
On-Demand Wettability via Combining fs Laser Surface Structuring and Thermal Post-Treatment


Abstract
:1. Introduction
2. Materials and Methods
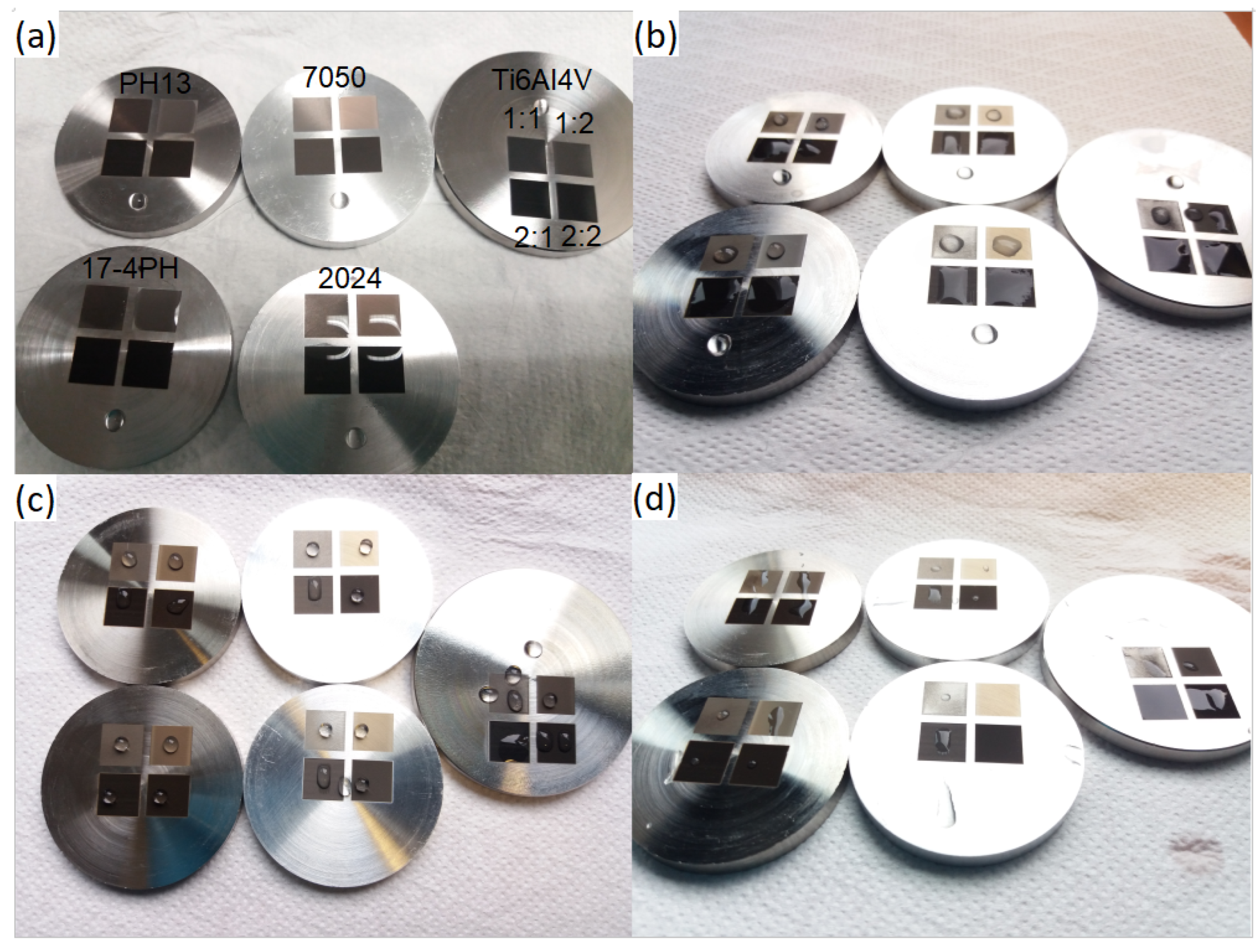
2.1. Materials
2.2. Samples Pre- and Post-Fabrication Treatment
2.3. Laser Fabrication
2.4. Samples Observation and Testing
3. Results
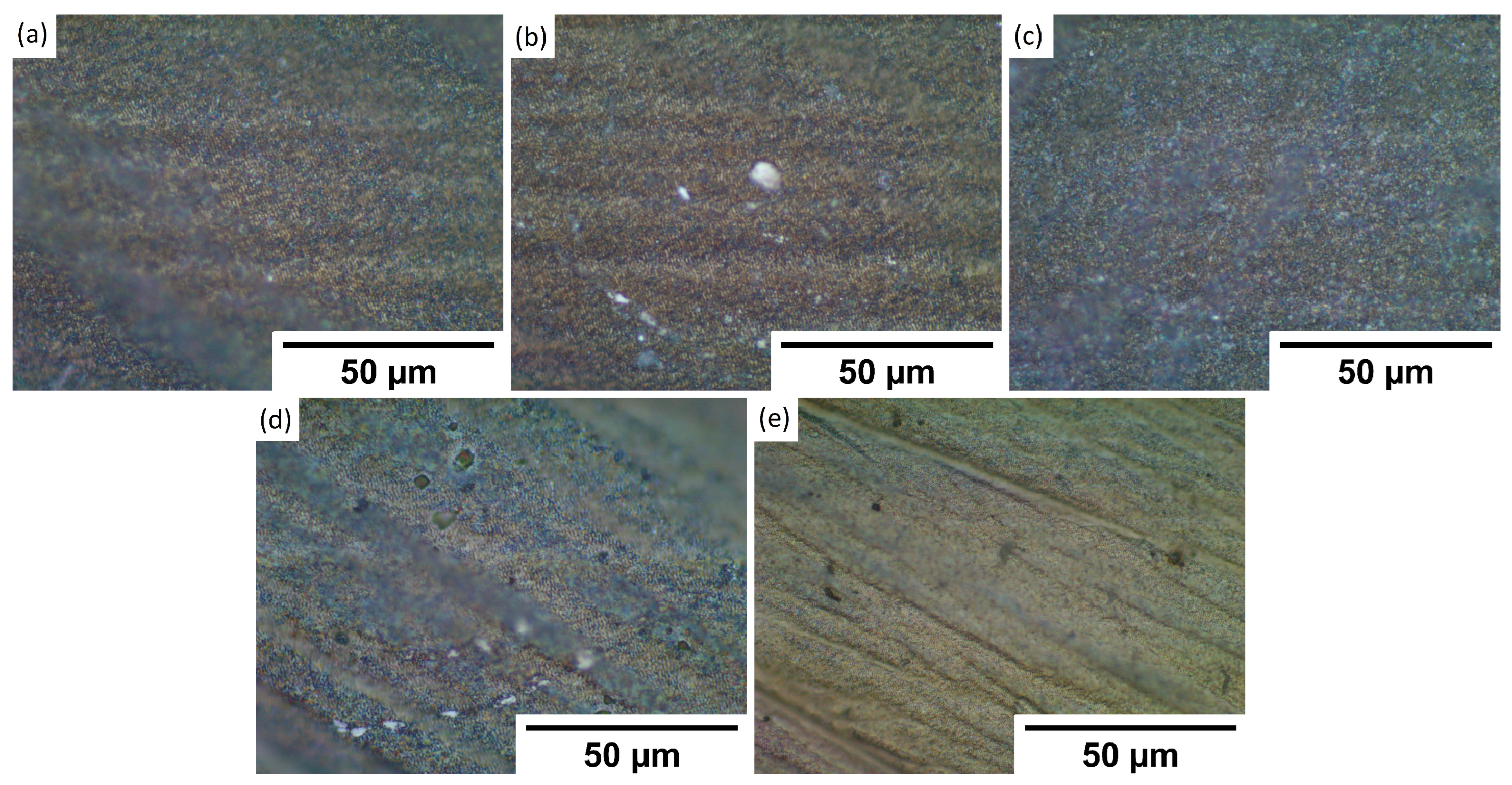
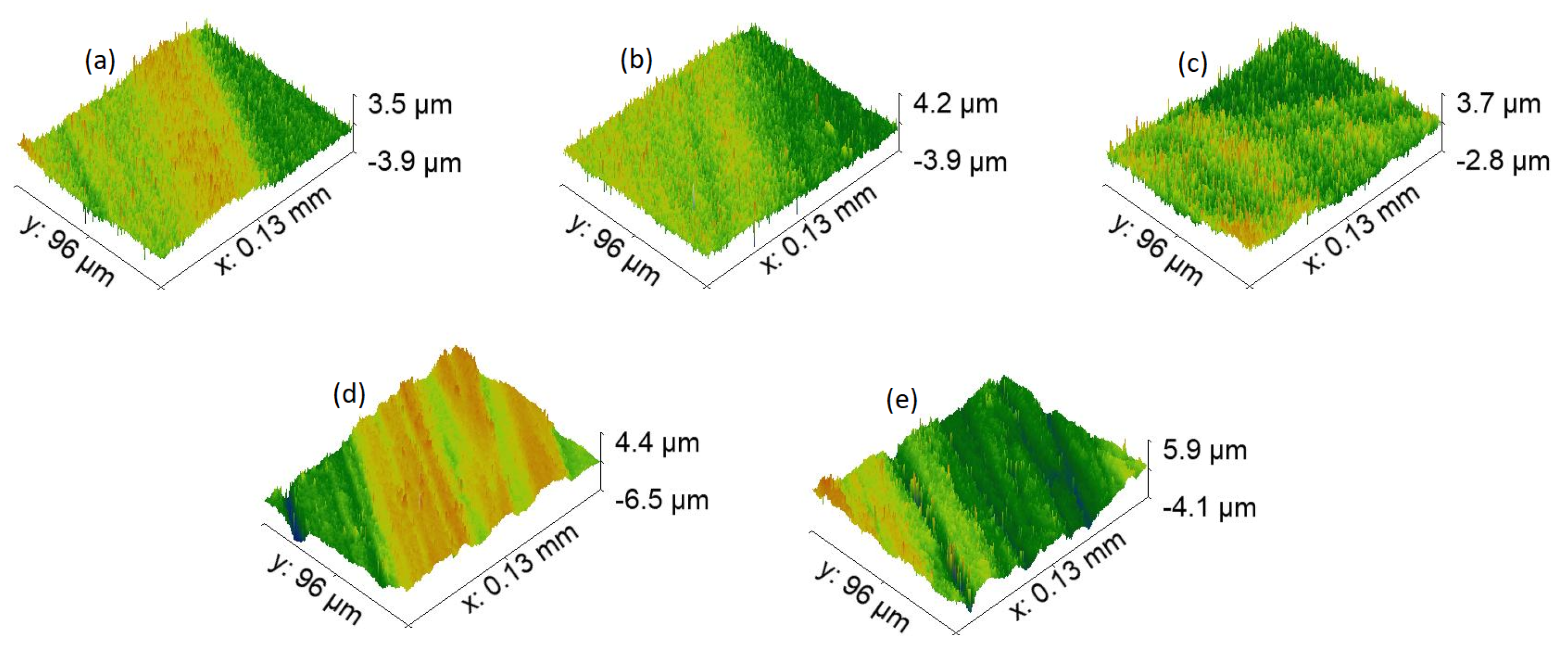
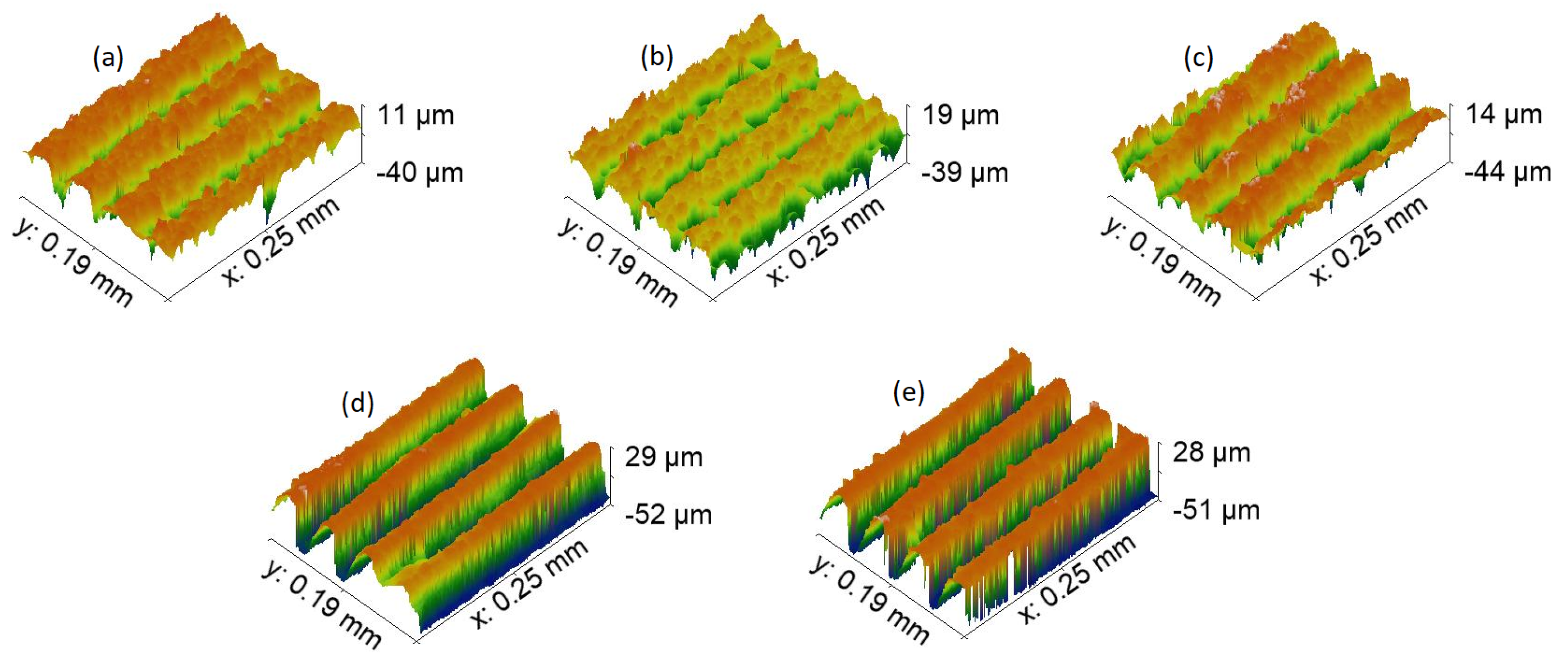
3.1. Laser Parameters Effect on Materials and Alloys, Wettability, and Topography Testing
3.2. Heat Treatment EFFECT on Wettability
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jonušauskas, L.; Mackevičiūtė, D.; Kontenis, G.; Purlys, V. Femtosecond lasers: The ultimate tool for high-precision 3D manufacturing. Adv. Opt. Technol. 2019, 8, 241–251. [Google Scholar] [CrossRef]
- Barner-Kowollik, C.; Bastmeyer, M.; Blasco, E.; Delaittre, G.; Muller, P.; Richter, B.; Wegener, M. 3D Laser Micro- and Nanoprinting: Challenges for Chemistry. Angew. Chem. Int. Ed. 2017, 56, 15828–15845. [Google Scholar] [CrossRef] [PubMed]
- Butkutė, A.; Jonušauskas, L. 3D Manufacturing of Glass Microstructures Using Femtosecond Laser. Micromachines 2021, 12, 499. [Google Scholar] [CrossRef] [PubMed]
- Vorobyev, A.Y.; Guo, C. Femtosecond Laser Modification of Material Wetting Properties: A Brief Review. Sci. Adv. Mater. 2012, 4, 432–438. [Google Scholar] [CrossRef]
- Shchedrina, N.; Karlagina, Y.; Itina, T.E.; Ramos, A.; Correa, D.; Tokmacheva-Kolobova, A.; Manokhin, S.; Lutoshina, D.; Yatsuk, R.; Krylach, I.; et al. Wetting angle stability of steel surface structures after laser treatment. Opt. Quantum Electron. 2020, 52, 163. [Google Scholar] [CrossRef]
