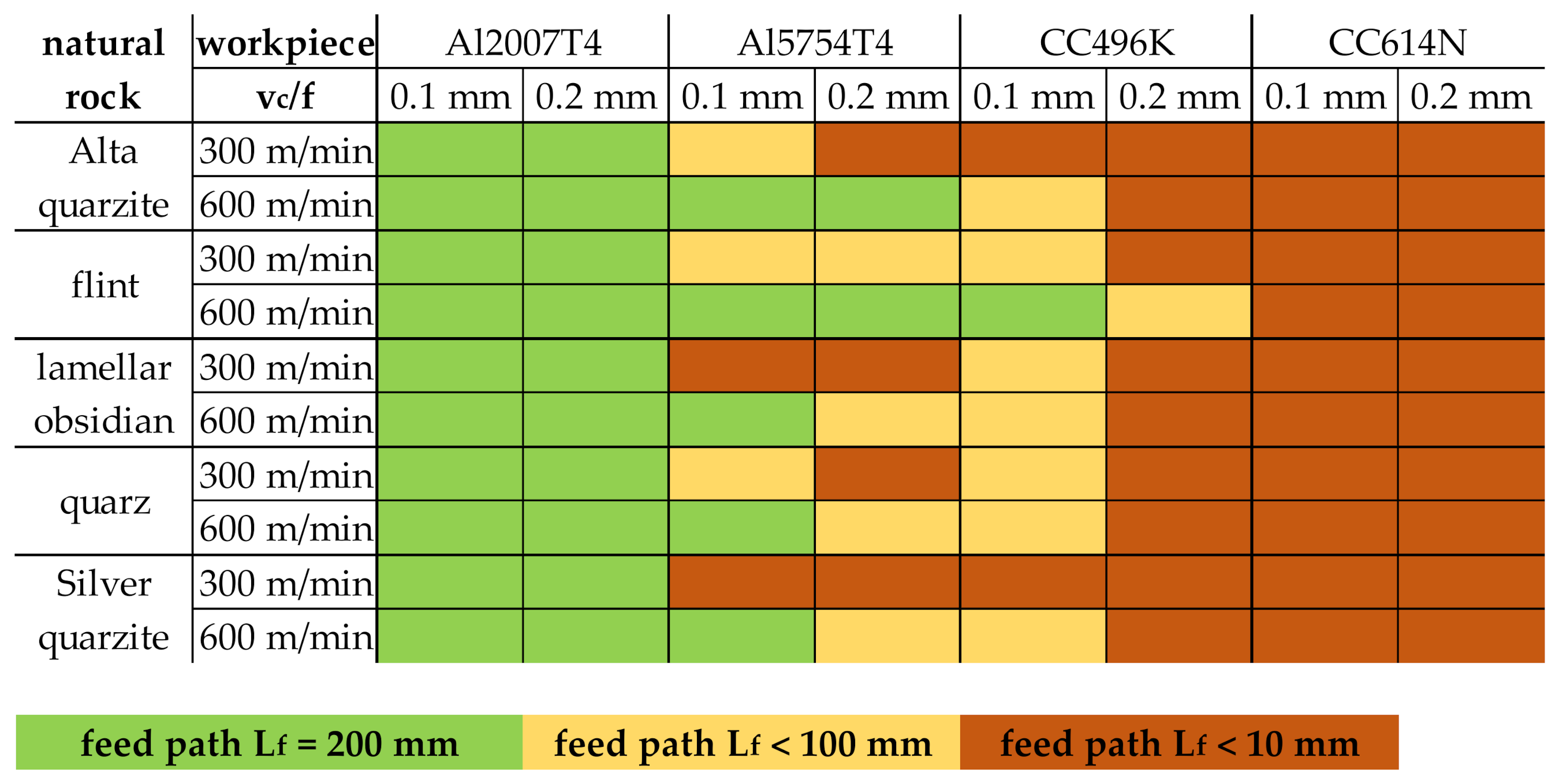
An overview of the achieved feed paths as a function of the parameter variations is shown in
Figure 6. It is plain to see that high mechanical loads as a result of the higher feed f = 0.2 mm at a low cutting speed v
c = 300 m/min led to increased breakage of the rock inserts. This finding can be transferred to all examined natural rocks. Therefore, high cutting speeds at low feed rates should be preferred when using rocks as cutting tools. In addition to the process parameters, the material properties also had a significant effect on the achievable feed path. For example, C614N could be machined with any of the five rocks, regardless of the respective process parameters. This could be attributed to the high Young’s modulus and yield strength, which require a high shear stress to cut. This exceeded the bending strength of the natural rocks, causing the cutting edges to break during machining. In contrast, the two aluminum alloys could be machined with all the stones, especially with a high cutting speed at low feed rates. However, when machining the softer Al5754T4, low cutting speeds led to a shortening of the feed path because the cutting edge roughness of the inserts combined with the low tensile strength led to severe adhesive wear of the cutting edge. Due to the adhesions, the edges were subsequently torn out (see
Figure 5).
