
Reducing the Core Losses of Fe-Si-B Amorphous Alloy Ribbons by High Cooling Rate Planar Flow Casting


Abstract
:1. Introduction
2. Materials and Methods
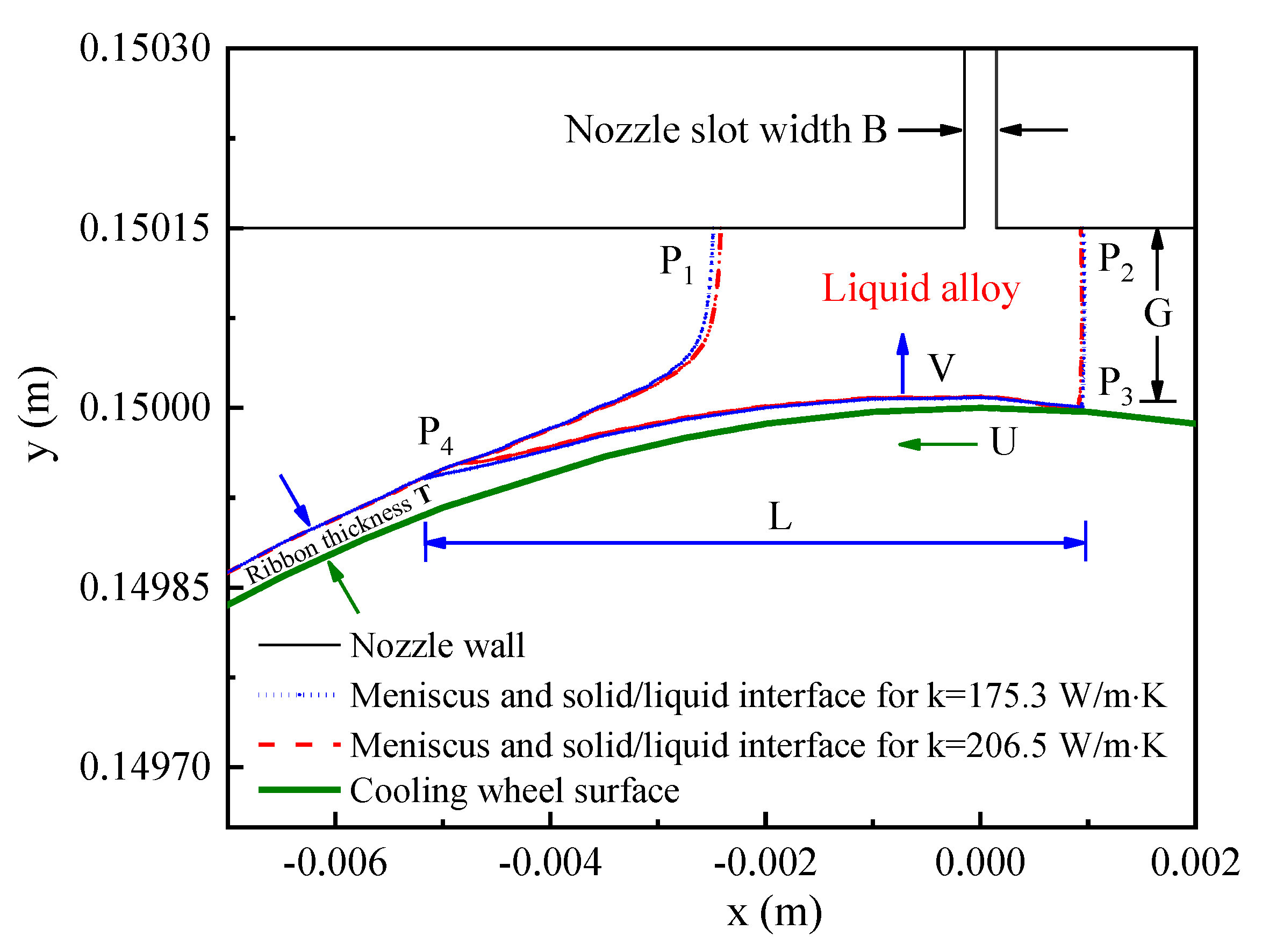
2.1. Calculation Methods and Parameters
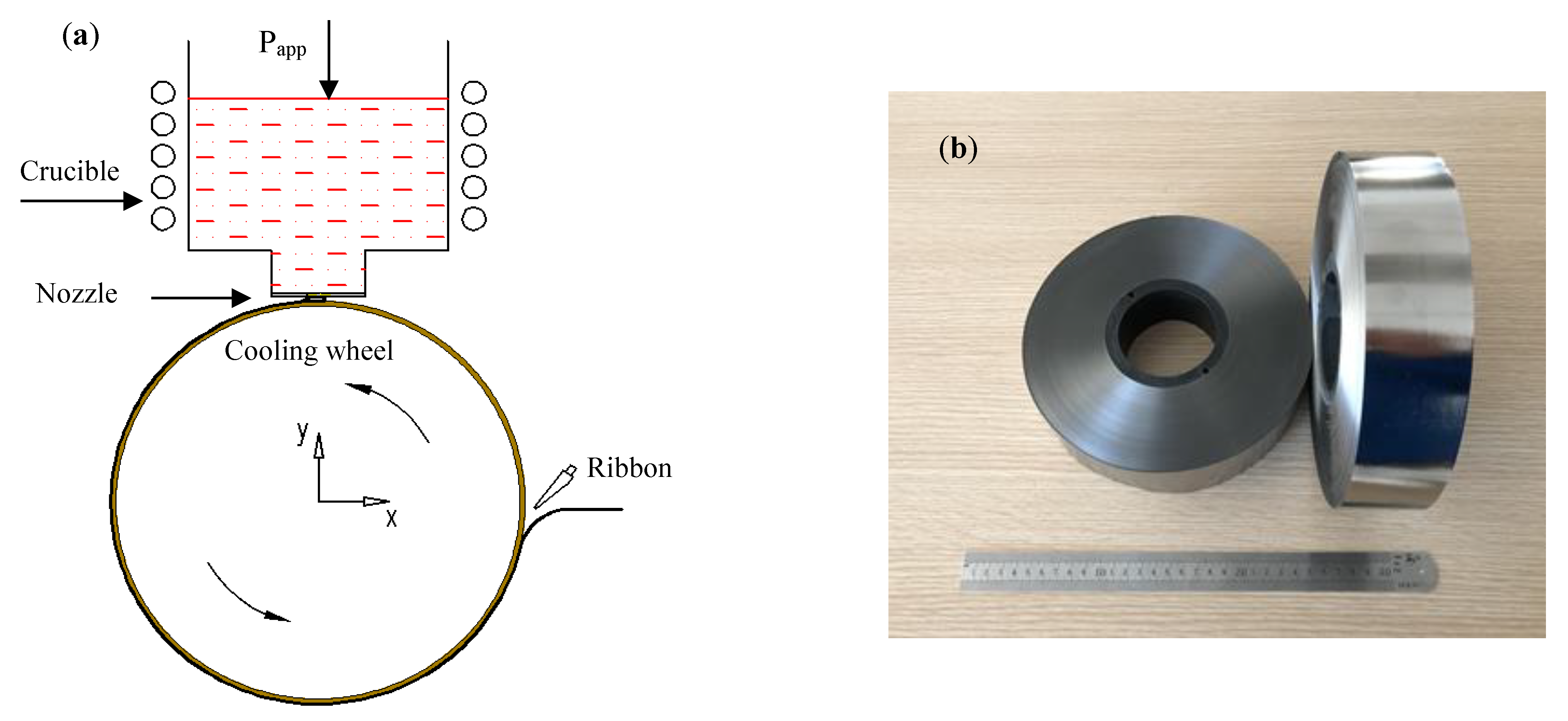
2.2. Experimental Methods
3. Results and Discussion
3.1. Estimation of Cooling Rate of Solidified Alloy during PFC Process
3.2. Effect of Cooling Rate on Soft Magnetic Properties of Amorphous Ribbons
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Azuma, D.; Hasegawa, R. Audible noise from amorphous metal and silicon steel-based transformer core. IEEE Trans. Magn. 2008, 44, 4104–4106. [Google Scholar] [CrossRef]
- Takahashi, K.; Azuma, D.; Hasegawa, R. Acoustic and Soft Magnetic Properties in Amorphous Alloy-Based Distribution Transformer Cores. IEEE Trans. Magn. 2013, 49, 4001–4004. [Google Scholar] [CrossRef]
- Azuma, D.; Ito, N.; Ohta, M. Recent progress in Fe-based amorphous and nanocrystalline soft magnetic materials. J. Magn. Magn. Mater. 2020, 501, 166373. [Google Scholar] [CrossRef]
- Rylko, M.S.; Lyons, E.J.; Egan, M.G. Revised Magnetic Performance Factors and Experimental Comparison of High-Flux Materials for High-Current DC-DC Inductors. IEEE Trans. Power Electr. 2011, 26, 2112–2126. [Google Scholar] [CrossRef]
- Kurita, N.; Onda, K.; Nakanoue, K.; Inagaki, K. Loss estimation method for three-Phase AC reactors of two types of structures using amorphous wound cores in 400-kVA UPS. IEEE Trans. Power Electr. 2014, 29, 3657–3668. [Google Scholar] [CrossRef]