- Shchedrina, N.N.; Kudryashov, S.I.; Moskvin, M.K.; Odintsova, G.V.; Krylach, I.V.; Danilov, P.A.; Bondarenko, A.G.; Davydova, E.A.; Fokina, M.I.; Olekhnovich, R.O.; et al. Elementary autonomous surface microfluidic devices based on laser-fabricated wetting gradient microtextures that drive directional water flows. Opt. Express 2021, 29, 12616–12624. [Google Scholar] [CrossRef] [PubMed]
- Veiko, V.; Karlagina, Y.; Itina, T.; Kuznetsova, D.; Elagin, V.; Zagaynova, E.; Chernenko, G.; Egorova, E.; Zernitskaia, C.; Manokhin, S.; et al. Laser-assisted fabrication and in vitro verification of functionalized surface for cells biointegration. Opt. Laser Technol. 2021, 138, 106871. [Google Scholar] [CrossRef]
- Harilal, S.S.; Freeman, J.R.; Diwakar, P.K.; Hassanein, A. Femtosecond Laser Ablation: Fundamentals and Applications. In Laser-Induced Breakdown Spectroscopy; Springer: Berlin/Heidelberg, Germany, 2014; pp. 143–166. [Google Scholar] [CrossRef]
- Hamad, A.H. Effects of Different Laser Pulse Regimes (Nanosecond, Picosecond and Femtosecond) on the Ablation of Materials for Production of Nanoparticles in Liquid Solution. In High Energy and Short Pulse Lasers; InTech: London, UK, 2016. [Google Scholar] [CrossRef] [Green Version]
- Müller, F.; Kunz, C.; Gräf, S. Bio-Inspired Functional Surfaces Based on Laser-Induced Periodic Surface Structures. Materials 2016, 9, 476. [Google Scholar] [CrossRef]
- Wu, J.; Yin, K.; Xiao, S.; Wu, Z.; Zhu, Z.; Duan, J.A.; He, J. Laser Fabrication of Bioinspired Gradient Surfaces for Wettability Applications. Adv. Mater. Interfaces 2021, 8, 2001610. [Google Scholar] [CrossRef]
- Yang, L.; Shen, X.; Yang, Q.; Liu, J.; Wu, W.; Li, D.; Du, J.; Zhang, B.; Fan, S. Fabrication of biomimetic anisotropic super-hydrophobic surface with rice leaf-like structures by femtosecond laser. Opt. Mater. 2021, 112, 110740. [Google Scholar] [CrossRef]
- Cunha, A.; Serro, A.P.; Oliveira, V.; Almeida, A.; Vilar, R.; Durrieu, M.C. Wetting behaviour of femtosecond laser textured Ti-6Al-4V surfaces. Appl. Surf. Sci. 2013, 265, 688–696. [Google Scholar] [CrossRef] [Green Version]
