
Hand and Abrasive Flow Polished Tungsten Carbide Die: Optimization of Surface Roughness, Polishing Time and Comparative Analysis in Wire Drawing

 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials, Method, and Experimentation
2.1. Experimental Set-Up 1: Abrasive Flow Polishing
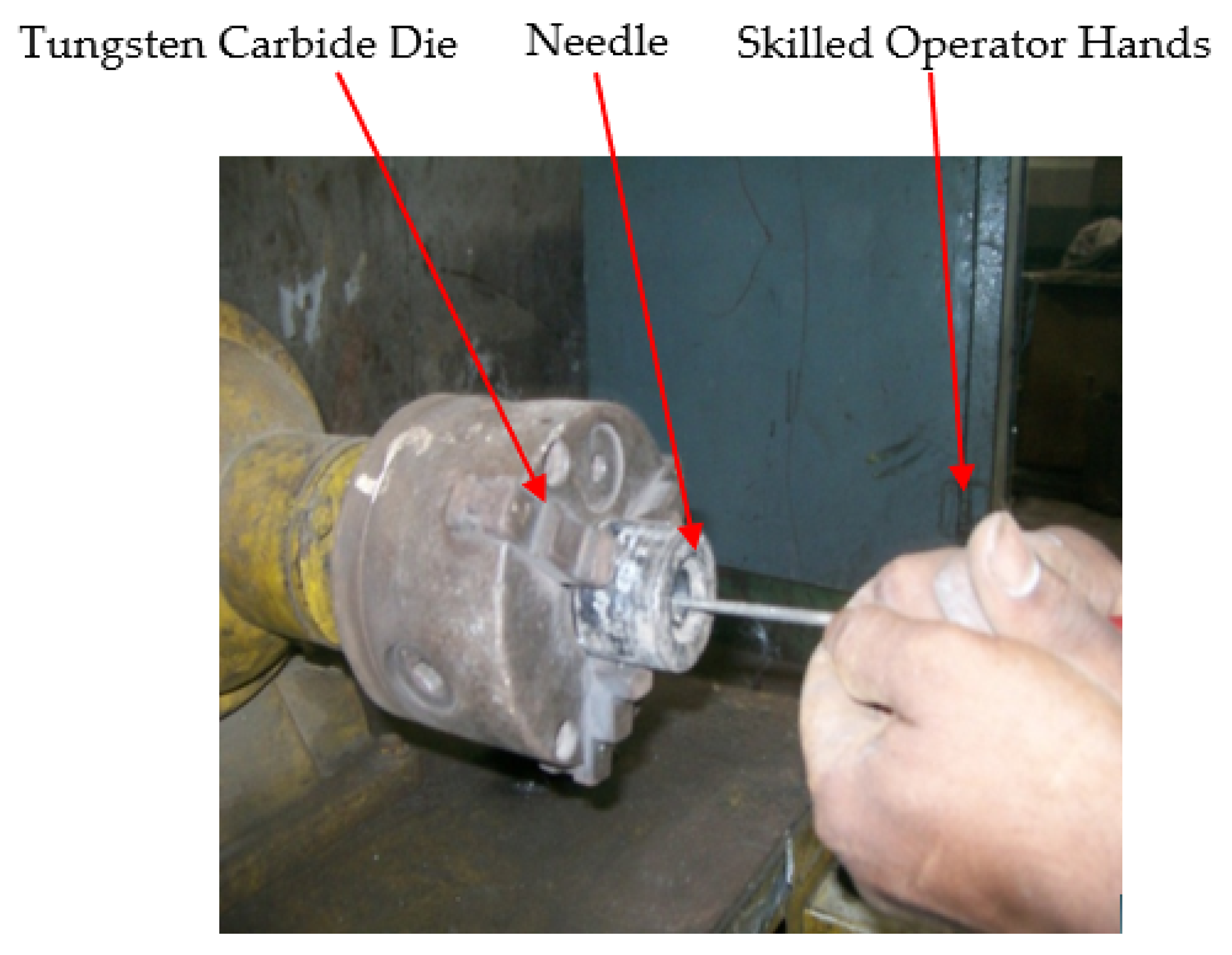
2.2. Experimental Set-Up 2: Hand Polishing
2.3. Experimental Set-Up 3: Wire Drawing Operation
2.3.1. Roughness Tester
2.3.2. Scanning Electron Microscopy
3. Results and Discussion
3.1. Multi-Objective Optimization (MOO)
3.2. Application of Multi-Objective Optimization to Abrasive Flow Polishing
3.3. Application of TOPSIS Technique to Select the Best Hand-Polished Die
4. Comparative Analysis and Confirmation of Results
4.1. Comparison between Hand and Abrasive Flow Polished Tungsten Carbide Die
4.2. Performance of Hand and Abrasive Flow Polished Die in Three-Stage Wire Drawing
4.3. Contour Plots of Abrasive Flow Polished Die
5. Conclusions
- AFPed and HPed die performance in multi-stage wire drawing operation revealed that abrasive flow processing provides better surface quality than hand polishing in terms of wear rate. There were 11.93%, 7.33%, and 9.21% lower wear and tear of AFP surfaces than hand-polished surfaces, at the first, second and third stages of wire drawing operation;
- The bearing diameter of HPed dies enlarged by 25% more than the AFPed dies. As a result, the AFP offered better surface quality (Ra) in contrast to hand polishing. AFP can reduce the dependency on expensive and increasingly difficult-to-find die finishers or skilled operators. In addition, the AFP polishes all surfaces uniformly within a reasonable amount of time, i.e., a percentage time saving of 87.50;
- It was found from the means, S/N plots, and ANOVA analysis (at 95% confidence level) of AFP that the extrusion pressure had the maximum significance on the MCS calculations with a contribution of 91.21%. In contrast, abrasive particle concentration was seen to be influenced significantly less;
- The multi-objective optimization was performed with the technique of the Taguchi-TOPSIS-Equal-Weight. The AFP results were: polishing parameters at extrusion pressure of 105 bars, number of cycles, 80, and an abrasive particle concentration of 50%. There was an improvement of 87.50% in TPT, 60.68% in F-Ra, and 27.06% in percentage I-Ra compared with the best hand-polished die selected with the TOPSIS method;
- The results of the TOPSIS method to pick the best hand-polished die revealed that the skilled operator, having five years of experience, came out to be the first choice, having HP-F-Ra 2.256 μm, HP-T of 32 min., and HP-% age I-Ra of 51.25. This was followed by the same skilled operator, having HP-F-Ra 2.167 μm, HP-T of 28 min., and HP-% age I-Ra of 48.89.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kunieda, M.; Nakagawa, T.; Higuchi, T. Devélopment of a polishing robot for free form surface. In Proceedings of the 5th International Conference on Production Engineering, Tokyo, Japan, 9–19 July 1984; pp. 265–270. [Google Scholar]
