
On the Effects of Core Microstructure on Energy Absorbing Capabilities of Sandwich Panels Intended for Additive Manufacturing


Abstract
:1. Introduction
2. Materials and Methods
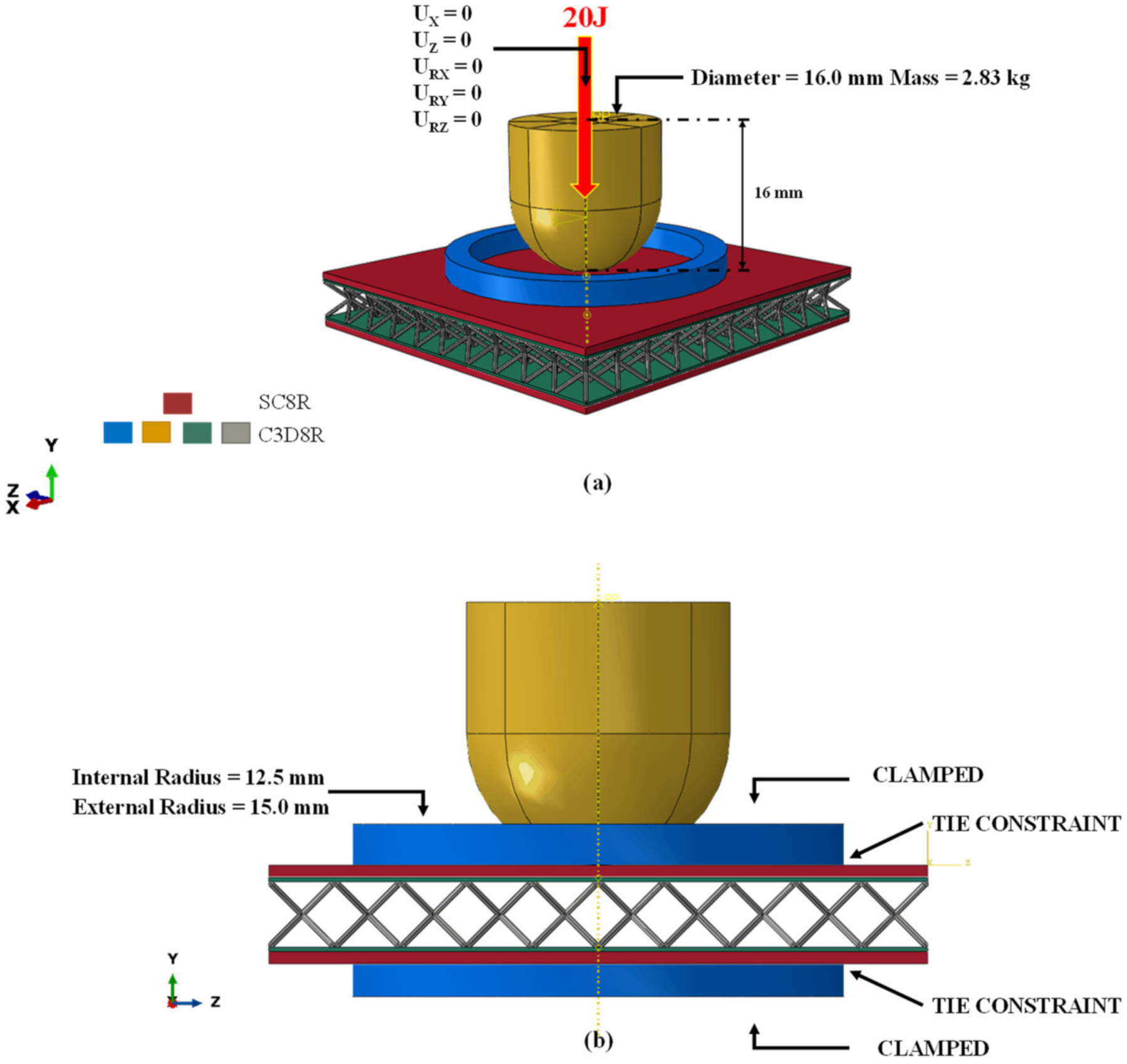
- The impactor and rings were considered as rigid bodies;
- The impactor was constrained to move only along the vertical Y axis, while the rings were clamped;
- To reproduce an impact with an energy level of 20 J, a 2.83 kg impactor has been moved along Y at a speed of 3759.56 mm/s;
- The contact between the outer surfaces of the sandwich and the rings was ensured by means of tie constraints;
- A tangential friction coefficient of 0.3 was considered;
- The connection between the metal and composite plies was set using tie constraints;
- The connection between the core and the metal ply has been defined through tie constraints.