- Martínez-Calderon, M.; Rodríguez, A.; Dias-Ponte, A.; Morant-Miñana, M.; Gómez-Aranzadi, M.; Olaizola, S. Femtosecond laser fabrication of highly hydrophobic stainless steel surface with hierarchical structures fabricated by combining ordered microstructures and LIPSS. Appl. Surf. Sci. 2016, 374, 81–89. [Google Scholar] [CrossRef]
- Gemini, L.; Faucon, M.; Romoli, L.; Kling, R. High throughput laser texturing of super-hydrophobic surfaces on steel. In Proceedings SPIE; Klotzbach, U., Washio, K., Kling, R., Eds.; SPIE: Bellingham, WA, USA, 2017. [Google Scholar] [CrossRef]
- Baldacchini, T.; Carey, J.E.; Zhou, M.; Mazur, E. Superhydrophobic Surfaces Prepared by Microstructuring of Silicon Using a Femtosecond Laser. Langmuir 2006, 22, 4917–4919. [Google Scholar] [CrossRef] [PubMed]
- Zheng, H.; Chang, S.; Ma, G.; Wang, S. Anti-icing performance of superhydrophobic surface fabricated by femtosecond laser composited dual-layers coating. Energy Build. 2020, 223, 110175. [Google Scholar] [CrossRef]
- Li, J.; Zhou, Y.; Wang, W.; Xu, C.; Ren, L. Superhydrophobic Copper Surface Textured by Laser for Delayed Icing Phenomenon. Langmuir 2020, 36, 1075–1082. [Google Scholar] [CrossRef] [PubMed]
- Shaikh, S.; Kedia, S.; Singh, D.; Subramanian, M.; Sinha, S. Surface texturing of Ti6Al4V alloy using femtosecond laser for superior antibacterial performance. J. Laser Appl. 2019, 31, 22011. [Google Scholar] [CrossRef] [Green Version]
- Dashtbozorg, B.; Penchev, P.; Romano, J.M.; Li, X.; Sammons, R.L.; Dimov, S.; Dong, H. Development of surfaces with antibacterial durability through combined S phase plasma hardening and athermal femtosecond laser texturing. Appl. Surf. Sci. 2021, 565, 150594. [Google Scholar] [CrossRef]
