
Experimental Study of Mechanical Properties of Polypropylene Random Copolymer and Rice-Husk-Based Biocomposite by Using Nanoindentation


Abstract
:1. Introduction
2. Materials and Biocomposite Fabrication
2.1. Raw Materials and Reagents
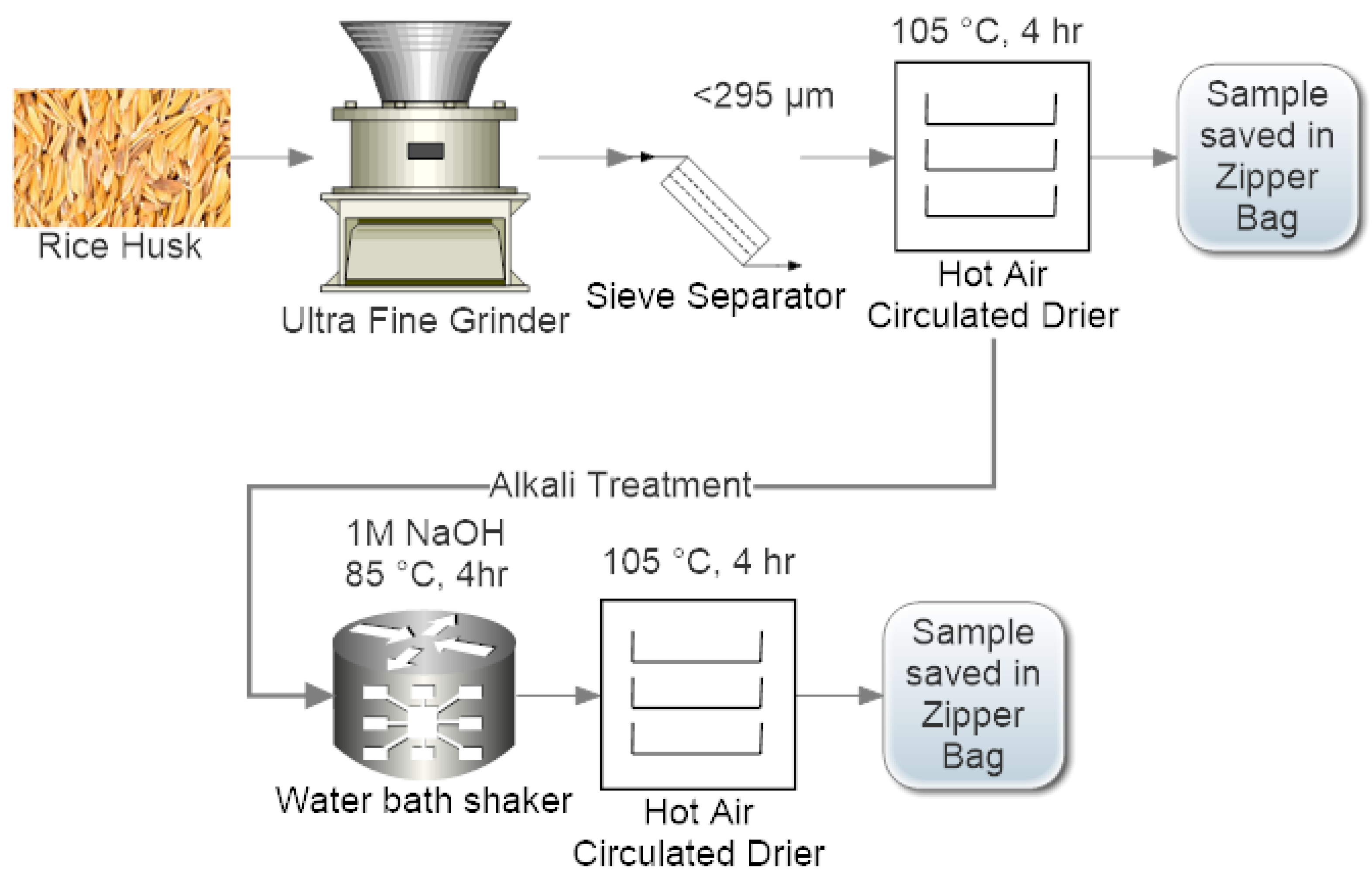
2.2. Biomass Preparation and Pretreatment
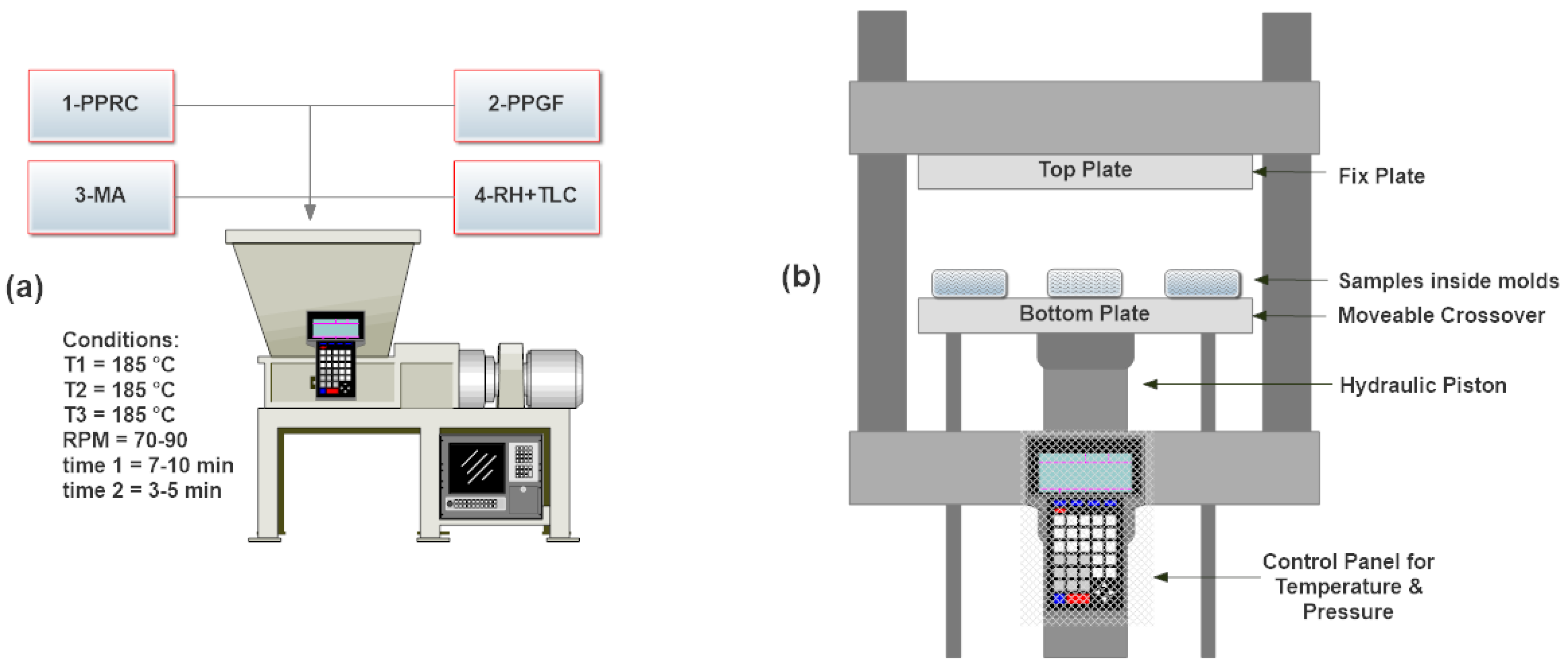
2.3. Fabrication of Biocomposite
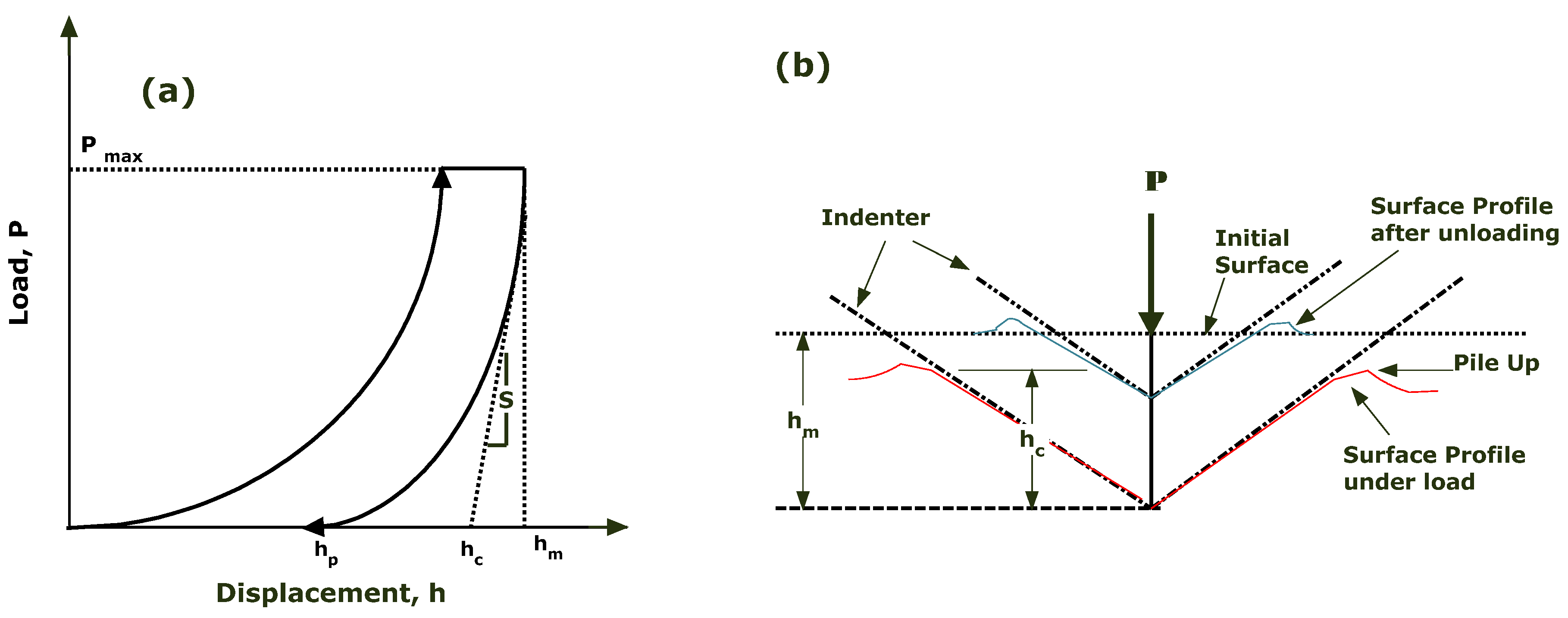
3. Nanoindentation Tests
4. Nanoindentation Characterization
5. Results and Discussion
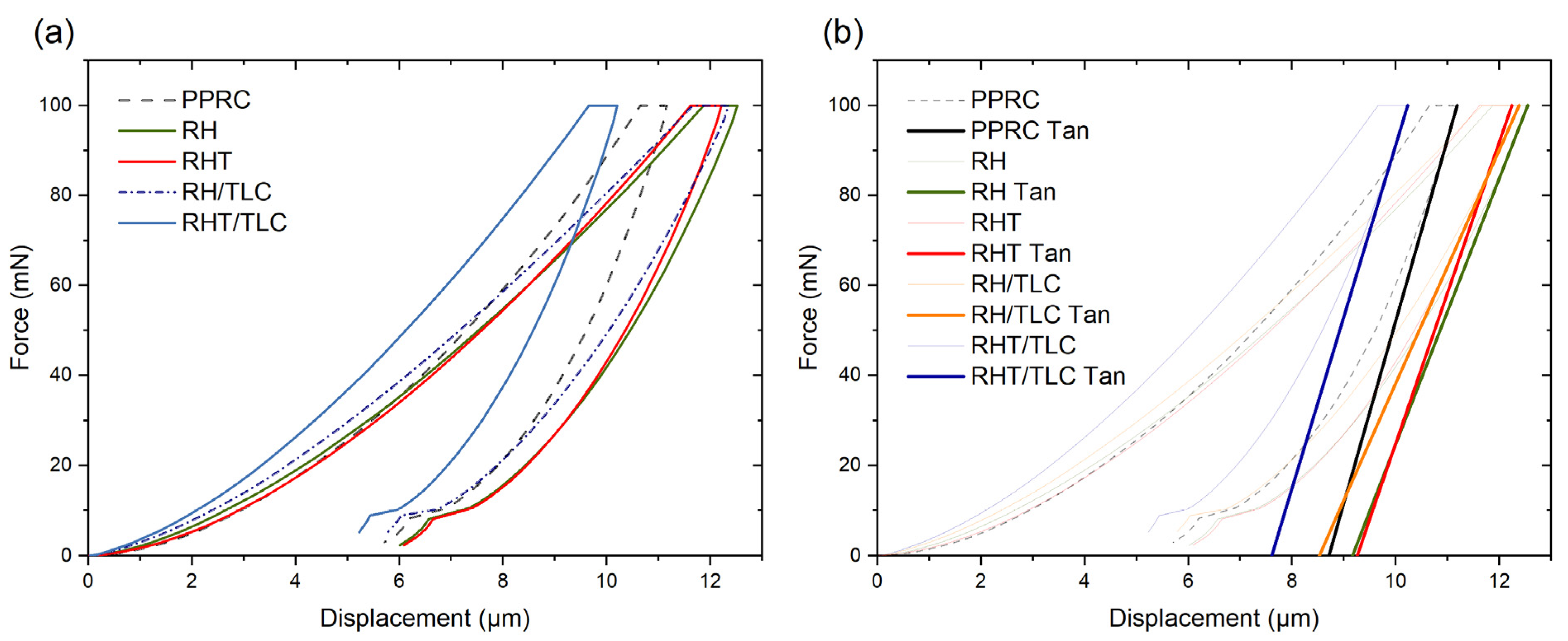
5.1. Load Displacement Curve Study
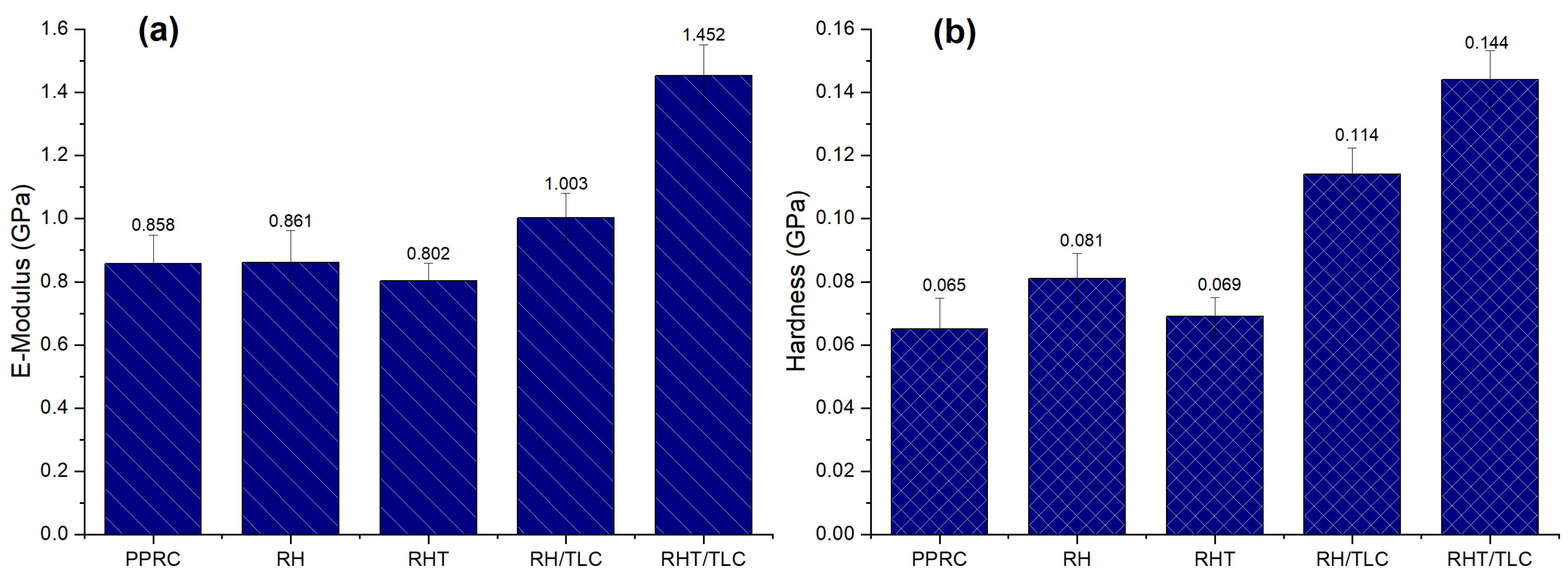
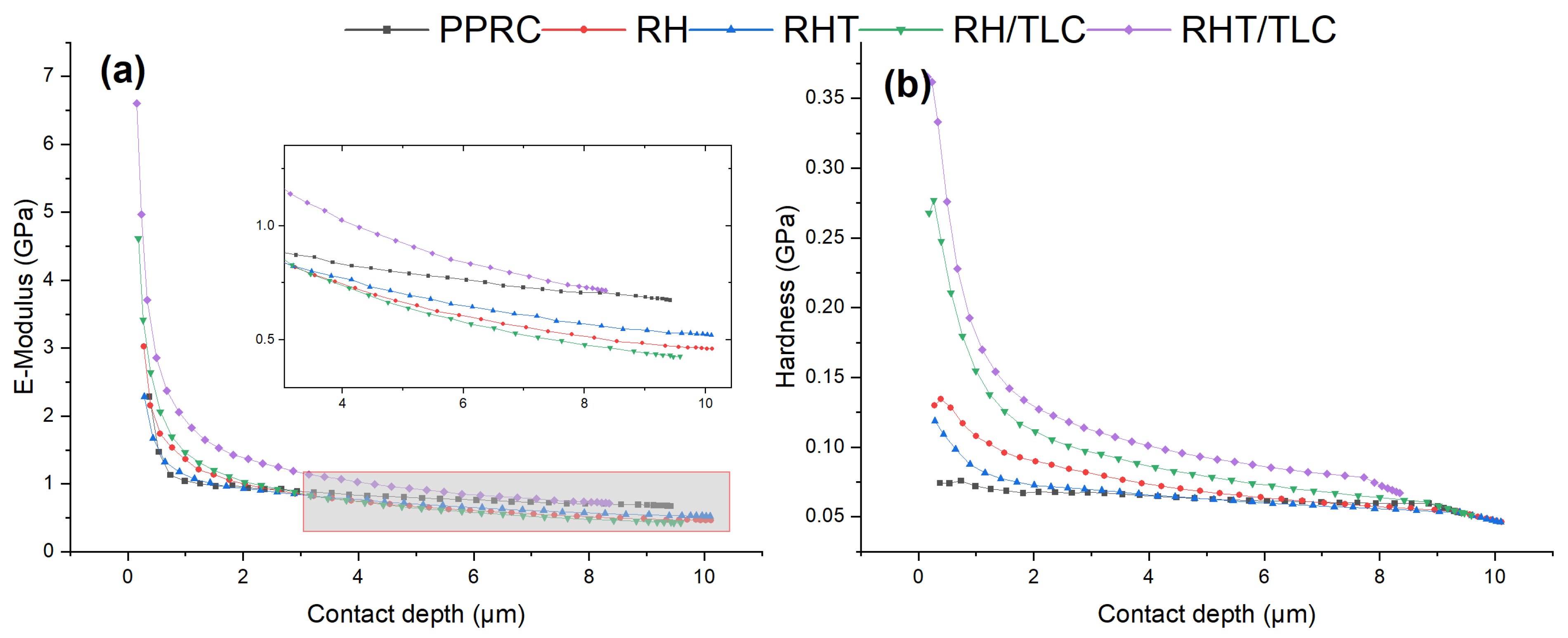
5.2. Elastic Modulus and Hardness
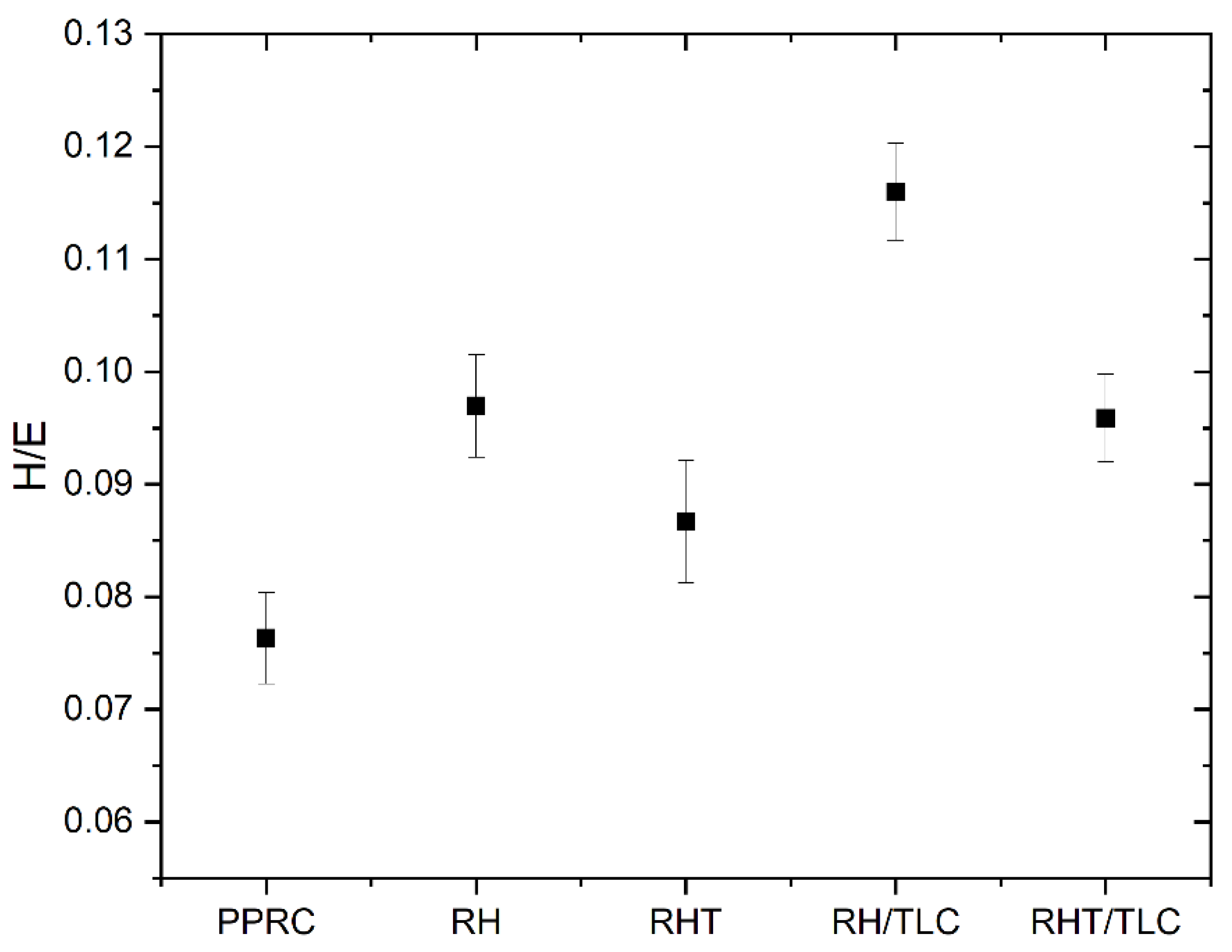
5.3. Hardness-to-Elastic-Modulus Ratio H/E
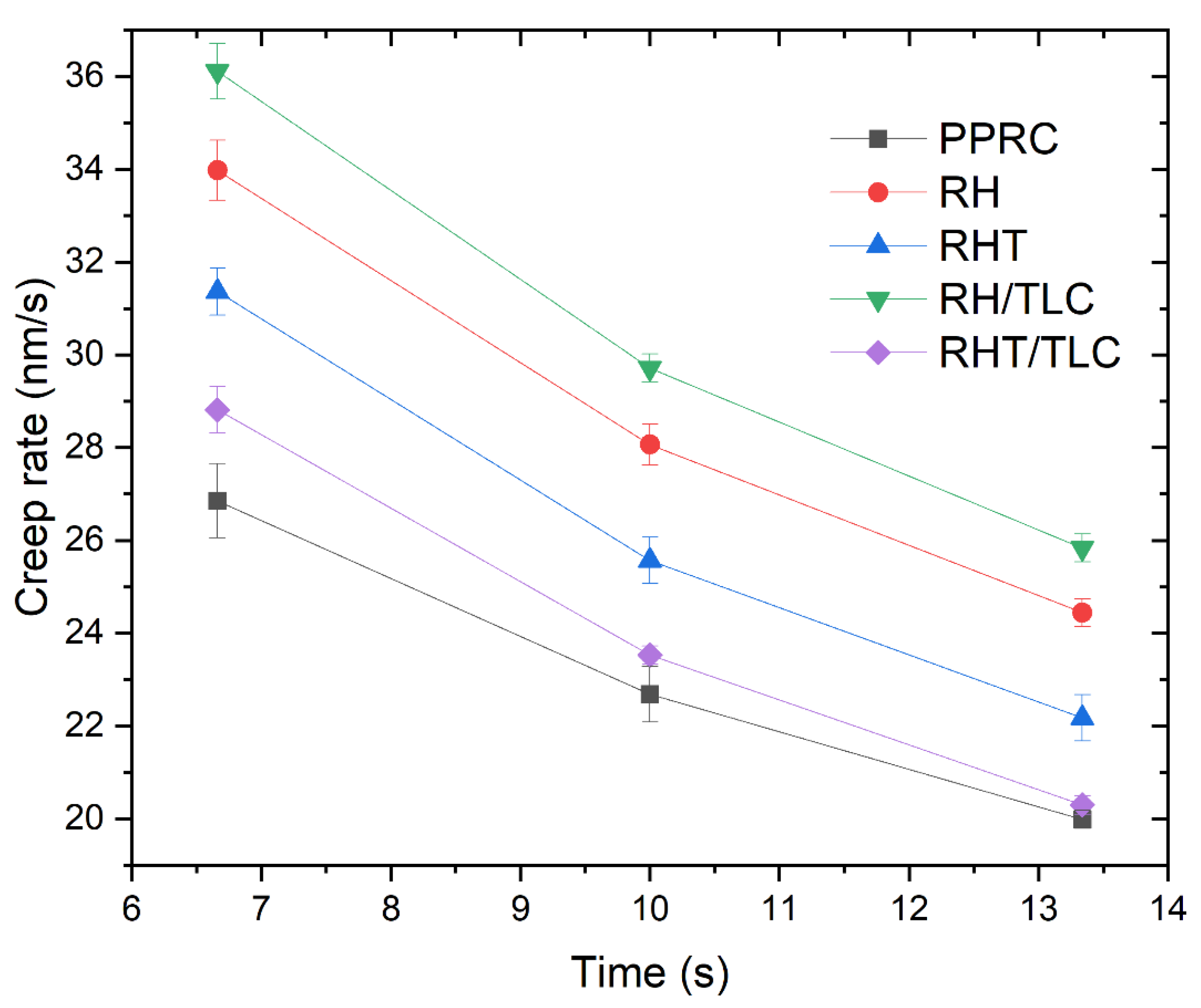
5.4. Creep Measurements
