
Influence of Selective Laser Melting Additive Manufacturing Parameters in Inconel 718 Superalloy

 , ,
, ,  , ,
, ,
Abstract
:1. Introduction
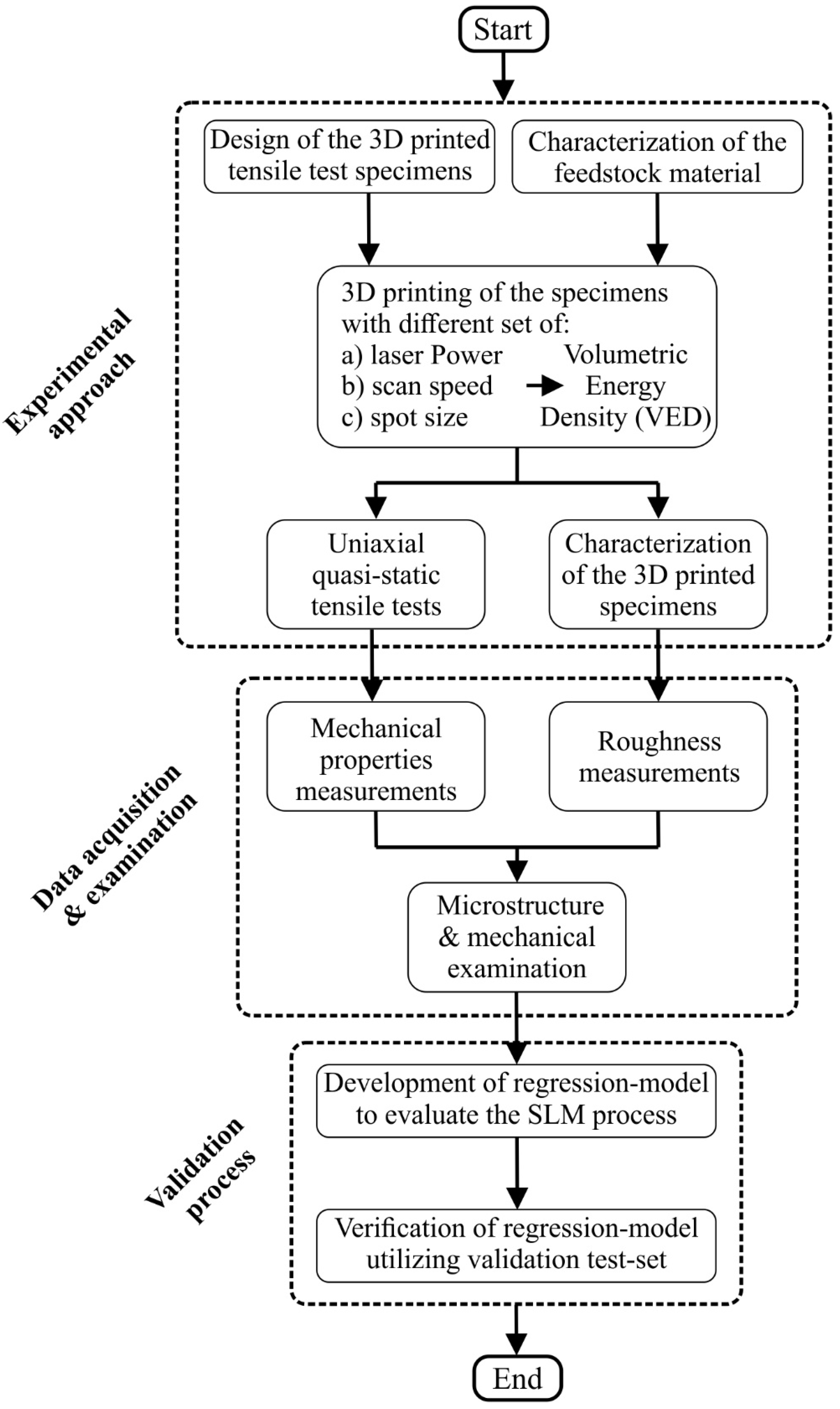
2. Materials and Methods
2.1. Material & Surface Characterization
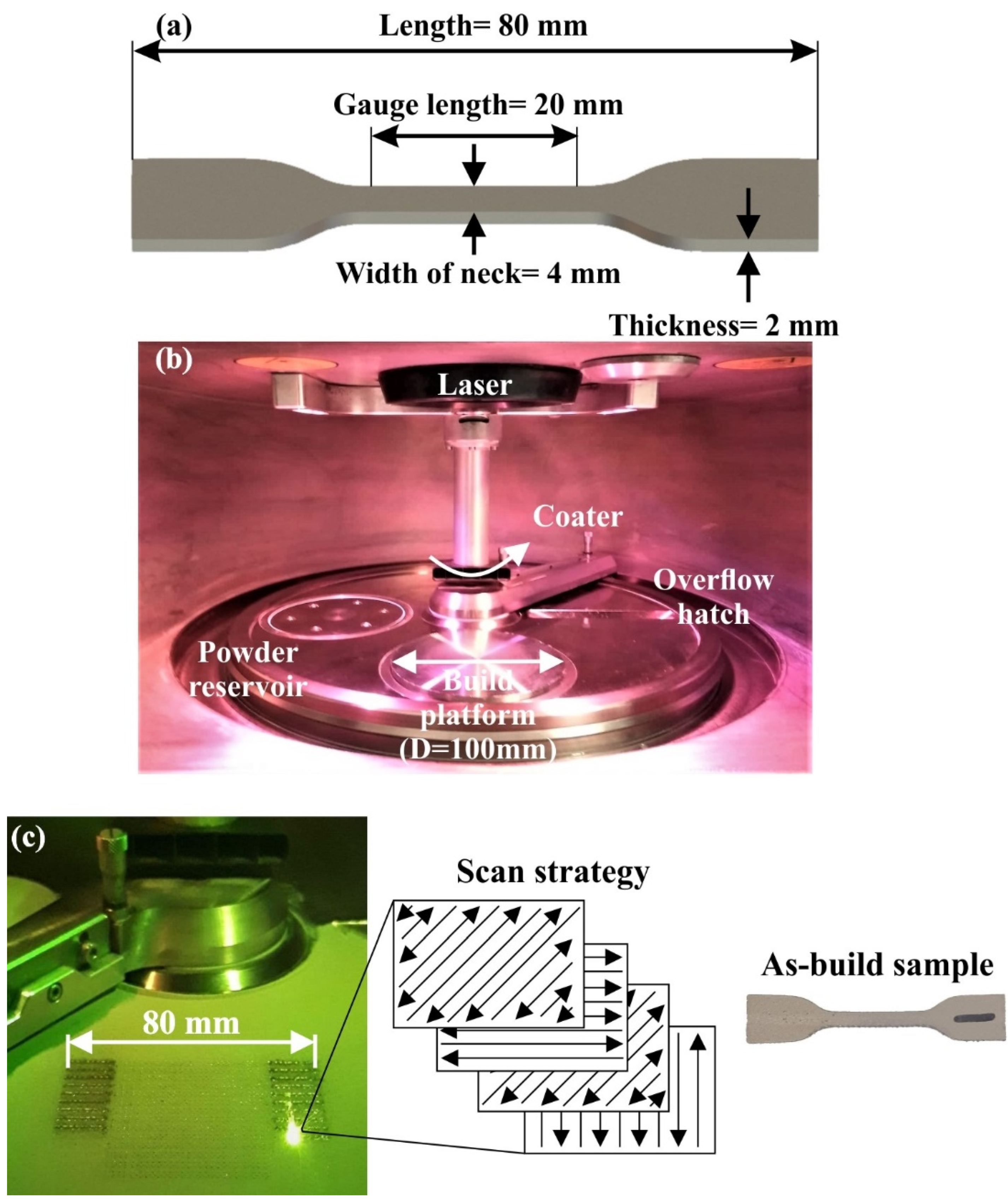
2.2. Modeling and AM Process
2.3. Mechanical Testing
2.4. Regression-Based Model
3. Results and Discussion
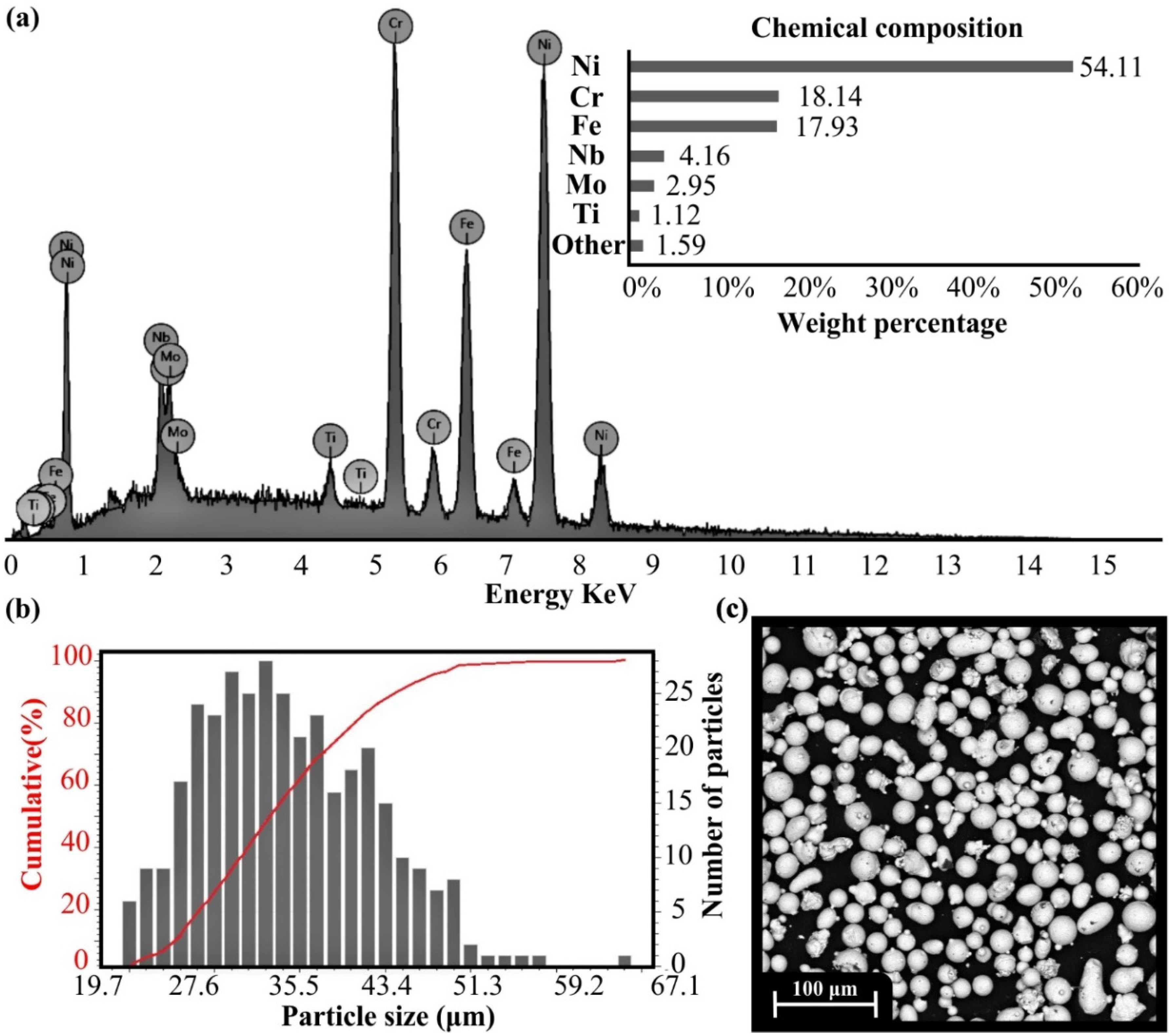
3.1. Characterization of Inconel 718 Powder
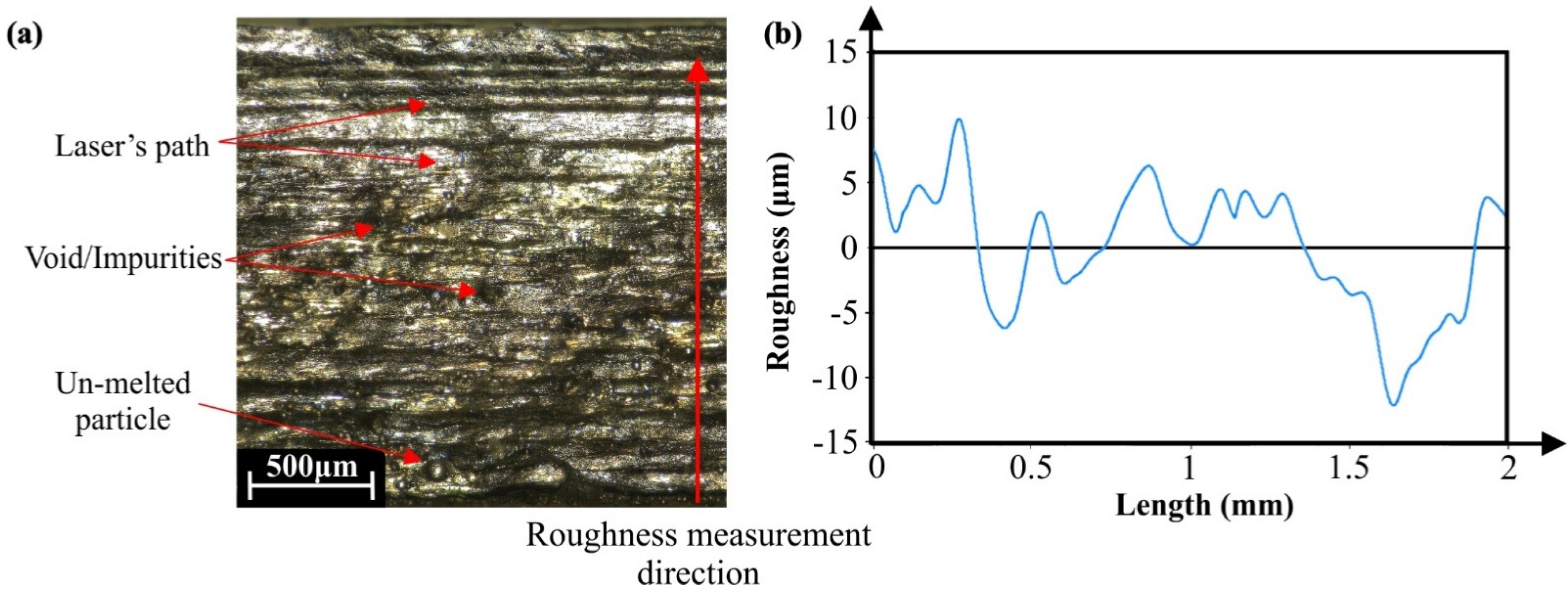
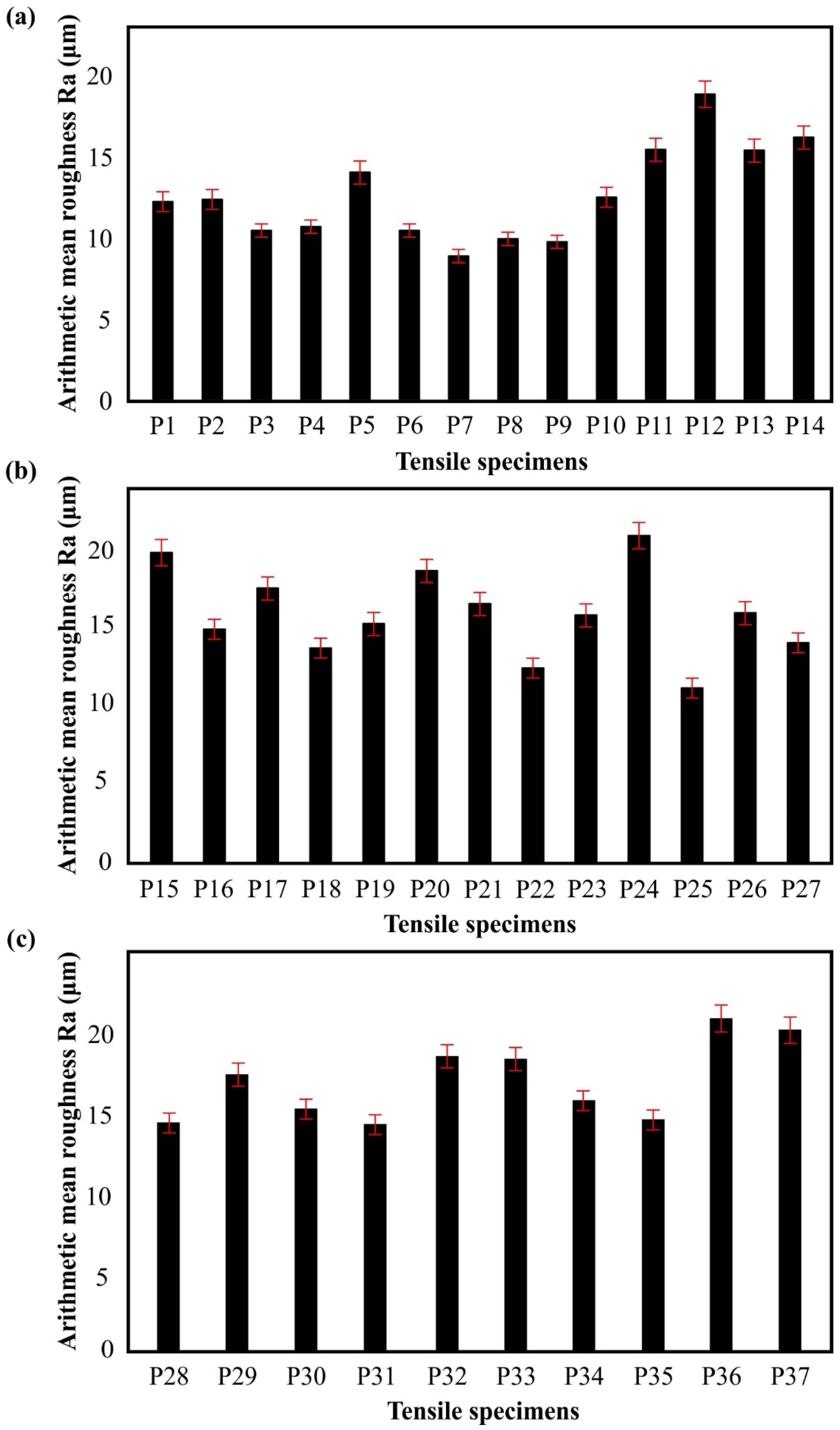
3.2. Surface Characterization
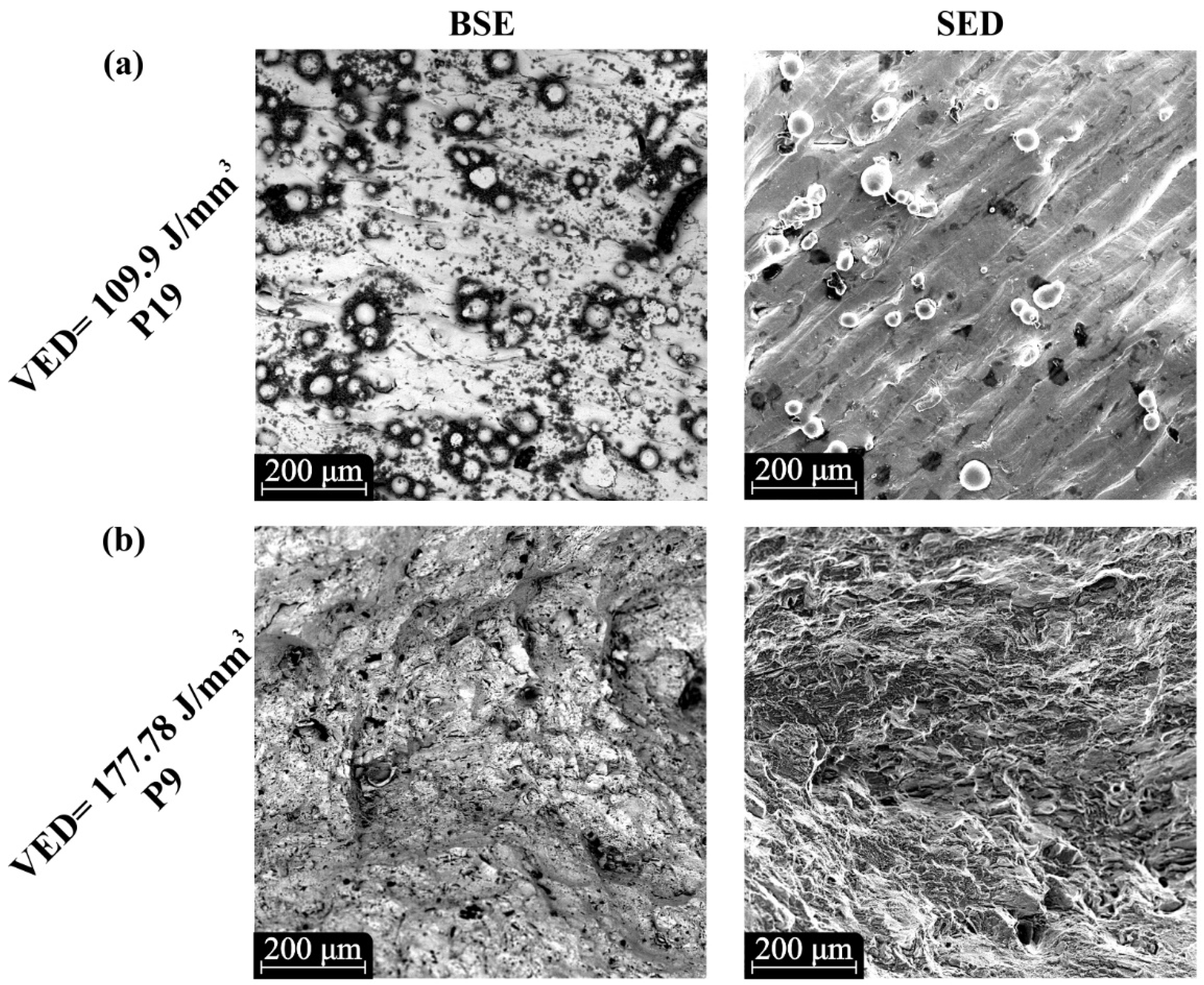
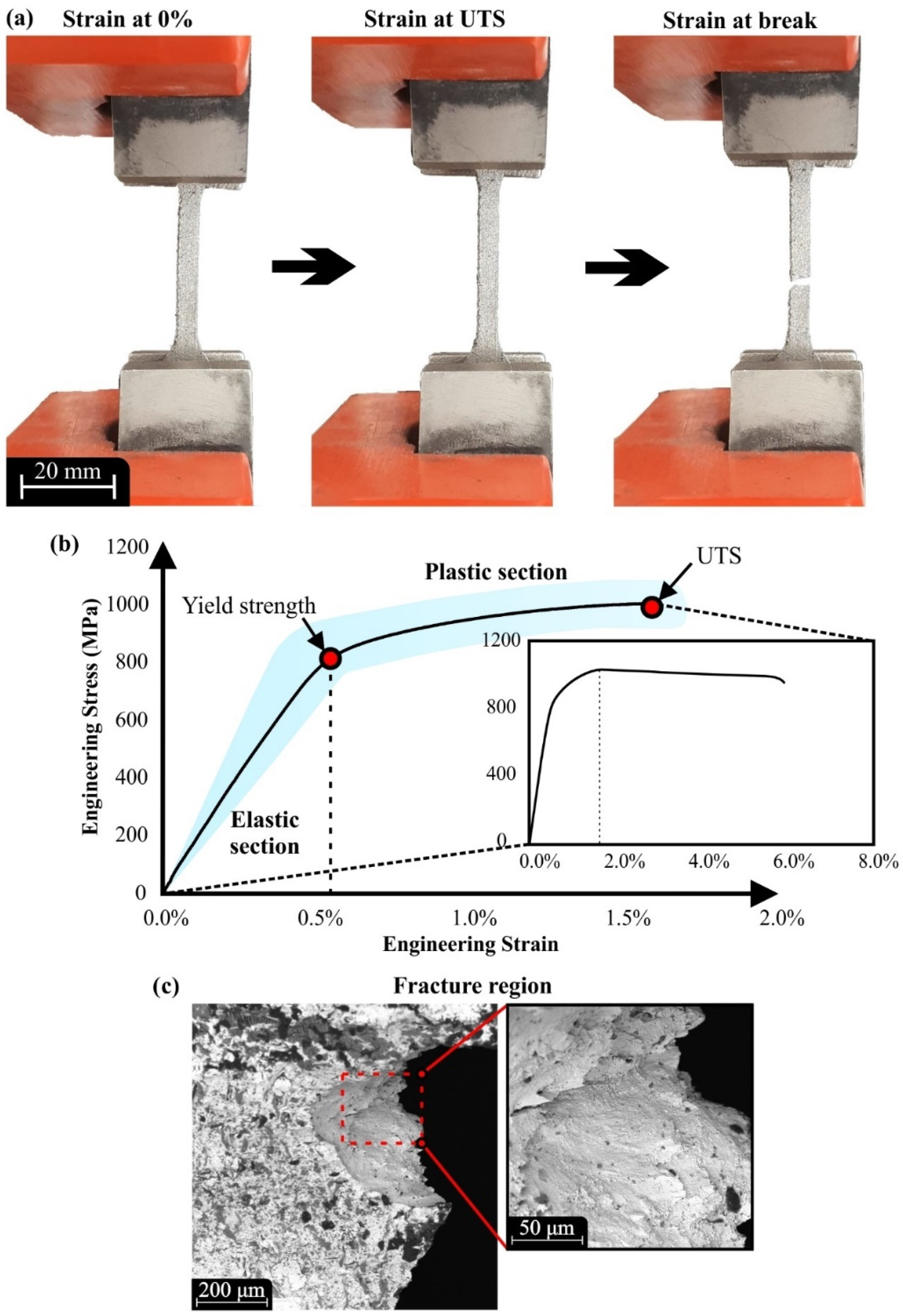
3.3. Microstructure Characterization and Mechanical Testing
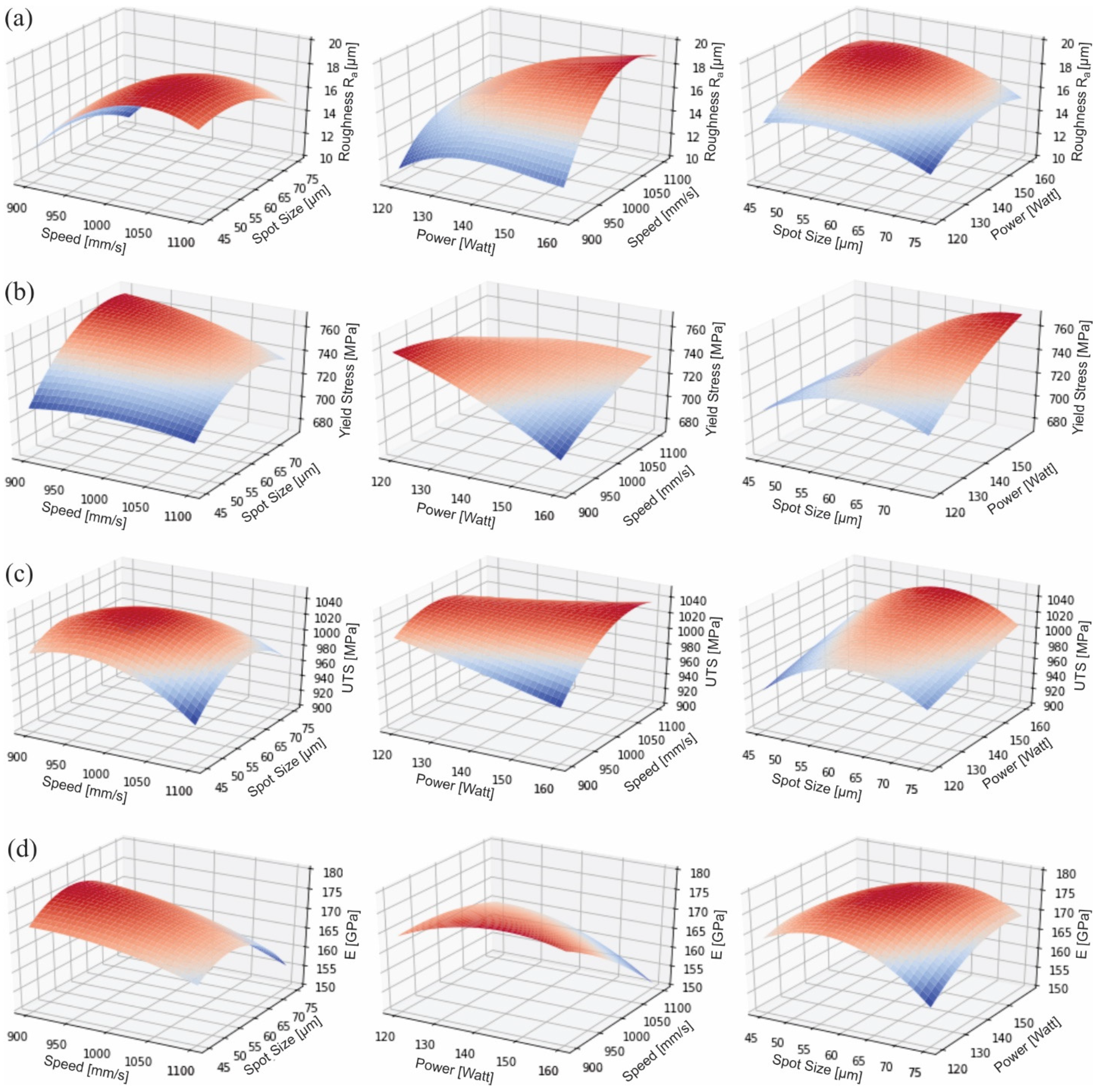
3.4. Regression-Based Predictive Models
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies, 1st ed.; Springer: New York, NY, USA, 2010. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H.G. A case study on topology optimized design for additive manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2017, 276, 12–26. [Google Scholar] [CrossRef] [Green Version]