- Bonse, J.; Höhm, S.; Hartelt, M.; Spaltmann, D.; Pentzien, S.; Koter, R.; Marschner, S.; Rosenfeld, A.; Krüger, J. Femtosecond laser-induced surface nanostructures for tribological applications. In Optically Induced Nanostructures; De Gruyter: Berlin, Germany, 2015; pp. 141–156. [Google Scholar] [CrossRef]
- Bonse, J.; Kirner, S.; Griepentrog, M.; Spaltmann, D.; Krüger, J. Femtosecond Laser Texturing of Surfaces for Tribological Applications. Materials 2018, 11, 801. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Raimbault, O.; Benayoun, S.; Anselme, K.; Mauclair, C.; Bourgade, T.; Kietzig, A.M.; Girard-Lauriault, P.L.; Valette, S.; Donnet, C. The effects of femtosecond laser-textured Ti-6Al-4V on wettability and cell response. Mater. Sci. Eng. C 2016, 69, 311–320. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Sun, J.; Wu, X.; Li, Y.; Li, X.; Li, R.; Wang, T.; Bi, W.; Cui, W.; Yu, Y. Mechanism of zirconia microgroove surface structure for osseointegration. Mater. Today Adv. 2021, 12, 100159. [Google Scholar] [CrossRef]
- Liu, Y.; Rui, Z.; Cheng, W.; Song, L.; Xu, Y.; Li, R.; Zhang, X. Characterization and evaluation of a femtosecond laser-induced osseointegration and an anti-inflammatory structure generated on a titanium alloy. Regen. Biomater. 2021, 8, rbab006. [Google Scholar] [CrossRef] [PubMed]
- Gonzales, P.; Bernath, R.; Duncan, J.; Olmstead, T.; Richardson, M. Femtosecond ablation scaling for different materials. In Proceedings SPIE; Gorecki, C., Asundi, A.K., Eds.; SPIE: Bellingham, WA, USA, 2004. [Google Scholar] [CrossRef]
- Schille, J.; Schneider, L.; Hartwig, L.; Loeschner, U.; Ebert, R.; Scully, P.; Goddard, N.; Exner, H. Characterisation of Interaction Phenomena in High Repetition Rate Femtosecond Laser Ablation of Metals; Laser Institute of America: Orlando, FL, USA, 2012. [Google Scholar] [CrossRef]
- Boreyko, J.B.; Baker, C.H.; Poley, C.R.; Chen, C.H. Wetting and Dewetting Transitions on Hierarchical Superhydrophobic Surfaces. Langmuir 2011, 27, 7502–7509. [Google Scholar] [CrossRef] [PubMed]