3. Results
- 1407.35 J/kg for the BCC1 configuration;
- 729.51 J/kg for the HC1 configuration;
- 1263.75 J/kg for the BCC2 configuration;
- 460.11 J/kg for the HC2 configuration;
- 1150.41 J/kg for the BCC3 configuration;
- 359.68 J/kg for the HC3 configuration.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dixon, J.C. The Shock Absorber Handbook; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Sudarshan, M.; Jangale, Y.N.; Motgi, N.S. Design and analysis of shock absorber. Int. J. Appl. Innov. Eng. Manag. (IJAIEM) 2013, 2, 195–199. [Google Scholar]
- Hugh, D.; Tourin, B.; Macri, S. Aircraft Safety Belts: Their Injury Effect on the Human Body; Cornell-Guggenheim Aviation Safety Center: New York, NY, USA, 1953. [Google Scholar]
- Paolo, A.; Airoldi, A. Crashworthiness. In Encyclopedia of Aerospace Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Rahimijonoush, A.; Bayat, M. Experimental and numerical studies on the ballistic impact response of titanium sandwich panels with different facesheets thickness ratios. Thin-Walled Struct. 2020, 157, 107079. [Google Scholar] [CrossRef]
- Boonkong, T.; Shen, Y.O.; Guan, Z.W.; Cantwell, W.J. The low velocity impact response of curvilinear-core sandwich structures. Int. J. Impact Eng. 2016, 93, 28–38. [Google Scholar] [CrossRef]