- Saito, K.; Miyoshi, T.; Sasaki, T. Automation of polishing process for a cavity surface on dies and molds by using an expert system. CIRP Ann. 1993, 42, 553–556. [Google Scholar] [CrossRef]
- Lu, R.; Minarro, L.; Su, Y.-Y.; Shemenski, R.M. Failure mechanism of cemented tungsten carbide dies in wet drawing process of steel cord filament. Int. J. Refract. Met. Hard Mater. 2008, 26, 589–600. [Google Scholar] [CrossRef]
- Jahan, M.; Rahman, M.; Wong, Y. A review on the conventional and micro-electro discharge machining of tungsten carbide. Int. J. Mach. Tools Manuf. 2011, 51, 837–858. [Google Scholar] [CrossRef]
- Lilly, B.; Bailey, R.; Altan, T. Automated finishing of dies and molds: A state of the art review. CIRP Ann. 1988, 32, 75–90. [Google Scholar]
- Saito, K.; Miyoshi, T.; Jeong, J. A dual-axis micro-finishing tool for free-form metal surface of a mold cavity. In Proceedings of the Proceedings Grinding Symposium (ASME Winter Annual Meeting), Miami, FL, USA, 17–22 November 1985; pp. 229–230. [Google Scholar]
- Kito, H.; Nishimoto, H.; Takai, Y.; Goto, A.; Hamada, H. The Analysis of Repeatability of Polishing Work Motion for a Cold Forging Die with Simple Axial Symmetric Form. In Proceedings of the International Conference on Applied Human Factors and Ergonomics, Los Angeles, CA, USA, 17–21 July 2017; pp. 415–423. [Google Scholar]
- Tian, F.; Lv, C.; Li, Z.; Liu, G. Modeling and control of robotic automatic polishing for curved surfaces. CIRP J. Manuf. Sci. 2016, 14, 55–64. [Google Scholar] [CrossRef]
- De Agustina, B.; Marín, M.M.; Teti, R.; Rubio, E.M.J.M. Analysis of force signals for the estimation of surface roughness during Robot-Assisted Polishing. Materials 2018, 11, 1438. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.B.; Dailami, F.; Matthews, J. Towards collaborative robotic polishing of mould and die sets. Procedia Manuf. 2019, 38, 1499–1507. [Google Scholar] [CrossRef]
- Kohut, T. Surface finishing with abrasive flow machining. In Proceedings of the SME Technical Paper, Proc. 4th International Aluminium Extraction Technology Seminar, Washington, DC, USA, 11 April 1988; pp. 35–42. [Google Scholar]
- Jain, R.K.; Jain, V.K.; Dixit, P.M. Manufacture. Modeling of material removal and surface roughness in abrasive flow machining process. Int. J. Mach. Tools 1999, 39, 1903–1923. [Google Scholar] [CrossRef]
- Singh, S.; Shan, H.; Kumar, P. Wear behavior of materials in magnetically assisted abrasive flow machining. J. Mater. Proc. Technol. 2002, 128, 155–161. [Google Scholar] [CrossRef]
- Walia, R.S.; Shan, H.S.; Kumar, P. Abrasive Flow Machining with Additional Centrifugal Force Applied to the Media. Mach. Sci. Technol. 2006, 10, 341–354. [Google Scholar] [CrossRef]
- Jain, V. Abrasive-based nano-finishing techniques: An overview. Mach. Sci. Technol. 2008, 12, 257–294. [Google Scholar] [CrossRef]