- Fernández, A.; Francone, A.; Thamdrup, L.H.; Johansson, A.; Bilenberg, B.; Nielsen, T.; Guttmann, M.; Torres, C.M.S.; Kehagias, N. Design of Hierarchical Surfaces for Tuning Wetting Characteristics. ACS Appl. Mater. Interfaces 2017, 9, 7701–7709. [Google Scholar] [CrossRef] [PubMed]
- Kietzig, A.M.; Hatzikiriakos, S.G.; Englezos, P. Patterned Superhydrophobic Metallic Surfaces. Langmuir 2009, 25, 4821–4827. [Google Scholar] [CrossRef] [PubMed]
- Bizi-bandoki, P.; Valette, S.; Audouard, E.; Benayoun, S. Time dependency of the hydrophilicity and hydrophobicity of metallic alloys subjected to femtosecond laser irradiations. App. Surf. Sci. 2013, 273, 399–407. [Google Scholar] [CrossRef]
- Long, J.; Zhong, M.; Zhang, H.; Fan, P. Superhydrophilicity to superhydrophobicity transition of picosecond laser microstructured aluminum in ambient air. J. Colloid. Interface Sci. 2015, 441, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Yan, H.; Rashid, M.R.B.A.; Khew, S.Y.; Li, F.; Hong, M. Wettability transition of laser textured brass surfaces inside different mediums. Appl. Surf. Sci. 2018, 427, 369–375. [Google Scholar] [CrossRef]
- Chun, D.M.; Ngo, C.V.; Lee, K.M. Fast fabrication of superhydrophobic metallic surface using nanosecond laser texturing and low-temperature annealing. CIRP Ann. 2016, 65, 519–522. [Google Scholar] [CrossRef]
- Ngo, C.V.; Chun, D.M. Fast wettability transition from hydrophilic to superhydrophobic laser-textured stainless steel surfaces under low-temperature annealing. Appl. Surf. Sci. 2017, 409, 232–240. [Google Scholar] [CrossRef]
- Ngo, C.V.; Chun, D.M. Effect of Heat Treatment Temperature on the Wettability Transition from Hydrophilic to Superhydrophobic on Laser-Ablated Metallic Surfaces. Adv. Eng. Mater. 2018, 20, 1701086. [Google Scholar] [CrossRef]