- Dems, M.; Komeza, K. Performance Characteristics of a High-Speed Energy-Saving Induction Motor with an Amorphous Stator Core. IEEE Trans. Ind. Electron. 2014, 61, 3046–3055. [Google Scholar] [CrossRef]
- Kolano, R.; Kolano-Burian, A.; Krykowski, K. Amorphous soft magnetic core for the stator of the high-speed PMBLDC motor with half-open slots. IEEE Trans. Magn. 2016, 52, 2003005. [Google Scholar] [CrossRef]
- Narasimhan, M.C. Continuous casting method for metallic strips. U.S. Patent 1979, 4, 142–571. [Google Scholar]
- Hasegawa, R. Advances in amorphous and nanocrystalline materials. J. Magn. Magn. Mater. 2012, 324, 3555–3557. [Google Scholar] [CrossRef]
- Gutfleisch, O.; Willard, M.A.; Brück, E.; Chen, C.H.; Sankar, S.G.; Liu, J.P. Magnetic Materials and Devices for the 21st Century: Stronger, Lighter, and More Energy Efficient. Adv. Mater. 2011, 23, 821–842. [Google Scholar] [CrossRef]
- Chen, C.W.; Huang, W.S. A modified free surface treatment for the modelling of puddle formation in planar flow casting process. ISIJ Int. 1995, 35, 393–401. [Google Scholar] [CrossRef]
- Liu, H.P.; Chen, W.Z.; Qiu, S.T.; Liu, G.D. Numerical simulation of initial development of fluid flow and heat transfer in planar flow casting process. Metall. Mater. Trans. B 2009, 40B, 411–429. [Google Scholar] [CrossRef]
- Byrne, C.J.; Theisen, E.A.; Reed, B.L.; Steen, P.H. Capillary puddle vibration linked to casting-defect formation in planar-flow melt spinning. Metall. Mater. Trans. B 2006, 37, 445–456. [Google Scholar] [CrossRef]
