
Investigation of Newly Developed PCM/SiC Composite Aggregate to Improve Residual Performance after Exposure to High Temperature


Abstract
:1. Introduction
2. Materials and Methods
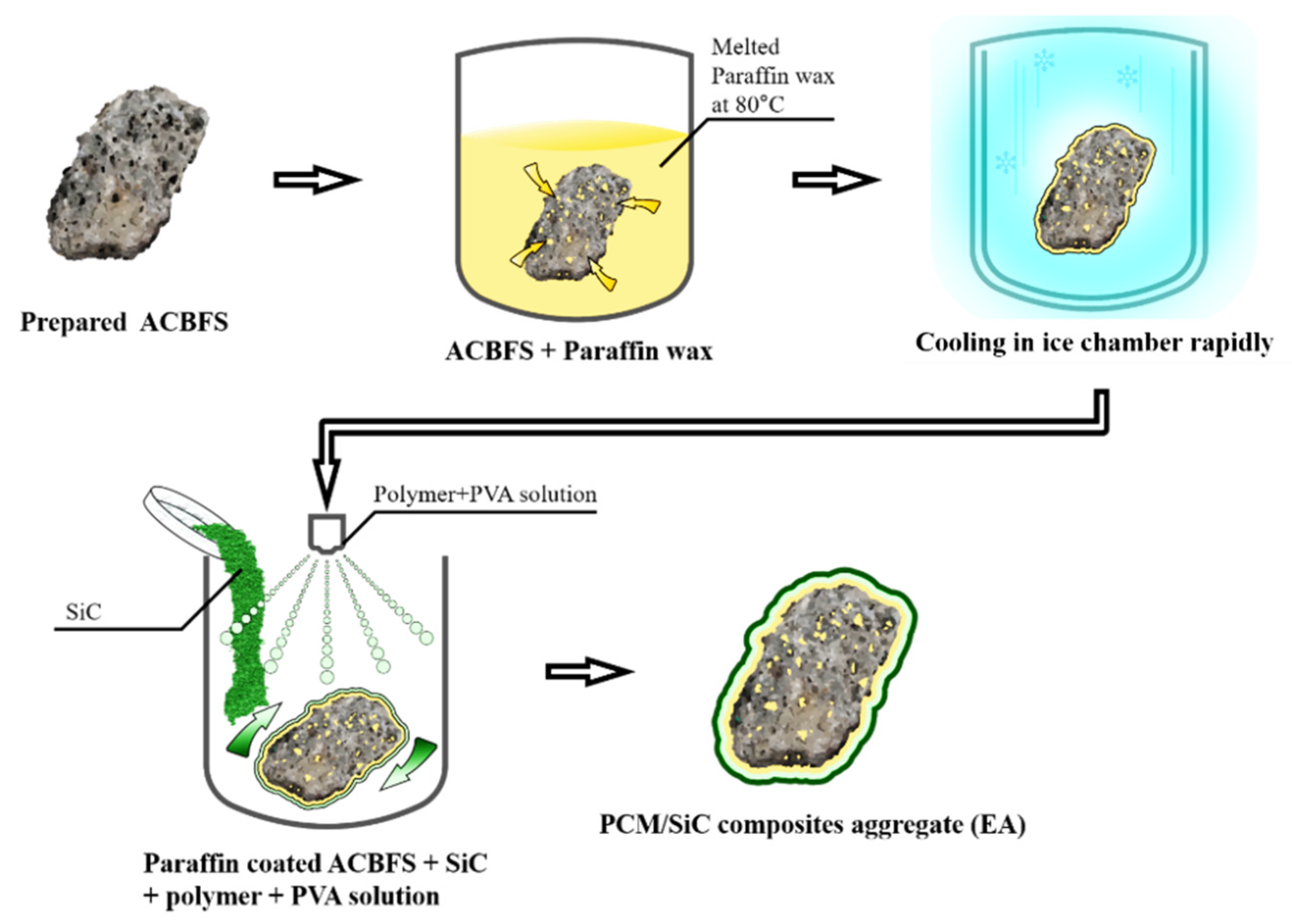
2.1. Materials and Fabrication of PCM/SiC Composites Aggregate
- (1)
- Prepared ACBFS in the bowl with melted paraffin wax at 80 °C in dry oven for 4 h at 100 °C.