5.4.1. The Effect of Holding Time on Creep Rate
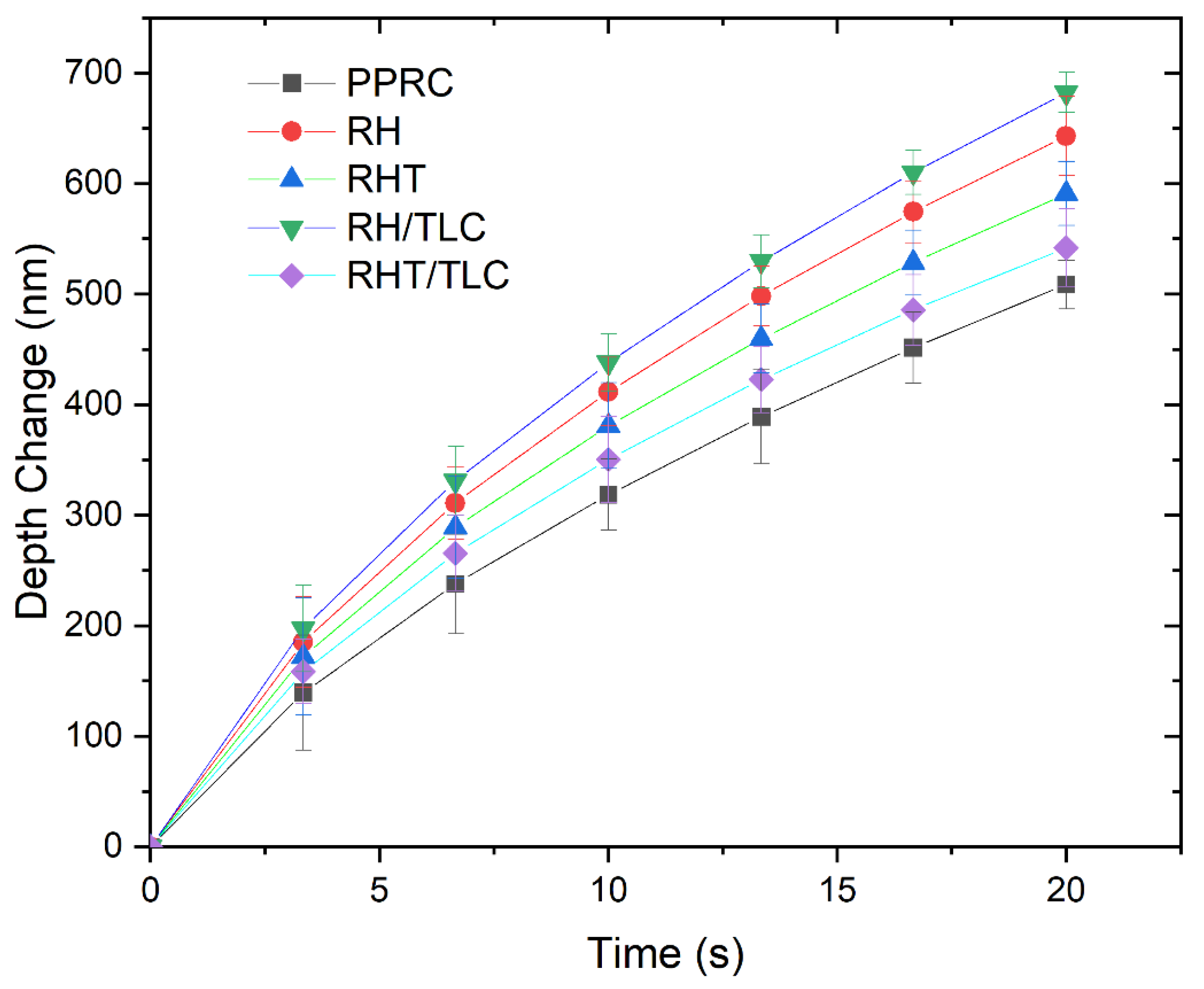
5.4.2. The Effect of Holding Time on Depth
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Galli, P.; Haylock, J.C.; Simonazzi, T. Manufacturing and properties of polypropylene copolymers. In Polypropylene Structure, Blends and Composites; Springer: Dordrecht, The Netherlands, 1995; pp. 1–24. [Google Scholar]
- Harding, G.W.; Van Reenen, A.J. Fractionation and Characterisation of Propylene-Ethylene Random Copolymers: Effect of the Comonomer on Crystallisation of Poly(propylene) in the γ-Phase. Macromol. Chem. Phys. 2006, 207, 1680–1690. [Google Scholar] [CrossRef]
- Das, B.; Eswar Prasad, K.; Ramamurty, U.; Rao, C.N.R. Nano-indentation studies on polymer matrix composites reinforced by few-layer graphene. Nanotechnology 2009, 20, 125705. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.; Phang, I.Y.; Shen, L.; Chow, S.Y.; Zhang, W. De Morphology and Mechanical Properties of Multiwalled Carbon Nanotubes Reinforced Nylon-6 Composites. Macromolecules 2004, 37, 7214–7222. [Google Scholar] [CrossRef]
- Detrez, F.; Cantournet, S.; Seguela, R. Plasticity/damage coupling in semi-crystalline polymers prior to yielding: Micromechanisms and damage law identification. Polymer 2011, 52, 1998–2008. [Google Scholar] [CrossRef]
- Boonsuk, P.; Sukolrat, A.; Bourkaew, S.; Kaewtatip, K.; Chantarak, S.; Kelarakis, A.; Chaibundit, C. Structure-properties relationships in alkaline treated rice husk reinforced thermoplastic cassava starch biocomposites. Int. J. Biol. Macromol. 2021, 167, 130–140. [Google Scholar] [CrossRef] [PubMed]
- Perna, A.S.; Astarita, A.; Carlone, P.; Guthmann, X.; Viscusi, A. Characterization of cold-spray coatings on fiber-reinforced polymers through nanoindentation tests. Metals 2021, 11, 331. [Google Scholar] [CrossRef]
- Guna, V.; Ilangovan, M.; Rather, M.H.; Giridharan, B.V.; Prajwal, B.; Vamshi Krishna, K.; Venkatesh, K.; Reddy, N. Groundnut shell/rice husk agro-waste reinforced polypropylene hybrid biocomposites. J. Build. Eng. 2020, 27, 100991. [Google Scholar] [CrossRef]
- Konstantopoulos, G.; Semitekolos, D.; Koumoulos, E.P.; Charitidis, C. Carbon fiber reinforced composites: Study of modification effect on weathering-induced ageing via nanoindentation and deep learning. Nanomaterials 2021, 11, 2631. [Google Scholar] [CrossRef]
- Sulaiman, M.; Iqbal, T.; Yasin, S.; Mahmood, H.; Shakeel, A. Study of nano-mechanical performance of pretreated natural fiber in ldpe composite for packaging applications. Materials 2020, 13, 4977. [Google Scholar] [CrossRef]
