
Improving the Quality of Dissimilar Al/Steel Butt-Lap Joint via Ultrasonic-Assisted Friction Stir Welding

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
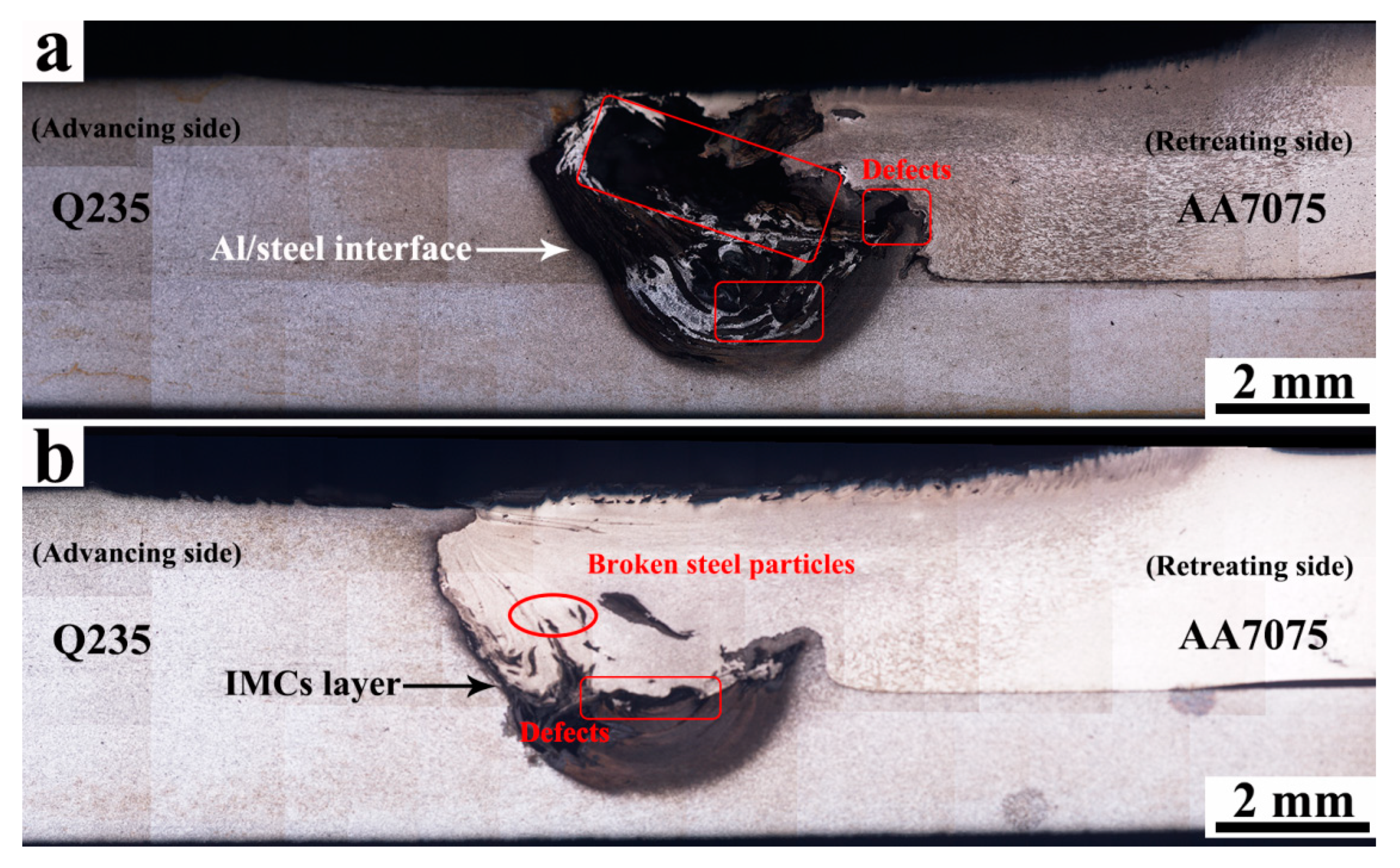
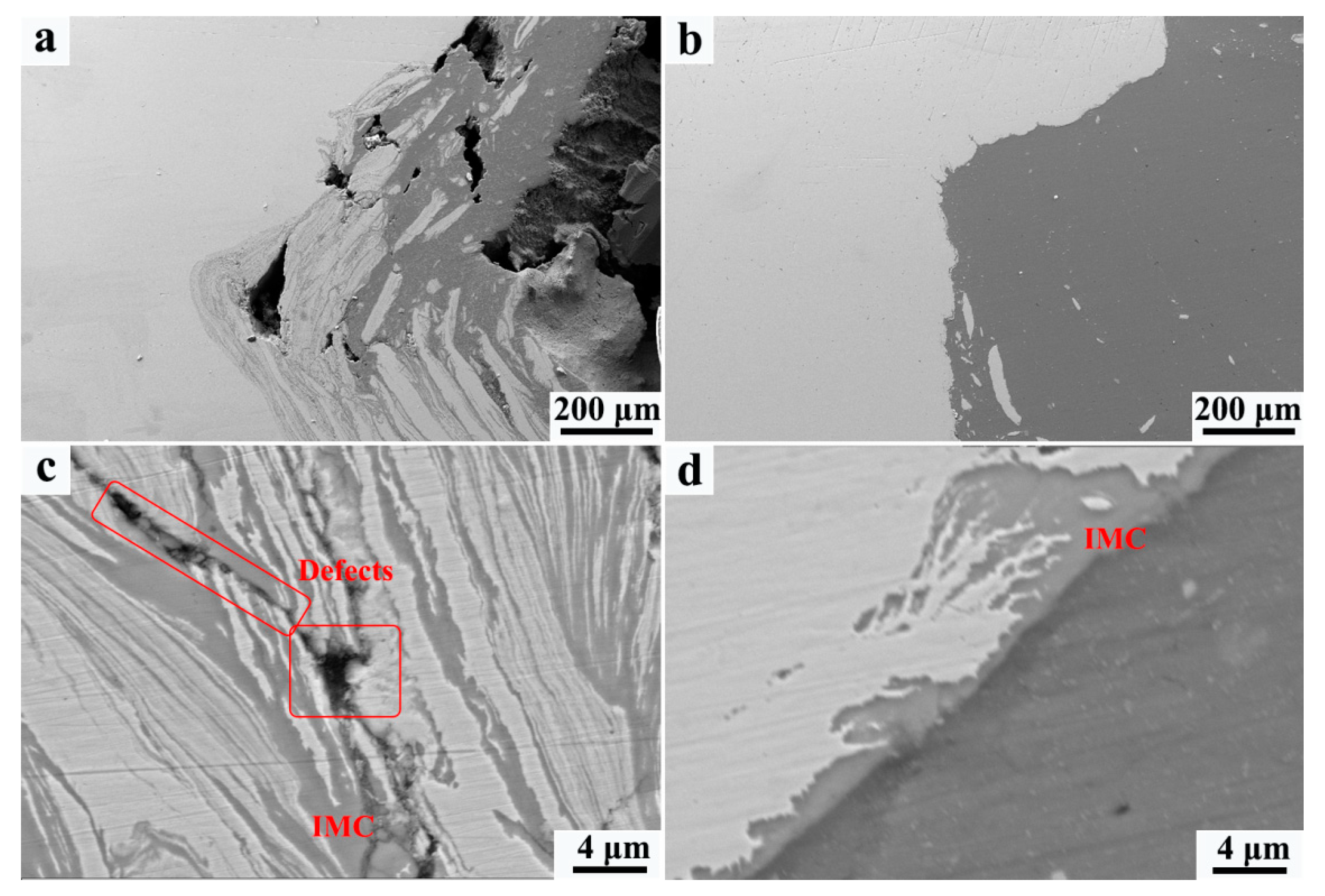
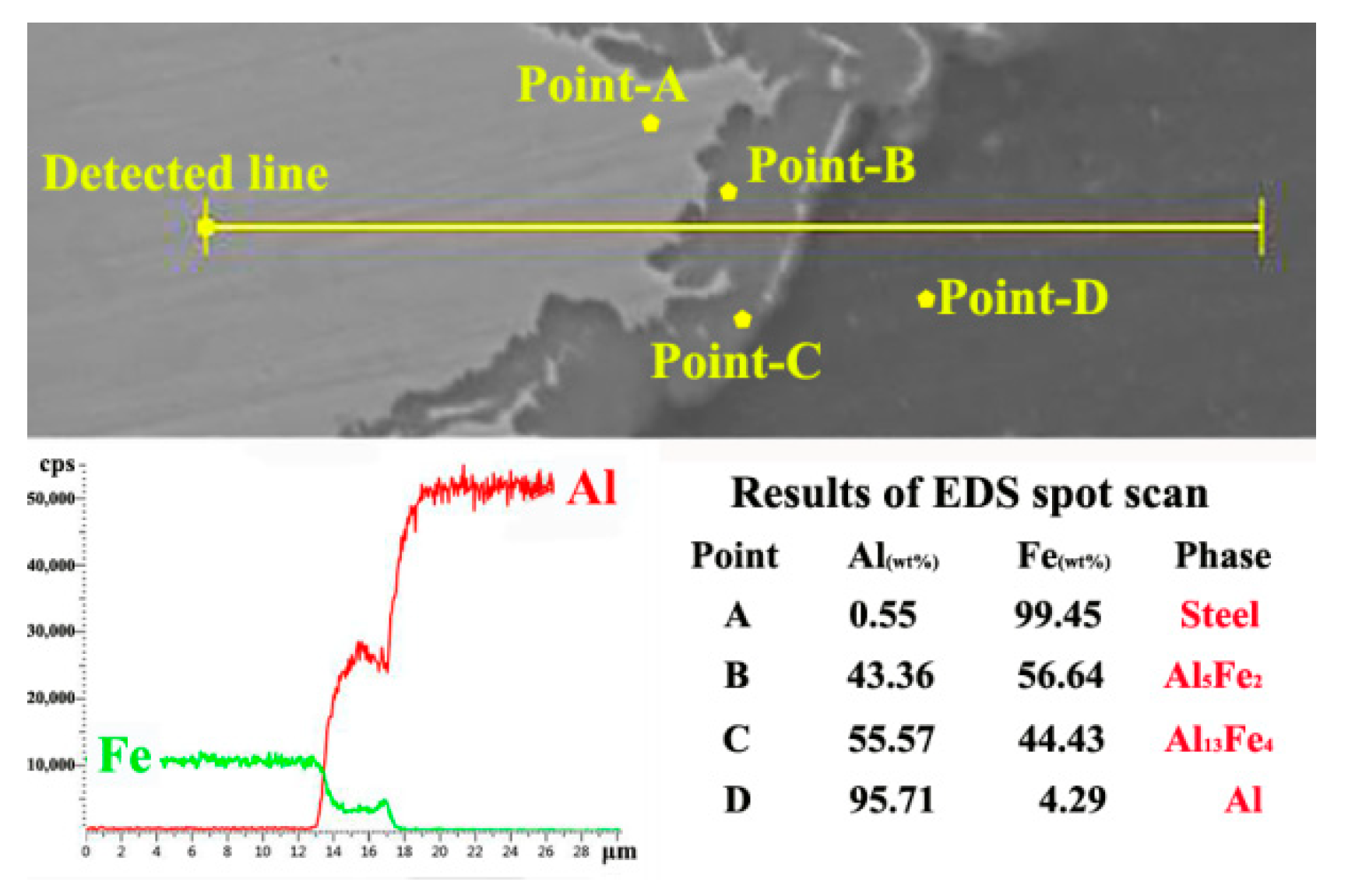
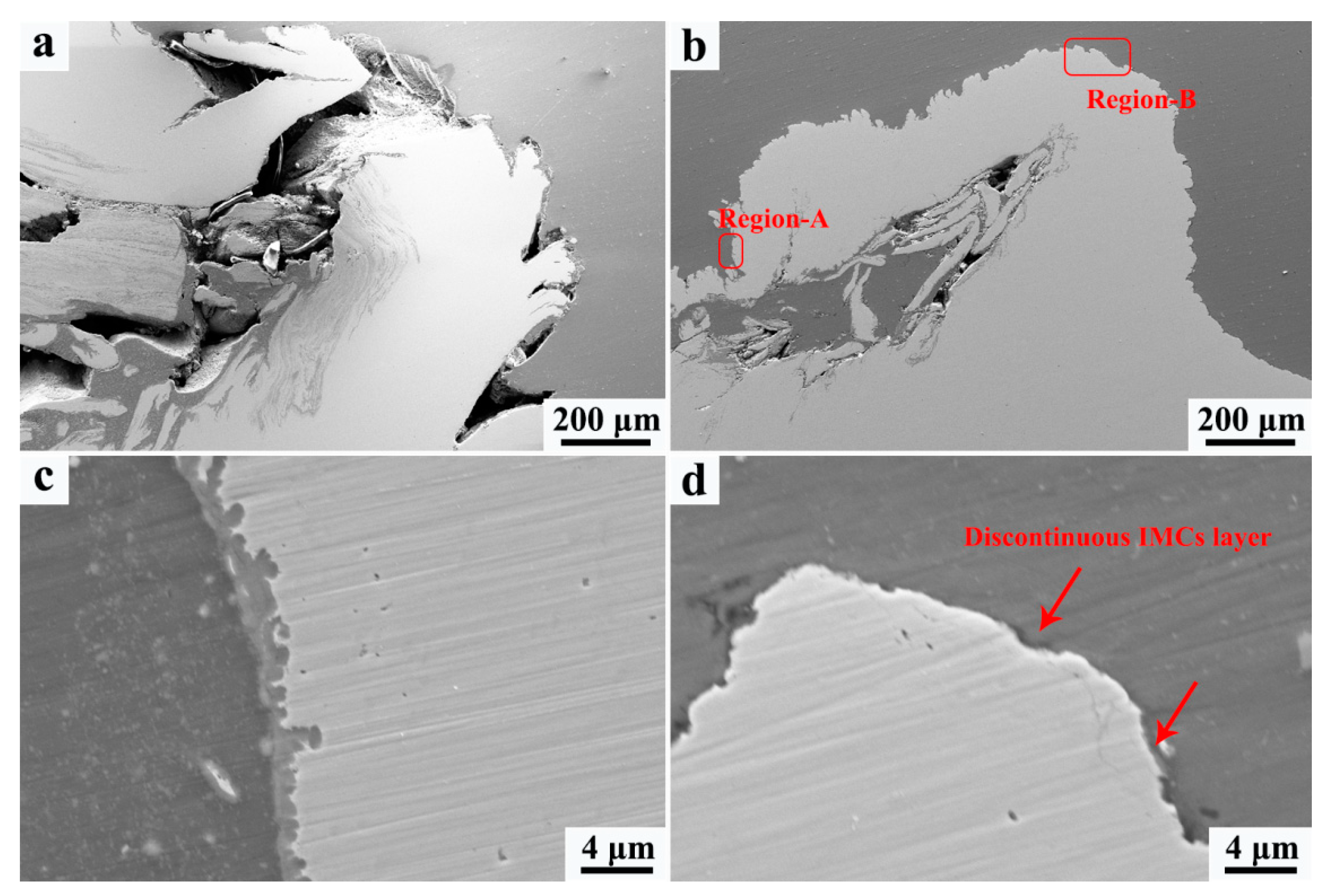
- Compared with FSW, the material flow during UaFSW was enhanced, decreasing the volume of welding defects in the NZ. Moreover, the IMCs layers at the top of the NZ became smooth and thin due to the acoustoplastic effect of ultrasonic vibration, and the IMCs layer was mainly comprised of Al5Fe2 and Al13Fe4 phases. However, the acoustoplastic effect was weakened at low temperatures. As a result, both welding defects and discontinuous IMCs layers formed at the bottom of the NZ;
- (2)
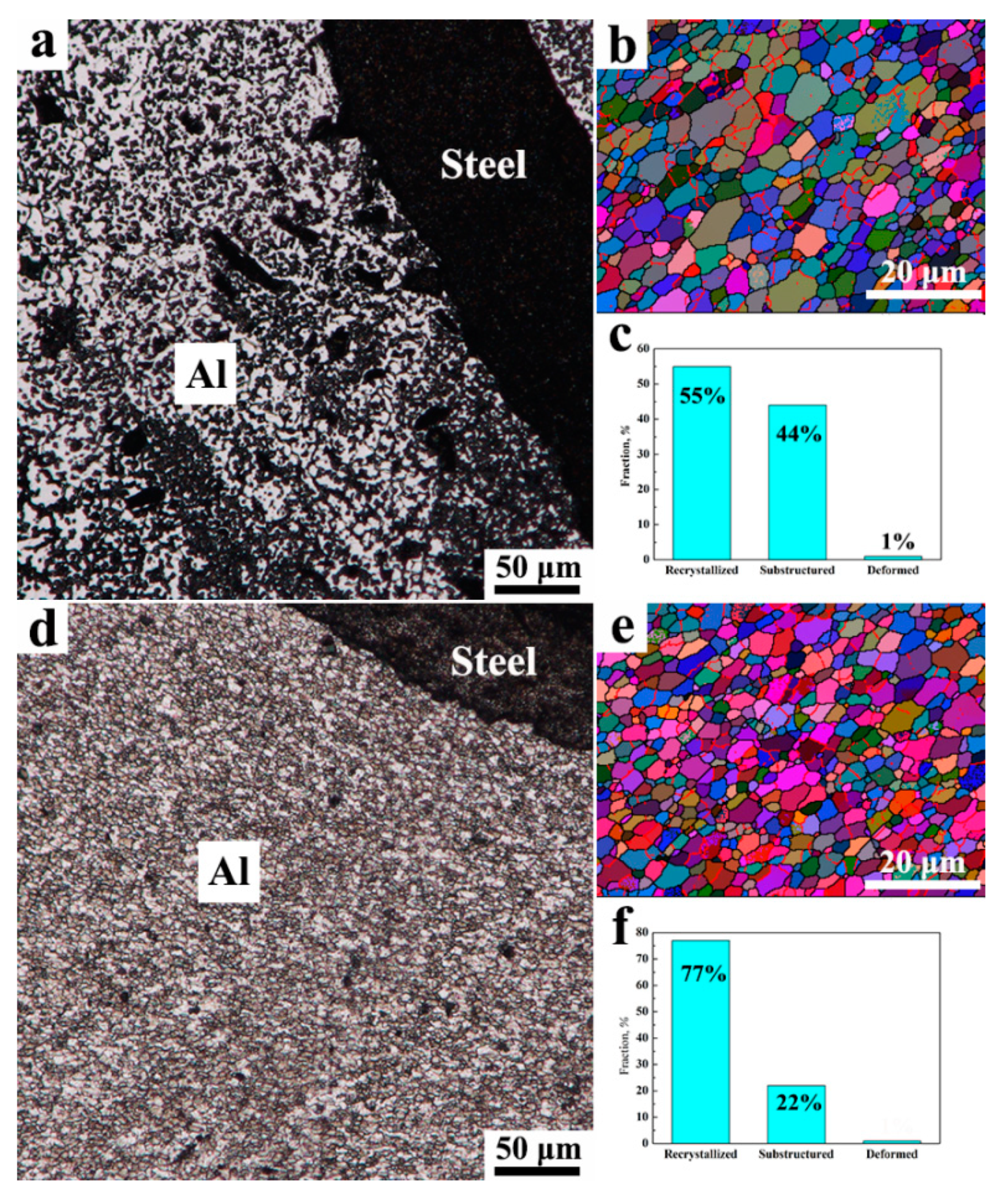
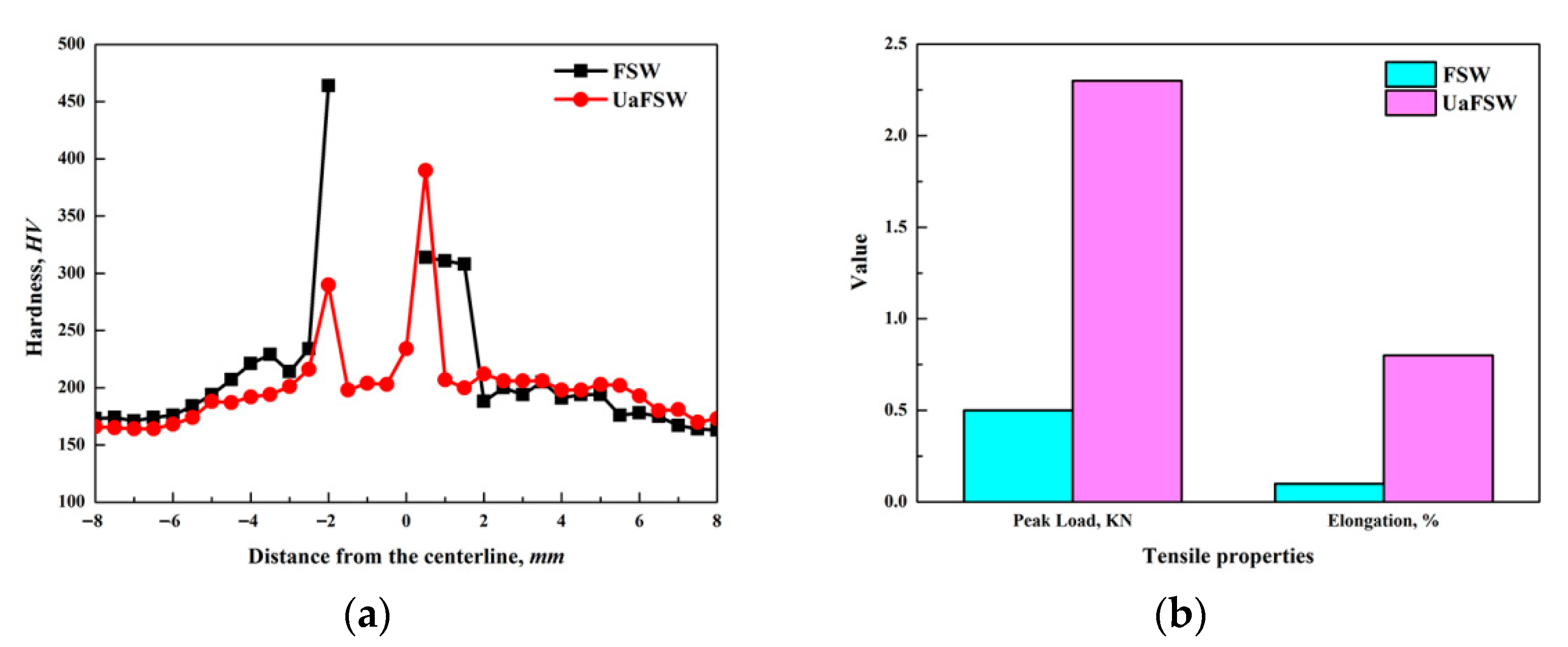
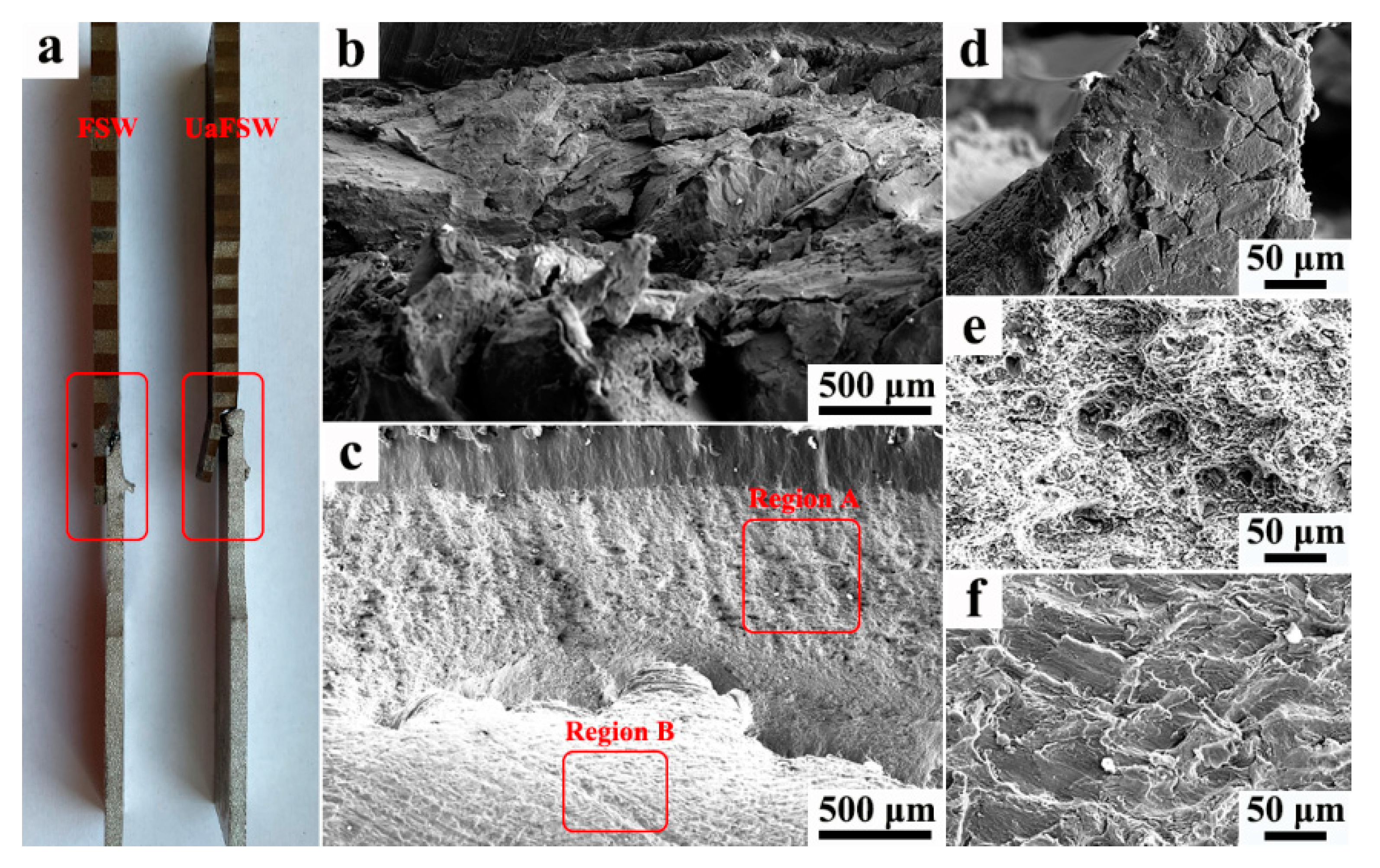
- The application of ultrasonic vibration accelerated the DRX process, and the fraction of recrystallization increased from 55% to 77%. Besides, superimposing ultrasonic vibration led to better grain refinement in the NZ, which was caused by the increased strain rate and stored energy. In comparison to the FSW joint, the tensile properties of the UaFSW joint were elevated, and a 1.5 KN (or 200%) increment in the peak tensile load (or elongation) was obtained for the UaFSW joint. Meanwhile, the fracture mode of the UaFSW joint shifted from ductile at the top of the NZ to brittle at the bottom of the NZ.