When comparing the application of the different rocks, it is noticeable that flint, with the highest critical bending strength σc, can be used for most combinations over the entire path length. Even the copper alloy CC496K can be machined at high cutting speeds. On the other hand, with lamellar obsidian, quartz, or silver quartzite, which have the lowest bending stress, the fewest workpiece materials could be machined. This shows a correlation between the bending strength of the natural rocks and their suitability as cutting materials.
3.3. Tool Loads during Cutting with Natural Rocks
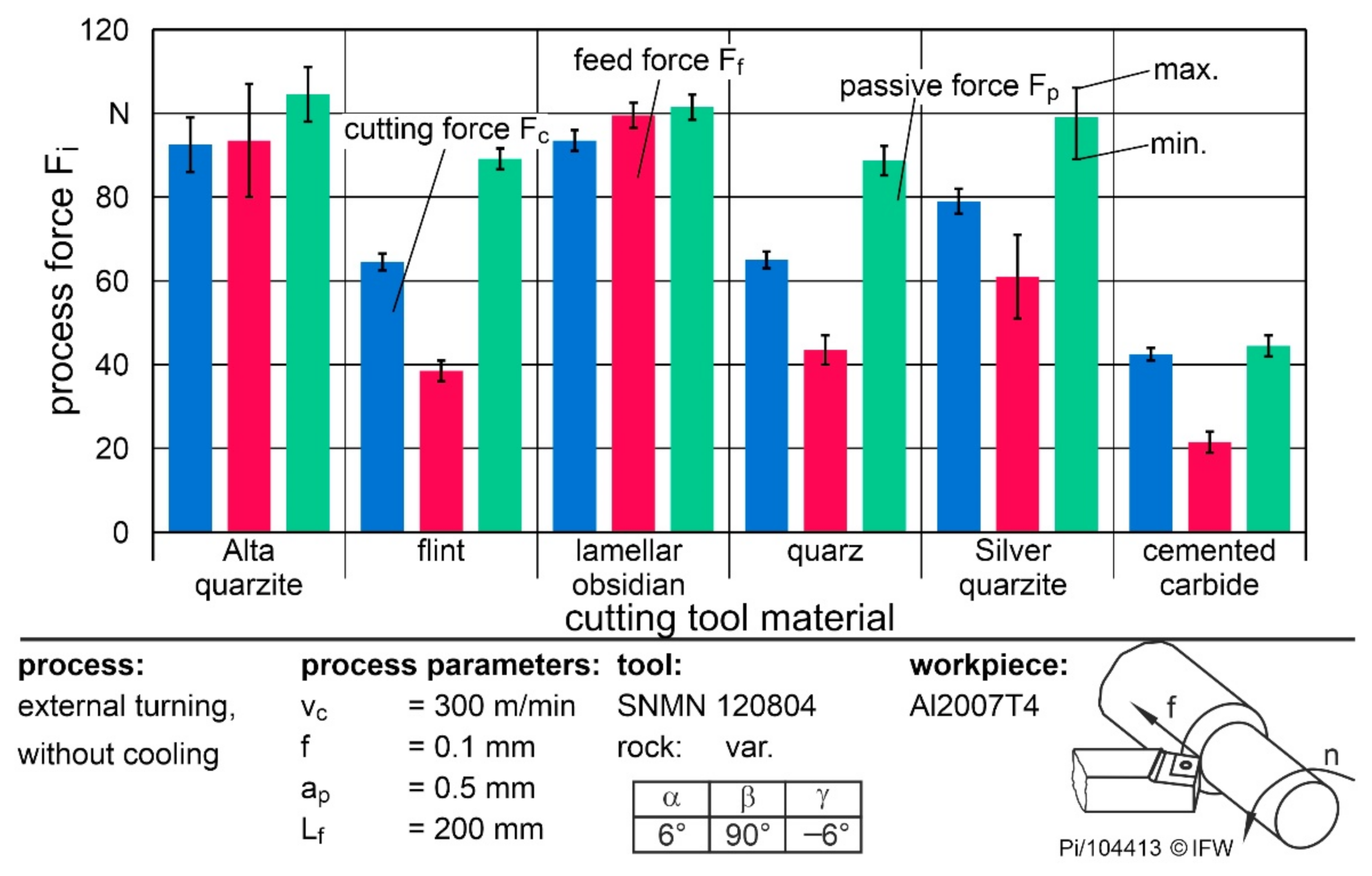
To assess the possibility of rocks as potential cutting materials more precisely, the occurring cutting forces were compared and the significant influencing variables were determined. The forces were compared when machining Al2007T4, since no breakouts occurred regardless of rock type and process parameters. First, the cutting, feed, and passive forces of the five rocks were compared at a feed rate of 0.1 mm and a cutting speed of v
c = 300 m/min.