- Kladovasilakis, N.; Tsongas, K.; Tzetzis, D. Finite Element Analysis of Orthopedic Hip Implant with Functionally Graded Bioinspired Lattice Structures. Biomimetics 2020, 5, 44. [Google Scholar] [CrossRef] [PubMed]
- Charalampous, P.; Kostavelis, I.; Tzovaras, D. Non-destructive quality control methods in additive manufacturing: A survey. Rapid Prototyp. J. 2020, 26, 777–790. [Google Scholar] [CrossRef]
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools—Research and industrial developments. Int. J. Manuf. Technol. Manag. (IJMTM) 2016, 101, 79–101. [Google Scholar] [CrossRef] [Green Version]
- Huber, M.; Ess, J.; Hartmann, M.; Würms, A.; Rettberg, R.; Kränzleret, T.; Löffel, K. Process Setup for Manufacturing of a Pump Impeller by Selective Laser Melting. In Industrializing Additive Manufacturing—Proceedings of Additive Manufacturing in Products and Applications AMPA2017; Meboldt, M., Klahn, C., Eds.; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Khanoki, S.A.; Pasini, D. Fatigue design of a mechanically biocompatible lattice for a proof-of-concept femoral stem. J. Mech. Behav. Biomed. Mater. 2013, 22, 65–83. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kladovasilakis, N.; Charalampous, P.; Kostavelis, I.; Tzetzis, D.; Tzovaras, D. Impact of metal additive manufacturing parameters on the powder bed fusion and direct energy deposition processes: A comprehensive review. Prog. Addit. Manuf. 2021, 6, 349–365. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 41–101. [Google Scholar] [CrossRef]
- Mohammadi, M.; Asgari, H. Achieving low surface roughness AlSi10Mg-200C parts using direct metal laser sintering. J. Addit. Manuf. 2017, 20, 23–32. [Google Scholar] [CrossRef]
- Abd-Elghany, K.; Bourell, D.L. Property evaluation of 304L stainless steel fabricated by selective laser melting. Rapid Prototyp. J. 2012, 18, 420–428. [Google Scholar] [CrossRef]