- Mali, H.S.; Manna, A. Optimum selection of abrasive flow machining conditions during fine finishing of Al/15 wt% SiC-MMC using Taguchi method. Int. J. Adv. Manuf. Technol. 2010, 50, 1013–1024. [Google Scholar] [CrossRef]
- Kenda, J.; Pusavec, F.; Kermouche, G.; Kopac, J. Surface integrity in abrasive flow machining of hardened tool steel AISI D2. Procedia Eng. 2011, 19, 172–177. [Google Scholar] [CrossRef] [Green Version]
- Li, J.Y.; Liu, W.N.; Yang, L.F.; Liu, B.; Zhao, L.; Li, Z. The development of nozzle micro-hole abrasive flow machining equipment. Appl. Mech. Mater. 2011, 44, 251–255. [Google Scholar] [CrossRef]
- Wang, A.C.; Chen, K.Y.; Cheng, K.C.; Chiu, H. Elucidating the Effects of Helical Passageways in Abrasive Flow Machining. Adv. Mater. Res. 2011, 264, 1862–1867. [Google Scholar] [CrossRef]
- Xie, W.B.; Zhang, K.H.; Zhang, S.W.; Xu, B. Research on Abrasive Flow Machining for the outer rotor of cycloidal pump. Key Eng. Mater. 2013, 546, 50–54. [Google Scholar] [CrossRef]
- Xu, Y.C.; Zhang, K.H.; Lu, S.; Liu, Z.Q. Experimental investigations into abrasive flow machining of helical gear. Key Eng. Mater. 2013, 546, 65–69. [Google Scholar] [CrossRef]
- Mali, H.S.; Sambharia, J. Developing alternative polymer abrasive gels for abrasive flow finishing process. In Proceedings of the 5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014), Guwahati, India, 12–14 December 2014; pp. 1–8. [Google Scholar]
- Sarkar, M.; Jain, V.J. Nanofinishing of freeform surfaces using abrasive flow finishing process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 1501–1515. [Google Scholar] [CrossRef]
- Singh, S.; Ravi Sankar, M.; Jain, V.K. Simulation and experimental investigations into abrasive flow nano finishing of surgical stainless steel tubes. Mach. Sci. Technol. 2018, 22, 454–475. [Google Scholar] [CrossRef]
- Butola, R.; Jain, R.; Bhangadia, P.; Bandhu, A.; Walia, R.; Murtaza, Q.J.M.T.P. Optimization to the parameters of abrasive flow machining by Taguchi method. Mater. Today Proc. 2018, 5, 4720–4729. [Google Scholar] [CrossRef]
- Mohammadian, N.; Turenne, S.; Brailovski, V. Surface finish control of additively-manufactured Inconel 625 components using combined chemical-abrasive flow polishing. J. Mater. Proc. Technol. 2018, 252, 728–738. [Google Scholar] [CrossRef]
- Sambharia, J.; Mali, H.S. Recent developments in abrasive flow finishing process: A review of current research and future prospects. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 388–399. [Google Scholar] [CrossRef]
- Yunus, M.; Alsoufi, M.S. Application of Response Surface Methodology for the Optimization of the Control Factors of Abrasive Flow Machining of Multiple Holes in Zinc and AL/SICP MMC Wires. J. Eng. Sci. Technol. 2020, 15, 655–674. [Google Scholar]
- Bhardwaj, A.; Ali, P.; Walia, R.; Murtaza, Q.; Pandey, S. Development of Hybrid Forms of Abrasive Flow Machining Process: A Review. In Advances in Industrial and Production Engineering; Springer: Berlin/Heidelberg, Germany, 2019; pp. 41–67. [Google Scholar]