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Y.; Cai, Z.H.; Ding, H.; Zhang, F.H. Characteristics of dissimilar aluminum/steel joint fabricated via self-riveting friction stir lap welding. Trans. Indian Inst. Met. 2021, 74, 2621–2629. [Google Scholar] [CrossRef]
- Zhou, L.; Yu, M.R.; Liu, B.Y.; Zhang, Z.L.; Liu, S.W.; Song, X.G.; Zhao, H.Y. Microstructure and mechanical properties of Al/steel dissimilar welds fabricated by friction surfacing assisted friction stir lap welding. J. Mater. Res. Technol. 2020, 9, 212–221. [Google Scholar] [CrossRef]
- Zhao, S.; Ni, J.; Wang, G.Q.; Wang, Y.H.; Bi, Q.Z.; Zhao, Y.H.; Liu, X. Effects of tool geometry on friction stir welding of AA6061 to TRIP steel. J. Mater. Process. Tech. 2018, 261, 39–49. [Google Scholar] [CrossRef]
- Dehghani, M.; Akbari-Mousavi, S.A.A.; Amadeh, A. Effects of welding parameters and tool geometry on properties of 3003-H18 aluminum alloy to mild steel friction stir weld. Trans. Nonferrous Met. Soc. China 2013, 23, 1957–1965. [Google Scholar] [CrossRef]
- Kar, A.; Vicharapu, B.; Morisada, Y.; Fujii, H. Elucidation of interfacial microstructure and properties in friction stir lap welding of aluminum alloy and mild steel. Mater. Charact. 2020, 168, 110572. [Google Scholar] [CrossRef]