- (2)
- After 4 h, the dredged impregnated slag aggregates are put in an ice chamber quickly and left to congeal for 10 min.
- (3)
- After the prior steps, SiC is coated on the surface of the impregnated aggregates with mixed polymer and PVA water soluble film.
2.2. Mix Proportions
2.3. Experimental Methods
2.3.1. Mechanical and Chemical Properties of the Concrete with PCM/SiC-Based Composite Aggregate
2.3.2. Residual Performance Properties at High Temperature for Concrete with PCM/SiC-Based Composite Aggregate
3. Results and Discussion
3.1. Mechanical and Chemical Properties of Concrete with PCM/SiC Composite Aggregates
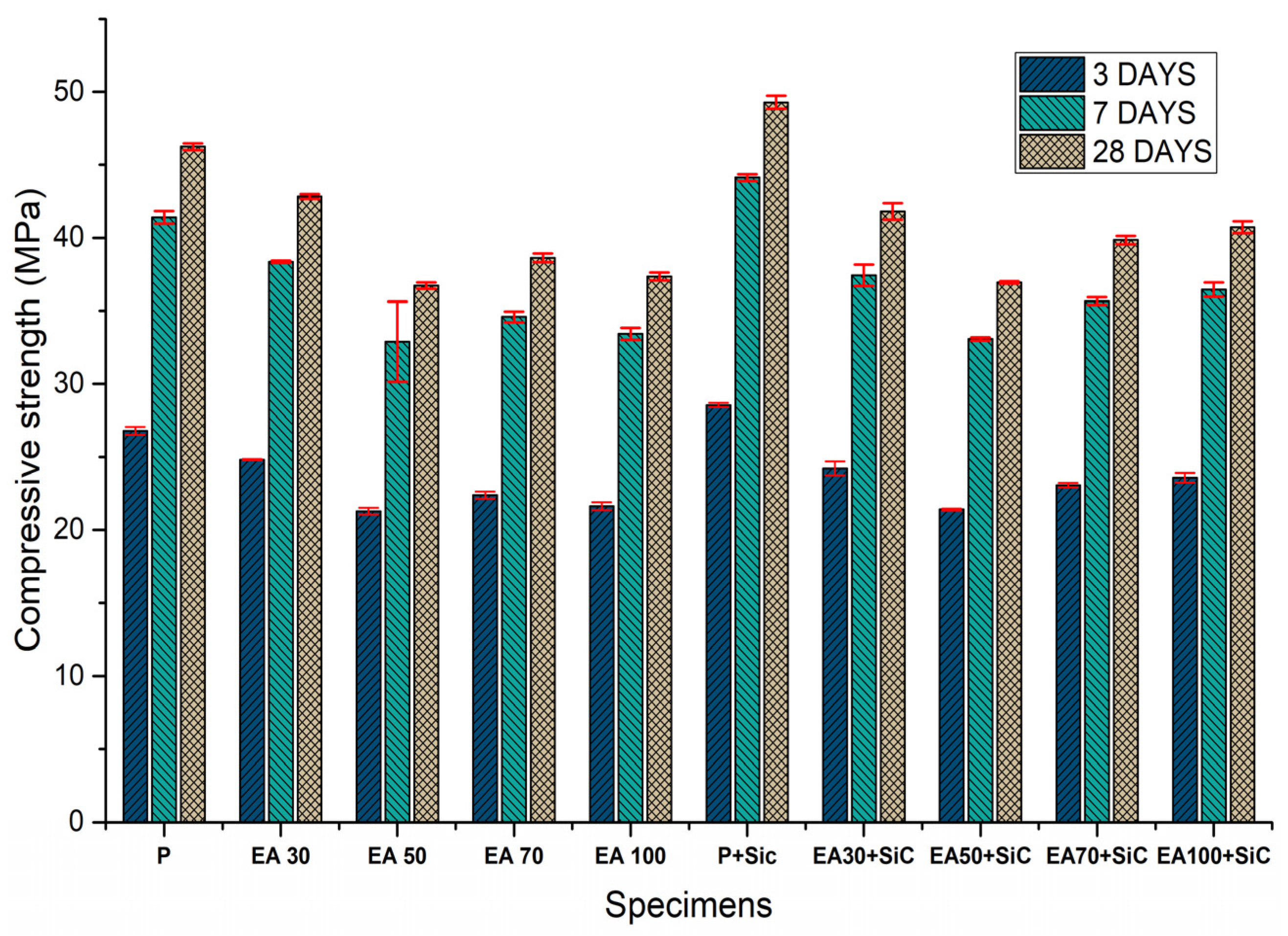
3.1.1. Compressive Strength Test
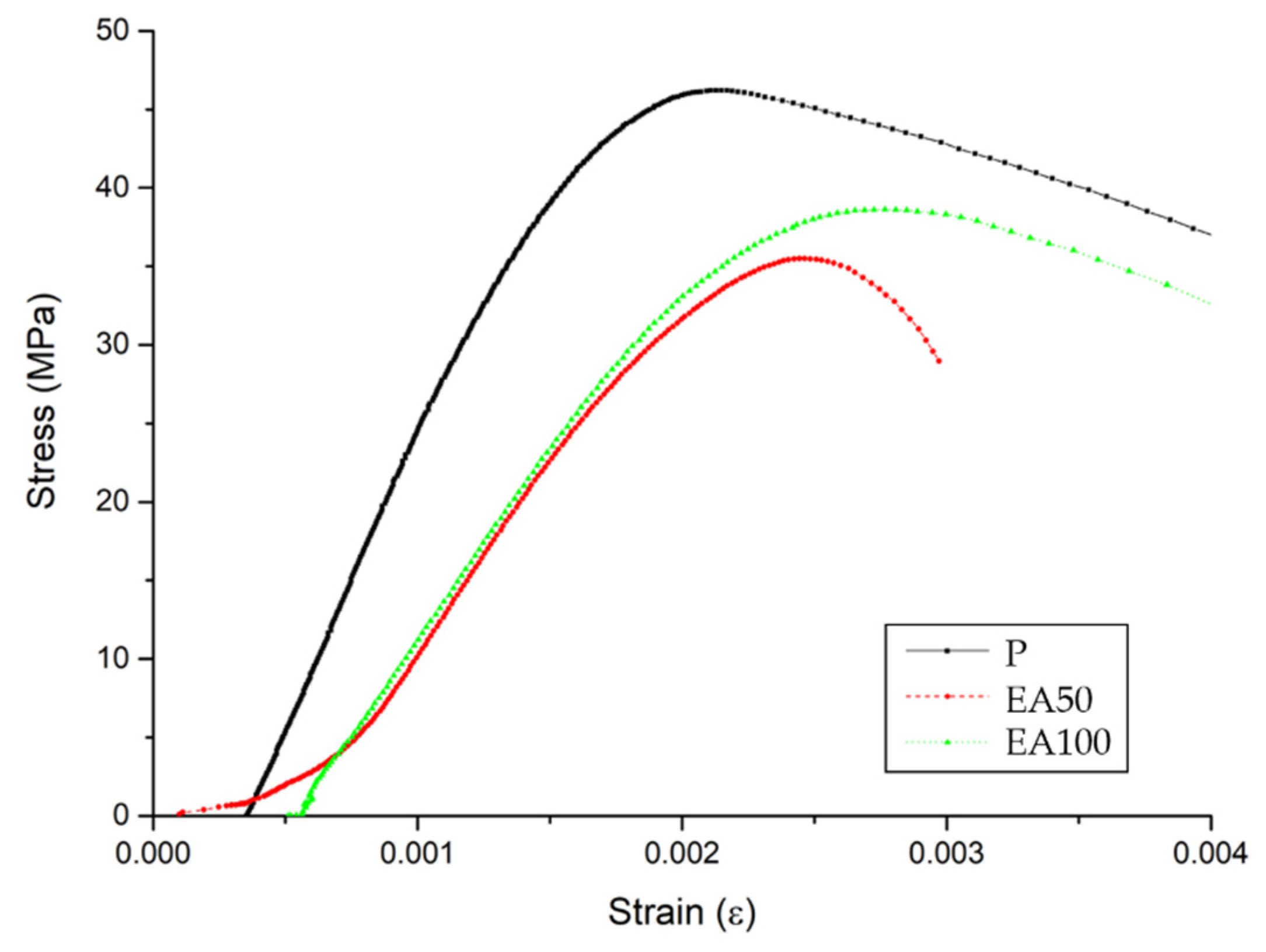