- Romanowski, M.; Łukianowicz, C.; Sutowska, M.; Zawadka, W.; Pimenov, D.Y.; Nadolny, K. Assessment of the Technological Quality of X5CRNI18-10 Steel Parts after Laser and Abrasive Water Jet Cutting Using Synthetic Index of Technological Quality. Materials 2021, 14, 4801. [Google Scholar] [CrossRef] [PubMed]
- Sutowska, M.; Kapłonek, W.; Pimenov, D.Y.; Gupta, M.K.; Mia, M.; Sharma, S. Influence of Variable Radius of Cutting Head Trajectory on Quality of Cutting Kerf in the Abrasive Water Jet Process for Soda-Lime Glass. Materials 2020, 13, 4277. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.T. Extensions of the TOPSIS for group decision-making under fuzzy environment. Fuzzy Sets Syst. 2000, 114, 1–9. [Google Scholar] [CrossRef]
- Opricovic, S.; Tzeng, G.H. Compromise solution by MCDM methods: A comparative analysis of VIKOR and TOPSIS. Eur. J. Oper. Res. 2004, 156, 445–455. [Google Scholar] [CrossRef]
- Farwaha, H.S.; Deepak, D.; Brar, G.S. Mathematical modeling and process parameters optimization of ultrasonic assisted electrochemical magnetic abrasive machining. J. Mech. Sci. Technol. 2020, 34, 5063–5073. [Google Scholar] [CrossRef]
- Kumar, R.; Bilga, P.S.; Singh, S. Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J. Clean. Prod. 2017, 164, 45–57. [Google Scholar] [CrossRef]
- Biscaia, R.V.B.; Dzulinski, A.C.; de Melo, E.L.; Braghini Junior, A. Comparison of EDM and laser trepanation micro-drilling processes using multiple-criteria decision analysis. Int. J. Adv. Manuf. Technol. 2021, 116, 2599–2612. [Google Scholar] [CrossRef]
- Nguyen, H.P.; Pham, V.D.; Ngo, N.V. Application of TOPSIS to Taguchi method for multi-characteristic optimization of electrical discharge machining with titanium powder mixed into dielectric fluid. Int. J. Adv. Manuf. Technol. 2018, 98, 1179–1198. [Google Scholar] [CrossRef]
- Kumar, R.; Dubey, R.; Singh, S.; Singh, S.; Prakash, C.; Nirsanametla, Y.; Królczyk, G.; Chudy, R. Multiple-Criteria Decision-Making and Sensitivity Analysis for Selection of Materials for Knee Implant Femoral Component. Materials 2021, 14, 2084. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Singh, S. Abrasive Flow Polishing of Tungsten Carbide Wire Drawing Die. Int. J. Appl. Eng. Res. 2011, 6, 499–510. [Google Scholar]
- Kumar, R.; Bilga, P.S.; Singh, S. Optimization of Active Cutting Power Consumption by Taguchi Method for Rough Turning of Alloy Steel. Int. J. Metall. Alloys 2020, 6, 37–45. [Google Scholar]
- Udroiu, R.; Braga, I.C.; Nedelcu, A. Evaluating the Quality Surface Performance of Additive Manufacturing Systems: Methodology and a Material Jetting Case Study. Materials 2019, 12, 995. [Google Scholar] [CrossRef] [Green Version]
- ISO 4288; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method: Rules and Procedures for the Assessment of Surface Texture. ISO: Geneva, Switzerland, 1996.