- Mao, Y.Q.; Yang, P.; Ke, L.M.; Xu, Y.; Chen, Y.H. Microstructure evolution and recrystallization behavior of friction stir welded thick Al-Mg-Zn-Cu alloys: Influence of pin centerline deviation. Acta. Metall. Sin. Engl. Lett. 2021, in press. [Google Scholar] [CrossRef]
- Singh, K.J.; Sidhu, R.S. Analyzing of mechanical properties and microstructure of friction stir welded AZ31 magnesium alloy joint. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Anaman, S.Y.; Cho, H.H.; Das, H.; Lee, J.S.; Hong, S.T. Microstructure and mechanical/electrochemical properties of friction stir butt welded joint of dissimilar aluminum and steel alloys. Mater. Charact. 2019, 154, 67–79. [Google Scholar] [CrossRef]
- Pourali, M.; Abdollah-Zadeh, A.; Saeid, T.; Kargar, F. Influence of welding parameters on intermetallic compounds formation in dissimilar steel/aluminum friction stir welds. J. Alloy. Compd. 2017, 715, 1–8. [Google Scholar] [CrossRef]
- Liu, F.C.; Dong, P. From thick intermetallic to nanoscale amorphous phase at Al-Fe joint interface: Roles of friction stir welding conditions. Scr. Mater. 2021, 191, 167–172. [Google Scholar] [CrossRef]
- Wang, T.H.; Komarasamy, M.; Liu, K.M.; Mishra, R.S. Friction stir butt welding of strain-hardened aluminum alloy with high strength steel. Mater. Sci. Eng. A 2018, 737, 85–89. [Google Scholar] [CrossRef]
- Hussein, S.A.; Tahir, A.S.M.; Hadzley, A.B. Characteristics of aluminum-to-steel joint made by friction stir welding: A review. Mater. Today Commun. 2015, 5, 32–49. [Google Scholar] [CrossRef]