- Schaedler, T.A.; Ro, C.J.; Sorensen, A.E.; Eckel, Z.; Yang, S.S.; Carter, W.B.; Jacobsen, A.J. Designing Metallic Microlattices for Energy Absorber Applications. Adv. Eng. Mater. 2014, 16, 276–283. [Google Scholar] [CrossRef]
- Özen, I.; Çava, K.; Gedikli, H.; Alver, Ü.; Aslan, M. Low-energy impact response of composite sandwich panels with thermoplastic honeycomb and reentrant cores. Thin-Walled Struct. 2020, 156, 106989. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, M.; Huang, Y.; Sang, L.; Hou, W. Experimental and numerical investigation of thermoplastic honeycomb sandwich structures under bending loading. Thin-Walled Struct. 2020, 155, 106961. [Google Scholar] [CrossRef]
- Vaidya, U.K.; Pillay, S.; Bartus, S.; Ulven, C.A.; Grow, D.T.; Mathew, B. Impact and post-impact vibration response of protective metal foam composite sandwich plates. Mater. Sci. Eng. A 2006, 428, 59–66. [Google Scholar] [CrossRef]
- Huo, X.; Sun, G.; Zhang, H.; Lv, X.; Li, Q. Experimental study on low-velocity impact responses and residual properties of composite sandwiches with metallic foam core. Compos. Struct. 2019, 223, 110835. [Google Scholar] [CrossRef]
