
The Mechanical Characterization of Welded Hybrid Joints Based on a Fast-Curing Epoxy Composite with an Integrated Phenoxy Coupling Layer


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Manufacturing Methods
2.3. Welding and Test Methods
2.3.1. Resistance Welding
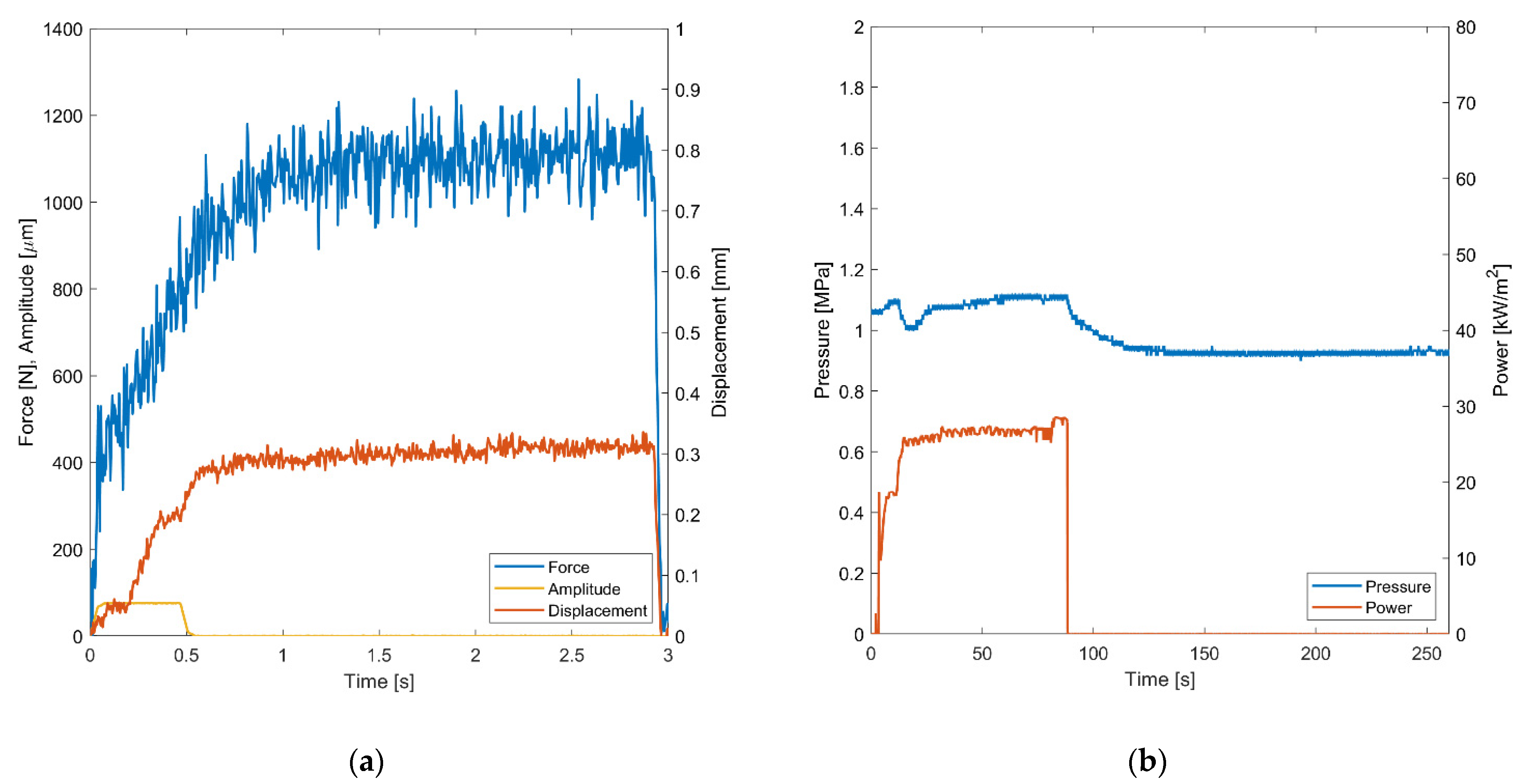