- Zhang, L.C.; Klemm, D.; Eckert, J.; Hao, Y.L.; Sercombe, T.B. Manufacture by Selective Laser Melting and Mechanical Behaviour of a Biomedical Ti–24Nb–4Zr–8Sn Alloy. Scr. Mater. 2011, 65, 21–24. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Iuliano, L.; Fino, P. Influence of process parameters on surface roughness of aluminium parts produced by DMLS. Int. J. Adv. Manuf. Technol. 2013, 67, 2743–2751. [Google Scholar] [CrossRef] [Green Version]
- Fotovvati, B.; Balasubramanian, M.; Asadi, E. Modeling and Optimization Approaches of Laser-Based Powder-Bed Fusion Process for Ti-6Al-4V Alloy. Coatings 2020, 10, 1104. [Google Scholar] [CrossRef]
- Pal, S.; Tiyyagur, H.R.; Drstvenšek, I.; Kumar, C.S. The Effect of Post-processing and Machining Process Parameters on Properties of Stainless Steel PH1 Product Produced by Direct Metal Laser Sintering. Procedia Eng. 2016, 149, 359–365. [Google Scholar] [CrossRef]
- Lee, H.J.; Kim, H.K.; Hong, H.U.; Lee, B.S. Influence of the focus offset on the defects, microstructure, and mechanical properties of an Inconel 718 superalloy fabricated by electron beam additive manufacturing. J. Alloys Compd. 2019, 781, 842–856. [Google Scholar] [CrossRef]