- Qi, C.; Remennikov, A.; Pei, L.-Z.; Yang, S.; Yu, Z.-H.; Ngo, T. Impact and close-in blast response of auxetic honeycomb-cored sandwich panels: Experimental tests and numerical simulations. Compos. Struct. 2017, 180, 161–178. [Google Scholar] [CrossRef]
- Vaidya, U. Composites for Automotive, Truck and Mass Transit: Materials, Design, Manufacturing; DEStech Publications, Inc.: Lancaster, PA, USA, 2011. [Google Scholar]
- Staniszewska, E.; Klimecka-Tatar, D.; Obrecht, M. Eco-design processes in the automotive industry. Prod. Eng. Arch. 2020, 26, 131–137. [Google Scholar] [CrossRef]
- Drzal, L.T.; Mohanty, A.K.; Misra, M. Bio-composite materials as alternatives to petroleum-based composites for automotive applications. Magnesium 2001, 40, 1–3. [Google Scholar]
- Reichwein, H.G.; Langemeier, P.; Hasson, T.; Schendzielorz, M. Light, strong and economical–epoxy fiber-reinforced structures for automotive mass production. In Proceedings of the SPE Automotive Composites Conference, Troy, MI, USA, 15–16 September 2010. [Google Scholar]
- Mayyas, A.; Qattawi, A.; Omar, M.; Shan, D. Design for sustainability in automotive industry: A comprehensive review. Renew. Sustain. Energy Rev. 2012, 16, 1845–1862. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. Int. Sch. Res. Not. 2012, 2012, 208760. [Google Scholar] [CrossRef] [Green Version]
- Acanfora, V.; Corvino, C.; Saputo, S.; Sellitto, A.; Riccio, A. Application of an Additive Manufactured Hybrid Metal/Composite Shock Absorber Panel to a Military Seat Ejection System. Appl. Sci. 2021, 11, 6473. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M. Effect of Work-Hardening Mechanisms in Asymmetrically Cyclic-Loaded Austenitic Stainless Steels on Low-Cycle and High-Cycle Fatigue Behavior. Steel Res. Int. 2021, 92, 2000242. [Google Scholar] [CrossRef]
- Acanfora, V.; Saputo, S.; Russo, A.; Riccio, A. A feasibility study on additive manufactured hybrid metal/composite shock absorbers. Compos. Struct. 2021, 268, 113958. [Google Scholar] [CrossRef]
- EOS Aluminium AlSi10Mg–Material Data Sheet. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/aluminium/material_datasheet_eos_aluminium-alsi10mg_en_web.pdf (accessed on 10 December 2021).
- Vrana, R.; Koutny, D.; Paloušek, D.; Koukal, O.; Zikmund, T.; Krejci, P. Impact resistance of lattice structure made by selective laser melting technology. In Proceedings of the Euro PM, Reims, France, 4–7 October 2015. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | BCC 1 | HC 1 | BCC 2 | HC 2 | BCC 3 | HC 3 |