2.3.2. Ultrasonic Welding
3. Results and Discussion
3.1. Analysis of Phenoxy Film Integration during Manufacturing
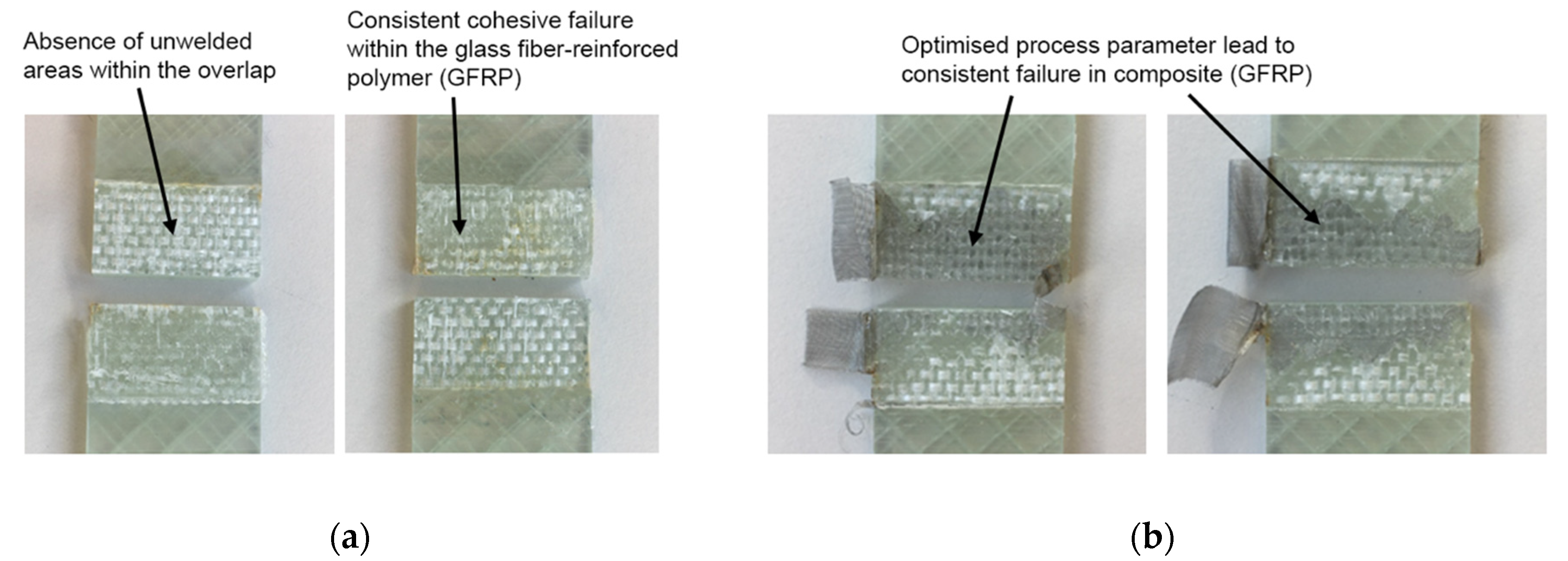
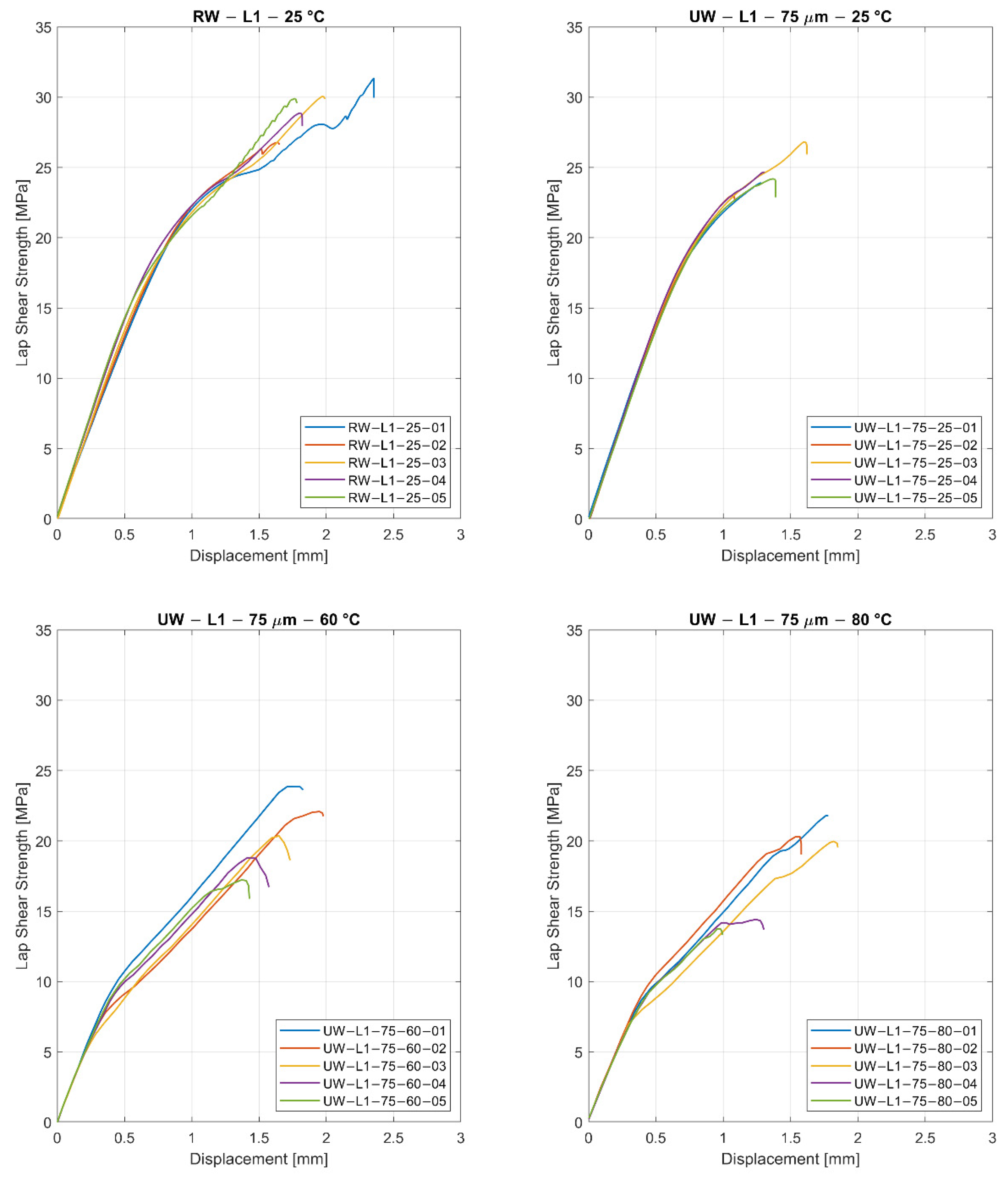
3.2. Welding and Evaluation of Mechanical Performance
4. Conclusions
