
Effect of Radiofrequency Plasma Spheroidization Treatment on the Laser Directed Energy Deposited Properties of Low-Cost Hydrogenated-Dehydrogenated Titanium Powder

 , and
, and 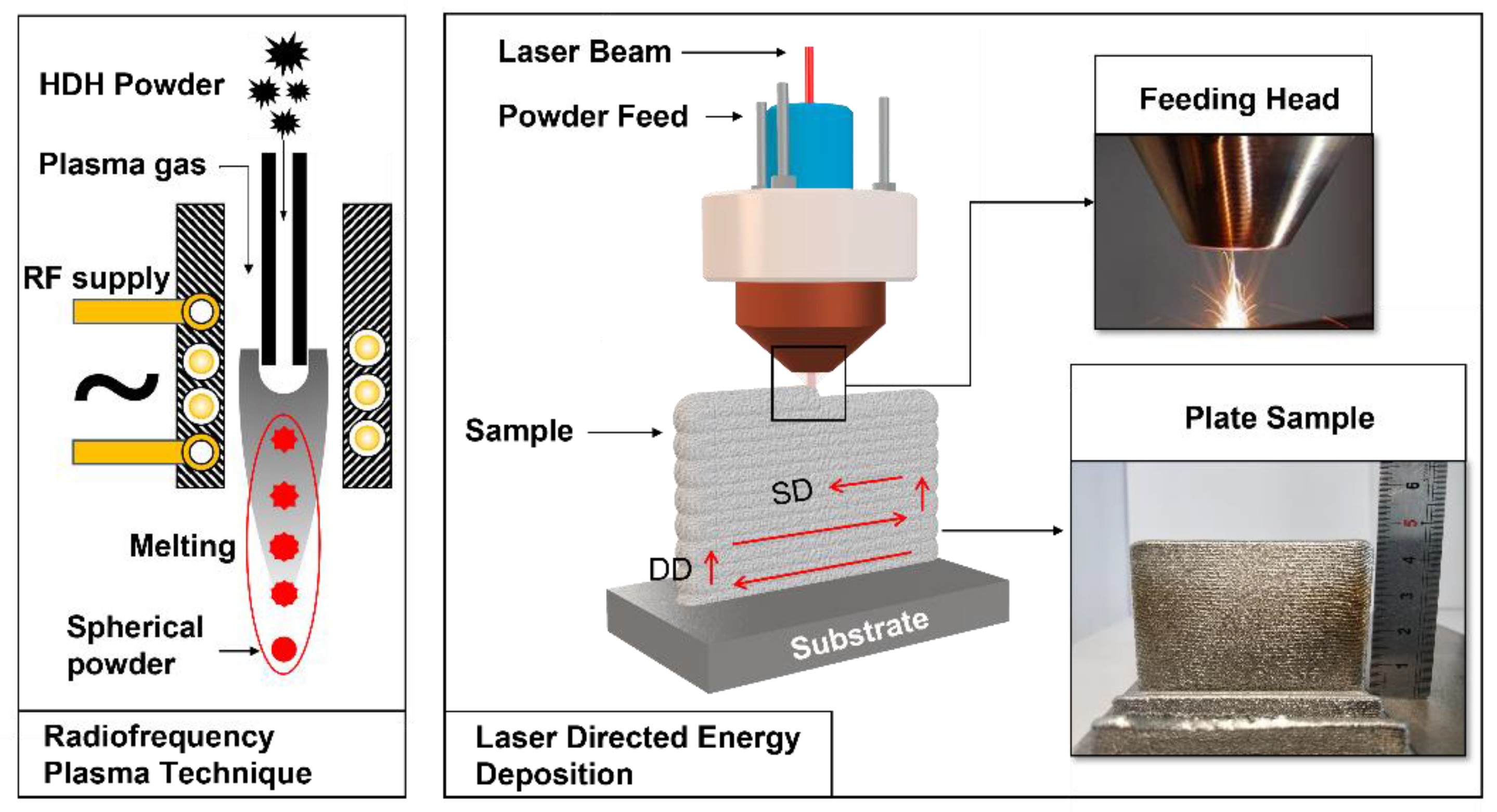{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
4. Conclusions
- (1)
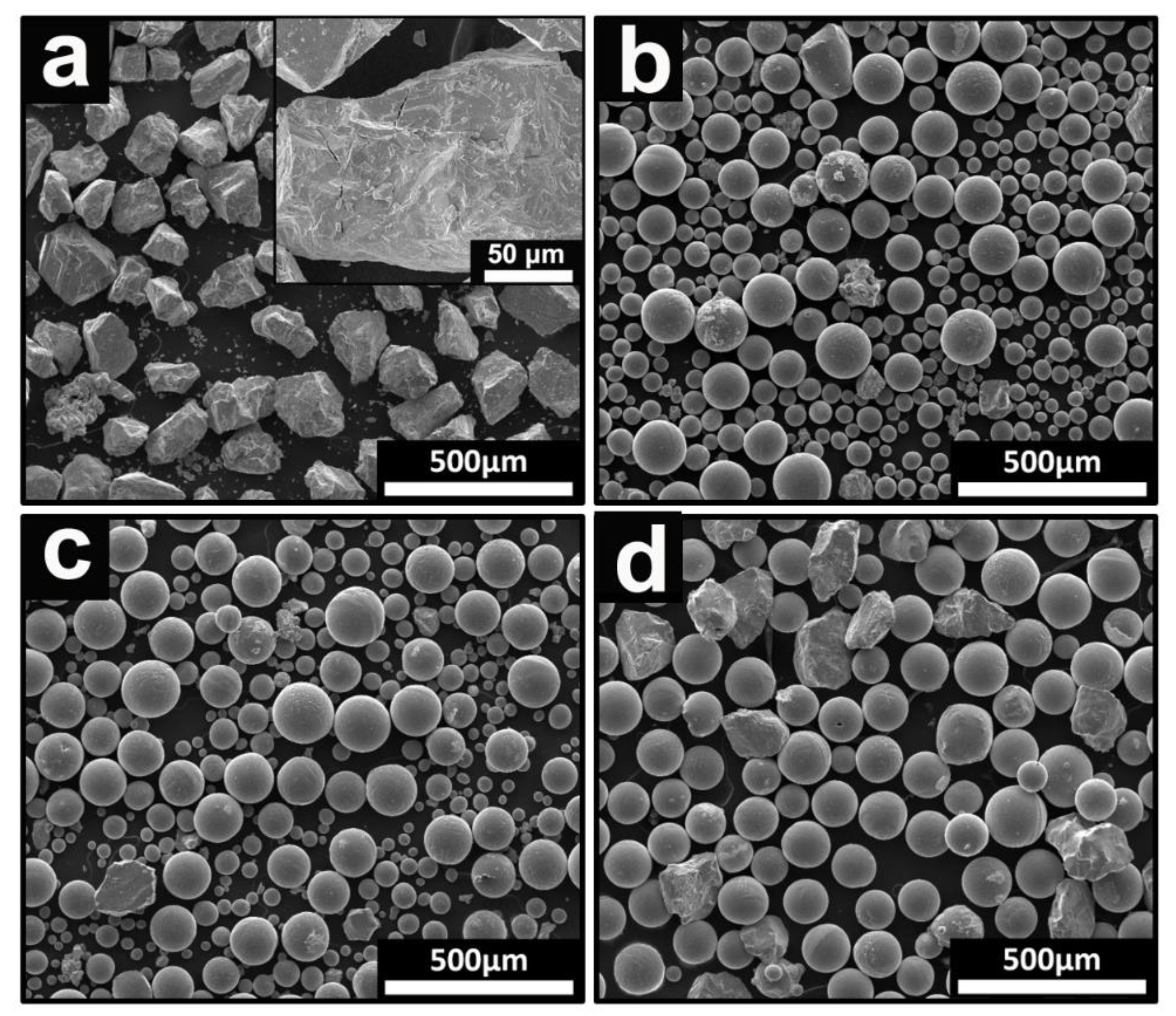