- Bozzi, S.; Helbert-Etter, A.L.; Baudin, T.; Criqui, B.; Kerbiguet, J.G. Intermetallic compounds in Al 6061/IF-steel friction stir spot welds. Mater. Sci. Eng. A 2010, 527, 4505–4509. [Google Scholar] [CrossRef]
- Liu, X.; Lan, S.H.; Ni, J. Analysis of process parameters effects on friction stir welding of dissimilar aluminum alloy to advanced high strength steel. Mater. Des. 2014, 59, 50–62. [Google Scholar] [CrossRef]
- Yazdipour, A.; Heidarzadeh, A. Effect of friction stir welding on microstructure and mechanical properties of dissimilar Al 5083-H321 and 316L stainless steel alloy joints. J. Alloy. Compd. 2016, 680, 595–603. [Google Scholar] [CrossRef]
- Ma, Z.W.; Jin, Y.Y.; Ji, S.D.; Meng, X.C.; Ma, L.; Li, Q.H. A general strategy for the reliable joining of Al/Ti dissimilar alloys via ultrasonic assited friction stir welding. J. Mater. Sci. Technol. 2019, 35, 94–99. [Google Scholar] [CrossRef]
- Zhao, W.Z.; Wu, C.S.; Shi, L. Acoustic induce antifriction and its effect on thermo-mechanical behavior in altrasonic assisted friction stir welding. Int. J. Mech. Sci. 2021, 190, 106039. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Elimination of tunnel defect in ultrasonic vibration enhanced friction stir welding. Mater. Des. 2016, 90, 350–358. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Fujii, H.; Araki, H.; Sugita, K.; Liu, K. Ultrasonic-induced excess vacancies in friction stir processing and exploration of acoustoplastic effect. Scr. Mater. 2020, 185, 117–121. [Google Scholar] [CrossRef]