- Tripathy, S.; Tripathy, D.K. Multi-response optimization of machining process parameters for powder mixed electro-discharge machining of H-11 die steel using grey relational analysis and topsis. Mach. Sci. Technol. 2017, 21, 362–384. [Google Scholar] [CrossRef]
- Vaid, S.K.; Vaid, G.; Kaur, S.; Kumar, R.; Sidhu, M.S. Application of multi-criteria decision-making theory with VIKOR-WASPAS-Entropy methods: A case study of silent Genset. Mater. Today Proc. 2022, 50, 2416–2423. [Google Scholar] [CrossRef]
- Jatin; Kaur, S.; Goel, P.; Randhawa, K.S.; Channi, H.K. Selection of water purifier with TOPSIS using impartial preferences by entropy technique. Mater. Today Proc. 2022, 50, 1389–1396. [Google Scholar] [CrossRef]
- Kumar, R.; Bilga, P.S.; Singh, S. Optimization and Modeling of Active Power Consumption for Turning Operations. In Proceedings of the ISME 19th Conference on Advances in Mechanical Engineering (Mechanical Systems and Sustainability), Jalandhar, India, 20–22 December 2018; pp. 1–16. [Google Scholar]
- Singh, G.; Singh, S.; Prakash, C.; Kumar, R.; Kumar, R.; Ramakrishna, S. Characterization of three-dimensional printed thermal-stimulus polylactic acid-hydroxyapatite-based shape memory scaffolds. Polym. Compos. 2020, 41, 3871–3891. [Google Scholar] [CrossRef]
- Chodha, V.; Dubey, R.; Kumar, R.; Singh, S.; Kaur, S. Selection of industrial arc welding robot with TOPSIS and Entropy MCDM techniques. Mater. Today Proc. 2022, 50, 709–715. [Google Scholar] [CrossRef]
- Kumar, R.; Kaur, S. Multi Attribute Decision Making Approach to Select Microwave Oven with TOPSIS Method. In Proceedings of the 7th International Conference on Advancements in Engineering and Technology (ICAET-2019), Sangrur, India, 15–16 March 2019; pp. 357–361. [Google Scholar]
- Antil, P.; Singh, S.; Manna, A. Experimental Investigation During Electrochemical Discharge Machining (ECDM) of Hybrid Polymer Matrix Composites. Iran. J. Sci. Technol. Trans. Mech. Eng. 2020, 44, 813–824. [Google Scholar] [CrossRef]
- Sidhu, A.S.; Singh, S.; Kumar, R.; Pimenov, D.Y.; Giasin, K. Prioritizing Energy-Intensive Machining Operations and Gauging the Influence of Electric Parameters: An Industrial Case Study. Energies 2021, 14, 4761. [Google Scholar] [CrossRef]
- Rajamanickam, S.; Prasanna, J.; Chandrasekhara Sastry, C. Analysis of high aspect ratio small holes in rapid electrical discharge machining of superalloys using Taguchi and TOPSIS. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 99. [Google Scholar] [CrossRef]
- Kenda, J.; Kermouche, G.; Dumont, F.; Rech, J.; Kopac, J. Investigation of the surface integrity induced by abrasive flow machining on AISI D2 hardened steel. Int. J. Mater. Prod. Technol. 2013, 46, 19–31. [Google Scholar] [CrossRef]