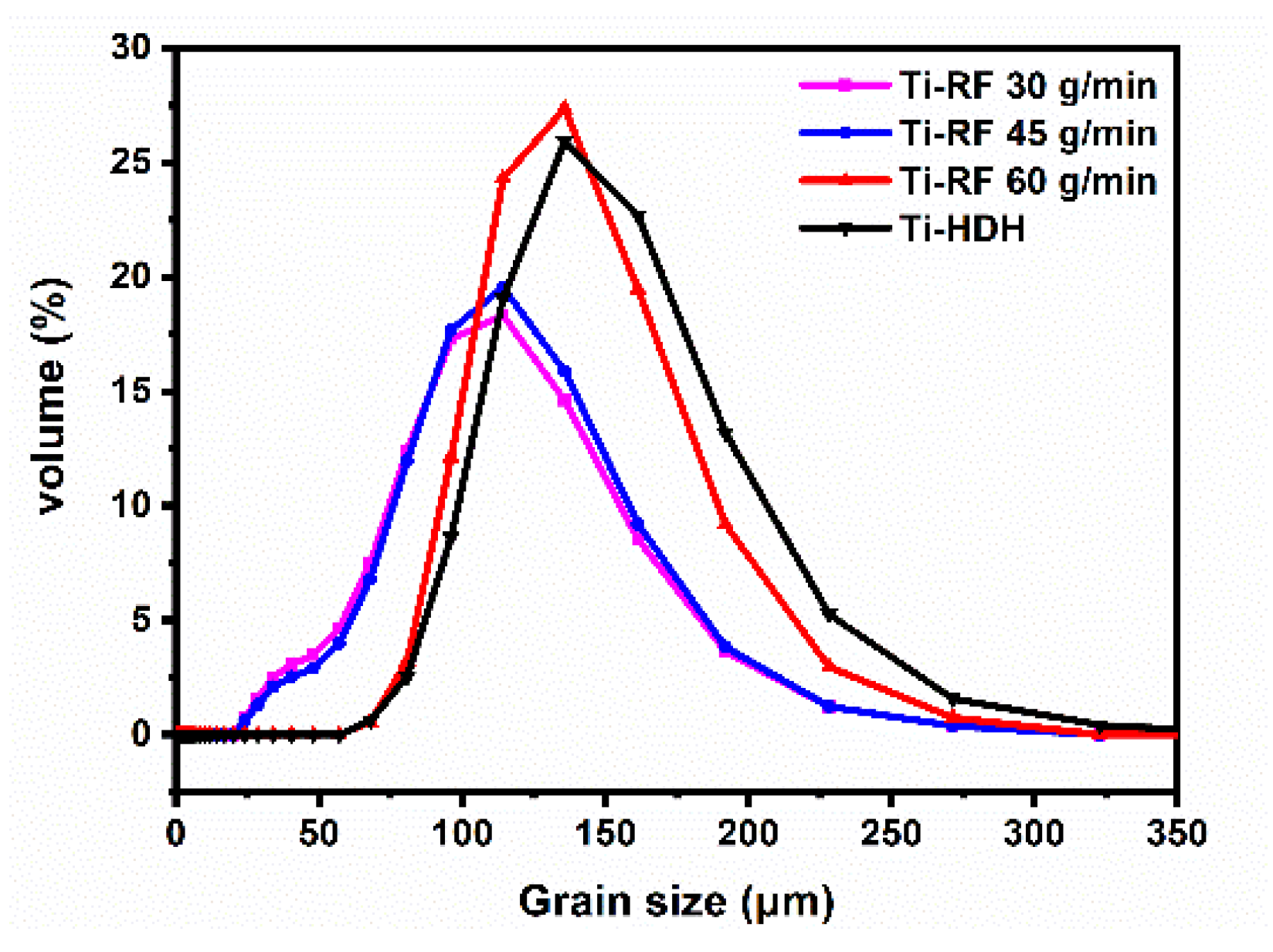
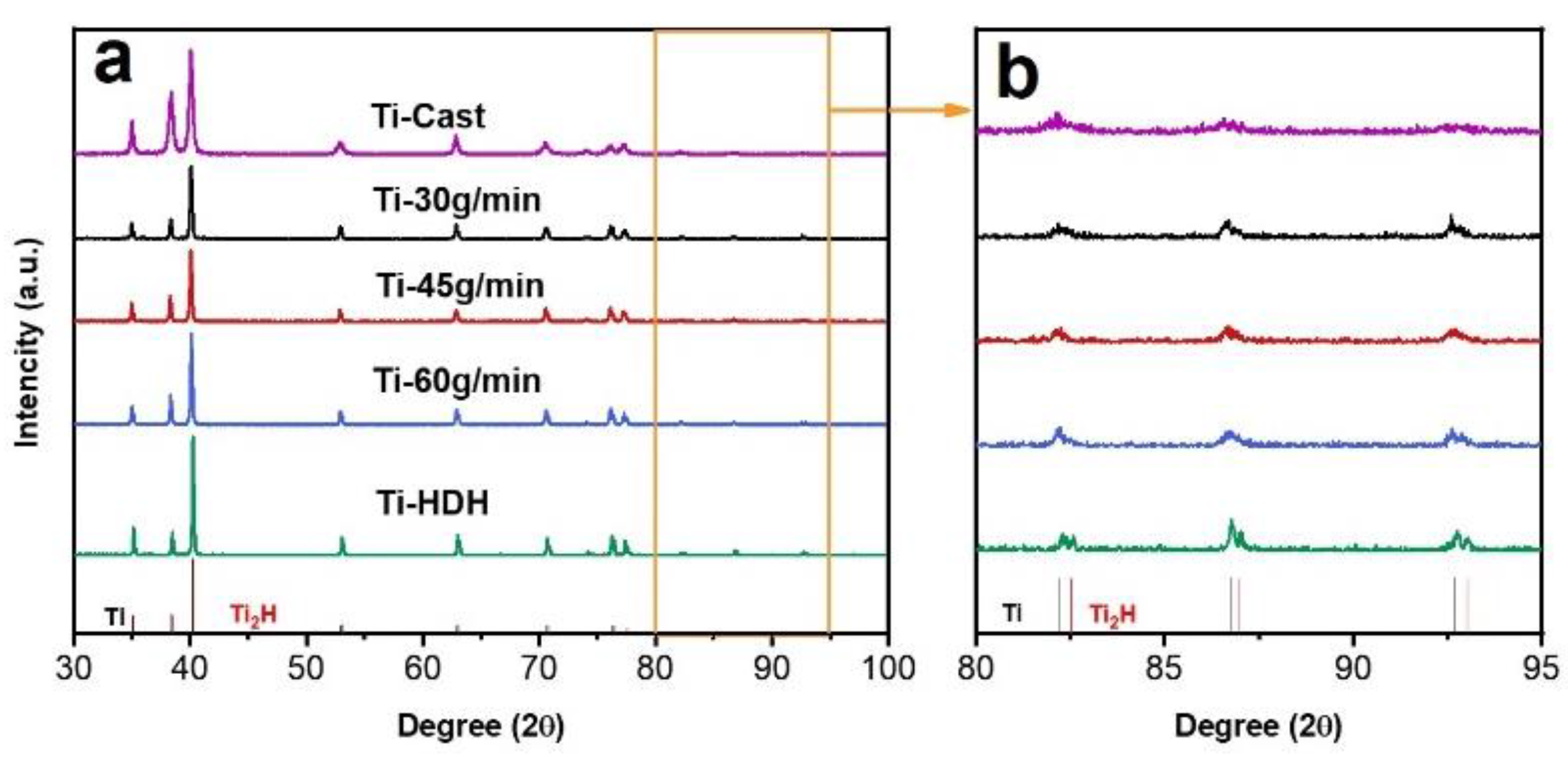
- Microstructural analyses of the powder revealed that the radio frequency plasma treatment, not only optimizes the shape of titanium powder, but also benefits the removal of the residual Ti2H phase in the powder.