- Padhy, G.K.; Wu, C.S.; Gao, S.; Shi, L. Local microstructure evolution in Al 6061-T6 friction stir weld nugget enhanced by ultrasoinc vibration. Mater. Des. 2016, 92, 710–723. [Google Scholar] [CrossRef]
- Ji, S.D.; Meng, X.C.; Liu, Z.L.; Huang, R.F.; Li, Z.W. Dissimilar friction stir welding of 6061 aluminum alloy and AZ31 magnesium alloy assisted with ultrasonic. Mater. Lett. 2017, 201, 173–176. [Google Scholar] [CrossRef]
- Yu, M.R.; Zhao, H.Y.; Xu, F.; Chen, T.J.; Zhou, L.; Song, X.G.; Ma, N.S. Influence of ultrasonic vibrations on the microstructure and mechanical properties of Al/Ti friction stir lap welds. J. Mater. Process. Tech. 2020, 282, 116676. [Google Scholar] [CrossRef]
- Chen, Y.; Li, H.Y.; Wang, X.Y.; Ding, H.; Zhang, F.H. A comparative investigation on conventional and stationary shoulder friction stir welding of Al-7075 butt-lap structure. Metals 2019, 9, 1264. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.D.; Wang, K.S.; Wang, W.; Huang, L.Y.; Peng, P.; Yu, H.L. Microstructure and mechanical properties of dissimilar friction stir weld type 304 austenitic stainless steel to Q235 low carbon steel. Mater. Charact. 2019, 155, 109803. [Google Scholar] [CrossRef]
- Lezaack, M.B.; Simar, A. Avoiding abnormal grain growth in thick 7XXX aluminum alloy friction stir welds during T6 post heat treatments. Mater. Sci. Eng. A 2021, 807, 140901. [Google Scholar] [CrossRef]