- Soleimani, M.; Tabil, L.; Panigrahi, S.; Opoku, A. The effect of fiber pretreatment and compatibilizer on mechanical and physical properties of flax fiber-polypropylene composites. J. Polym. Environ. 2008, 16, 74–82. [Google Scholar] [CrossRef]
- Abu Bakar, M.B.; Mohd Ishak, Z.A.; Mat Taib, R.; Rozman, H.D.; Mohamad Jan, S. Flammability and mechanical properties of wood flour-filled polypropylene composites. J. Appl. Polym. Sci. 2010, 116, 2714–2722. [Google Scholar] [CrossRef]
- Bisht, N.; Gope, P.C. Wear Characteristics of Untreated and Alkali-Treated Rice Husk–Epoxy Bio-composite. In Trends in Materials Engineering; Springer: Singapore, 2019; pp. 33–41. [Google Scholar]
- Bentsen, N.S.; Felby, C.; Thorsen, B.J. Agricultural residue production and potentials for energy and materials services. Prog. Energy Combust. Sci. 2014, 40, 59–73. [Google Scholar] [CrossRef]
- Mohiuddin, O.; Mohiuddin, A.; Obaidullah, M.; Ahmed, H.; Asumadu-Sarkodie, S. Electricity production potential and social benefits from rice husk, a case study in Pakistan. Cogent Eng. 2016, 3, 1177156. [Google Scholar] [CrossRef]
- Suhot, M.A.; Hassan, M.Z.; Aziz, S.A.; Md Daud, M.Y. Recent progress of rice husk reinforced polymer composites: A review. Polymers 2021, 13, 2391. [Google Scholar] [CrossRef]
- Korotkova, T.G.; Ksandopulo, S.J.; Donenko, A.P.; Bushumov, S.A.; Danilchenko, A.S. Physical Properties and Chemical Composition of the Rice Husk and Dust. Orient. J. Chem. 2016, 32, 3213–3219. [Google Scholar] [CrossRef]
- Bakker, R.; Elbersen, W.; Lesschen, P. Rice Straw and Wheat Straw. Potential Feedstocks for the Biobased Economy; NL Agency Ministry of Economic Affairs: The Hague, The Netherlands, 2013; pp. 6–30. Available online: https://english.rvo.nl/sites/default/files/2013/12/StrawreportAgNLJune2013.pdf (accessed on 27 December 2021).