- (2)
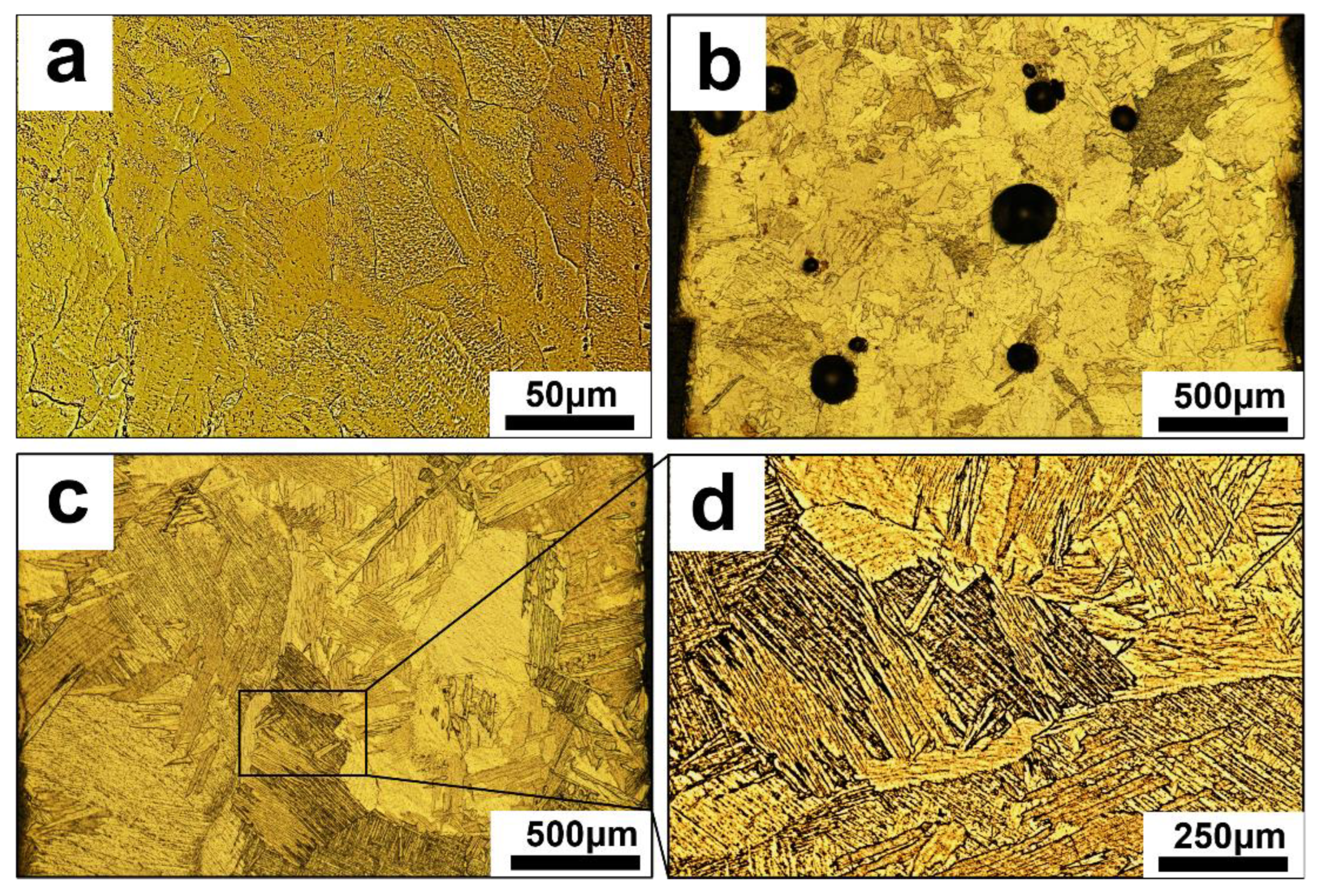
- Microstructural analyses of the CP-Ti samples present that the LDED-HDH-RF-produced samples have a denser microstructure than the LDED-HDH-RF-produced samples.