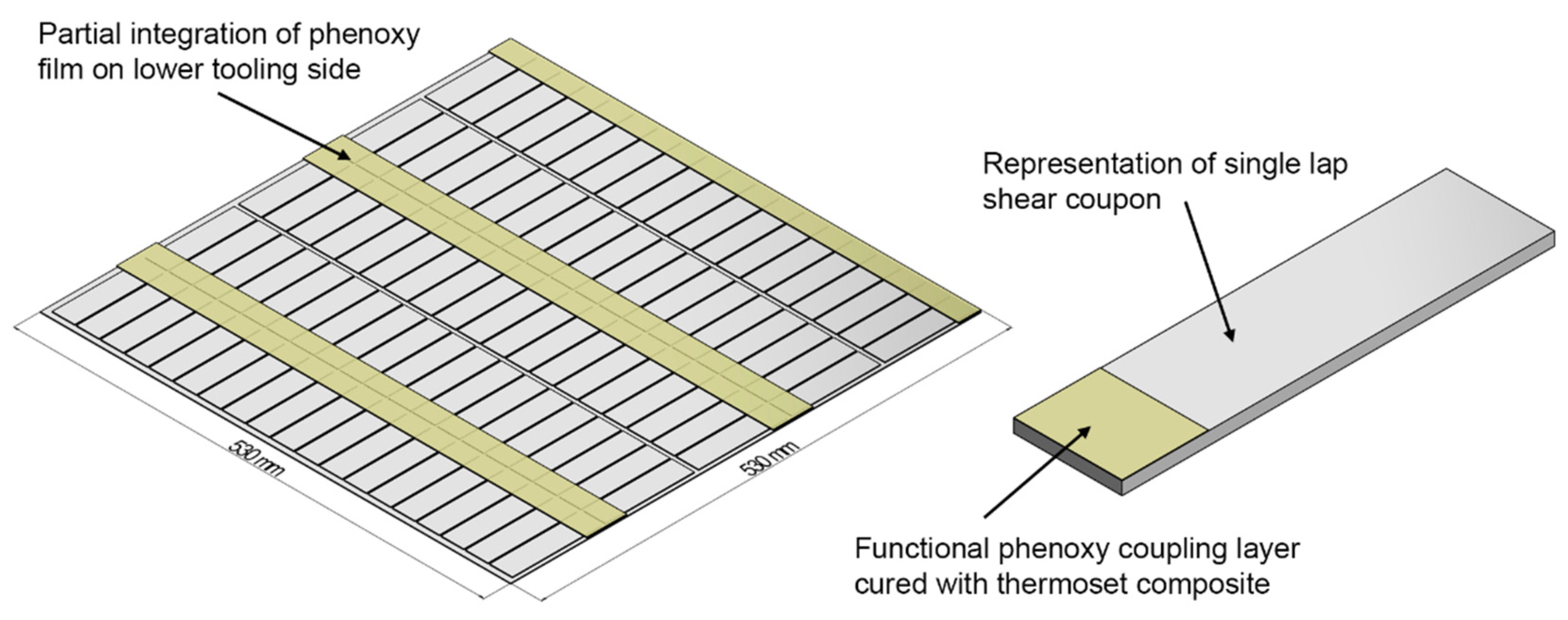
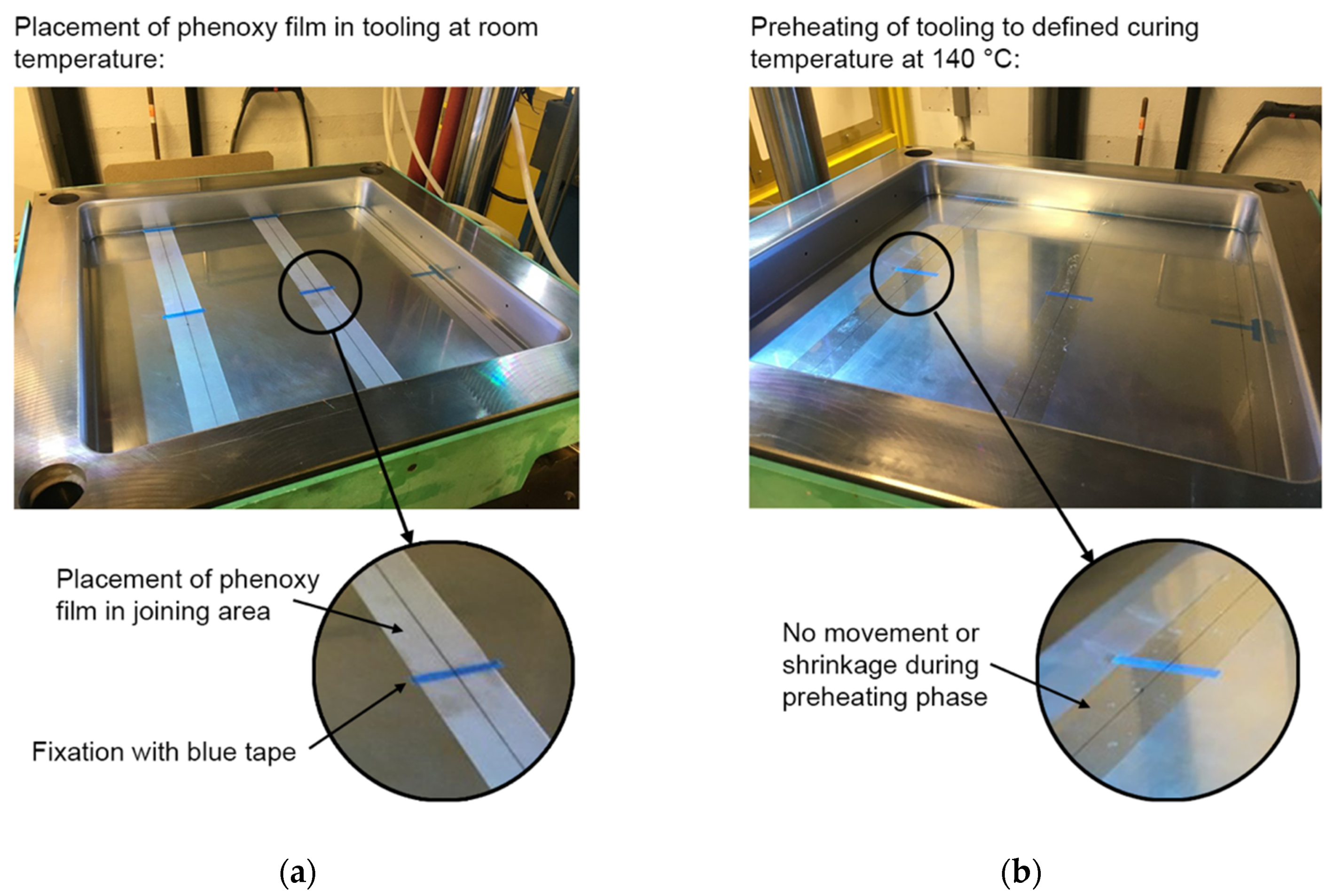
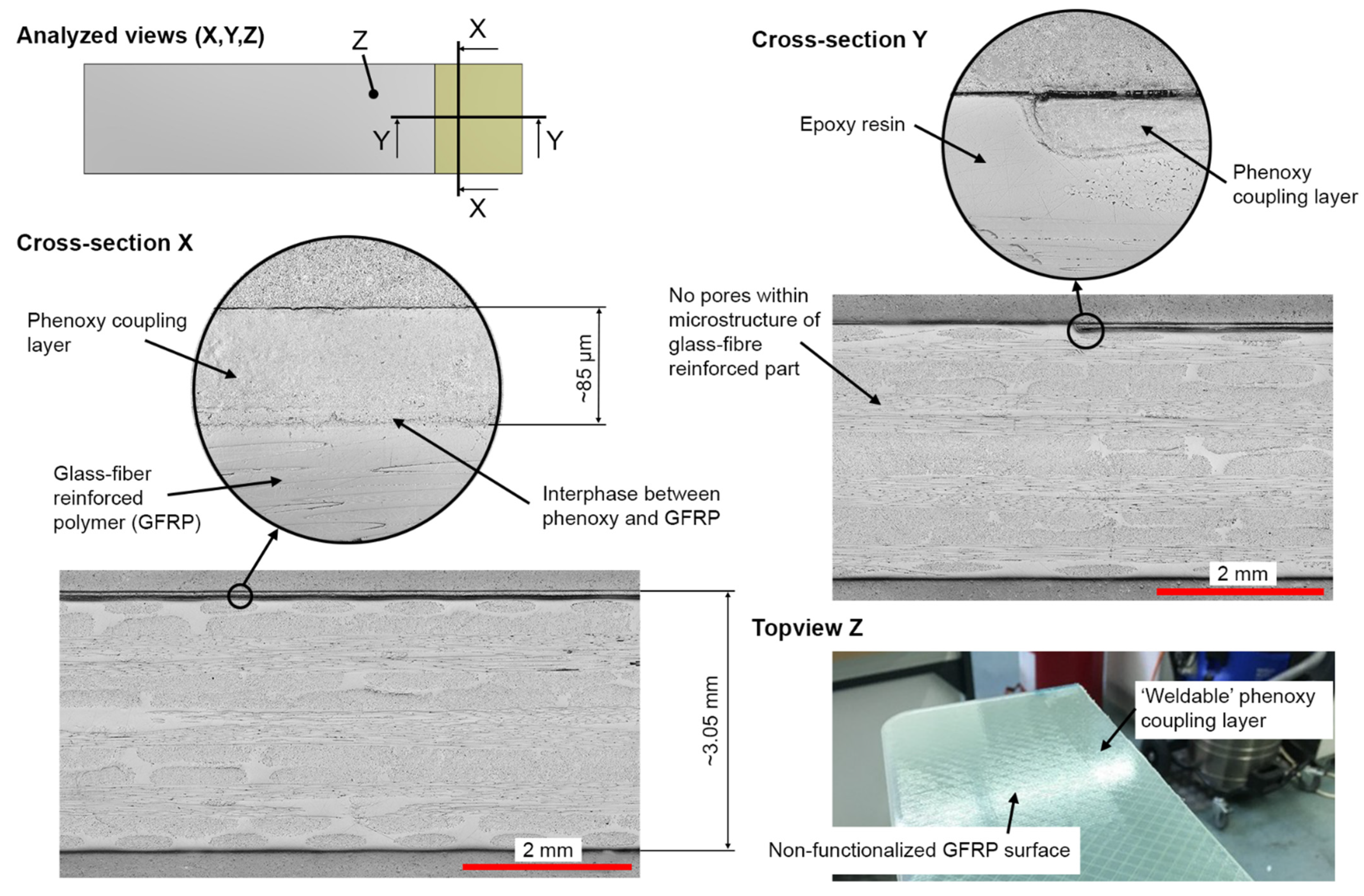
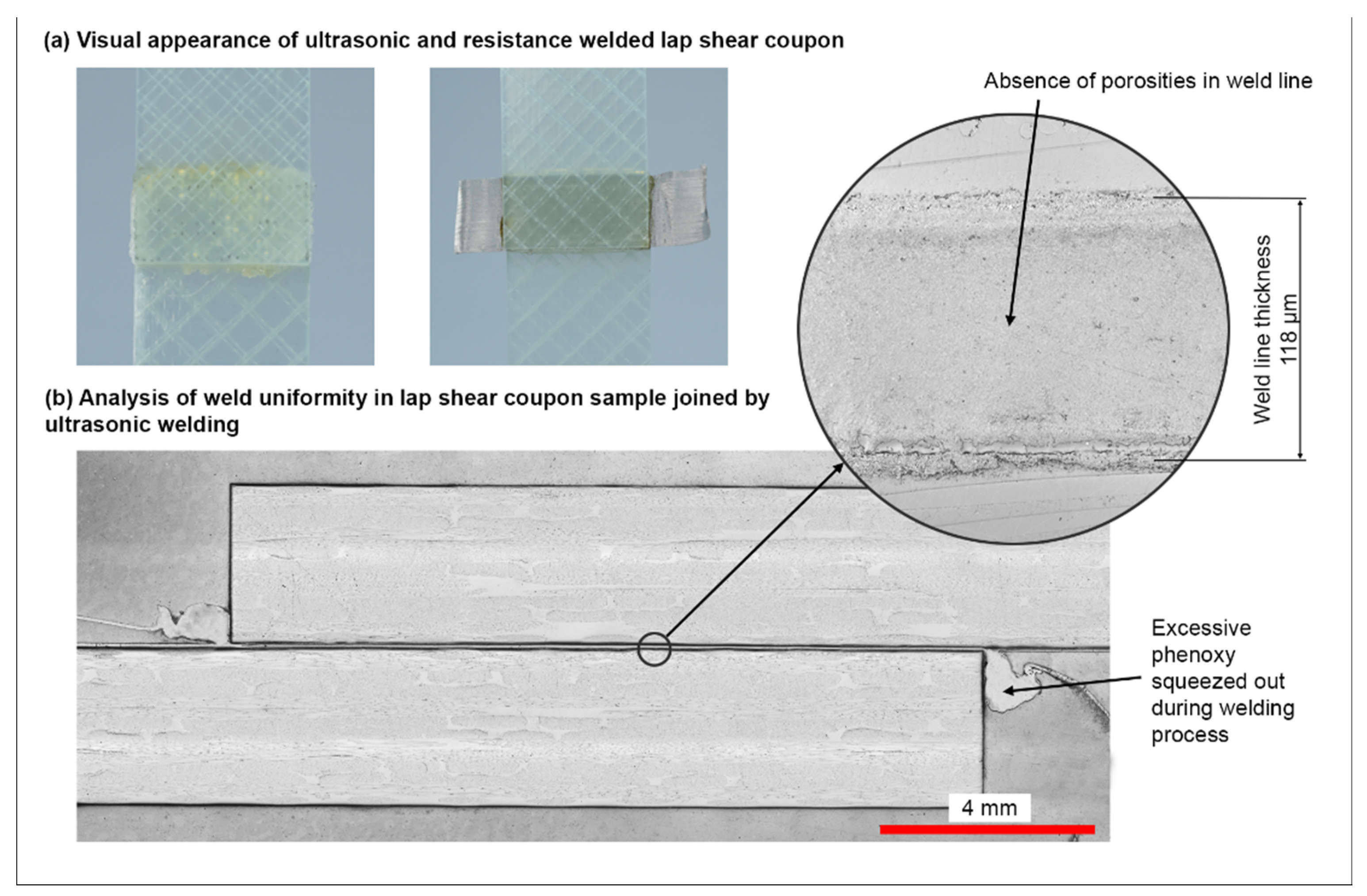
- Integration of the phenoxy coupling layer in the composite structure was carried out in one shot during the used compression molding process, which