- Byrne, C.J.; Weinstein, S.J.; Steen, P.H. Capillary stability limits for liquid metal in melt spinning. Chem. Eng. Sci. 2006, 61, 8004–8009. [Google Scholar] [CrossRef]
- Sowjanya, M.; Reddy, T.T. Cooling wheel features and amorphous ribbon formation during planar flow melt spinning process. J. Mater. Process. Technol. 2014, 214, 1861–1870. [Google Scholar] [CrossRef]
- Životský, O.; Markov, D.; Hrabovská, K.; Buršík, J.; Jirásková, Y. Analysis of Magneto-Optical Hysteresis Loops of Amorphous and Surface-Crystalline Fe-Based Ribbons. Materials 2021, 14, 141. [Google Scholar] [CrossRef]
- Anestiev, L.A. An analysis of the dependence of between the ribbon dimensions and the technological parameters for the planar flow casting method. Mat. Sci. Eng. A 1991, 131, 115–121. [Google Scholar] [CrossRef]
- Li, D.R.; Zhuang, J.H.; Liu, T.C.; Lu, Z.C.; Zhou, S.X. The pressure loss and ribbon thickness prediction in gap controlled planar-flow casting process. J. Mater. Process. Technol. 2011, 211, 1764–1767. [Google Scholar] [CrossRef]
- Cox, B.L.; Steen, P.H. ‘Herringbone’ defect formation in planar-flow melt spinning. J. Mater. Process. Technol. 2013, 213, 1743–1752. [Google Scholar] [CrossRef]
- Su, Y.G.; Chen, F.; Wu, C.Y.; Chang, M.H. Effect of surface roughness of chill wheel on ribbon formation in the planar flow casting process. J. Mater. Process. Technol. 2016, 229, 609–613. [Google Scholar] [CrossRef]
- Dong, C.; Inoue, A.; Wang, X.H.; Kong, F.L.; Zanaeva, E.N.; Wang, F.; Bazlov, A.I.; Zhu, S.L.; Li, Q. Soft magnetic properties of Fe82-83B14-15Si2C0.5-1 amorphous alloys with high saturation magnetization above 1.7 T. J. Non-Cryst. Solids 2018, 500, 173–180. [Google Scholar] [CrossRef]