- (3)
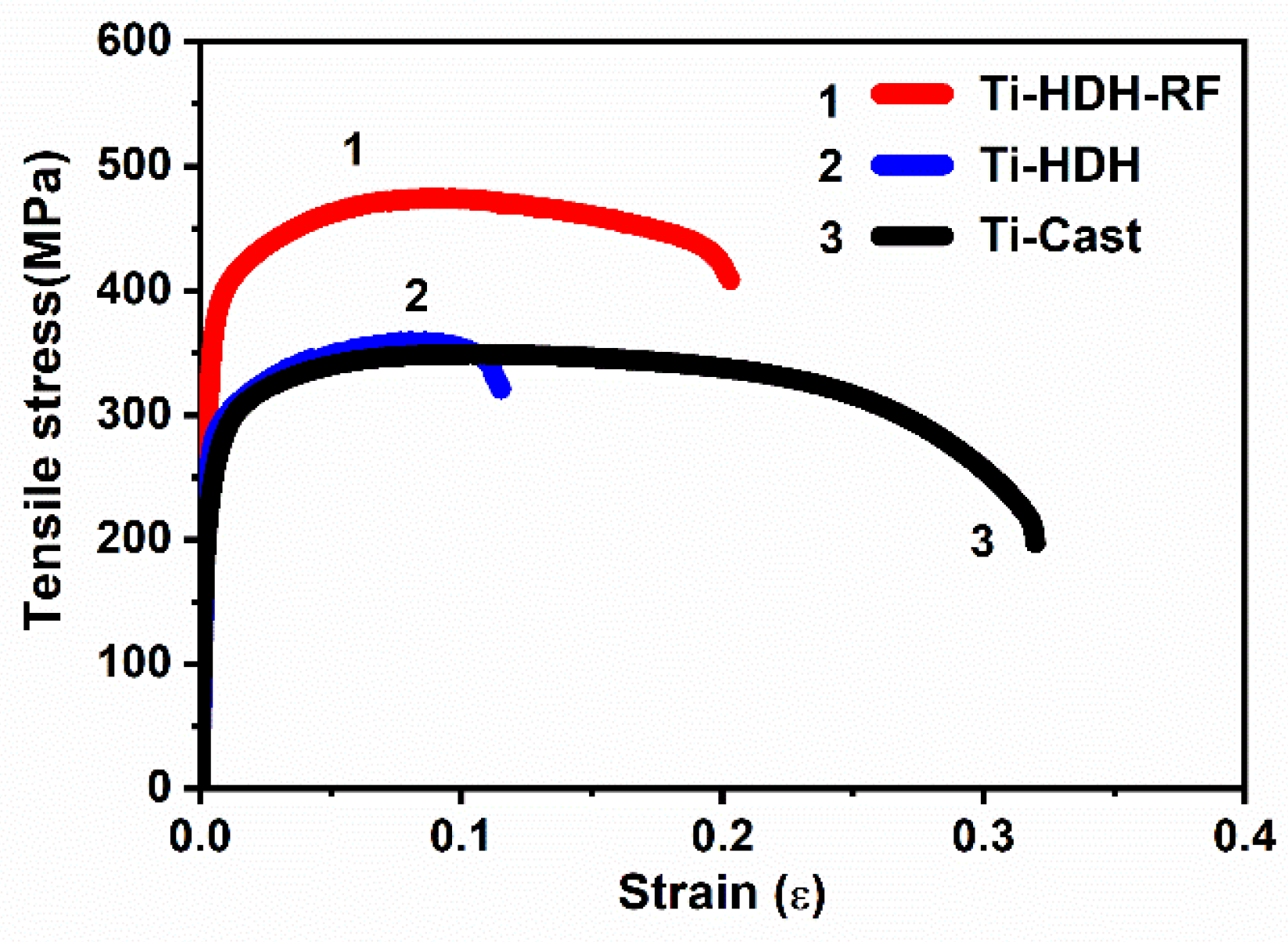
- Tensile testing indicated that LDED-HDH-RF-produced samples possess an excellent combination of tensile strength and tensile ductility. Compared to the cast samples, the higher yield strength of the LDED-HDRHT-produced samples should be attribute to the fine α lath shape.