Figure 7 shows the mean process forces over a feed path of 200 mm. In addition to the respective forces of the natural rocks, F
c and F
f during machining with cemented carbide are shown.
The highest cutting force of 95 N occurred when using Alta quartzite and lamellar obsidian. When silver quartzite was used, the Fc fell to 80 N, and with flint or quartz it was only approximately 62 N. Furthermore, it was noticeable that, with Alta quartzite and lamellar obsidian, the feed force was equal to the cutting force. Consequently, increased adhesions and built-up edges must be present during the process to increase the force component in the feed direction accordingly. When using the other rocks, the feed force Ff was about two-thirds of the cutting force. Overall, the cutting forces of the rocks were between 50% and 120% higher than those of the cemented carbide. The reasons for this are the significantly smaller cutting edge rounding and the low surface roughness around the cutting edge and the flank face surface of Ra = 0.5 µm of the cemented carbide tools. As a result, material adhesion was reduced, even at a low cutting speed, for aluminum machining, and the process forces were correspondingly lower. The same reasons led to the low forces with flint, which has the smallest rounding and lowest roughness after cemented carbide. In contrast, the large roundings of the Alta quartzite and lamellar obsidian, in combination with the high asymmetry towards the flank face, led to the high feed forces. Accordingly, cutting edge preparation after grinding should be considered in future investigations to reduce chipping while providing comparable geometries.
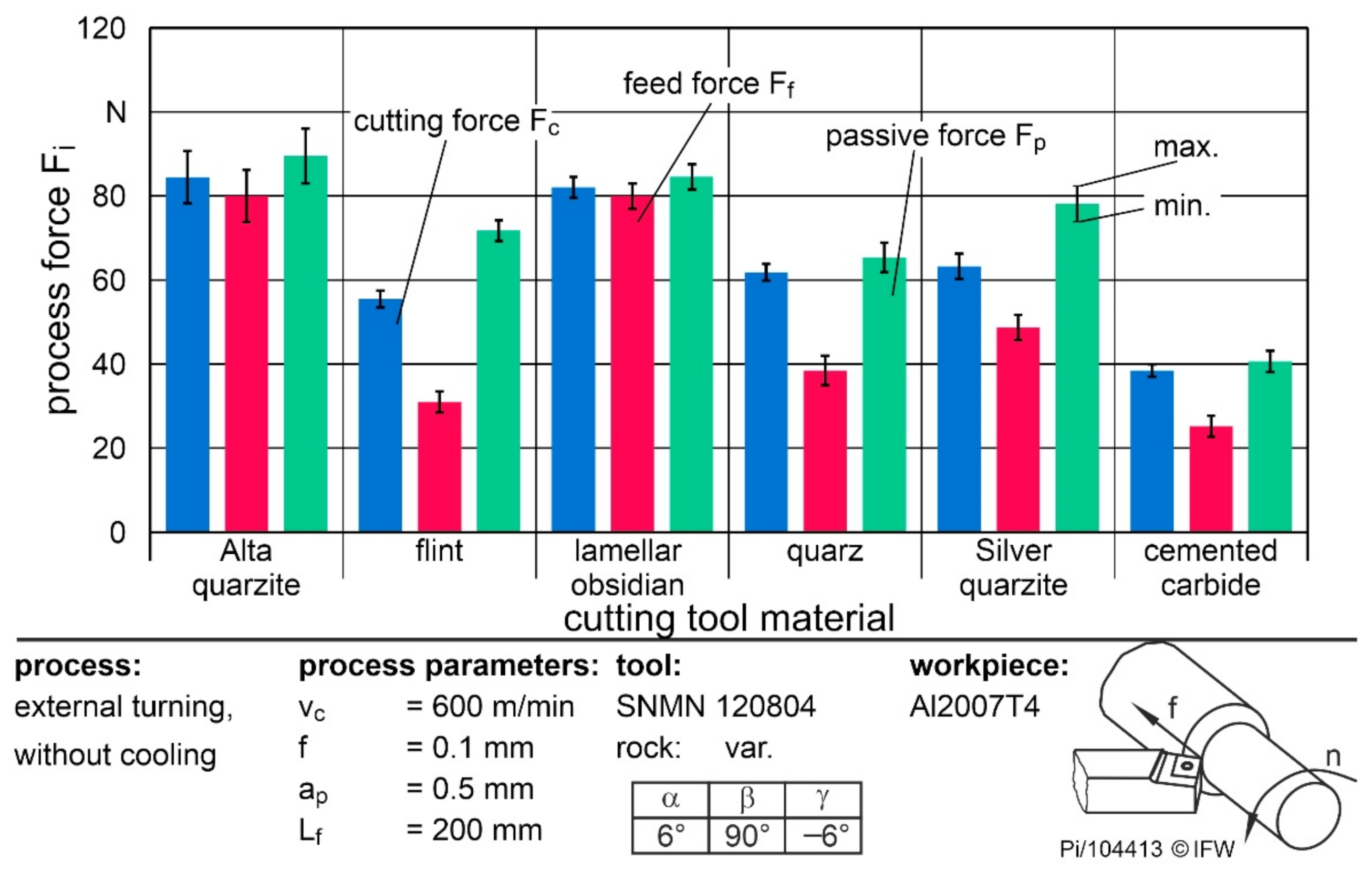
Figure 8 shows the process forces of the cutting tool materials at the same feed rate but at a higher cutting speed of v
c = 600 m/min. The doubling of the cutting speed did not lead to any significant reduction in the cutting or feed force when using cemented carbide. Thus, the range of thermal softening of the material had not yet been reached. Nevertheless, the effective forces were reduced by up to 17% when using natural rocks. This was due to the lower adhesion, resulting in a lower built-up edge. This reduction of forces was the reason for the better usability of natural rocks at higher cutting speeds. A higher thermal load and a corresponding reduction of properties thus do not seem to be as critical as the purely mechanical load. One explanation would be the property that natural rocks are good insulators and absorb only a small portion of the cutting heat. This results in a higher thermal softening of the workpiece material. The other effects regarding the ratio of cutting and feed force behaved analogously to the lower cutting speed.