- Li, D.R.; Zhang, L.; Li, G.M.; Lu, Z.C.; Zhou, S.X. Reducing the core loss of amorphous cores for distribution transformers. Prog. Nat. Sci.-Mater. 2012, 22, 244–249. [Google Scholar] [CrossRef] [Green Version]
- Li, D.R.; Lu, Z.C. The effects of aging on the cyclical thermal shock response of a copper-beryllium alloy as a substrate of cooling wheel in planar flow casting process. Mater. Res. Express 2020, 7, 116511. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| K (W/m·K) | P3x (mm) | P4x (mm) | L = P3x − P4x (mm) | Ts (°C) |
|---|---|---|---|---|
| 175.3 | 0.96 | −5.18 | 6.08 | 366.5 |
| 206.5 | 0.92 | −4.76 | 5.68 | 341.2 |
| Thermal Conductivity of Cooling Wheel (W/m·K) | Core Losses at 50 Hz and 1.4 T (W/kg) | Apparent Power at 50 Hz and 1.4 T (VA/kg) |
|---|---|---|
| 206.5 | 0.1331 | 0.1762 |
| 175.3 | 0.1708 | 0.2374 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, D.; Wang, W.; Liu, T.; Li, L.; Lu, Z. Reducing the Core Losses of Fe-Si-B Amorphous Alloy Ribbons by High Cooling Rate Planar Flow Casting. Materials 2022, 15, 894. https://doi.org/10.3390/ma15030894
Li D, Wang W, Liu T, Li L, Lu Z. Reducing the Core Losses of Fe-Si-B Amorphous Alloy Ribbons by High Cooling Rate Planar Flow Casting. Materials. 2022; 15(3):894. https://doi.org/10.3390/ma15030894
Chicago/Turabian StyleLi, Deren, Wenjun Wang, Tiancheng Liu, Lijun Li, and Zhichao Lu. 2022. "Reducing the Core Losses of Fe-Si-B Amorphous Alloy Ribbons by High Cooling Rate Planar Flow Casting" Materials 15, no. 3: 894. https://doi.org/10.3390/ma15030894