means no additional energy or process step is required. The integration of the film was robust and, even in the compression-molding process with high-pressure gradients, no movement of the film occurred. Furthermore, no overflow of resin on the welding surface was visible and no visible shrinkage of the film during heating to the curing temperature of 140 °C appeared.
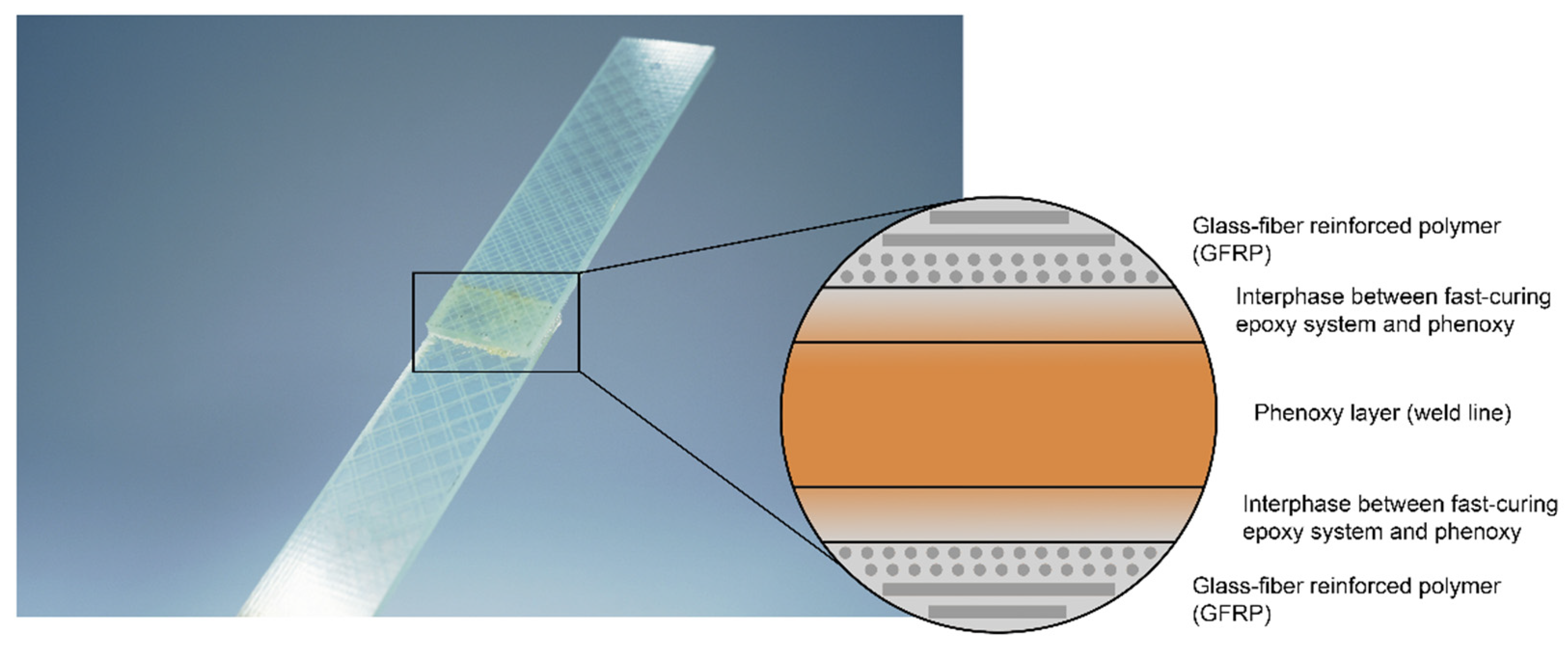
- In this study, it was presented that a strong connection between phenoxy and epoxy resin can be reached, even for very fast curing systems, with a curing time of 1 min at 140 °C.