- Verma, S.; Kumar, V.; Kumar, R.; Sidhu, R.S. Exploring the application domain of friction stir welding in aluminum and other alloys. Mater. Today Proc. 2022, 50, 1032–1042. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Cai, Z.H.; Zhao, J.W.; Li, J.Z. Effect of initial base metal temper on microstructure and mechanical properties of friction stir processed Al-7B04 alloy. Mater. Sci. Eng. A 2016, 650, 396–403. [Google Scholar] [CrossRef]
- Li, G.H.; Zhou, L.; Luo, S.F.; Dong, F.B.; Guo, N. Quality improvement of bobbin tool friction stir welds in Mg-Zn-Zr alloy by adjusting tool geometry. J. Mater. Process. Tech. 2020, 282, 116685. [Google Scholar] [CrossRef]
- Liu, H.J.; Hu, Y.Y.; Du, S.S.; Zhao, H.H. Microstructure characterization and mechanism of acoustoplastic effect in friction stir weld assisted by ultrasonic vibrations on the bottom surface of workpieces. J. Manuf. Process. 2019, 42, 159–166. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S.; Padhy, G.K.; Gao, S. Numerical simulation of ultrasonic field and its acoustoplastic influence on friction stir welding. Mater. Des. 2016, 104, 102–115. [Google Scholar] [CrossRef]
- Wang, T.D.; Sidhar, H.; Mishra, R.S.; Hovanski, Y.; Upadhyay, P.; Carlson, B. Evaluation of intermetallic compound layer at aluminum/steel interface joined by friction stir scribe technology. Mater. Des. 2019, 174, 107795. [Google Scholar] [CrossRef]