|---|---|---|---|---|---|---|
| A [mm] | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 |
| B [mm] | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 |
| A1 [mm] | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 |
| B1 [mm] | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 | 40.00 |
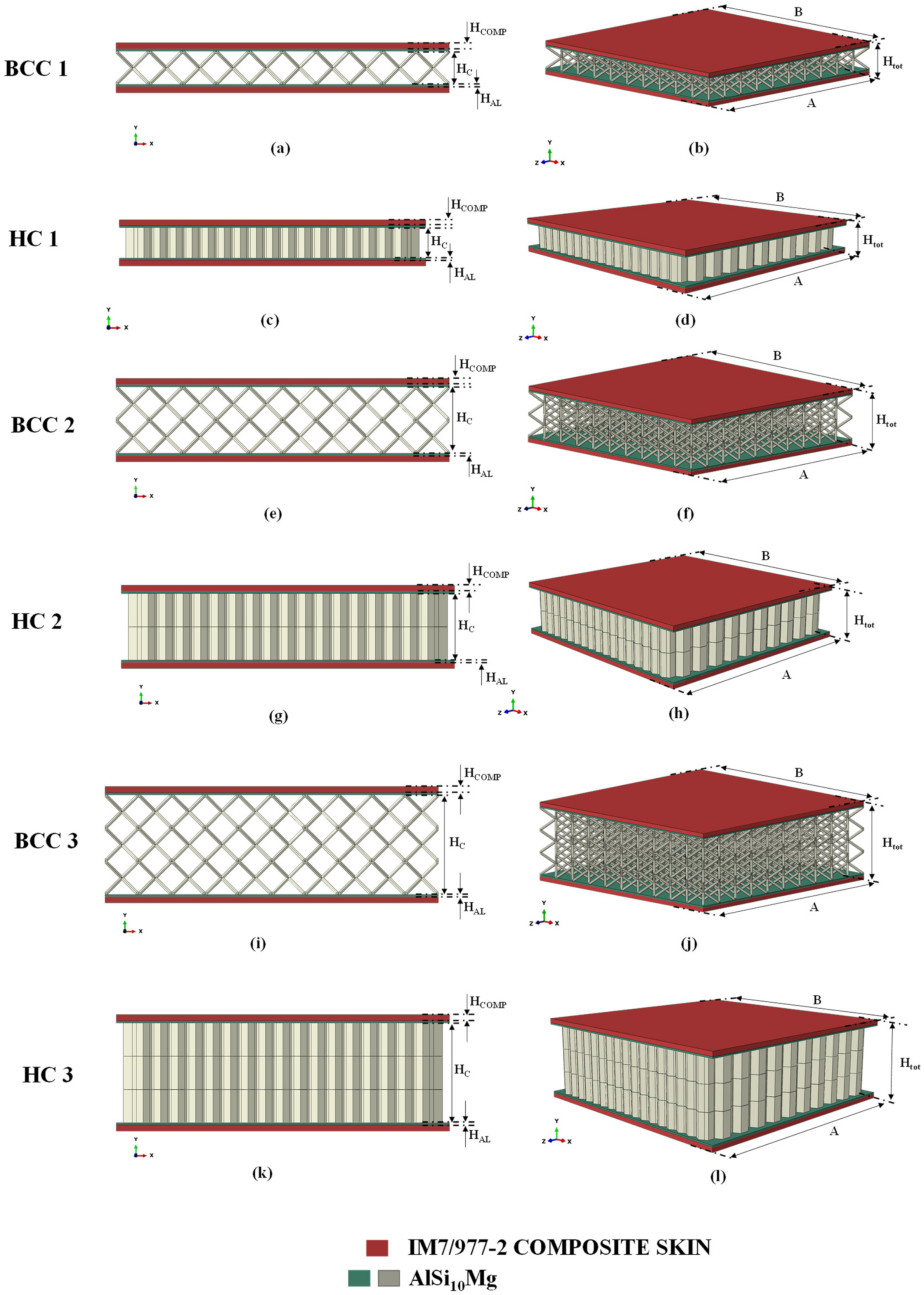
| Htot [mm] | 6.00 | 6.00 | 10.00 | 10.00 | 14.00 | 4.00 |
| HC [mm] | 4.00 | 4.00 | 8.00 | 8.00 | 12.00 | 12.00 |
| HCOMP [mm] | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 |
| HAL [mm] | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 |
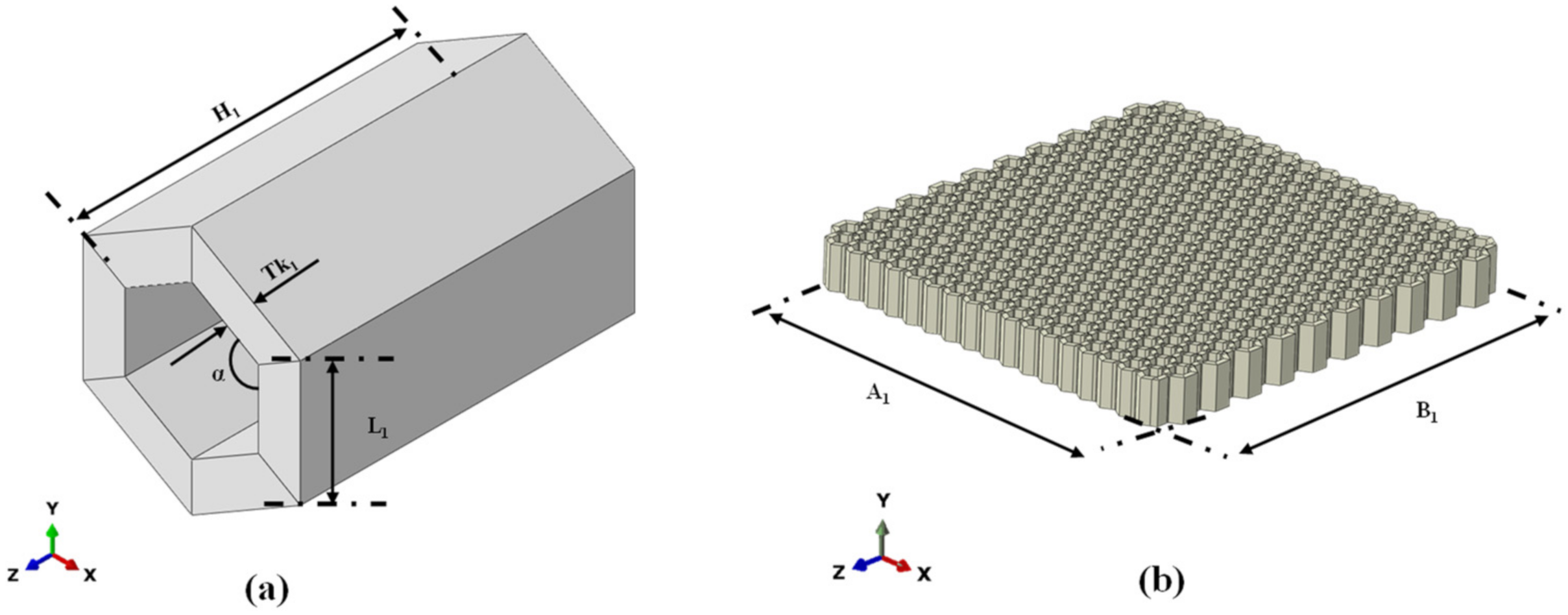
| L1 [mm] | / | 1.50 | / | 1.50 | / | 1.50 |
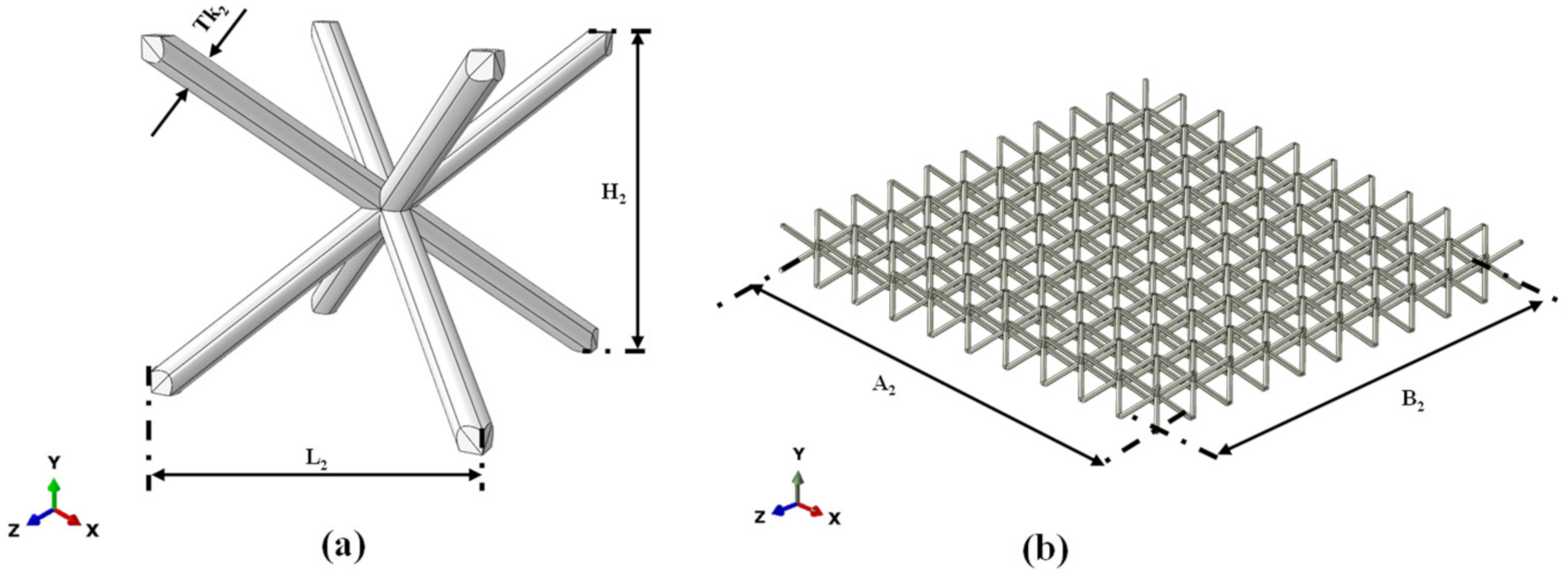
| L2 [mm] | 4.00 | / | 4.00 | / | 4.00 | / |
| H1 [mm] | / | 4.00 | / | 8.00 | / | 12.00 |
| H2 [mm] | 4.00 | / | 4.00 | / | 4.00 | / |
| Tk1 [mm] | / | 0.5 | / | 0.5 | / | 0.5 |
| Tk2 [mm] | 0.4 | / | 0.4 | / | 0.4 | / |
| Mass [kg] | 0.06 | 0.12 | 0.07 | 0.19 | 0.08 | 0.26 |
| Property | Value |
|---|---|
| Young’s modulus [GPa] | 68 |