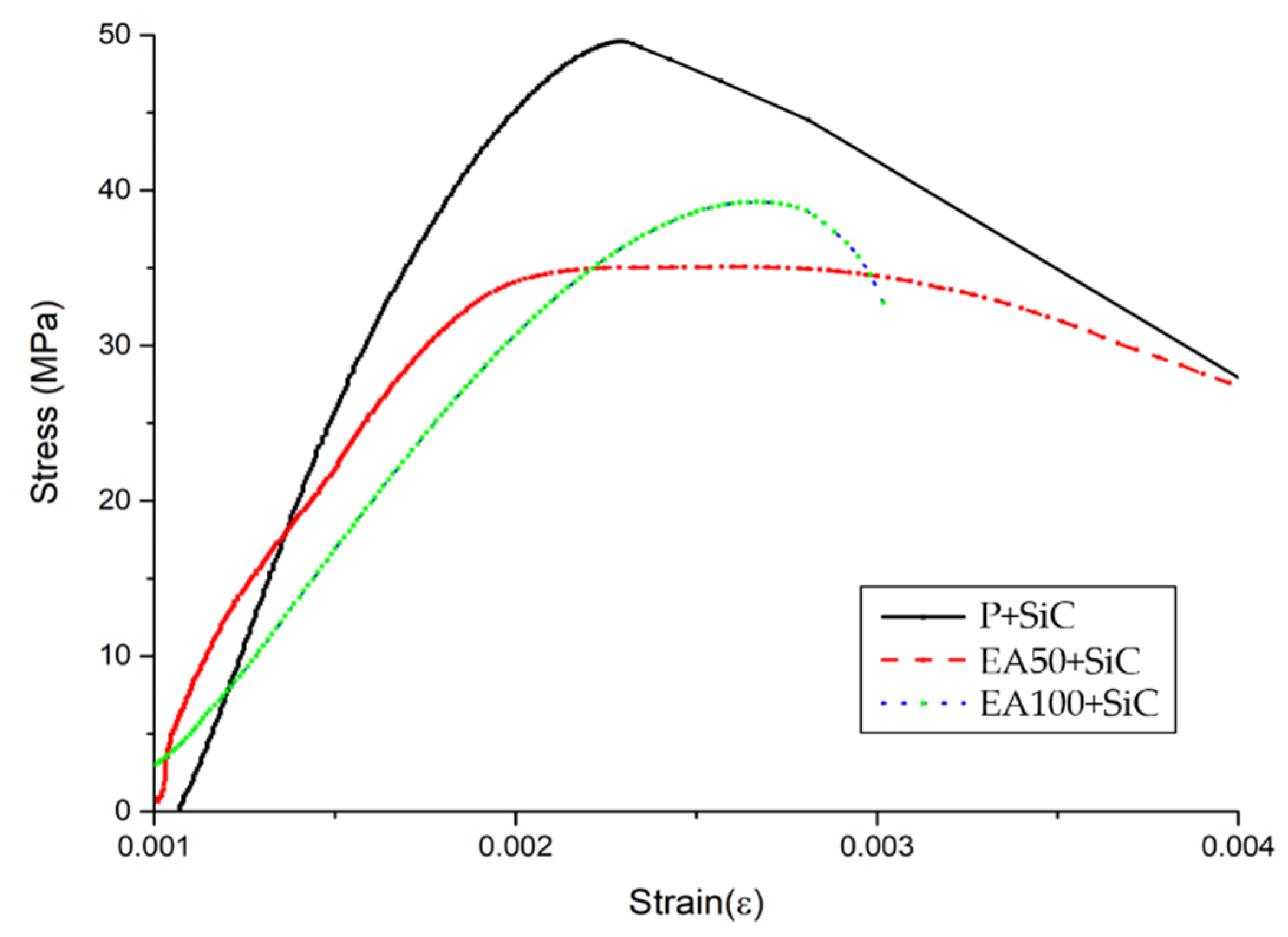
3.1.2. Static Modulus of Elasticity
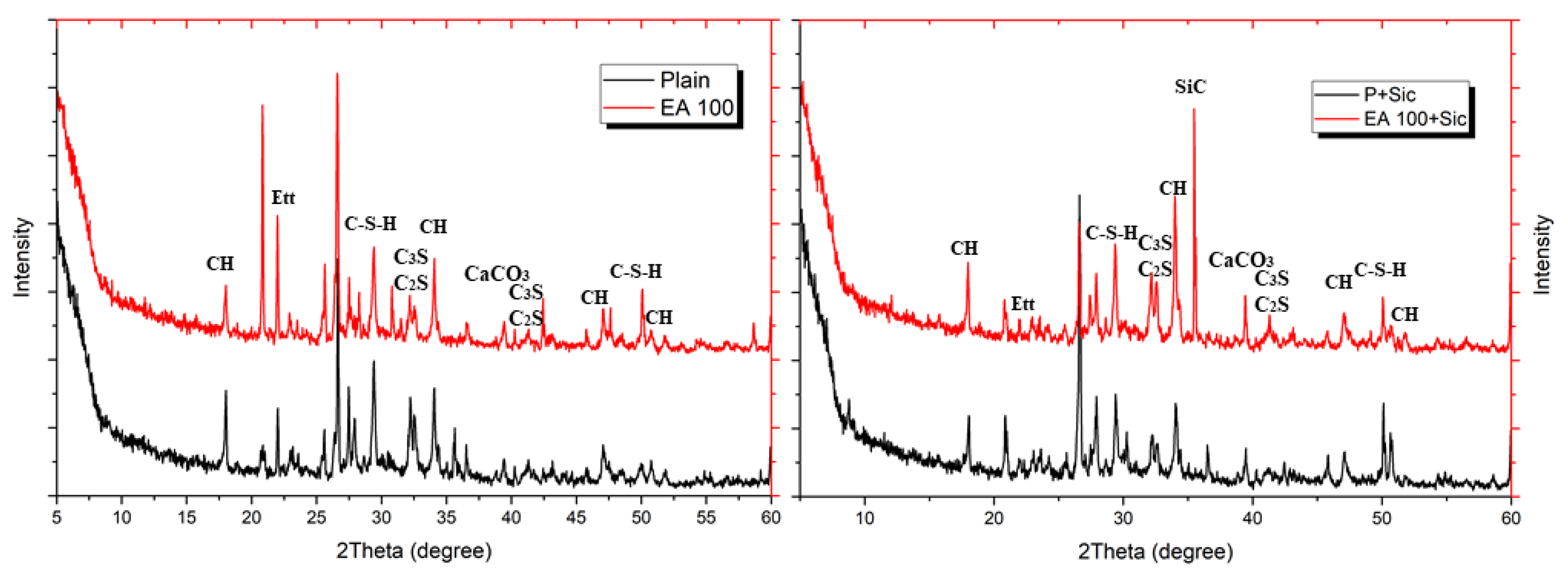
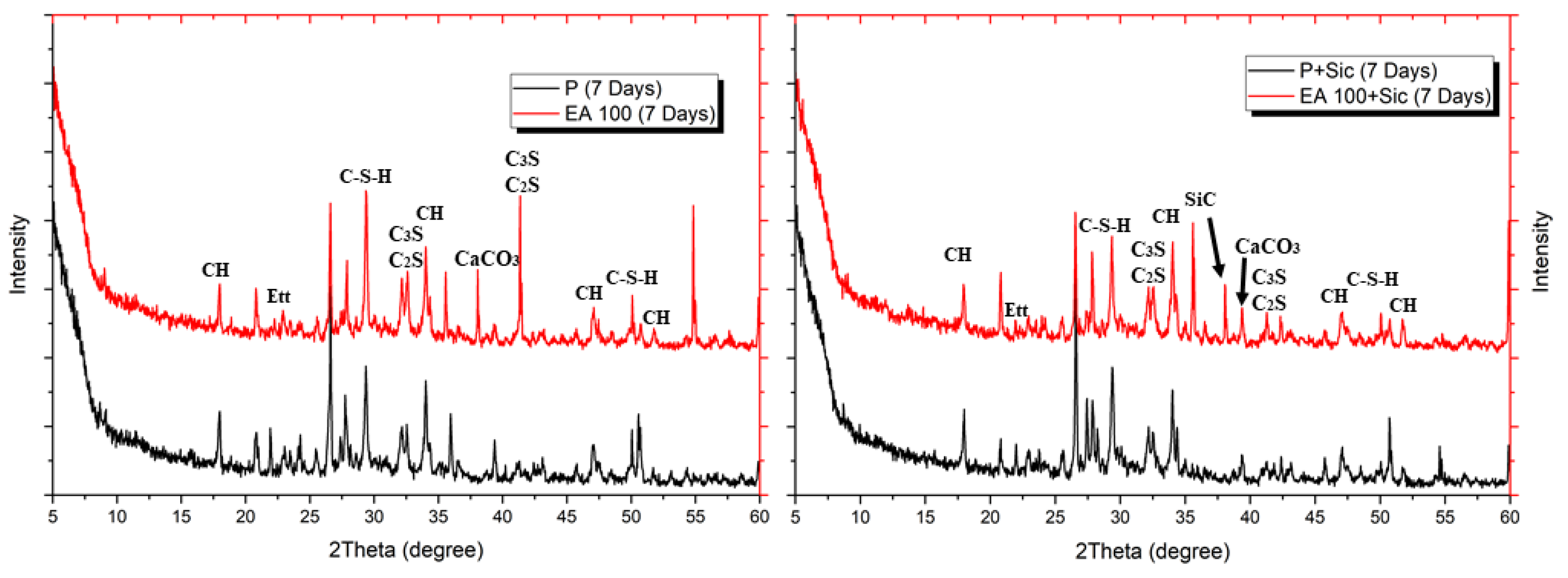
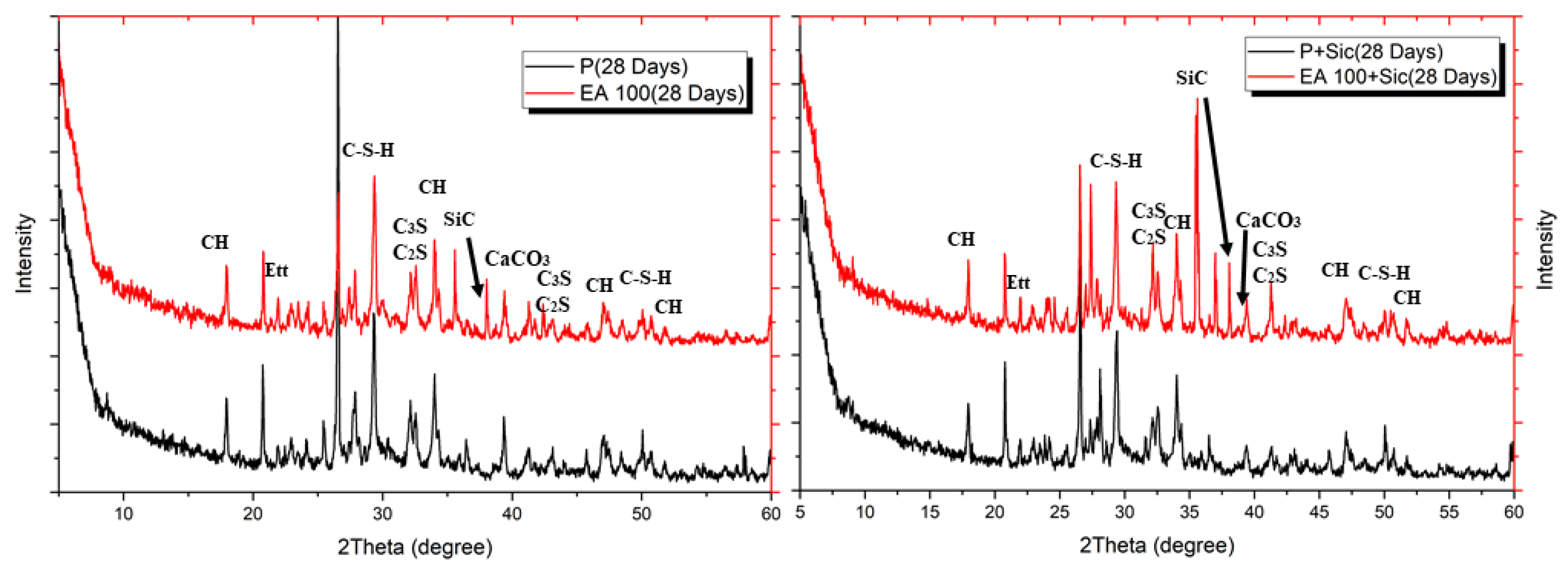
3.1.3. XRD Analysis
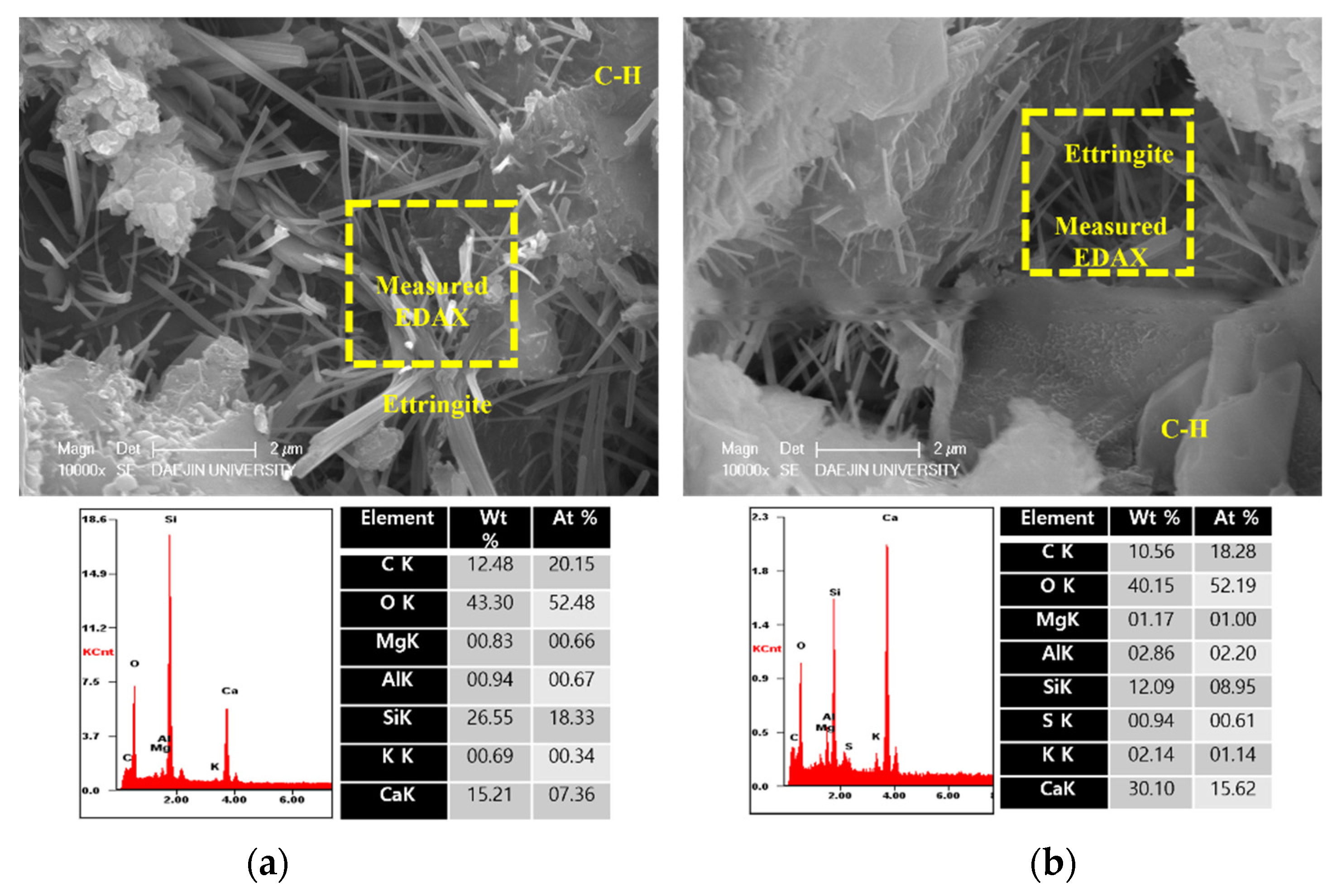
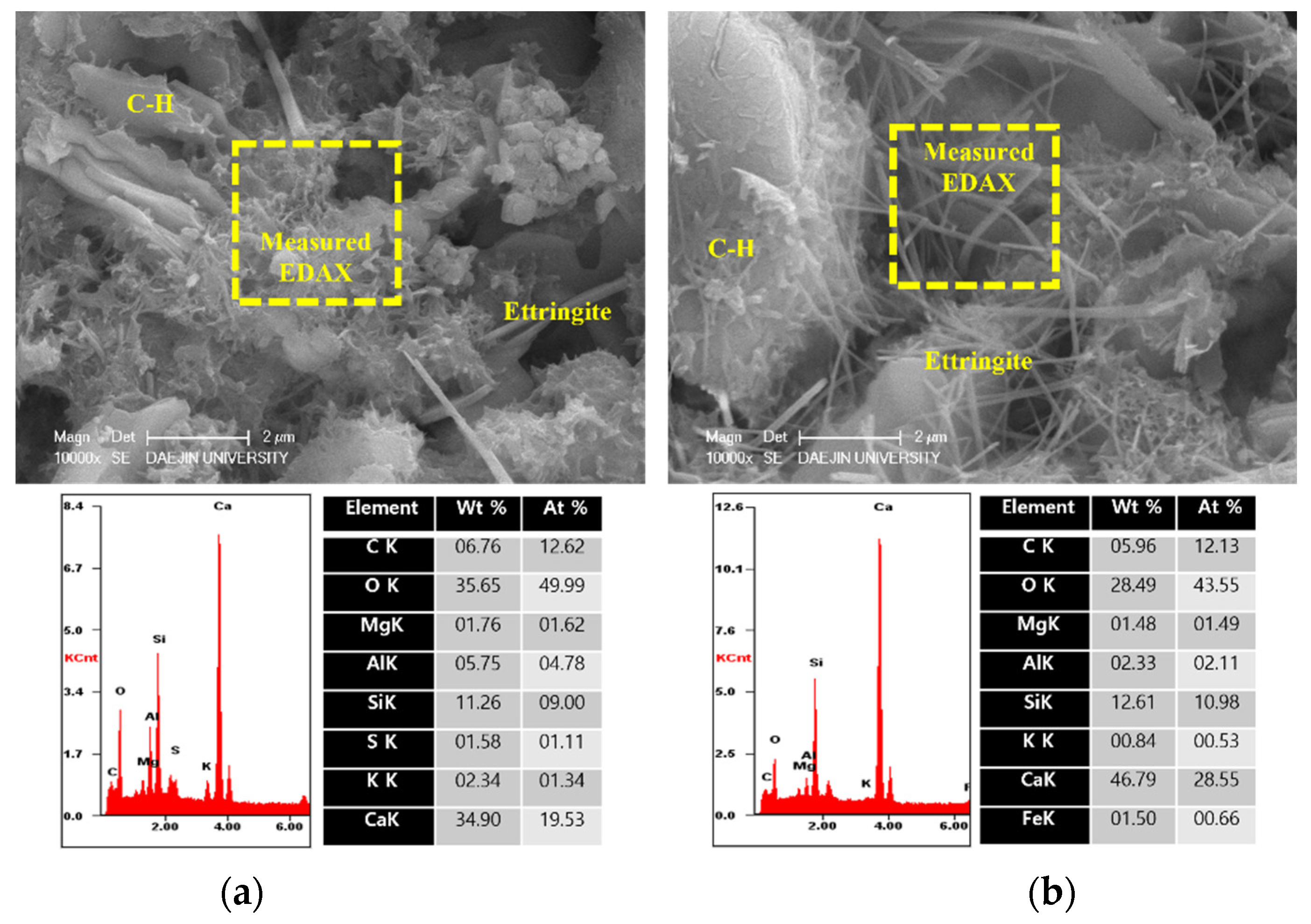
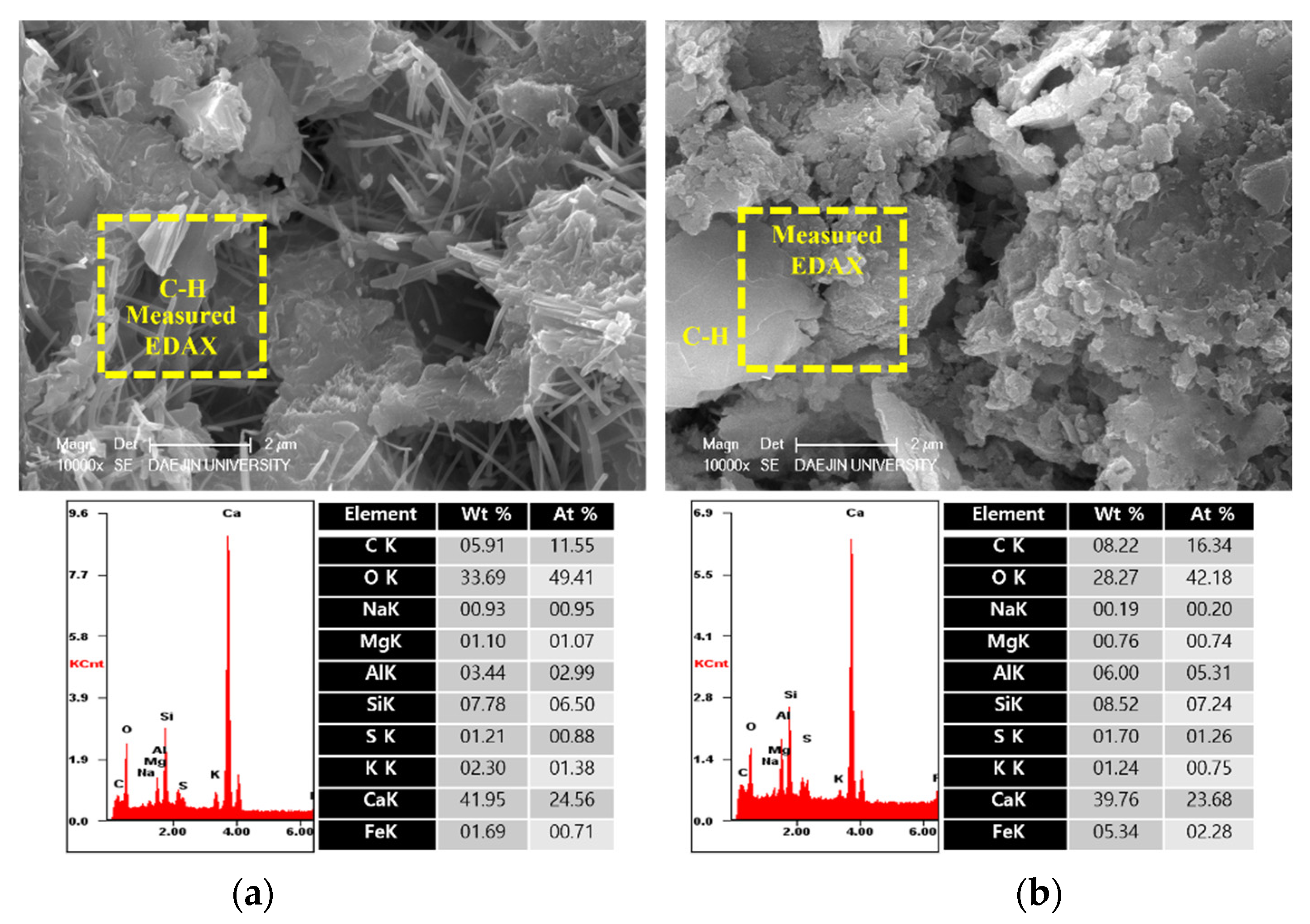
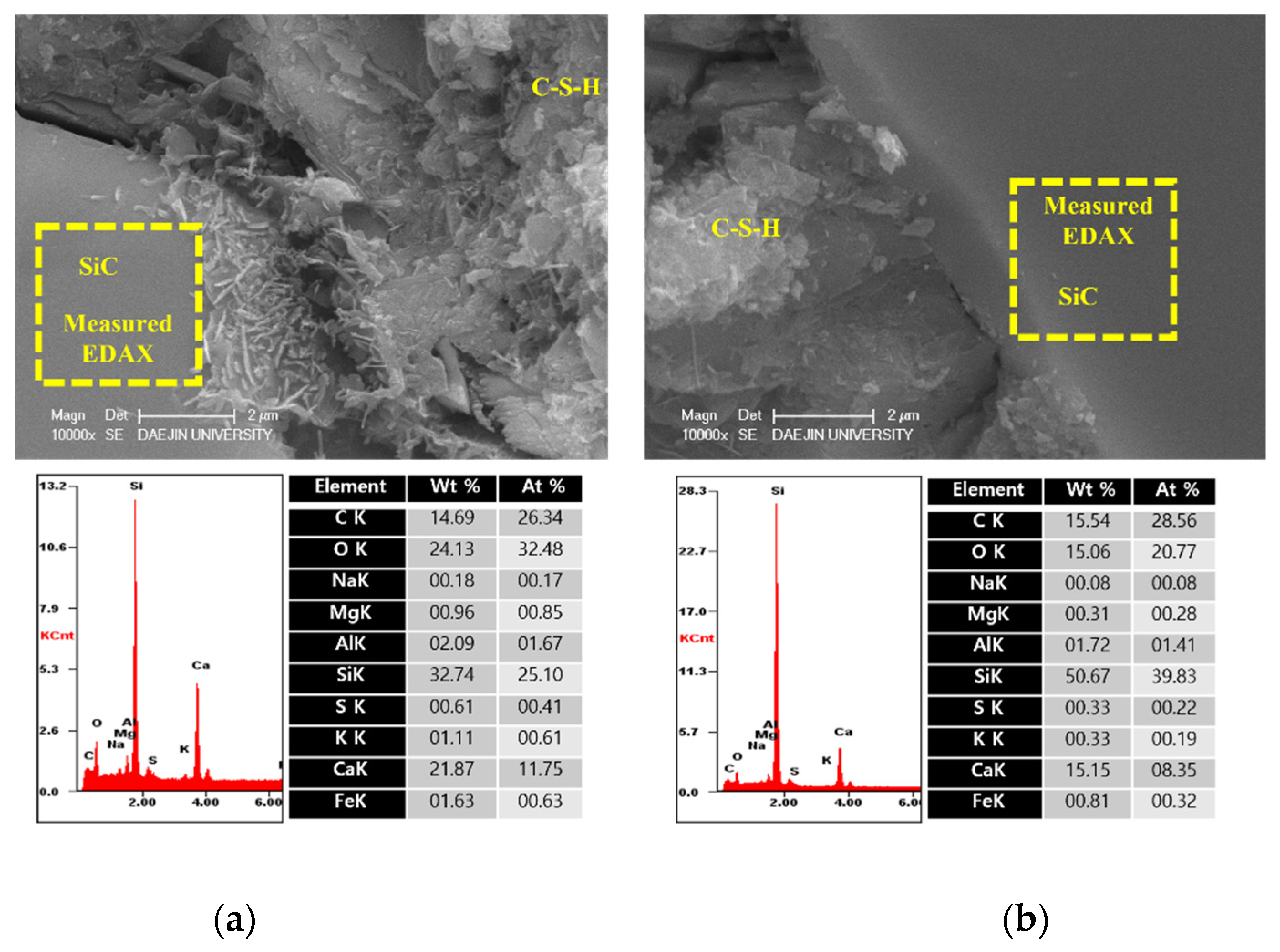