- Attarzadeh, F.; Fotovvati, B.; Fitzmire, M.; Asadi, E. Surface roughness and densification correlation for direct metal laser sintering. Int. J. Adv. Manuf. Technol. 2020, 107, 2833–2842. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of Defect Generation in Ti-6Al-4 V Parts Made using Powder Bed Fusion Additive Manufacturing Processes. J. Addit. Manuf. 2014, 1, 87–98. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. J. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Casalino, G. On the Relevance of Volumetric Energy Density in the Investigation of Inconel 718 Laser Powder Bed Fusion. Materials 2020, 13, 538. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mukherjee, T.; Zuback, J.; De, A.; DebRoy, T. Printability of alloys for additive manufacturing. Sci. Rep. 2016, 6, 19717. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, T.; DebRoy, T. Mitigation of lack of fusion defects in powder bed fusion additive manufacturing. J. Manuf. Process. 2018, 36, 442–449. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functionally graded Inconel 718 processed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- Liu, S.Y.; Li, H.Q.; Qin, C.X.; Zong, R.; Fang, X.Y. The effect of energy density on texture and mechanical anisotropy in selective laser melted Inconel 718. Mater. Des. 2020, 191, 108642. [Google Scholar] [CrossRef]
- Konečná, R.; Nicoletto, G.; Kunz, L.; Adrián Bača, A. Microstructure and directional fatigue behavior of Inconel 718 produced by selective laser melting. Procedia Struct. Integr. 2016, 2, 2381–2388. [Google Scholar] [CrossRef] [Green Version]
- Jia, Q.; Gu, D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloys Compd. 2014, 585, 713–721. [Google Scholar] [CrossRef]
- Balbaa, M.; Mekhiel, S.; Elbestawi, M.; McIsaac, J. On selective laser melting of Inconel 718: Densification, surface roughness, and residual stresses. Mater. Des. 2020, 193, 108818. [Google Scholar] [CrossRef]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef] [Green Version]
- ISO 4287; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 1997.