- Becker, W.T.; Shipley, R.J. Wear Failures. In Failure Analysis and Prevention; Becker, W.T., Shipley, R.J., Eds.; ASM International: Novelty, OH, USA, 2002; Volume 11, p. 25. [Google Scholar]
- Cheng, K.-C.; Huang, C.-Y.; Hung, J.-C.; Wang, A.; Lin, Y.-C. Study of the Transcription Effects of Pressing Dies with Ultrasonic Polishing on Glass Molding. Processes 2021, 9, 2083. [Google Scholar] [CrossRef]
- Lin, B.; Jiang, X.-M.; Cao, Z.-C.; Huang, T. Development and theoretical analysis of novel center-inlet computer-controlled polishing process for high-efficiency polishing of optical surfaces. Robot. Comput.-Integr. Manuf. 2019, 59, 1–12. [Google Scholar] [CrossRef]
- Singh, S.; Shan, H.S. Development of magneto abrasive flow machining process. Int. J. Mach. Tools Manuf. 2002, 42, 953–959. [Google Scholar] [CrossRef]
- Dixit, N.; Sharma, V.; Kumar, P. Research trends in abrasive flow machining: A systematic review. J. Manuf. Processes 2021, 64, 1434–1461. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. No. | Variables | Levels | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| A | Extrusion Pressure (Ep), Bar | 65 | 85 | 105 |
| B | Number of Cycles (Noc) | 80 | 130 | 180 |
| C | Abrasive Concentration (Ac), Percentage | 50 | 55 | 60 |
| Exp. No. | Extrusion Pressure (Ep), Bar | Number of Cycles (Noc) | Abrasive Concentration (Ac), % | I-Ra (µm) | F-Ra (µm) | Percentage I-Ra | PT One Cycle (s) | TPT (min) |
|---|---|---|---|---|---|---|---|---|
| 1 | 65 | 80 | 50 | 2.612 | 1.708 | 34.61 | 24 | 32 |
| 2 | 65 | 130 | 55 | 2.834 | 1.498 | 47.14 | 24 | 52 |
| 3 | 65 | 180 | 60 | 2.792 | 1.439 | 48.46 | 24 | 72 |
| 4 | 85 | 80 | 55 | 2.871 | 1.231 | 57.12 | 11 | 15 |
| 5 | 85 | 130 | 60 | 2.549 | 1.019 | 60.02 | 11 | 24 |
| 6 | 85 | 180 | 50 | 2.783 | 0.942 | 66.15 | 11 | 33 |
| 7 | 105 | 80 | 60 | 2.634 | 0.879 | 66.63 | 7 | 9 |
| 8 | 105 | 130 | 50 | 2.456 | 0.721 | 70.64 | 7 | 15 |
| 9 | 105 | 180 | 55 | 2.694 | 0.549 | 79.62 | 7 | 21 |
| No. of Stages | 1st | 2nd | 3rd | 4th | 5th | 6th | 7th |
|---|---|---|---|---|---|---|---|
| The diameter of the drum (mm) | 600 | 595 | 590 | 590 | 585 | 585 | 585 |
| Finishing speed (RPM) | 21 | 24 | 33 | 42 | 56 | 61 | 70 |
| Die material | Tungsten Carbide | ||||||
| Material to be drawn | EN9 | ||||||
| Inlet wire size (mm) | 5.5 | 5.05 | 4.63 | 4.23 | 3.85 | 3.5 | 3.2 |
| Finished wire size (mm) | 5.05 | 4.63 | 4.23 | 3.85 | 3.5 | 3.2 | 2.92 |
| % age reduction | 8.18 | 8.31 | 8.63 | 8.9 | 9.09 | 8.5 | 8.75 |
| Exp. No. | Decision Matrix | Normalized Decision Matrix | Weighted, Normalized Matrix | ||||||
|---|---|---|---|---|---|---|---|---|---|
| F-Ra | TPT | % Age I-Ra | F-Ra | TPT | % Age I-Ra | F-Ra | TPT | % Age I-Ra | |
| 1 | 1.708 | 32 | 34.61 | 0.4877 | 0.2978 | 0.1912 | 0.1626 | 0.0993 | 0.0637 |