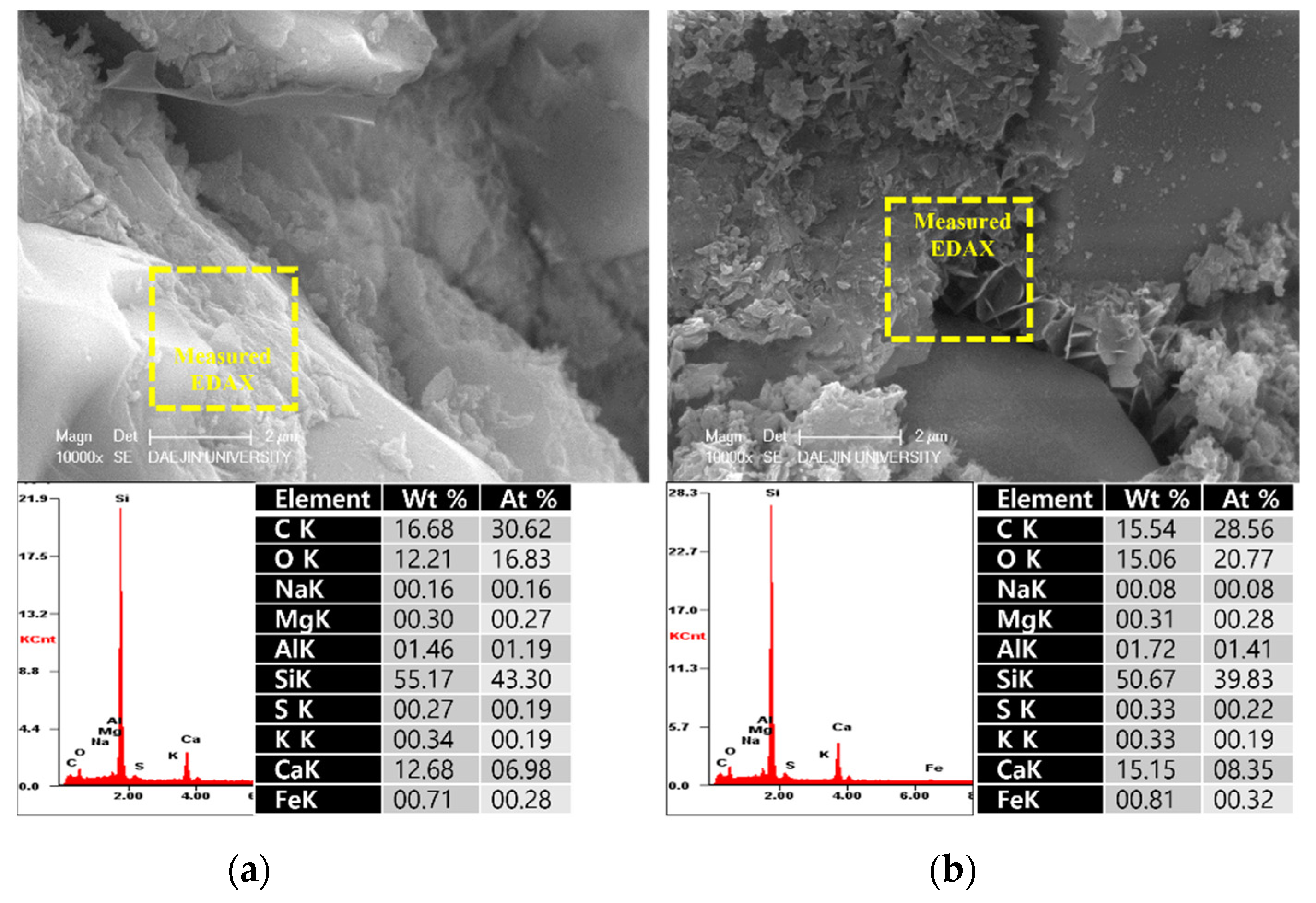
3.1.4. SEM-EDAX Analysis before Exposure to Heat
3.2. Thermal Resistant Properties at High Temperature of Concrete with PSA
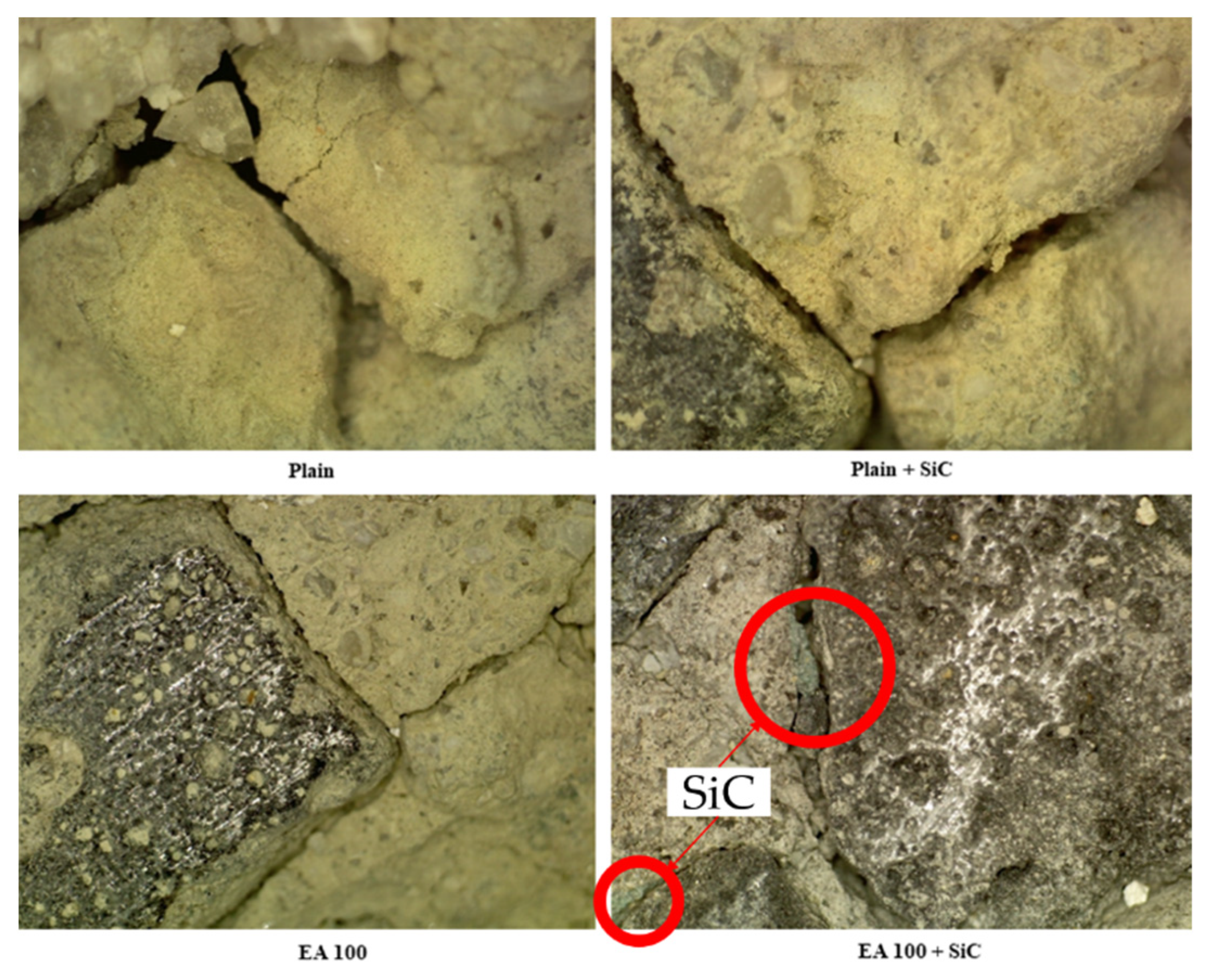
3.2.1. Observation on the Surface of the Specimens after High-Temperature Exposure
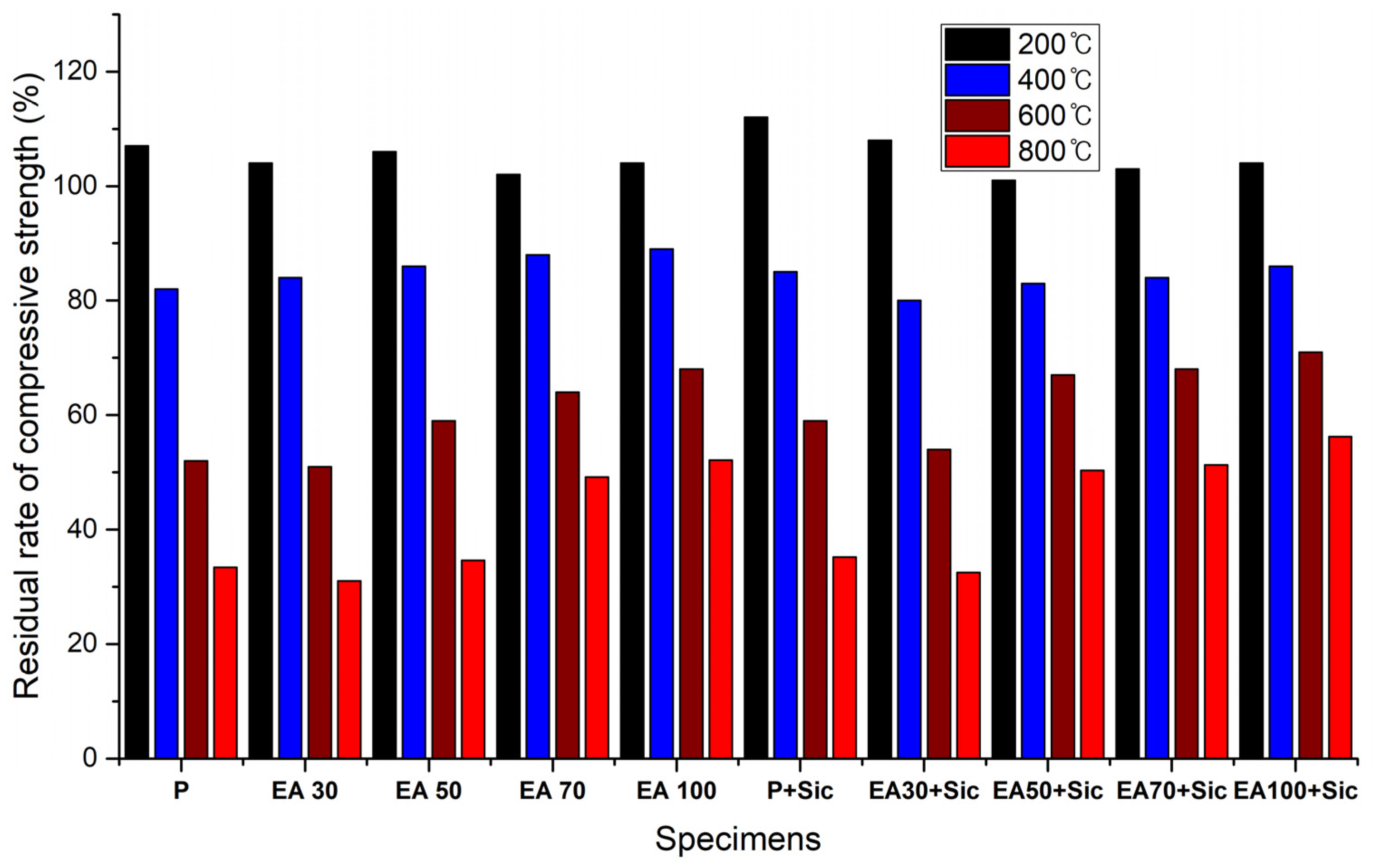
3.2.2. Residual Strength Test