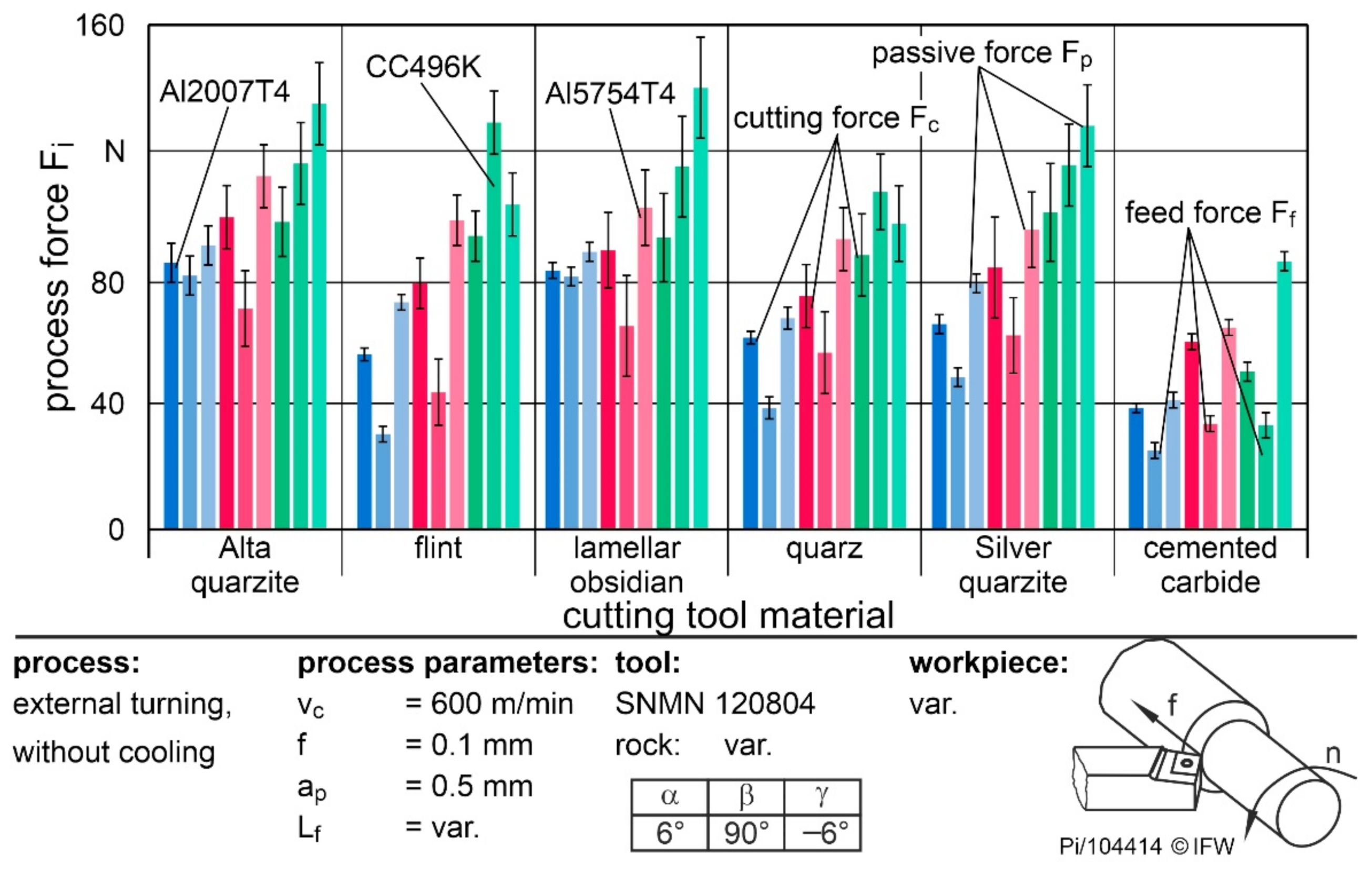
To evaluate the operational behavior for different materials,
Figure 9 shows the process forces when machining Al2007T4, Al5754T4, and CC496K with a feed rate of f = 0.1 mm and a cutting speed of v
c = 600 m/min.
When machining CC496K with natural rocks, the feed force was roughly 15% higher than the cutting force. Although the tensile strength and hardness of the copper materials were lower than those of the aluminum materials, the flow stress was higher. As a result, the process forces increased during machining. The strong material accumulations were caused by the high springback in the contact area, as a result of the high Young’s modulus of the copper alloy, in combination with the flank face roughness. Accordingly, the increase in the feed and passive forces were the cause of the poor suitability of rocks for copper machining. Since F
f acts normally in the direction of the flank face and, especially in the case of quartzites, the cutting wedge is then loaded in such a way that the microtextures are unfavorably aligned to the direction of loading, the wear was additionally increased. Furthermore, natural rocks are particularly susceptible to shear stresses [
6].
If the two aluminum alloys are compared, the cutting and feed forces when machining Al5754T4 were about 25% higher than those of Al2007T4 when using flint, quartz or silver quartzite. This was due to the higher material adhesion of the softer workpiece, which in turn led to higher cutting forces that exceeded the strength of the natural rocks. However, if Alta quartzite or lamellar obsidian were used, only the cutting force increased. Nevertheless, the influence of cutting edge microgeometry and surface roughness was noticeable in the material comparison. Thus, in future work, these variables should be optimized during manufacturing. In combination with adapted process parameters for Al2007T4 or the machining of non-adhesive materials such as plastics, natural rocks, especially flint and quartz, are an alternative cutting material.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}