- Ngo, C.V.; Chun, D.M. Control of laser-ablated aluminum surface wettability to superhydrophobic or superhydrophilic through simple heat treatment or water boiling post-processing. Appl. Surf. Sci. 2018, 435, 974–982. [Google Scholar] [CrossRef]
- Samanta, A.; Wang, Q.; Shaw, S.K.; Ding, H. Roles of chemistry modification for laser textured metal alloys to achieve extreme surface wetting behaviors. Mater. Des. 2020, 192, 108744. [Google Scholar] [CrossRef]
- Jonušauskas, L.; Baravykas, T.; Andrijec, D.; Gadišauskas, T.; Purlys, V. Stitchless support-free 3D printing of free-form micromechanical structures with feature size on-demand. Sci. Rep. 2019, 9, 17533. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- 17-4PH Chemical Composition. Available online: https://virgamet.com/17-4ph-x5crnicunb164-aisi-630-uns-s17400-1-4542-stainless-steel (accessed on 7 June 2021).
- PH 13-8 Mo Technical Data. Available online: https://www.hightempmetals.com/techdata/hitemp13-8MOdata.php (accessed on 7 June 2021).
- Ti-Grade 5 (6Al-4V) Datasheet. Available online: http://www.metalcor.de/en/datenblatt/125/. (accessed on 7 June 2021).
- Aluminum Alloy 2024 General Description. Available online: https://unitedaluminum.com/2024-aluminum-alloy/ (accessed on 7 June 2021).
- 7050 ALUMINUM PLATE. Available online: https://www.twmetals.com/products/plate/aluminum/7050.html (accessed on 7 June 2021).
- Kalsoom, U.; Ali, N.; Bashir, S.; Alshehri, A.M.; Begum, N. Study of Micro/Nano Structuring and Mechanical Properties of KrF Excimer Laser Irradiated Al for Aerospace Industry and Surface Engineering Applications. Materials 2021, 14, 3671. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Yin, K.; Wu, J.; Wu, Z.; Chu, D.; He, J.; Duan, J. Ultrafast nano-structuring of superwetting Ti foam with robust antifouling and stability towards efficient oil-in-water emulsion separation. Nanoscale 2019, 11, 17607–17614. [Google Scholar] [CrossRef] [PubMed]