| 2 | 1.498 | 52 | 47.14 | 0.4277 | 0.4839 | 0.2604 | 0.1426 | 0.1613 | 0.0868 |
| 3 | 1.439 | 72 | 48.46 | 0.4109 | 0.6700 | 0.2677 | 0.1370 | 0.2233 | 0.0892 |
| 4 | 1.231 | 15 | 57.12 | 0.3515 | 0.1396 | 0.3155 | 0.1172 | 0.0465 | 0.1052 |
| 5 | 1.019 | 24 | 60.02 | 0.2909 | 0.2233 | 0.3315 | 0.0970 | 0.0744 | 0.1105 |
| 6 | 0.942 | 33 | 66.15 | 0.2690 | 0.3071 | 0.3654 | 0.0897 | 0.1024 | 0.1218 |
| 7 | 0.879 | 9 | 66.63 | 0.2510 | 0.0837 | 0.3680 | 0.0837 | 0.0279 | 0.1227 |
| 8 | 0.721 | 15 | 70.64 | 0.2059 | 0.1396 | 0.3902 | 0.0686 | 0.0465 | 0.1301 |
| 9 | 0.549 | 21 | 79.62 | 0.1567 | 0.1954 | 0.4398 | 0.0522 | 0.0651 | 0.1466 |
| Exp. No. | Sepi+ | Sepi− | MCS | S/N Ratio |
|---|---|---|---|---|
| 1 | 0.1553 | 0.1241 | 0.4441 | −7.051 |
| 2 | 0.1718 | 0.0652 | 0.2750 | −11.213 |
| 3 | 0.2206 | 0.0361 | 0.1408 | −17.030 |
| 4 | 0.0792 | 0.1872 | 0.7026 | −3.065 |
| 5 | 0.0739 | 0.1693 | 0.6960 | −3.148 |
| 6 | 0.0869 | 0.1527 | 0.6373 | −3.914 |
| 7 | 0.0395 | 0.2188 | 0.8472 | −1.441 |
| 8 | 0.0298 | 0.2109 | 0.8762 | −1.148 |
| 9 | 0.0372 | 0.2099 | 0.8494 | −1.418 |
| Optimum AFP (Factor/Level) | Optimum MCS | Responses | Mean | S/N Ratio | ||
|---|---|---|---|---|---|---|
| Mean | S/N Ratio | |||||
| Ep (A3) | 105 Bar | 0.9595 | −0.3591 | F-Ra (µm) | 0.887 | 1.0415 |
| Noc (B1) | 80 | Percentage I-Ra | 65.12 | 36.2743 | ||
| Ac (C1) | 50 | TPT (min) | 4 | −12.0412 | ||
| Resource | Degree of Freedom | Sum of Square | Variance | Fisher’s Value | Probability | Contribution (%) |
|---|---|---|---|---|---|---|
| MCS means | ||||||
| Ep | 2 | 0.51172 | 0.255859 | 36.18 | 0.027 | 91.21 |
| Noc | 2 | 0.02268 | 0.01134 | 1.6 | 0.384 | 4.04 |
| Ac | 2 | 0.01249 | 0.006245 | 0.88 | 0.531 | 2.23 |
| Residual Error | 2 | 0.01414 | 0.007072 | 2.52 | ||
| Total | 8 | 0.56103 | 100.00 | |||
| MCS S/N ratios | ||||||
| Ep | 2 | 183.31 | 91.656 | 11.87 | 0.078 | 78.32 |
| Noc | 2 | 19.93 | 9.963 | 1.29 | 0.437 | 8.52 |
| Ac | 2 | 15.37 | 7.683 | 0.99 | 0.501 | 6.57 |
| Residual Error | 2 | 15.45 | 7.725 | 6.60 | ||
| Total | 8 | 234.05 | 100.00 | |||
| Exp. No. | HP-SO | Decision Matrix | Normalized Matrix | Weighted, Normalized Matrix | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| HP-F-Ra (μm) | HP-T (min) | HP-% Age I-Ra | HP-F-Ra | HP-T | HP-% Age I-Ra | HP-F-Ra | HP-T | HP-% Age I-Ra | ||
| 1 | 1 | 2.167 | 29 | 48.89 | 0.2231 | 0.2548 | 0.3405 | 0.0744 | 0.0849 | 0.1135 |
| 2 | 1 | 2.256 | 32 | 51.25 | 0.2322 | 0.2811 | 0.3569 | 0.0774 | 0.0937 | 0.1190 |
| 3 | 1 | 2.743 | 35 | 57.98 | 0.2824 | 0.3075 | 0.4038 | 0.0941 | 0.1025 | 0.1346 |
| 4 | 2 | 2.998 | 38 | 48.01 | 0.3086 | 0.3339 | 0.3344 | 0.1029 | 0.1113 | 0.1115 |
| 5 | 2 | 3.127 | 40 | 44.93 | 0.3219 | 0.3514 | 0.3129 | 0.1073 | 0.1171 | 0.1043 |