- Cao, F.J.; Huang, G.Q.; Guan, W.; Hou, W.T.; Ni, R.Y.; Shen, Y.F.; Liu, Q.J. Inhomogeneous microstructure and properties along the thickness of stir zone in friction stir welded SAF 2507 super duplex stainless steel joint. J. Manuf. Process. 2022, 73, 611–623. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, H.; Wang, X.Y.; Ding, H.; Zhao, J.W.; Zhang, F.H.; Ren, Z.H. Influence of tool pin eccentricity on microstructural evolution and mechanical properties of friction stir processed Al-5052 alloy. Mater. Sci. Eng. A 2019, 739, 272–276. [Google Scholar] [CrossRef]
- Azimzadegan, T.; Serajzadeh, S. An investigation into microstructures and mechanical properties of AA7075-T6 during Friction stir welding at relatively high rotational speeds. J. Mater. Eng. Perform. 2010, 19, 1256–1263. [Google Scholar] [CrossRef]
- Shi, L.; Yang, H.; Guo, L.G.; Zhang, J. Constitutive modeling of deformation in high temperature of a forging 6005A aluminum alloys. Mater. Des. 2014, 54, 576–581. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S.; Liu, X.C. Modeling the effects of ultrasonic vibration on friction stir welding. J. Mater. Process. Tech. 2015, 222, 91–102. [Google Scholar] [CrossRef]
- Wu, C.S.; Wang, T.; Su, H. Material flow velocity, strain and strain rate in ultrasonic vibration enhanced friction stir welding of dissimilar Al/Mg alloys. J. Manuf. Process. 2022, 75, 13–22. [Google Scholar] [CrossRef]