- Rung, S.; Bokan, K.; Kleinwort, F.; Schwarz, S.; Simon, P.; Klein-Wiele, J.H.; Esen, C.; Hellmann, R. Possibilities of Dry and Lubricated Friction Modification Enabled by Different Ultrashort Laser-Based Surface Structuring Methods. Lubricants 2019, 7, 43. [Google Scholar] [CrossRef] [Green Version]
- Fadeeva, E.; Schlie, S.; Koch, J.; Chichkov, B.N. Selective Cell Control by Surface Structuring for Orthopedic Applications. J. Adhes. Sci. Technol. 2010, 24, 2257–2270. [Google Scholar] [CrossRef]
- Wouters, M.; Rentrop, C.; Willemsen, P. Surface structuring and coating performance. Prog. Org. Coat. 2010, 68, 4–11. [Google Scholar] [CrossRef]
- Dittrich, M.; Dix, M.; Kuhl, M.; Palumbo, B.; Tagliaferri, F. Process Analysis of Water Abrasive Fine Jet Structuring of Ceramic Surfaces via Design of Experiment. Procedia CIRP 2014, 14, 442–447. [Google Scholar] [CrossRef]
- Žemaitis, A.; Gečys, P.; Barkauskas, M.; Račiukaitis, G.; Gedvilas, M. Highly-efficient laser ablation of copper by bursts of ultrashort tuneable (fs-ps) pulses. Sci. Rep. 2019, 9, 12280. [Google Scholar] [CrossRef] [Green Version]
- Hahn, V.; Kiefer, P.; Frenzel, T.; Qu, J.; Blasco, E.; Barner-Kowollik, C.; Wegener, M. Rapid Assembly of Small Materials Building Blocks (Voxels) into Large Functional 3D Metamaterials. Adv. Funct. Mater. 2020, 30, 1907795. [Google Scholar] [CrossRef] [Green Version]
- Mücklich, F.; Lasagni, A.; Daniel, C. Laser interference metallurgy—periodic surface patterning and formation of intermetallics. Intermetallics 2005, 13, 437–442. [Google Scholar] [CrossRef]
- Kontenis, G.; Gailevičius, D.; Jonušauskas, L.; Purlys, V. Dynamic aberration correction via spatial light modulator (SLM) for femtosecond direct laser writing: Towards spherical voxels. Opt. Express 2020, 28, 27850–27864. [Google Scholar] [CrossRef] [PubMed]