| Density [kg/m3] | 2650 |
| Strain rate [s−1] | 100–150 |
| Fracture strain for ductile damage | 0.065 |
| Stress triaxiality | 0.33 |
| Fracture energy [kJ/m2] | 67 |
| Yield Stress [MPa] | Plastic Strain |
|---|---|
| 153 | 0 |
| 160 | 0.0004 |
| 178 | 0.002 |
| 203 | 0.013 |
| 214 | 0.020 |
| 224 | 0.030 |
| 231 | 0.040 |
| 234 | 0.050 |
| 235 | 0.056 |
| IM7/977-2 Composite Properties | Value |
|---|---|
| Density [t/mm3] | 1.58 × 10-9 |
| E1 [GPa] | 153.05 |
| E2 = E3 [GPa] | 10.30 |
| G12 = G13 [GPa] | 6.0 |
| G23 [GPa] | 3.7 |
| ν12 = ν13 | 0.30 |
| ν23 | 0.40 |
| Longitudinal Tensile Strength [GPa] | 1.250 |
| Longitudinal Compressive Strength [GPa] | 0.850 |
| Transverse Tensile Strength [GPa] | 0.065 |
| Transverse Compressive Strength [GPa] | 0.2 |
| Longitudinal Shear Strength [GPa] | 0.075 |
| Transverse Shear Strength [GPa] | 0.035 |
| Longitudinal Tensile Fracture Energy [kJ/m2] | 15 |
| Longitudinal Compressive Fracture Energy [kJ/m2] | 7 |
| Transverse Tensile Fracture Energy [kJ/m2] | 0.5 |
| Transverse Compressive Fracture Energy [kJ/m2] | 4 |
| Parameter | BCC 1 | HC 1 | BCC 2 | HC 2 | BCC 3 | HC 3 |
|---|---|---|---|---|---|---|
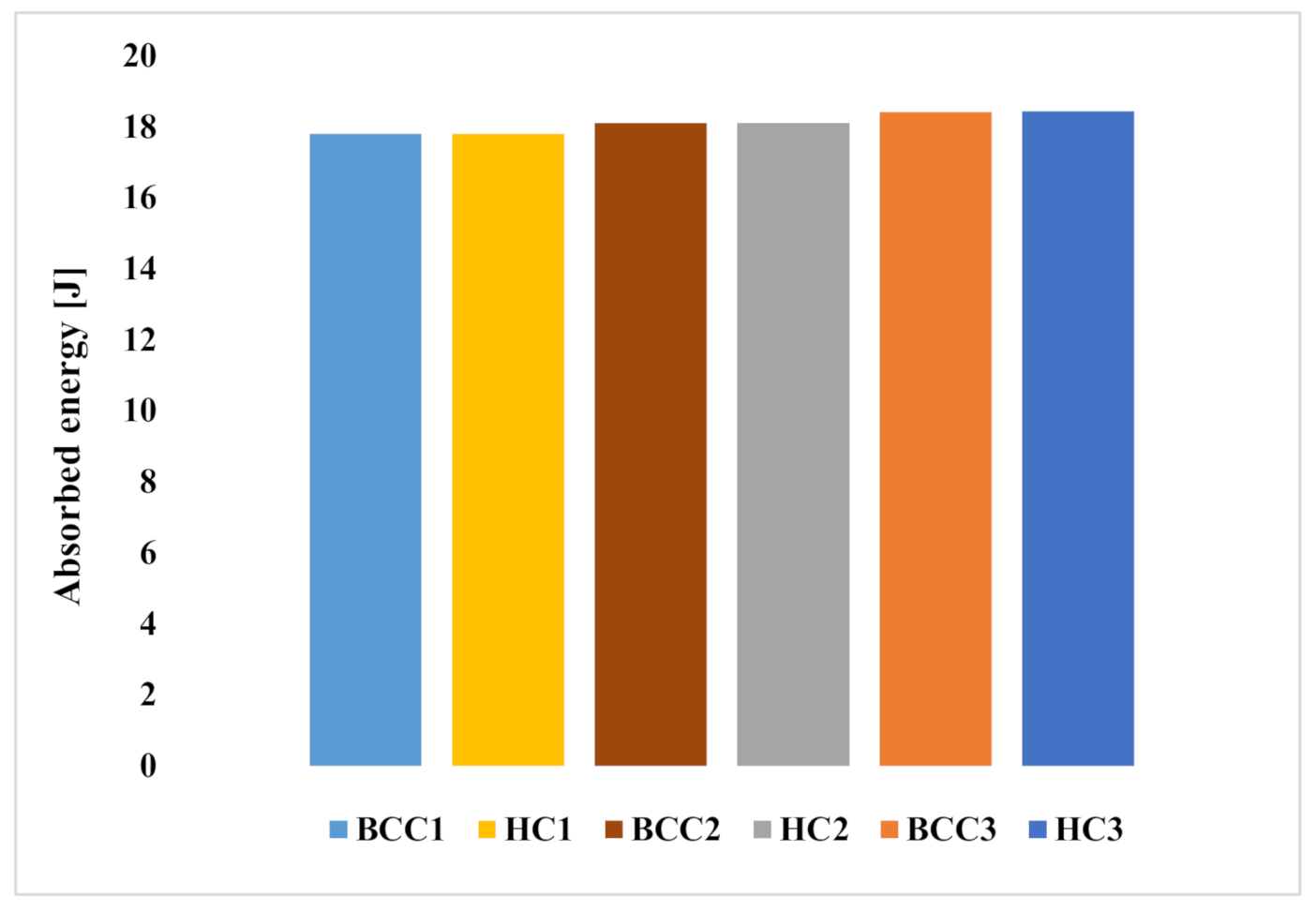