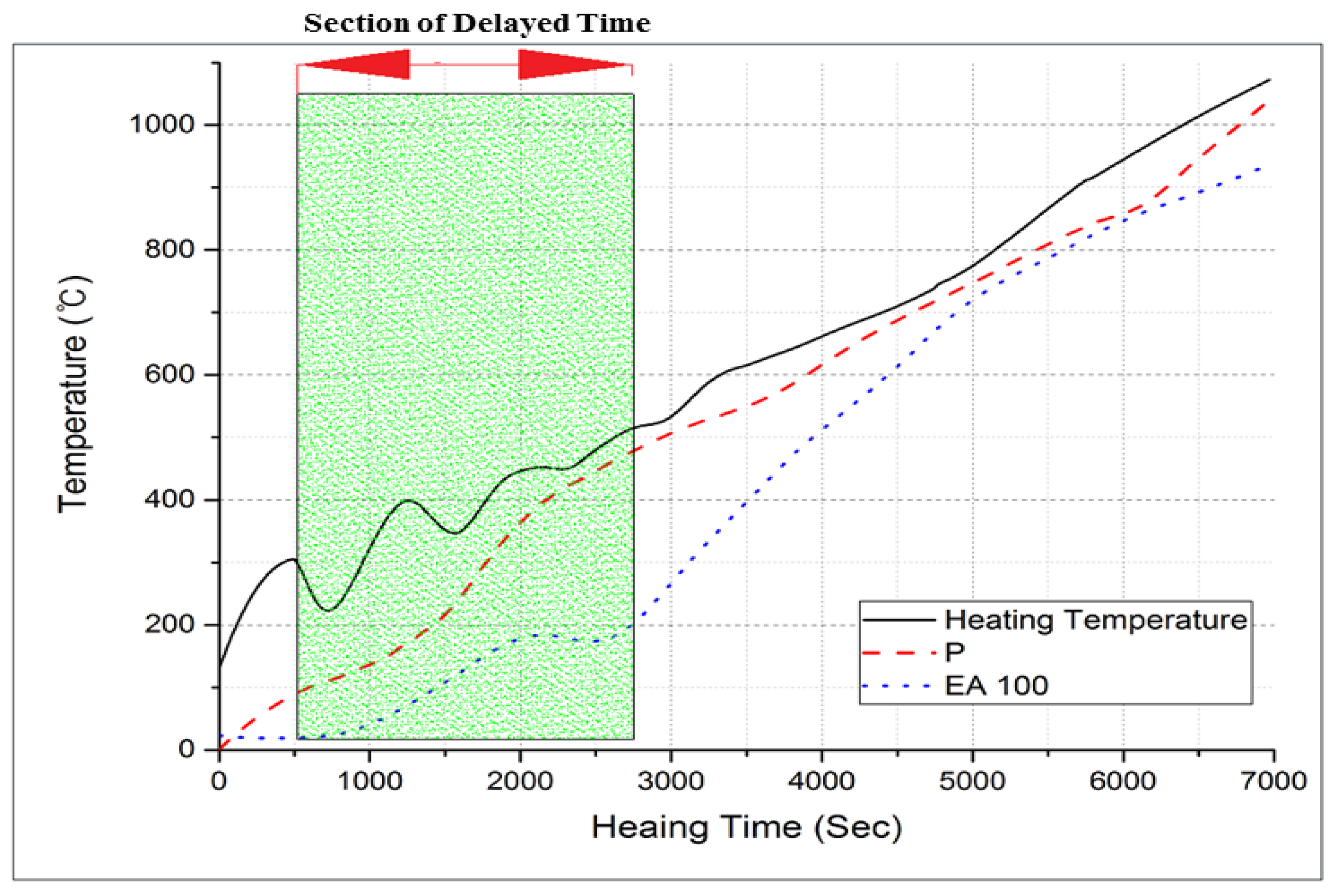
3.2.3. Internal Temperature Test at High-Temperature Exposure
3.2.4. XRD Analysis
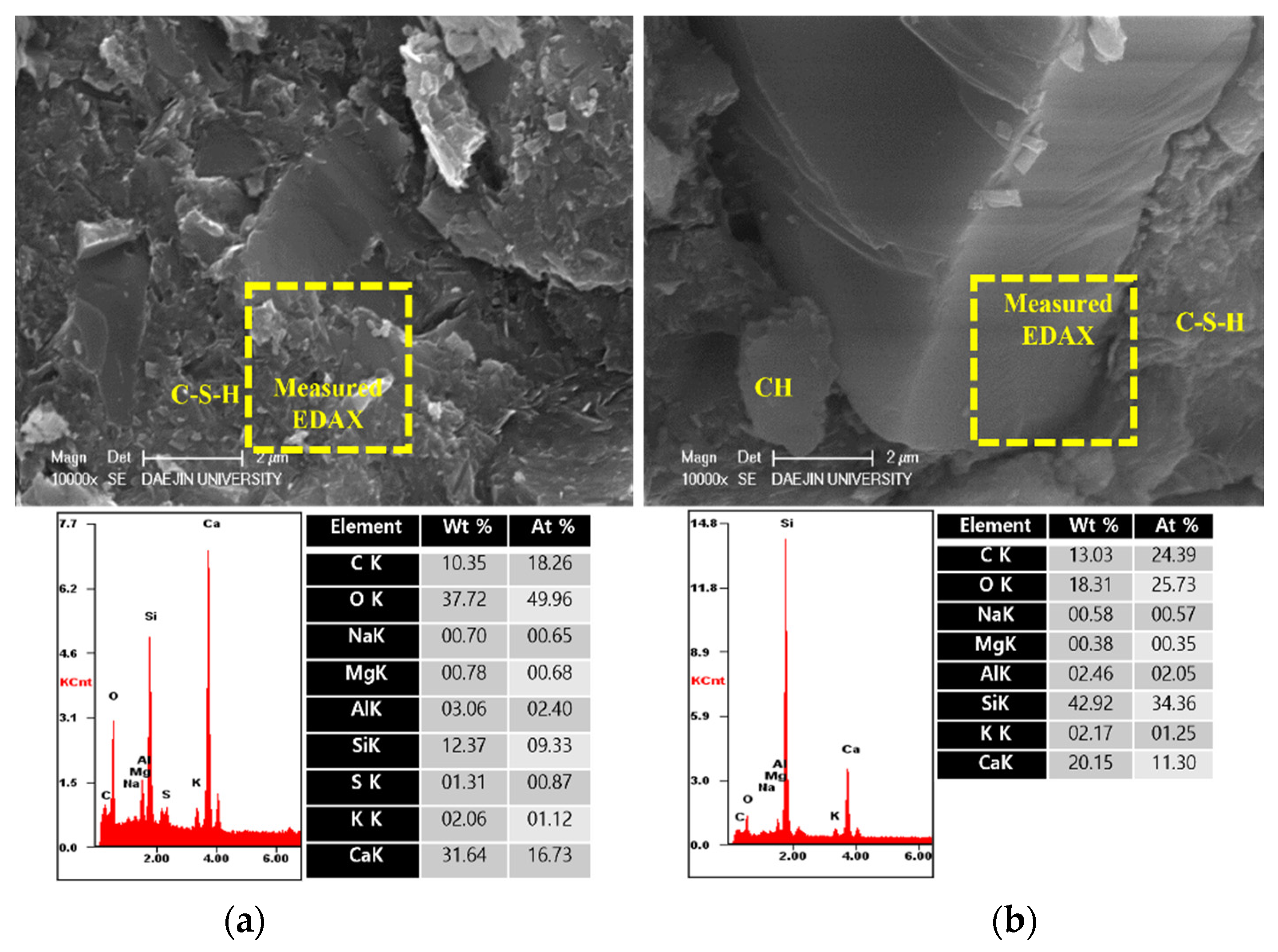
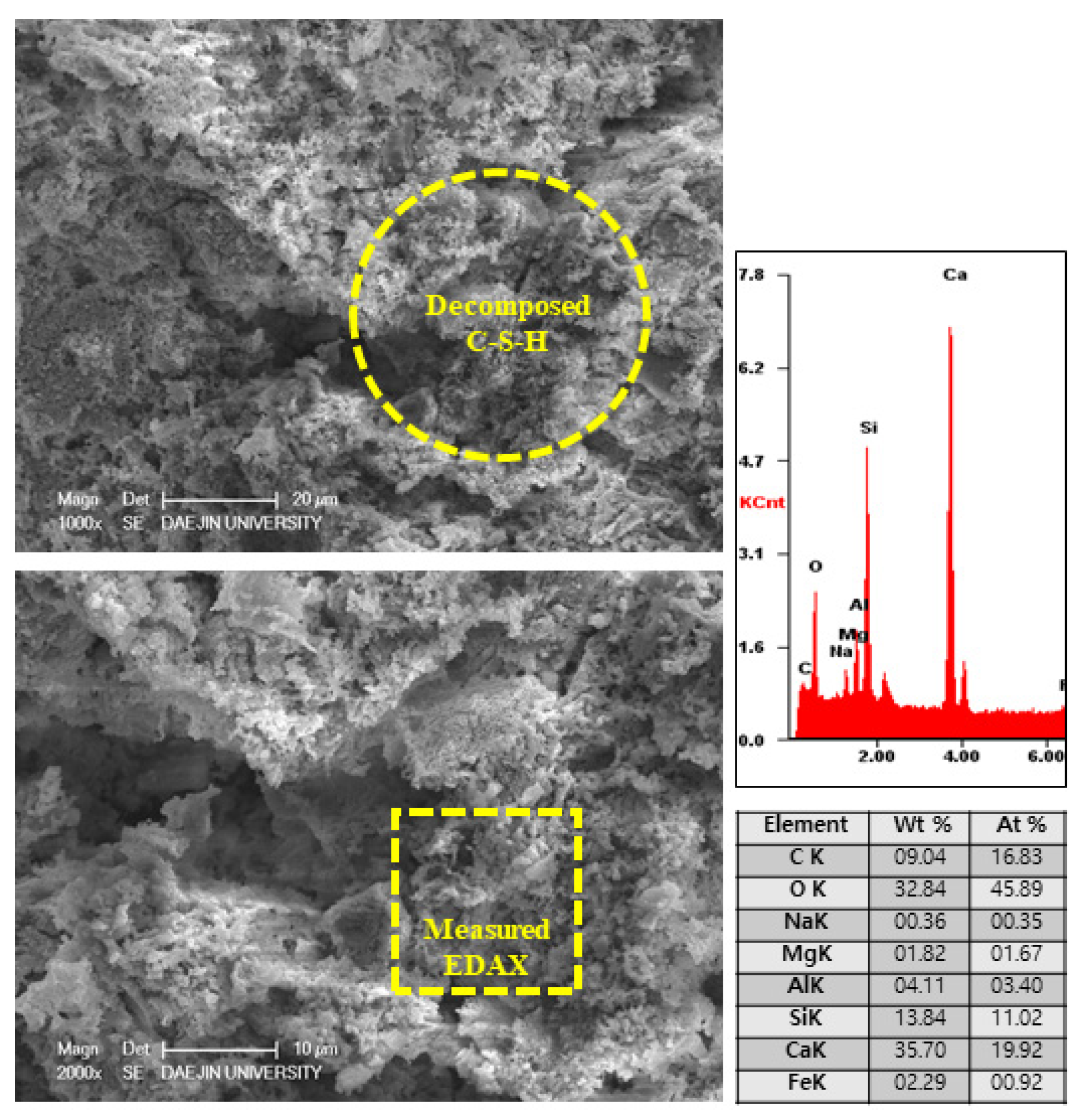
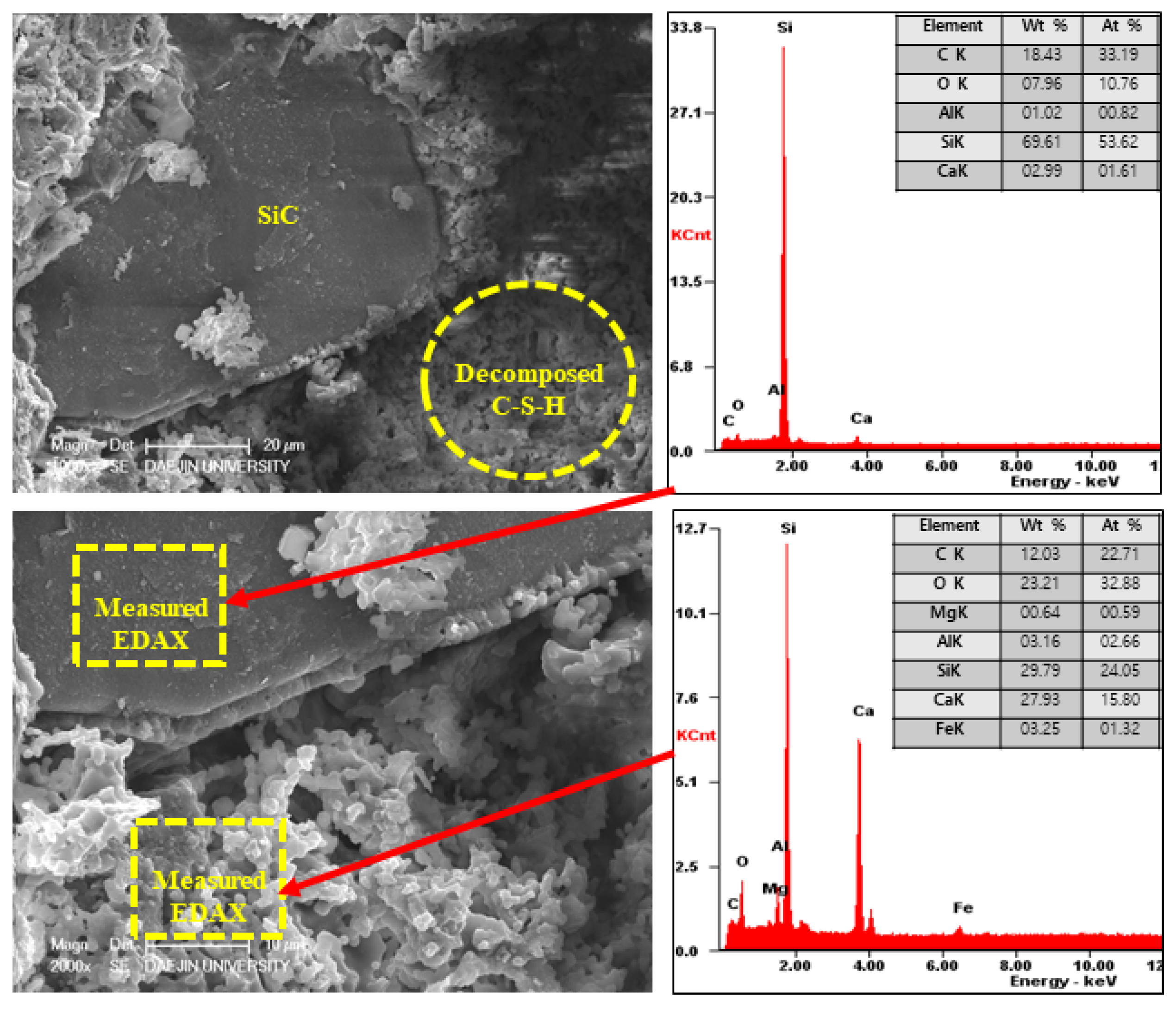
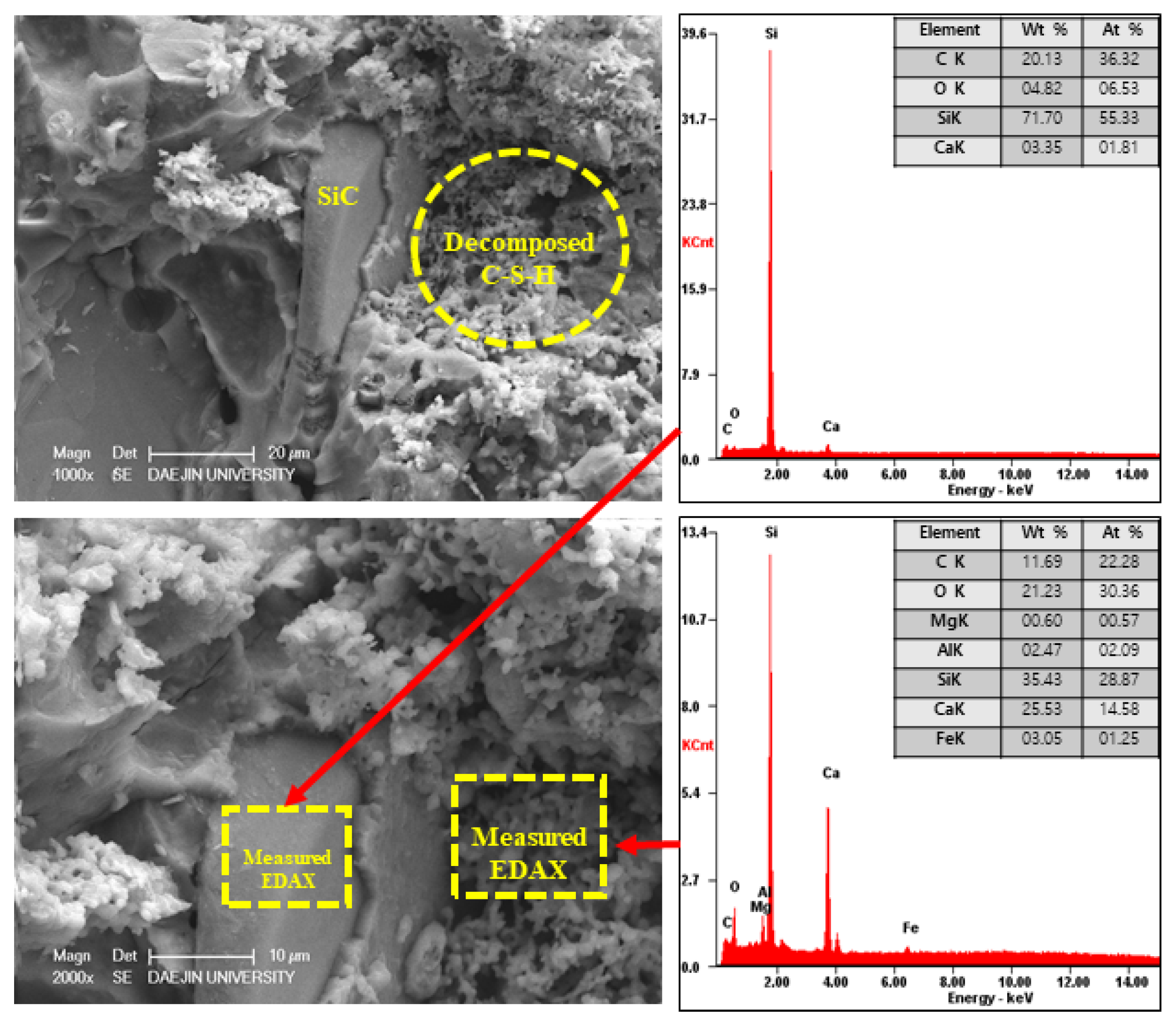
3.2.5. SEM-EDAX Analysis after Heat Exposure
4. Conclusions
- Properties of concrete before exposure to high temperatures.
- The compressive strength of concrete with EA reduces gradually according to the increasing replacement of natural aggregate with EA. However, compressive strength tended to increase by adding SiC whose particle size is smaller than the fine aggregate. SiC can lead to a bridging effect and the formation of voids after hydration.