- ISO 527; Plastics-Determination of Tensile Properties. ISO: Geneva, Switzerland, 2019.
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning strategy in selective laser melting (SLM): A review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- ASTM ISO/ASTM52921-13; Standard Terminology for Additive Manufacturing-Coordinate Systems and Test Methodologies. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti-6A1-4V. J. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Oliver, W.; Pharr, G. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- ISO 6892-1:(en); Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- Pedregosa, F.; Varoquaux, G.; Gramfort, A.; Michel, V.; Thirion, B.; Grisel, O.; Blondel, M.; Prettenhofer, P.; Weiss, R.; Dubourg, V.; et al. Scikit-learn: Machine Learning in Python. J. Mach. Learn. Res. 2012, 12, 2825–2830. [Google Scholar]
- Yu, J.; Yang, S.; Kim, J.; Lee, Y.; Lim, K.-T.; Kim, S.; Ryu, S.-S.; Jeong, H.A. Confidence Interval-Based Process Optimization Method Using Second-Order Polynomial Regression Analysis. Processes 2020, 8, 1206. [Google Scholar] [CrossRef]
- Nwaogu, U.C.; Tiedje, N.S.; Hansen, H.N. A non-contact 3D method to characterize the surface roughness of castings. J. Mater. Process. Technol. 2013, 213, 59–68. [Google Scholar] [CrossRef]
- Dalla Torre, F.; Van Swygenhoven, H.; Victoria, M. Nanocrystalline electrodeposited Ni: Microstructure and tensile properties. Acta Mater. 2002, 50, 3957–3970. [Google Scholar] [CrossRef]
- Guduru, R.K.; Darling, K.A.; Scattergood, R.O.; Koch, C.C.; Murty, K.L. Mechanical properties of electrodeposited nanocrystalline copper using tensile and shear punch tests. J. Mater. Sci. 2007, 42, 5581–5588. [Google Scholar] [CrossRef]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Mansour, G.; Zoumaki, Μ.; Tsongas, K.; Tzetzis, D. Microstructural and Finite Element Analysis-assisted Nanomechanical Characterization of Maize Starch Nanocomposite Films. Mater. Res. 2021, 24, e20200409. [Google Scholar] [CrossRef]
- Wang, H.; Dhiman, A.; Ostergaard, H.E.; Zhang, Y.; Siegmund, T.; Kruzic, J.J.; Tomar, V. Nanoindentation based properties of Inconel 718 at elevated temperatures: A comparison of conventional versus additively manufactured samples. Int. J. Plast. 2019, 120, 380–394. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameters for the Training Set | |||||
| Laser Power | |||||
| 120 W | 140 W | 160 W | |||
| Spot size | 45 μm | P1 | P2 | P3 | Scan speed = 900 mm/s |
| 60 μm | P4 | P5 | P6 | ||
| 75 μm | P7 | P8 | P9 | ||
| 45 μm | P10 | P11 | P12 | Scan speed = 1000 mm/s | |
| 60 μm | P13 | P14 | P15 | ||
| 75 μm | P16 | P17 | P18 | ||
| 45 μm | P19 | P20 | P21 | Scan speed = 1100 mm/s | |
| 60 μm | P22 | P23 | P24 | ||
| 75 μm | P25 | P26 | P27 | ||
| Printing Parameters for the Validation Set | |||||
| Specimens ID | Laser Power (W) | Scan Speed (mm/s) | Spot Size (μm) | ||
| P28 | 130 | 950 | 50 | ||
| P29 | 130 | 950 | 55 | ||
| P30 | 130 | 1050 | 65 | ||
| P31 | 130 | 1050 | 70 | ||
| P32 | 150 | 950 | 50 | ||
| P33 | 150 | 950 | 55 | ||
| P34 | 150 | 1050 | 65 | ||
| P35 | 150 | 1050 | 70 | ||
| P36 | 135 | 1025 | 52 | ||
| P37 | 155 | 975 | 67 | ||
| Weight Percent [%] | |||||||
| Ni | Cr | Fe | Nb + Ta | Mo | Al | Ti | Other |
| Balance | 18 | 18 | 5 | 3 | 0.6 | 1 | <0.5 |
| Particle Size Distribution | |||||||
| Nominal range | D90(μm) | D50(μm) | D10(μm) | ||||
| −45 + 15 | 46 | 30 | 18 | ||||
| Specimens | Energy Density (J/mm3) | Microhardness (MPa) | Elastic Modulus (GPa) | Yield Strength (MPa) | UTS (MPa) |
|---|---|---|---|---|---|
| Wrought | - | 4750 [43] | 200 | 916 | 1055 |
| P1 | 133.33 | 3251 ± 473 | 170 | 750 | 1009 |
| P2 | 155.56 | 2421 ± 236 | 163 | 650 | 990 |
| P3 | 177.78 | 2256 ± 203 | 155 | 680 | 954 |
| P4 | 133.33 | 3186 ± 143 | 136 | 770 | 1014 |
| P5 | 155.56 | 3153 ± 306 | 234 | 750 | 1009 |
| P6 | 177.78 | 3022 ± 242 | 194 | 700 | 1003 |
| P7 | 133.33 | 2989 ± 254 | 184 | 735 | 990 |
| P8 | 155.56 | 2432 ± 105 | 154 | 800 | 902 |