| Total energy [J] | 20.00 | 20.00 | 20.00 | 20.00 | 20.00 | 20.00 |
| Absorbed energy [%] | 88.94 | 89.01 | 90.48 | 87.00 | 92.03 | 92.15 |
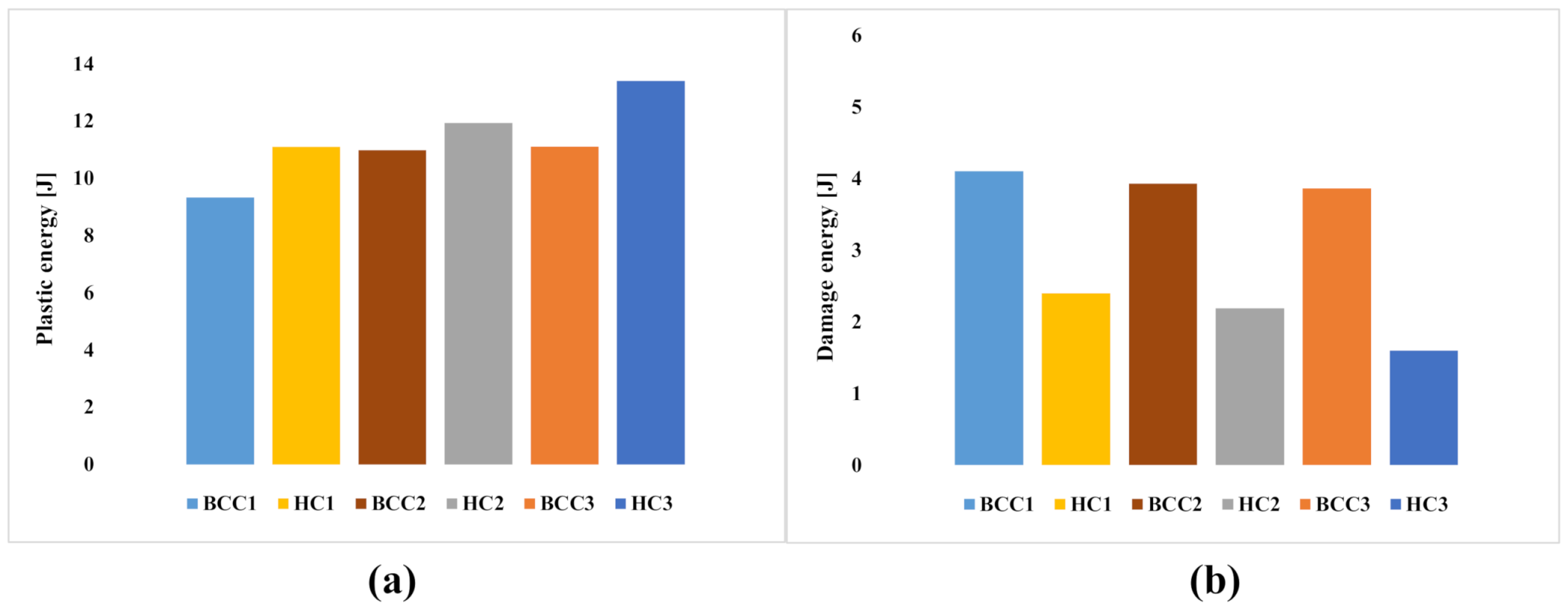
| Plastic energy [%] | 46.67 | 55.50 | 54.92 | 59.67 | 55.52 | 67.03 |
| Damage energy [%] | 20.5 | 12.02 | 19.64 | 10.95 | 19.32 | 8.12 |
| AE/m [J/kg] | 1407.35 | 729.51 | 1263.75 | 460.11 | 1150.41 | 359.68 |
| AE/Htot [J/mm] | 14.82 | 14.83 | 9.04 | 8.70 | 6.57 | 6.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Acanfora, V.; Castaldo, R.; Riccio, A. On the Effects of Core Microstructure on Energy Absorbing Capabilities of Sandwich Panels Intended for Additive Manufacturing. Materials 2022, 15, 1291. https://doi.org/10.3390/ma15041291
Acanfora V, Castaldo R, Riccio A. On the Effects of Core Microstructure on Energy Absorbing Capabilities of Sandwich Panels Intended for Additive Manufacturing. Materials. 2022; 15(4):1291. https://doi.org/10.3390/ma15041291
Chicago/Turabian StyleAcanfora, Valerio, Rossana Castaldo, and Aniello Riccio. 2022. "On the Effects of Core Microstructure on Energy Absorbing Capabilities of Sandwich Panels Intended for Additive Manufacturing" Materials 15, no. 4: 1291. https://doi.org/10.3390/ma15041291