- The reason for the deformation under load is highly related to the low modulus of elasticity of specimens. This shows that poor adhesion of EA between the surface of EA and cement paste can be attributed to the oil contents of paraffin wax. However, SiC is slightly affected by the improvement of the mechanical properties of the deformation.
- From the XRD results, the tendency of plain concrete and concrete containing EA are similar because PCM and SiC are non-reactive materials.
- In the SEM-EDAX section, main gradients in concrete, such as C-H and C-S-H were observed. Also, SiC particles were well bonded to the cement matrix, which can improve its mechanical properties.
- Properties of concrete after exposure to high temperatures.
- EA100+SiC has the lowest reduction in compressive strength after high-temperature exposure. This is because paraffin wax absorbs the heat that would otherwise power aggregate expansion and SiC maintains the bridge effect even after heating.
- According to the internal temperature measurement test, the temperature behavior of EA100 and EA100+SiC specimens show a lower temperature trend compared with plain concrete. Also, the EA100+SiC specimen was delayed by 16 min in reaching 200 °C, which means that EAs in concrete hamper the increasing temperature at the initial stage in elevated temperature conditions.
- In SEM-EDAX, after exposure to high temperature, C-S-H phases disappeared and there were easily observed cracks. However, the concrete specimen with EA displayed S-C-H gels and C-H. Delay and protection against the decomposition of chemical products can be attributed to EA.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Demirel, B.; Keleştemur, O. Effect of elevated temperature on the mechanical properties of concrete produced with finely ground pumice and silica fume. Fire Saf. J. 2010, 45, 385–391. [Google Scholar] [CrossRef] [Green Version]
- Kodur, V. Properties of concrete at elevated temperatures. Int. Sch. Res. Not. 2014, 2014, 468510. [Google Scholar] [CrossRef]
- Zhu, L.; Dai, J.; Bai, G.; Zhang, F. Study on thermal properties of recycled aggregate concrete and recycled concrete blocks. Constr. Build. Mater. 2015, 94, 620–628. [Google Scholar] [CrossRef]
- Ma, Q.; Guo, R.; Zhao, Z.; Lin, Z.; He, K. Mechanical properties of concrete at high temperature—A review. Constr. Build. Mater. 2015, 93, 371–383. [Google Scholar] [CrossRef]
- Babalola, O.; Awoyera, P.O.; Le, D.-H.; Romero, L.B. A review of residual strength properties of normal and high strength concrete exposed to elevated temperatures: Impact of materials modification on behaviour of concrete composite. Constr. Build. Mater. 2021, 296, 123448. [Google Scholar] [CrossRef]
- Poon, C.-S.; Azhar, S.; Anson, M.; Wong, Y.-L. Comparison of the strength and durability performance of normal-and high-strength pozzolanic concretes at elevated temperatures. Cem. Concr. Res. 2001, 31, 1291–1300. [Google Scholar] [CrossRef]
- Bastami, M.; Baghbadrani, M.; Aslani, F. Performance of nano-Silica modified high strength concrete at elevated temperatures. Constr. Build. Mater. 2014, 68, 402–408. [Google Scholar] [CrossRef]
- Lau, A.; Anson, M. Effect of high temperatures on high performance steel fibre reinforced concrete. Cem. Concr. Res. 2006, 36, 1698–1707. [Google Scholar] [CrossRef]
- Eidan, J.; Rasoolan, I.; Rezaeian, A.; Poorveis, D. Residual mechanical properties of polypropylene fiber-reinforced concrete after heating. Constr. Build. Mater. 2019, 198, 195–206. [Google Scholar] [CrossRef]
- Salahuddin, H.; Nawaz, A.; Maqsoom, A.; Mehmood, T. Effects of elevated temperature on performance of recycled coarse aggregate concrete. Constr. Build. Mater. 2019, 202, 415–425. [Google Scholar] [CrossRef]
- ASTM C150/C150M-17; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2017.
- Kim, H.G.; Qudoos, A.; Jeon, I.K.; Ryou, J.S. Assessment of PCM/SiC-based composite aggregate in concrete: Mechanical, physical and microstructural properties. Constr. Build. Mater. 2020, 262, 120088. [Google Scholar] [CrossRef]
- Kim, H.G.; Qudoos, A.; Jeon, I.K.; Woo, B.H.; Ryou, J.S. Assessment of PCM/SiC-based composite aggregate in concrete: Energy storage performance. Constr. Build. Mater. 2020, 258, 119637. [Google Scholar] [CrossRef]
- ASTM C 39/C 39M; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C 469-02; Standard Test for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2000.
- Yoo, D.H.; Jeon, I.K.; Kim, H.G.; Lee, J.S.; Ryou, J.-S. Experimental evaluation of fire resistance performance of cement mortar with PCM/Mg (OH) 2-based composite fine aggregate. Constr. Build. Mater. 2021, 287, 123018. [Google Scholar] [CrossRef]
- Pilehvar, S.; Cao, V.D.; Szczotok, A.M.; Valentini, L.; Salvioni, D.; Magistri, M.; Pamies, R.; Kjøniksen, A.-L. Mechanical properties and microscale changes of geopolymer concrete and Portland cement concrete containing micro-encapsulated phase change materials. Cem. Concr. Res. 2017, 100, 341–349. [Google Scholar] [CrossRef]
- Pilehvar, S.; Cao, V.D.; Szczotok, A.M.; Carmona, M.; Valentini, L.; Lanzón, M.; Pamies, R.; Kjøniksen, A.-L. Physical and mechanical properties of fly ash and slag geopolymer concrete containing different types of micro-encapsulated phase change materials. Constr. Build. Mater. 2018, 173, 28–39. [Google Scholar] [CrossRef]
- Hunger, M.; Entrop, A.; Mandilaras, I.; Brouwers, H.; Founti, M. The behavior of self-compacting concrete containing micro-encapsulated phase change materials. Cem. Concr. Compos. 2009, 31, 731–743. [Google Scholar] [CrossRef]
- Du, F.-P.; Xie, S.-S.; Zhang, F.; Tang, C.-Y.; Chen, L.; Law, W.-C.; Tsui, C.-P. Microstructure and compressive properties of silicon carbide reinforced geopolymer. Compos. Part B Eng. 2016, 105, 93–100. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Wu, S.; Zhou, J. Influence of porosity on compressive and tensile strength of cement mortar. Constr. Build. Mater. 2013, 40, 869–874. [Google Scholar] [CrossRef]
- Jeon, I.K.; Qudoos, A.; Jakhrani, S.H.; Kim, H.G.; Ryou, J.-S. Investigation of sulfuric acid attack upon cement mortars containing silicon carbide powder. Powder Technol. 2020, 359, 181–189. [Google Scholar] [CrossRef]
- Lin, W.-M.; Lin, T.; Powers-Couche, L. Microstructures of fire-damaged concrete. Mater. J. 1996, 93, 199–205. [Google Scholar]
- Arioz, O. Effects of elevated temperatures on properties of concrete. Fire Saf. J. 2007, 42, 516–522. [Google Scholar] [CrossRef]
- Sakr, K.; El-Hakim, E. Effect of high temperature or fire on heavy weight concrete properties. Cem. Concr. Res. 2005, 35, 590–596. [Google Scholar] [CrossRef]
- Pundienė, I.; Korjakins, A.; Pranckevičienė, J.; Kligys, M. Effect of silicon carbide aggregate, prepared by different methods, on the properties of refractory concrete with cenospheres. Ceram. Int. 2018, 44, 15944–15953. [Google Scholar] [CrossRef]
- Luccioni, B.M.; Figueroa, M.I.; Danesi, R.F. Thermo-mechanic model for concrete exposed to elevated temperatures. Eng. Struct. 2003, 25, 729–742. [Google Scholar] [CrossRef]
- Yuan, W.; Yang, X.; Zhang, G.; Li, X. A thermal conductive composite phase change material with enhanced volume resistivity by introducing silicon carbide for battery thermal management. Appl. Therm. Eng. 2018, 144, 551–557. [Google Scholar] [CrossRef]
- Savva, A.; Manita, P.; Sideris, K. Influence of elevated temperatures on the mechanical properties of blended cement concretes prepared with limestone and siliceous aggregates. Cem. Concr. Compos. 2005, 27, 239–248. [Google Scholar] [CrossRef]
- Feldman, D.; Shapiro, M.; Banu, D.; Fuks, C. Fatty acids and their mixtures as phase-change materials for thermal energy storage. Sol. Energy Mater. 1989, 18, 201–216. [Google Scholar] [CrossRef]
- Hager, I. Behaviour of cement concrete at high temperature. Bull. Pol. Acad. Sci. Tech. Sci. 2013, 61, 145–154. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | W/B (%) | S/a (%) | Water (kg) | Cement (kg) | Fine Aggregate (kg) | SiC (kg) | Coarse Aggregate (kg) | EA (kg) | Water Reducer (kg) |
|---|---|---|---|---|---|---|---|---|---|
| P | 44.9 | 45.8 | 180 | 401 | 766 | - | 914 | - | 2.01 |
| EA30 | 640 | 274 | |||||||
| EA50 | 457 | 457 | |||||||
| EA70 | 247 | 640 | |||||||
| EA100 | - | 914 | |||||||
| P+SiC | 727.7 | 38.3 | 914 | - | |||||
| EA30+SiC | 640 | 274 | |||||||
| EA50+SiC | 457 | 457 | |||||||
| EA70+SiC | 274 | 640 | |||||||
| EA100+SiC | - | 914 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoo, D.H.; Lee, J.B.; Lee, H.; Kim, H.G. Investigation of Newly Developed PCM/SiC Composite Aggregate to Improve Residual Performance after Exposure to High Temperature. Materials 2022, 15, 1959. https://doi.org/10.3390/ma15051959
Yoo DH, Lee JB, Lee H, Kim HG. Investigation of Newly Developed PCM/SiC Composite Aggregate to Improve Residual Performance after Exposure to High Temperature. Materials. 2022; 15(5):1959. https://doi.org/10.3390/ma15051959
Chicago/Turabian StyleYoo, Dong Ho, Jeong Bae Lee, Hyunseok Lee, and Hong Gi Kim. 2022. "Investigation of Newly Developed PCM/SiC Composite Aggregate to Improve Residual Performance after Exposure to High Temperature" Materials 15, no. 5: 1959. https://doi.org/10.3390/ma15051959