| P9 | 177.78 | 2012 ± 181 | 183 | 730 | 839 |
| P10 | 120.00 | 2995 ± 165 | 189 | 720 | 991 |
| P11 | 140.00 | 2881 ± 274 | 179 | 680 | 967 |
| P12 | 160.00 | 2756 ± 254 | 172 | 670 | 990 |
| P13 | 120.00 | 2687 ± 242 | 154 | 740 | 972 |
| P14 | 140.00 | 3135 ± 304 | 170 | 750 | 993 |
| P15 | 160.00 | 3284 ± 296 | 185 | 740 | 1053 |
| P16 | 120.00 | 2765 ± 249 | 163 | 780 | 1007 |
| P17 | 140.00 | 2777 ± 250 | 163 | 780 | 1045 |
| P18 | 160.00 | 3310 ± 298 | 146 | 760 | 1057 |
| P19 | 109.09 | 2994 ± 269 | 170 | 715 | 1002 |
| P20 | 127.27 | 2765 ± 205 | 152 | 700 | 955 |
| P21 | 145.45 | 3075 ± 277 | 146 | 700 | 980 |
| P22 | 109.09 | 2668 ± 240 | 152 | 760 | 1002 |
| P23 | 127.27 | 2998 ± 270 | 169 | 745 | 1042 |
| P24 | 145.45 | 3184 ± 287 | 160 | 750 | 1051 |
| P25 | 109.09 | 2558 ± 230 | 168 | 670 | 933 |
| P26 | 127.27 | 3017 ± 272 | 152 | 760 | 998 |
| P27 | 145.45 | 2699 ± 243 | 167 | 770 | 953 |
| P28 | 136.84 | 2610 ± 172 | 137 | 660 | 939 |
| P29 | 136.84 | 2649 ± 204 | 173 | 695 | 953 |
| P30 | 123.81 | 2727 ± 240 | 173 | 725 | 981 |
| P31 | 123.81 | 2722 ± 177 | 164 | 710 | 979 |
| P32 | 157.89 | 2694 ± 216 | 161 | 650 | 969 |
| P33 | 157.89 | 2394 ± 215 | 166 | 680 | 861 |
| P34 | 142.86 | 2758 ± 248 | 162 | 715 | 992 |
| P35 | 142.86 | 2672 ± 214 | 171 | 690 | 961 |
| P36 | 131.71 | 2597 ± 156 | 157 | 650 | 934 |
| P37 | 158.97 | 2541 ± 102 | 159 | 700 | 914 |
| Coefficient | Roughness | Young’s Modulus | Ultimate Tensile Strength | Yield Strength |
| b0 | −360.322 | −521.863 | −489.93 | 944.88 |
| b1 | 0.4532 | −10.015 | 4.278 | −8.705 |
| b2 | 0.5109 | 3.812 | 0.631 | 0.223 |
| b3 | 0.8221 | 10.509 | 2.937 | 9.111 |
| b11 | −0.0033 | −0.0032 | −0.0095 | −0.015 |
| b12 | 0.00058 | 0.0101 | −0.0023 | 0.009 |
| b13 | −0.00082 | −0.00003 | 0.0118 | 0.059 |
| b22 | −0.00028 | −0.0029 | −0.00017 | −0.00058 |
| b23 | −0.0001 | 0.0098 | −0.00066 | −0.0052 |
| b33 | −0.0056 | −0.173 | −0.033 | −0.085 |
| Estimator | Roughness | Young Modulus | Ultimate Tensile Strength | Yield Strength |
| MAE | 1.29 | 28.02 | 11.91 | 15.8 |
| RMSE | 1.41 | 34.81 | 16.01 | 21.09 |
| MAPE [%] | 8.83 | 2.87 | 7.65 | 2.19 |
| Exp. No. | Roughness Ra(μm) | Yield Strength (MPa) | UTS (MPa) | Young Modulus (GPa) | ||||
| Meas. | Pred. | Meas. | Pred. | Meas. | Pred. | Meas. | Pred. | |
| P28 | 14.51 | 15.54 | 660 | 733.1 | 939 | 1020 | 137 | 175.4 |
| P29 | 17.55 | 15.68 | 695 | 747.5 | 953 | 1028 | 173 | 177.2 |
| P30 | 15.38 | 16.6 | 725 | 752.1 | 981 | 1024 | 173 | 169.9 |
| P31 | 14.39 | 15.85 | 710 | 751.1 | 979 | 1012 | 164 | 166.4 |
| P32 | 18.72 | 16.25 | 650 | 704.6 | 969 | 1007 | 161 | 176.4 |
| P33 | 18.54 | 16.31 | 680 | 724.8 | 861 | 1015 | 166 | 179.4 |
| P34 | 15.9 | 18.22 | 715 | 759.3 | 992 | 1033 | 162 | 169.9 |
| P35 | 14.69 | 17.40 | 690 | 764.1 | 961 | 1020 | 171 | 167.5 |
| P36 | 21.12 | 17.99 | 650 | 735 | 934 | 1025 | 157 | 173.3 |
| P37 | 20.39 | 16.27 | 700 | 755.7 | 914 | 1010 | 159 | 177.1 |
| Estimator | Roughness | Yield Strength | UTS | Young’s Modulus | ||||
| MAE | 2.254 | 55.27 | 71.58 | 12.26 | ||||
| RMSE | 2.421 | 57.74 | 79.78 | 16.04 | ||||
| MAPE [%] | 12.9 | 8.12 | 7.70 | 7.99 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kladovasilakis, N.; Charalampous, P.; Tsongas, K.; Kostavelis, I.; Tzovaras, D.; Tzetzis, D. Influence of Selective Laser Melting Additive Manufacturing Parameters in Inconel 718 Superalloy. Materials 2022, 15, 1362. https://doi.org/10.3390/ma15041362
Kladovasilakis N, Charalampous P, Tsongas K, Kostavelis I, Tzovaras D, Tzetzis D. Influence of Selective Laser Melting Additive Manufacturing Parameters in Inconel 718 Superalloy. Materials. 2022; 15(4):1362. https://doi.org/10.3390/ma15041362
Chicago/Turabian StyleKladovasilakis, Nikolaos, Paschalis Charalampous, Konstantinos Tsongas, Ioannis Kostavelis, Dimitrios Tzovaras, and Dimitrios Tzetzis. 2022. "Influence of Selective Laser Melting Additive Manufacturing Parameters in Inconel 718 Superalloy" Materials 15, no. 4: 1362. https://doi.org/10.3390/ma15041362