- Lightweight joining technology with a robust ultrasonic welding process, a high average LSS of 24.4 MPa, and a standard deviation of 0.4 MPa have been achieved. The process time for welding was about 3 s, which is remarkable for the joining of a thermoset composite part. Based on the very linear storage modulus dependency on temperature of the phenoxy until the glass transition temperature (onset of 91 °C), the LSS of samples tested at 60 °C and 80 °C showed considerably high LSS results of 20.1 MPa and 18.3 MPa, respectively.
- Very short welding process times of 3 s for ultrasonic welding and 260 s for resistance welding with damage-tolerant joint design were reached, in comparison to state-of-the-art, epoxy-based adhesives. The welding process is surface-tolerant, which means no preparation is necessary. Furthermore, the proposed joining technology can be easily controlled and automated, and it is therefore adaptable for mass production.
- The use of thermoplastic as a joining material reduces the exposure of workers to chemicals (reactive adhesives). Furthermore, the thermoplastic coupling layer reduces the overall weight in comparison to mechanical fasteners and allows de-assembling possibilities. Due to all these factors, the overall environmental impact is reduced.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Favaloro, M. Thermoplastic Composites in Aerospace–The Future Looks Bright. Available online: https://www.compositesworld.com/articles/thermoplastic-composites-in-aerospace-past-present-and-future (accessed on 15 December 2021).
- Starke, J. Carbon Composites in Automotiv Structural Applications. Available online: https://cutt.ly/CteyLEP (accessed on 15 December 2021).
- Meng, F.; Pickering, S.J.; Mckechnie, J. An Environmental Comparison of Carbon Fibre Composite Waste End-of-life Options. In Proceedings of the SAMPE Europe Conference, Southampton, UK, 11–13 September 2018. [Google Scholar]
- Gardinger, G. New Horizons in Welding Thermoplastic Composite. Available online: https://www.compositesworld.com/articles/new-horizons-in-welding-thermoplastic-composites (accessed on 15 January 2022).
- Wegmann, S.; Rytka, C.; Diaz-Rodenas, M.; Werlen, V.; Schneeberger, C.; Ermanni, P.; Caglar, B.; Gomez, C.; Michaud, V. A Life Cycle Analysis of Novel Lightweight Composite Processes: Reducing the Environmental Footprint of Automotive Structures. J. Clean. Prod. 2022, 330, 129808. [Google Scholar] [CrossRef]
- Gardinger, G. Welding Thermoplastic Composites. Available online: https://www.compositesworld.com/articles/welding-thermoplastic-composites (accessed on 5 January 2022).
- Shi, H.; Villegas, I.F.; Bersee, H.E.N. Strength and Failure Modes in Resistance Welded Thermoplastic Composite Joints: Effect of Fibre-Matrix Adhesion and Fibre Orientation. Compos. Part A Appl. Sci. Manuf. 2013, 55, 1–10. [Google Scholar] [CrossRef]
- Zweifel, L.; Brunner, J.; Brauner, C.; Dransfeld, C. Development of a Resistance Welding Process for Thermoset Fiber Composite Components with Co-Cured Thermoplastic Boundary Layer. In Proceedings of the European Conference on Composite Materials, Athens, Greece, 25–28 June 2018. [Google Scholar]
- Ageorges, C.; Ye, L. Resistance Welding of Thermosetting Composite/Thermoplastic Composite Joints. Adv. Mater. 2006, 32, 1603–1612. [Google Scholar] [CrossRef]
- Stavrov, D.; Bersee, H. Resistance Welding of Thermoplastic Composites-An Overview. Compos. Part A Appl. Sci. Manuf. 2005, 36, 39–54. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Advances in Fusion Bonding Techniques for Joining Thermoplastic Matrix Composites: A Review. Compos. Part A Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Van Ingen, J.W.; Buitenhuis, A.; Van Wijngaarden, M.; Simmons, F. Development of the Gulfstream G650 Induction Welded Thermoplastic Elevators and Rudder. In Proceedings of the International SAMPE Symposium and Exhibition (Proceedings), Seattle, WA, Canada, 17–20 May 2010. [Google Scholar]
- Villegas, I.F.; van Moorleghem, R. Ultrasonic Welding of Carbon/Epoxy and Carbon/PEEK Composites through a PEI Thermoplastic Coupling Layer. Compos. Part A Appl. Sci. Manuf. 2018, 109, 75–83. [Google Scholar] [CrossRef]
- Palardy, G.; Villegas, I.F. Smart Ultrasonic Welding of Thermoplastic Composites. In Proceedings of the the American Society for Composites-31st Technical Conference, ASC 2016, Williamsburg, VA, USA, 19–22 September 2016. [Google Scholar]
- Jongbloed, B.; Teuwen, J.; Palardy, G.; Fernandez Villegas, I.; Benedictus, R. Continuous Ultrasonic Welding of Thermoplastic Composites: Enhancing the Weld Uniformity by Changing the Energy Director. J. Compos. Mater. 2020, 54, 2023–2035. [Google Scholar] [CrossRef]
- Troughton, M.J. Handbook of Plastics Joining: A Practical Guide, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2008; ISBN 9780815519768. [Google Scholar]
- Offringa, A.; Myers, D.; Buitenhuis, A. Redesigned A340–500/600 Fixed Wing Leading Edge (J-Nose) in Thermoplastics. In Proceedings of the 22nd International SAMPE Europe Conference, Paris, France, 26–28 March 2001; p. 331. [Google Scholar]
- Gardinger, G. Thermoplastic Composites Gain Leading Edge on the A380. Available online: https://www.compositesworld.com/articles/thermoplastic-composites-gain-leading-edge-on-the-a380 (accessed on 5 January 2022).