- Hidalgo-Salazar, M.A.; Salinas, E. Mechanical, thermal, viscoelastic performance and product application of PP- rice husk Colombian biocomposites. Compos. Part B Eng. 2019, 176, 107135. [Google Scholar] [CrossRef]
- Bisht, N.; Gope, P.C.; Rani, N. Rice husk as a fibre in composites: A review. J. Mech. Behav. Mater. 2020, 29, 147–162. [Google Scholar] [CrossRef]
- Nizamuddin, S.; Jadhav, A.; Qureshi, S.S.; Baloch, H.A.; Siddiqui, M.T.H.; Mubarak, N.M.; Griffin, G.; Madapusi, S.; Tanksale, A.; Ahamed, M.I. Synthesis and characterization of polylactide/rice husk hydrochar composite. Sci. Rep. 2019, 9, 5445. [Google Scholar] [CrossRef]
- Ambrogi, V.; Carfagna, C.; Cerruti, P.; Marturano, V. Additives in Polymers. In Modification of Polymer Properties; William Andrew Publishing: Norwich, NY, USA, 2017; pp. 87–108. ISBN 9780323443982. [Google Scholar]
- Li, X.; Panigrahi, S.; Tabil, L.G. A study on flax fiber-reinforced polyethylene biocomposites. Appl. Eng. Agric. 2009, 25, 525–531. [Google Scholar] [CrossRef]
- Nirmal, U.; Lau, S.T.W.; Hashim, J. Interfacial Adhesion Characteristics of Kenaf Fibres Subjected to Different Polymer Matrices and Fibre Treatments. J. Compos. 2014, 2014, 350737. [Google Scholar] [CrossRef] [Green Version]
- Karthigairajan, M.; Nagarajan, P.K.; Raviraja Malarvannan, R.; Ramesh Bapu, B.R.; Jayabalakrishnan, D.; Maridurai, T.; Shanmuganathan, V.K. Effect of Silane-Treated Rice Husk Derived Biosilica on Visco-Elastic, Thermal Conductivity and Hydrophobicity Behavior of Epoxy Biocomposite Coating for Air-Duct Application. Silicon 2021, 13, 4421–4430. [Google Scholar] [CrossRef]
- Ren, Q.; Fan, J.; Zhang, Q.; Yi, J.; Feng, J. Toughened polypropylene random copolymer with olefin block copolymer. Mater. Des. 2016, 107, 295–301. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Monti, M.; Scrivani, M.T.; Gianotti, V. Effect of SEBS and OBC on the impact strength of recycled polypropylene/talc composites. Recycling 2020, 5, 9. [Google Scholar] [CrossRef]
- Singh, T.; Gangil, B.; Patnaik, A.; Biswas, D.; Fekete, G. Agriculture waste reinforced corn starch-based biocomposites: Effect of rice husk/walnut shell on physicomechanical, biodegradable and thermal properties. Mater. Res. Express 2019, 6, 045702. [Google Scholar] [CrossRef]
- Jiang, H.; Kamdem, D.P. Development of poly(vinyl chloride)/wood composites. A literature review. J. Vinyl Addit. Technol. 2004, 10, 59–69. [Google Scholar] [CrossRef]
- Satov, D. Additives for wood polymer composites. In Wood-Polymers Composites; Woodhead Publishing Limited: Cambridge, UK, 2008; pp. 23–40. [Google Scholar]
- Tolinski, M. Coupling and Compatibilizing. In Additives for Polyolefins; Elsevier: Amsterdam, The Netherlands, 2015; pp. 153–158. [Google Scholar]
- Wood Plastic Composite Market by Type & Application—Global Forecast 2021|MarketsandMarkets|Last Updated on July-2020. Marketsandmarkets. 2016. Available online: https://www.marketsandmarkets.com/Market-Reports/wood-plastic-composite-market-170450806.html (accessed on 25 July 2020).
- Moy, S. Advanced fiber-reinforced polymer (FRP) composites for civil engineering applications. In Developments in Fiber-Reinforced Polymer (FRP) Composites for Civil Engineering; Elsevier Inc.: Amsterdam, The Netherlands, 2013; pp. 177–204. ISBN 9781845691455. [Google Scholar]
- Ning, C.; Zhou, L.; Tan, G. Fourth-generation biomedical materials. Mater. Today 2016, 19, 2–3. [Google Scholar] [CrossRef]
- Vadivelu, M.A.; Kumar, C.R.; Joshi, G.M. Polymer composites for thermal management: A review. Compos. Interfaces 2016, 23, 847–872. [Google Scholar] [CrossRef]
- Tripathi, G.; Choudhury, P.; Basu, B. Development of polymer based biocomposites: A review. Mater. Technol. 2010, 25, 158–176. [Google Scholar] [CrossRef]
- Gardner, D.J.; Han, Y.; Wang, L. Wood–Plastic composite technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef] [Green Version]
- KLYOSOV, A.A. Wood-Plastic Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; ISBN 9780470148914. [Google Scholar]
- Wang, J. Assessing the durability of the interface between fiber-reinforced polymer (FRP) composites and concrete in the rehabilitation of reinforced concrete structures. In Developments in Fiber-Reinforced Polymer (FRP) Composites for Civil Engineering; Woodhead Publishing Limited: Sawston, UK, 2013; pp. 148–173. ISBN 9781845691455. [Google Scholar]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries! Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Smith, P.M.; Wolcott, M.P. Opportunities for wood/natural fiber-plastic composites in residential and industrial applications. For. Prod. J. 2006, 56, 4–11. [Google Scholar]
- Uddin, N.; Vaidya, A.; Vaidya, U.; Pillay, S. Thermoplastic composite structural insulated panels (CSIPs) for modular panelized construction. In Developments in Fiber-Reinforced Polymer (FRP) Composites for Civil Engineering; Elsevier Inc.: Amsterdam, The Netherlands, 2013; pp. 302–316. ISBN 9781845691455. [Google Scholar]
- Phani, P.S.; Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by load and depth sensing indentation: Improvements to the technique based on continuous stiffness measurement. J. Mater. Res. 2021, 36, 2137–2153. [Google Scholar] [CrossRef]
- Kim, J.K.; Sham, M.L.; Wu, J. Nanoscale characterisation of interphase in silane treated glass fibre composites. Compos. Part A Appl. Sci. Manuf. 2001, 32, 607–618. [Google Scholar] [CrossRef] [Green Version]
- Yedla, S.B.; Kalukanimuttam, M.; Winter, R.M.; Khanna, S.K. Effect of shape of the tip in determining interphase properties in fiber reinforced plastic composites using nanoindentation. J. Eng. Mater. Technol. Trans. ASME 2008, 130, 0410101–04101015. [Google Scholar] [CrossRef]
- Hardiman, M.; Vaughan, T.J.; McCarthy, C.T. A review of key developments and pertinent issues in nanoindentation testing of fibre reinforced plastic microstructures. Compos. Struct. 2017, 180, 782–798. [Google Scholar] [CrossRef]
- Kumaravel, D.; Mohanraj, B.; Sivaraj, M. Enhancing the property of SS316 steel using polyether ether ketone. Mater. Sci. Eng. 2018, 402, 012008. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Sun, H.; Yang, X.; Wei, K. Non-isothermal crystallization kinetics of continuous glass fiber- reinforced poly (ether ether ketone) composites. J. Therm. Anal. Calorim. 2019, 138, 369–378. [Google Scholar] [CrossRef]