- (4)
- The present work provides an approach for LDED-fabricated CP-Ti to accommodate the economic and mechanical properties of CP-Ti, while providing insights into the expanding application of HDH titanium powder.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Na, T.-W.; Kim, W.R.; Yang, S.-M.; Kwon, O.; Park, J.M.; Kim, G.-H.; Jung, K.-H.; Lee, C.-W.; Park, H.-K.; Kim, H.G. Effect of laser power on oxygen and nitrogen concentration of commercially pure titanium manufactured by selective laser melting. Mater. Charact. 2018, 143, 110–117. [Google Scholar] [CrossRef]
- Zhao, X.; Niinomi, M.; Nakai, M.; Hieda, J.; Ishimoto, T.; Nakano, T. Optimization of Cr content of metastable β-type Ti–Cr alloys with changeable Young’s modulus for spinal fixation applications. Acta Biomater. 2012, 8, 2392–2400. [Google Scholar] [CrossRef] [PubMed]
- Froes, F.; Mashl, S.; Hebeisen, J.; Moxson, V.; Duz, V. The technologies of titanium powder metallurgy. JOM 2004, 56, 46–48. [Google Scholar] [CrossRef]
- Uhlmann, E.; Kersting, R.; Klein, T.B.; Cruz, M.F.; Borille, A.V. Additive manufacturing of titanium alloy for aircraft components. Procedia CIRP 2015, 35, 55–60. [Google Scholar] [CrossRef]
- Kovacı, H. Comparison of the microstructural, mechanical and wear properties of plasma oxidized Cp-Ti prepared by laser powder bed fusion additive manufacturing and forging processes. Surf. Coat. Technol. 2019, 374, 987–996. [Google Scholar] [CrossRef]
- Kang, N.; Yuan, H.; Coddet, P.; Ren, Z.; Bernage, C.; Liao, H.; Coddet, C. On the texture, phase and tensile properties of commercially pure Ti produced via selective laser melting assisted by static magnetic field. Mater. Sci. Eng. C 2017, 70, 405–407. [Google Scholar] [CrossRef] [PubMed]
- Hasib, M.T.; Ostergaard, H.E.; Liu, Q.; Li, X.; Kruzic, J.J. Tensile and fatigue crack growth behavior of commercially pure titanium produced by laser powder bed fusion additive manufacturing. Addit. Manuf. 2021, 45, 102027. [Google Scholar] [CrossRef]
- Barro, Ó.; Arias-González, F.; Lusquiños, F.; Comesaña, R.; del Val, J.; Riveiro, A.; Badaoui, A.; Gómez-Baño, F.; Pou, J. Improved commercially pure titanium obtained by laser directed energy deposition for dental prosthetic applications. Metals 2021, 11, 70. [Google Scholar] [CrossRef]
- Sercombe, T.; Zhang, L.-C.; Li, S.; Hao, Y. Additive manufacturing of cp-Ti, Ti-6Al-4V and Ti2448. In Titanium in Medical and Dental Applications; Woodhead Publishing: Sawston, UK, 2018; pp. 303–324. [Google Scholar]
- Amado, J.; Rodríguez, A.; Montero, J.; Tobar, M.; Yáñez, A. A comparison of laser deposition of commercially pure titanium using gas atomized or Ti sponge powders. Surf. Coat. Technol. 2019, 374, 253–263. [Google Scholar] [CrossRef]
- Kusuma, C.; Ahmed, S.H.; Mian, A.; Srinivasan, R. Effect of laser power and scan speed on melt pool characteristics of commercially pure titanium (CP-Ti). J. Mater. Eng. Perform. 2017, 26, 3560–3568. [Google Scholar] [CrossRef]