- Romer, G.R.B.E.; Bechtold, P. Electro-optic and Acousto-optic Laser Beam Scanners. Phys. Procedia 2014, 56, 29–39. [Google Scholar] [CrossRef] [Green Version]
- Förster, D.J.; Jäggi, B.; Michalowski, A.; Neuenschwander, B. Review on Experimental and Theoretical Investigations of Ultra-Short Pulsed Laser Ablation of Metals with Burst Pulses. Materials 2021, 14, 3331. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Radiation Parameters | Dimples | LIPSS | Grooves | Pillars |
|---|---|---|---|---|
| Wavelength | 1030 nm | |||
| Pulse duration | 500 fs | |||
| Pulse repetition rate | 50 kHz | 250 kHz | 50 kHz | 50 kHz |
| Average power | 2 W | 1.5 W | 5 W | 7 W |
| Fluence | 6.99 J/cm2 | 1.05 J/cm2 | 17.47 J/cm2 | 24.45 J/cm2 |
| Pulse energy | 0.040 mJ | 0.0060 mJ | 0.10 mJ | 0.140 mJ |
| Pulse per spot | 250 pulses | - | - | - |
| Open shutter time | 5 ms | - | - | - |
| Focusing parameters | ||||
| Objective | 100 mm F-theta telecentric lens | |||
| Scanning parameters | ||||
| Scanning velocity | 0.5 m/s | 0.5 m/s | 0.1 m/s | 0.1 m/s |
| Scanning spacing | 80 µm | 4 µm | 50 μm | 60 μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Čereška, D.; Žemaitis, A.; Kontenis, G.; Nemickas, G.; Jonušauskas, L. On-Demand Wettability via Combining fs Laser Surface Structuring and Thermal Post-Treatment. Materials 2022, 15, 2141. https://doi.org/10.3390/ma15062141
Čereška D, Žemaitis A, Kontenis G, Nemickas G, Jonušauskas L. On-Demand Wettability via Combining fs Laser Surface Structuring and Thermal Post-Treatment. Materials. 2022; 15(6):2141. https://doi.org/10.3390/ma15062141
Chicago/Turabian StyleČereška, Deividas, Arnas Žemaitis, Gabrielius Kontenis, Gedvinas Nemickas, and Linas Jonušauskas. 2022. "On-Demand Wettability via Combining fs Laser Surface Structuring and Thermal Post-Treatment" Materials 15, no. 6: 2141. https://doi.org/10.3390/ma15062141