- Ji, G.; Li, F.; Li, Q.; Li, Z. Research on the dynamic recrystallization kinetics of Aermet100 steel. Mater. Sci. Eng. A 2010, 527, 2350–2355. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Fujii, H.; Ushioda, K. Effect of ultrasound on microstructure evolution of friction stir welded aluminum alloys. J. Manuf. Process. 2020, 56, 362–371. [Google Scholar] [CrossRef]
- Malopheyev, S.; Mironov, S.; Kulitskiy, V.; Kaibyshev, R. Friction-stir welding of ultra-fine grained sheets of Al-Mg-Sc-Zr alloy. Mater. Sci. Eng. A 2015, 739, 132–139. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AA7075 | Zn | Mg | Cu | Mn | Fe | Cr | Al |
| 5.72 | 2.36 | 1.65 | 0.22 | 0.31 | 0.24 | Bal | |
| Q235 | C | Si | Mn | P | S | (Nb-Al-V) | Fe |
| 0.13 | 0.03 | 0.43 | 0.03 | 0.02 | ~0.01 | Bal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Zhang, F. Improving the Quality of Dissimilar Al/Steel Butt-Lap Joint via Ultrasonic-Assisted Friction Stir Welding. Materials 2022, 15, 1741. https://doi.org/10.3390/ma15051741
Chen Y, Zhang F. Improving the Quality of Dissimilar Al/Steel Butt-Lap Joint via Ultrasonic-Assisted Friction Stir Welding. Materials. 2022; 15(5):1741. https://doi.org/10.3390/ma15051741
Chicago/Turabian StyleChen, Yu, and Fenghe Zhang. 2022. "Improving the Quality of Dissimilar Al/Steel Butt-Lap Joint via Ultrasonic-Assisted Friction Stir Welding" Materials 15, no. 5: 1741. https://doi.org/10.3390/ma15051741