- Attar, H.; Bermingham, M.; Ehtemam-Haghighi, S.; Dehghan-Manshadi, A.; Kent, D.; Dargusch, M. Evaluation of the mechanical and wear properties of titanium produced by three different additive manufacturing methods for biomedical application. Mater. Sci. Eng. A 2019, 760, 339–345. [Google Scholar] [CrossRef]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Powder metallurgy CP-Ti performances: Hydride-dehydride vs. sponge. Mater. Des. 2014, 60, 226–232. [Google Scholar] [CrossRef] [Green Version]
- Balog, M.; Viskic, J.; Krizik, P.; Schauperl, Z.; Snajdar, M.; Stanec, Z.; Catic, A. CP TI fabricated by low temperature extrusion of HDH powder: Application in dentistry. Key Eng. Mater. 2016, 704, 351–359. [Google Scholar] [CrossRef]
- Tao, Q.; Wang, Z.; Chen, G.; Cai, W.; Cao, P.; Zhang, C.; Ding, W.; Lu, X.; Luo, T.; Qu, X. Selective laser melting of CP-Ti to overcome the low cost and high performance trade-off. Addit. Manuf. 2020, 34, 101198. [Google Scholar] [CrossRef]
- Fang, X.; Ren, C.; Zhang, L.; Wang, C.; Huang, K.; Lu, B. A model of bead size based on the dynamic response of CMT-based wire and arc additive manufacturing process parameters. Rapid Prototyp. J. 2021, 27, 741–753. [Google Scholar] [CrossRef]
- Kulkarni, J.D.; Goka, S.B.; Parchuri, P.K.; Yamamoto, H.; Ito, K.; Simhambhatla, S. Microstructure evolution along build direction for thin-wall components fabricated with wire-direct energy deposition. Rapid Prototyp. J. 2021, 27, 1289–1301. [Google Scholar] [CrossRef]
- Tang, S.; Wang, G.; Song, H.; Li, R.; Zhang, H. A novel method of bead modeling and control for wire and arc additive manufacturing. Rapid Prototyp. J. 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Wang, J.-J.; Hao, J.-J.; Guo, Z.-M.; Wang, Y.-M. Preparation of spherical tungsten and titanium powders by RF induction plasma processing. Rare Met. 2015, 34, 431–435. [Google Scholar] [CrossRef]
- Lonardelli, I.; Gey, N.; Wenk, H.-R.; Humbert, M.; Vogel, S.; Lutterotti, L. In situ observation of texture evolution during α→ β and β→ α phase transformations in titanium alloys investigated by neutron diffraction. Acta Mater. 2007, 55, 5718–5727. [Google Scholar] [CrossRef]
- Stanford, N.; Carlson, U.; Barnett, M. Deformation twinning and the Hall-Petch relation in commercial purity Ti. Metall. Mater. Trans. A 2008, 39, 934–944. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Huang, L.; Ren, C.; Wang, D.; Li, Q.; Li, J. Effect of Radiofrequency Plasma Spheroidization Treatment on the Laser Directed Energy Deposited Properties of Low-Cost Hydrogenated-Dehydrogenated Titanium Powder. Materials 2022, 15, 1548. https://doi.org/10.3390/ma15041548
Liu M, Huang L, Ren C, Wang D, Li Q, Li J. Effect of Radiofrequency Plasma Spheroidization Treatment on the Laser Directed Energy Deposited Properties of Low-Cost Hydrogenated-Dehydrogenated Titanium Powder. Materials. 2022; 15(4):1548. https://doi.org/10.3390/ma15041548
Chicago/Turabian StyleLiu, Min, Liufei Huang, Congcong Ren, Dou Wang, Qiang Li, and Jinfeng Li. 2022. "Effect of Radiofrequency Plasma Spheroidization Treatment on the Laser Directed Energy Deposited Properties of Low-Cost Hydrogenated-Dehydrogenated Titanium Powder" Materials 15, no. 4: 1548. https://doi.org/10.3390/ma15041548