| 6 | 2 | 3.258 | 39 | 49.25 | 0.3354 | 0.3426 | 0.3430 | 0.1118 | 0.1142 | 0.1143 |
| 7 | 3 | 3.878 | 42 | 40.98 | 0.3992 | 0.3690 | 0.2854 | 0.1331 | 0.1230 | 0.0951 |
| 8 | 3 | 3.989 | 40 | 42.58 | 0.4106 | 0.3514 | 0.2966 | 0.1369 | 0.1171 | 0.0989 |
| 9 | 3 | 4.091 | 44 | 44.68 | 0.4211 | 0.3866 | 0.3112 | 0.1404 | 0.1289 | 0.1037 |
| Exp. No. | Sepi+ | Sepi− | MCS | Rank |
|---|---|---|---|---|
| 1 | 0.0211 | 0.0814 | 0.7941 | 2 |
| 2 | 0.0156 | 0.0759 | 0.8294 | 1 |
| 3 | 0.0264 | 0.0663 | 0.7148 | 3 |
| 4 | 0.0452 | 0.0445 | 0.4962 | 4 |
| 5 | 0.0551 | 0.0363 | 0.3968 | 6 |
| 6 | 0.0517 | 0.0374 | 0.4200 | 5 |
| 7 | 0.0803 | 0.0094 | 0.1044 | 8 |
| 8 | 0.0789 | 0.0128 | 0.1394 | 7 |
| 9 | 0.0851 | 0.0086 | 0.0917 | 9 |
| Response | Factor/Level | Predicted | Experimental | Relative Error (%) |
|---|---|---|---|---|
| MCS | A3, B1, C1 | 0.9595 | 0.9188 | 4.43 |
| Responses | HPed Die | AFPed Die | Percentage Change in AFP Polished Die |
|---|---|---|---|
| Response Value | |||
| F-Ra (µm) | 2.256 | 0.887 | −60.68 II |
| % age I-Ra | 51.25 | 65.12 | 27.06 III |
| TPT (min) | 32 | 4 | −87.50 I |
| Polishing Method | Number of Stages | Surface Roughness, Ra (μm) | Percentage Reduction in Ra | Bearing Diameter of Die (mm) | Increase in Bearing Diameter of Die (mm) | ||
|---|---|---|---|---|---|---|---|
| Before Drawing | After Drawing | Before Drawing | After Drawing | ||||
| Hand polished | First | 2.638 | 3.665 | 38.93 | 4.63 | 4.66 | 0.03 |
| Second | 2.187 | 3.287 | 50.30 | 4.23 | 4.28 | 0.05 | |
| Third | 2.273 | 3.653 | 60.71 | 3.85 | 3.89 | 0.04 | |
| AFP polished | First | 0.798 | 1.013 | 26.94 | 4.63 | 4.65 | 0.02 |
| Second | 0.854 | 1.221 | 42.97 | 4.23 | 4.27 | 0.04 | |
| Third | 0.831 | 1.259 | 51.50 | 3.85 | 3.89 | 0.03 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, R.; Singh, S.; Aggarwal, V.; Singh, S.; Pimenov, D.Y.; Giasin, K.; Nadolny, K. Hand and Abrasive Flow Polished Tungsten Carbide Die: Optimization of Surface Roughness, Polishing Time and Comparative Analysis in Wire Drawing. Materials 2022, 15, 1287. https://doi.org/10.3390/ma15041287
Kumar R, Singh S, Aggarwal V, Singh S, Pimenov DY, Giasin K, Nadolny K. Hand and Abrasive Flow Polished Tungsten Carbide Die: Optimization of Surface Roughness, Polishing Time and Comparative Analysis in Wire Drawing. Materials. 2022; 15(4):1287. https://doi.org/10.3390/ma15041287
Chicago/Turabian StyleKumar, Raman, Sehijpal Singh, Vivek Aggarwal, Sunpreet Singh, Danil Yurievich Pimenov, Khaled Giasin, and Krzysztof Nadolny. 2022. "Hand and Abrasive Flow Polished Tungsten Carbide Die: Optimization of Surface Roughness, Polishing Time and Comparative Analysis in Wire Drawing" Materials 15, no. 4: 1287. https://doi.org/10.3390/ma15041287