- Thermoplastic Rudder and Elevator in G650 Empennage. Available online: https://www.gknaerospace.com/en/our-technology/2017/thermoplastic-rudder-and-elevator-in-g650-empennage/ (accessed on 5 January 2022).
- Veldman, S.L.; Kortbeek, P.; Wölcken, P.C.; Kos, H.; Villegas, J. Development of a Multifunctional Fuselage Demonstrator. In Proceedings of the Aerospace Europe Conference, Bordeaux, France, 25–28 February 2020. [Google Scholar]
- Omairey, S.L.; Sampethai, S.; Hans, L.; Worrall, C.; Lewis, S.; Negro, D.; Sattar, T.; Ferrera, E.; Blanco, E.; Wighton, J.; et al. Development of innovative automated solutions for the assembly of multifunctional thermoplastic composite fuselage. Int. J. Adv. Manuf. Technol. 2021, 117, 480–491. [Google Scholar] [CrossRef]
- Zweifel, L.; Zhilyaev, I.; Brauner, C.; Rheme, M.; Eckhard, G.; Bersier, V.; Glavaški, S.; Pfeiffer, R. Experimental and Numerical Development on Multi-Material Joining Technology for Sandwich-Structured Composite Materials. Materials 2021, 14, 6005. [Google Scholar] [CrossRef]
- MM-Welding®–Smart Joining of Lightweight Materials. Available online: https://www.bossard.com/ch-en/product-solutions/brands/welding-technology/mm-welding/ (accessed on 19 January 2022).
- Engelschall, M.; Larsen, L.; Fischer, F.; Kupke, M. Robot-Based Continuous Ultrasonic Welding for Automated Production of Aerospace Structures. In Proceedings of the SAMPE Europe Conference, Nantes, France, 17–19 September 2019. [Google Scholar]
- Don, R.C.; Gillespie, J.W., Jr.; McKnight, S.H. Bonding Techniques for High Performance Thermoplastic Compositions. U.S. Patent No. 5643390, 1 July 1997. [Google Scholar]
- Brauner, C.; Nakouzi, S.; Zweifel, L.; Tresch, J. Co-Curing Behaviour of Thermoset Composites with a Thermoplastic Boundary Layer for Welding Purposes. Compos. Adv. Mater. 2020, 29, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Zweifel, L.; Brauner, C. Investigation of the Interphase Mechanisms and Welding Behaviour of Fast-Curing Epoxy Based Composites with Co-Cured Thermoplastic Boundary Layers. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106120. [Google Scholar] [CrossRef]
- Lestriez, B.; Chapel, J.P.; Gérard, J.F. Gradient Interphase between Reactive Epoxy and Glassy Thermoplastic from Dissolution Process, Reaction Kinetics, and Phase Separation Thermodynamics. Macromolecules 2001, 34, 1204–1213. [Google Scholar] [CrossRef]
- Lipatov, Y.S.; Alekseeva, T.T. Phase-Separated Interpenetrating Polymer Networks. In Phase-Separated Interpenetrating Polymer Networks; Springer: Berlin/Heidelberg, Germany, 2007; pp. 1–227. [Google Scholar]
- Teuwen, J.J.E.; Asquier, J.; Inderkum, P.; Masania, K.; Brauner, C.; Villegas, I.F.; Dransfeld, C. Gradient Interphases between High Tg Epoxy and Polyetherimide for Advanced Joining Processes. In Proceedings of the ECCM-18 Conference, Athens, Greece, 25–28 June 2018. [Google Scholar]
- Farooq, U.; Heuer, S.; Teuwen, J.; Dransfeld, C. Effect of a Dwell Stage in the Cure Cycle on the Interphase Formation in a Poly(ether imide)/High Tg Epoxy System. ACS Appl. Polym. Mater. 2021, 3, 6111–6119. [Google Scholar] [CrossRef]
- Van Krevelen, D.W.W. Properties of Polymers; Elsevier: Amsterdam, The Netherlands, 2009; ISBN 9780444828774. [Google Scholar]
- Tsiangou, E.; Teixeira de Freitas, S.; Fernandez Villegas, I.; Benedictus, R. Investigation on Energy Director-Less Ultrasonic Welding of Polyetherimide (PEI)-to Epoxy-Based Composites. Compos. Part B Eng. 2019, 173, 107014. [Google Scholar] [CrossRef]
- Bruckbauer, P. Struktur-Eigenschafts-Beziehungen von Interphasen Zwischen Epoxidharz und Thermoplastischen Funktionsschichten für Faserverbundwerkstoffe; TU München: München, Germany, 2018. [Google Scholar]
- Zweifel, L.; Brauner, C.; Teuwen, J.; Dransfeld, C. In Situ Characterization of the Reaction-Diffusion Behavior during the Gradient Interphase Formation of Polyetherimide with a High-Temperature Epoxy System. Polymers 2022, 14, 435. [Google Scholar] [CrossRef]
- SikaPower®-1200. Available online: https://industry.sika.com/en/home/renewable-energies/wind-energy/blade-manufacturing/surface-finishingandrepair/sikapower-1200.html (accessed on 15 January 2022).
- 3MTM Structural Adhesive SA9820. Available online: https://www.3m.com/3M/en_US/p/d/b40066524/ (accessed on 18 December 2021).
- ARALDITE® 2012. Available online: https://www.huntsman.com/products/araldite2000/araldite-2012 (accessed on 18 December 2021).
- SikaPower®-1277. Available online: https://industry.sika.com/en/home/transportation/structural-adhesives/metal-adhesives/sikapower-1277.html (accessed on 15 January 2022).