- Mclauchlin, A.R.; Ghita, O.R.; Savage, L. Studies on the reprocessability of poly (ether ether ketone) (PEEK). J. Mater. Process. Technol. 2014, 214, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Prasad, K.E.; Das, B.; Maitra, U.; Ramamurty, U.; Rao, C.N.R. Extraordinary synergy in the mechanical properties of polymer matrix composites reinforced with 2 nanocarbons. Proc. Natl. Acad. Sci. USA 2009, 106, 13186–13189. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Samad, M.A.; Sinha, S.K. Mechanical, thermal and tribological characterization of a UHMWPE film reinforced with carbon nanotubes coated on steel. Tribol. Int. 2011, 44, 1932–1941. [Google Scholar] [CrossRef]
- Arora, G.; Pathak, H. Nanoindentation characterization of polymer nanocomposites for elastic and viscoelastic properties: Experimental and mathematical approach. Compos. Part C Open Access 2021, 4, 100103. [Google Scholar] [CrossRef]
- Mokhtari, A.; Tala-Ighil, N.; Masmoudi, Y.A. Nanoindentation to Determine Young’s Modulus for Thermoplastic Polymers. J. Mater. Eng. Perform. 2021. [Google Scholar] [CrossRef]
- Kiang, C.-H.; Goddard, W.A.; Beyers, R.; Bethune, D.S.; Ajayan, P.M. Nanotubes from Carbon. Chem. Rev. 1995, 99, 903–914. [Google Scholar] [CrossRef]
- Nikaeen, P.; Depan, D.; Khattab, A. Surface mechanical characterization of carbon nanofiber reinforced low-density polyethylene by nanoindentation and comparison with bulk properties. Nanomaterials 2019, 9, 1357. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Doerner, M.F.; Nix, W.D. A method for interpreting the data from depth-sensing indentation instruments. J. Mater. Res. 1986, 1, 601–609. [Google Scholar] [CrossRef]
- Fischer-Cripps, C. Anthony, Nanoindentation, 3rd ed.; New York Dordrecht Heidelberg London: Springer, 2004. [Google Scholar]
- Tranchida, D.; Piccarolo, S.; Loos, J.; Alexeev, A. Mechanical Characterization of Polymers on a Nanometer Scale through Nanoindentation. A Study on Pile-up and Viscoelasticity. Macromolecules 2007, 40, 1259–1267. [Google Scholar] [CrossRef]
- VanLandingham, M.R.; Villarrubia, J.S.; Guthrie, W.F.; Meyers, G.F. Nanoindentation of polymers: An overview. Macromol. Symp. 2001, 167, 15–43. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Gómez-Fatou, M.A.; Ania, F.; Flores, A. Nanoindentation in polymer nanocomposites. Prog. Mater. Sci. 2015, 67, 1–94. [Google Scholar] [CrossRef] [Green Version]
- Zou, H.; Wu, S.; Shen, J. Polymer/Silica Nanocomposites: Preparation, Characterization, Properties, and Applications. Chem. Rev. 2008, 108, 3893–3957. [Google Scholar] [CrossRef] [PubMed]
- Sanchez, C.; Julián, B.; Belleville, P.; Popall, M. Applications of hybrid organic–inorganic nanocomposites. J. Mater. Chem. 2005, 15, 3559–3592. [Google Scholar] [CrossRef]
- Mahmood, H.; Moniruzzaman, M.; Yusup, S.; Muhammad, N.; Iqbal, T.; Akil, H.M. Ionic liquids pretreatment for fabrication of agro-residue/thermoplastic starch based composites: A comparative study with other pretreatment technologies. J. Clean. Prod. 2017, 161, 257–266. [Google Scholar] [CrossRef]
- Cruz, N.; Cecilia, B.; María, G.A.; Alain, C.; Rosario, C. Impact of the Chemical Composition of Pinus radiata Wood on its Physical and Mechanical Properties Following Thermo-Hygromechanical Densification. BioResources 2018, 13, 2268–2282. [Google Scholar] [CrossRef]
- Mazzanti, V.; Fortini, A.; Malagutti, L.; Ronconi, G.; Mollica, F. Tribological Behavior of a Rubber-Toughened Wood. Polymers 2021, 13, 2055. [Google Scholar] [CrossRef]
- Syed Asif, S.A.; Pethica, J.B. Nano Scale Creep and the Role of Defects. MRS Online Proc. Libr. 2011, 436, 201–206. [Google Scholar] [CrossRef]
- Li, X.; Bhushan, B. A review of nanoindentation continuous stiffness measurement technique and its applications. Mater. Charact. 2002, 48, 11–36. [Google Scholar] [CrossRef]
- Ahmad, A.; Mansor, N.; Mahmood, H.; Iqbal, T.; Moniruzzaman, M. Effect of ionic liquids on thermomechanical properties of polyetheretherketone-multiwalled carbon nanotubes nanocomposites. J. Appl. Polym. Sci. 2021, 139, 51788. [Google Scholar] [CrossRef]
- Sneddon, I.N. The relation between load and penetration in the axisymmetric boussinesq problem for a punch of arbitrary profile. Int. J. Eng. Sci. 1965, 3, 47–57. [Google Scholar] [CrossRef]
- Pethica, J.B.; Oliver, W.C. Mechanical Properties of Nanometre Volumes of Material: Use of the Elastic Response of Small Area Indentations. MRS Online Proc. Libr. 1988, 130, 13. [Google Scholar] [CrossRef]
- Li, X.; Bhushan, B. Development of continuous stiffness measurement technique for composite magnetic tapes. Scr. Mater. 2000, 42, 929–935. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | BRH | BRHT | PP | PPGF | MA | TLC |
|---|---|---|---|---|---|---|
| PPRC | - | - | 100 | - | - | - |
| RH | 5 | - | 88 | 5 | 2 | - |
| RHT | - | 5 | 88 | 5 | 2 | - |
| RH/TLC | 5 | - | 86 | 5 | 2 | 2 |
| RHT/TLC | - | 5 | 86 | 5 | 2 | 2 |
| Sample | S (mN/µm) | |||
|---|---|---|---|---|
| PPRC | 5.71 | 8.71 | 11.18 | 40.51 |
| RH | 6.02 | 9.16 | 12.55 | 29.54 |
| RHT | 6.08 | 9.25 | 12.24 | 33.53 |
| RH/TLC | 5.78 | 8.52 | 12.38 | 25.9 |
| RHT/TLC | 5.22 | 7.60 | 10.22 | 37.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rabbani, F.A.; Yasin, S.; Iqbal, T.; Farooq, U. Experimental Study of Mechanical Properties of Polypropylene Random Copolymer and Rice-Husk-Based Biocomposite by Using Nanoindentation. Materials 2022, 15, 1956. https://doi.org/10.3390/ma15051956
Rabbani FA, Yasin S, Iqbal T, Farooq U. Experimental Study of Mechanical Properties of Polypropylene Random Copolymer and Rice-Husk-Based Biocomposite by Using Nanoindentation. Materials. 2022; 15(5):1956. https://doi.org/10.3390/ma15051956
Chicago/Turabian StyleRabbani, Fahad Ali, Saima Yasin, Tanveer Iqbal, and Ujala Farooq. 2022. "Experimental Study of Mechanical Properties of Polypropylene Random Copolymer and Rice-Husk-Based Biocomposite by Using Nanoindentation" Materials 15, no. 5: 1956. https://doi.org/10.3390/ma15051956