- Phenoxy PKHH PELLETS. Available online: https://www.gabrielchem.com/product/pkhh-pellets/ (accessed on 2 December 2021).
- Dynamic Fluid Compression Molding. Available online: https://www.compositesworld.com/cdn/cms/DFCMOverview.pdf (accessed on 5 January 2022).
- Huntsman Advanced Materials Develops a New Compression Molding Process. Available online: https://www.huntsman.com/about/advanced-materials/news/detail/12600/huntsman-advanced-materials-develops-a-new-compression (accessed on 7 January 2022).
- Alif, N.; Carlsson, L.A.; Boogh, L. The Effect of Weave Pattern and Crack Propagation Direction on Mode I Delamination Resistance of Woven Glass and Carbon Composites. Compos. Part B Eng. 1998, 29, 603–611. [Google Scholar] [CrossRef]
- Villegas, I.F. Ultrasonic Welding of Thermoplastic Composites. Front. Mater. 2019, 6, 291. [Google Scholar] [CrossRef]
- Palardy, G.; Villegas, I.F. On the Effect of Flat Energy Directors Thickness on Heat Generation during Ultrasonic Welding of Thermoplastic Composites. Compos. Interfaces 2017, 24, 203–214. [Google Scholar] [CrossRef] [Green Version]
- Villegas, I.F.; Palardy, G. Ultrasonic Welding of CF/PPS Composites with Integrated Triangular Energy Directors: Melting, Flow and Weld Strength Development. Compos. Interfaces 2017, 24, 515–528. [Google Scholar] [CrossRef] [Green Version]
- Fernandez Villegas, I.; Valle Grande, B.; Bersee, H.E.N.; Benedictus, R. A Comparative Evaluation between Flat and Traditional Energy Directors for Ultrasonic Welding of CF/PPS Thermoplastic Composites. Compos. Interfaces 2015, 22, 717–729. [Google Scholar] [CrossRef]
- Da Silva, L.F.M.; Öchsner, A.; Adams, R.D. Handbook of Adhesion Technology, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2018; Volumes 1–2. [Google Scholar]
- Kupski, J. Novel Adherend Laminate Designs for Composite Bonded Joints; Delft University of Technology: Delft, The Netherlands, 2020. [Google Scholar]
- Rajagopalan, G.; Gillespie, J.W.; McKnight, S.H. Diffusion of Reacting Epoxy and Amine Monomers in Polysulfone: A Diffusivity Model. Polymer 2000, 41, 7723–7733. [Google Scholar] [CrossRef]
- Voleppe, Q.; Pardoen, T.; Bailly, C. Interdiffusion and Phase Separation upon Curing in Thermoset-Thermoplastic Interphases Unravelled by the Characterization of Partially Cured Systems. Polymer 2016, 106, 120–127. [Google Scholar] [CrossRef]
- Villegas, I.F. Strength Development Versus Process Data in Ultrasonic Welding of Thermoplastic Composites with Flat Energy Directors and its Application to the Definition of Optimum Processing Parameters. Compos. Part A Appl. Sci. Manuf. 2014, 65, 27–37. [Google Scholar] [CrossRef]
- Schollerer, M.J.; Kosmann, J.; Völkerink, O.; Holzhüter, D.; Hühne, C. Surface Toughening–A Concept to Decrease Stress Peaks in Bonded Joints. J. Adhes. 2019, 95, 495–514. [Google Scholar] [CrossRef]
- Brauner, C.; Küng, M.; Arslan, D.; Maurer, C. Fused Filament Fabrication Based on Polyhydroxy Ether (Phenoxy) Polymers and Related Properties. Polymers 2021, 13, 1549. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structural Adhesive | Curing Condition | Adherend | Testing Temperature | LSS (MPa) |
|---|---|---|---|---|
| SikaPower® 1200 [36] | 4 h at 70 °C | GFRP | 23 °C | 20 |
| 3M™ Structural Adhesive SA9820 [37] | 24 h at RT followed by 30 min at 170 °C | Aluminum | 23 °C | 20 |
| 3M™ Structural Adhesive SA9820 [37] | 24 h at RT followed by 30 min at 170 °C | Aluminum | 80 °C | 13 |
| Araldite® 2012 [38] | 16 h at 40 °C | CFRP | 23 °C | 14.5 |
| SikaPower®-1277 [39] | 2 weeks at 23 °C | Steel | 23 °C | 28 |
| Welding | Layup | Energy Director | Testing Temperature | LSS (MPa) | Standard Deviation (MPa) |
|---|---|---|---|---|---|
| RW | L1 | - | 23 °C | 28.5 | 2.3 |
| UW | L1 | 75 μm | 23 °C | 23.8 | 0.6 |
| UW | L1 | 125 μm | 23 °C | 24.4 | 0.4 |
| UW | L2 | 75 μm | 23 °C | 20.8 | 2.2 |
| UW | L1 | 75 μm | 60 °C | 20.1 | 2.4 |
| UW | L1 | 75 μm | 80 °C | 18.3 | 3.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zweifel, L.; Ritter, K.; Brauner, C. The Mechanical Characterization of Welded Hybrid Joints Based on a Fast-Curing Epoxy Composite with an Integrated Phenoxy Coupling Layer. Materials 2022, 15, 1264. https://doi.org/10.3390/ma15031264
Zweifel L, Ritter K, Brauner C. The Mechanical Characterization of Welded Hybrid Joints Based on a Fast-Curing Epoxy Composite with an Integrated Phenoxy Coupling Layer. Materials. 2022; 15(3):1264. https://doi.org/10.3390/ma15031264
Chicago/Turabian StyleZweifel, Lucian, Klaus Ritter, and Christian Brauner. 2022. "The Mechanical Characterization of Welded Hybrid Joints Based on a Fast-Curing Epoxy Composite with an Integrated Phenoxy Coupling Layer" Materials 15, no. 3: 1264. https://doi.org/10.3390/ma15031264