
Selective Leaching of Inert Mineral Product and the RO Phase in Steel Slag with Acetum to Improve Total Fe Content

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- (1)
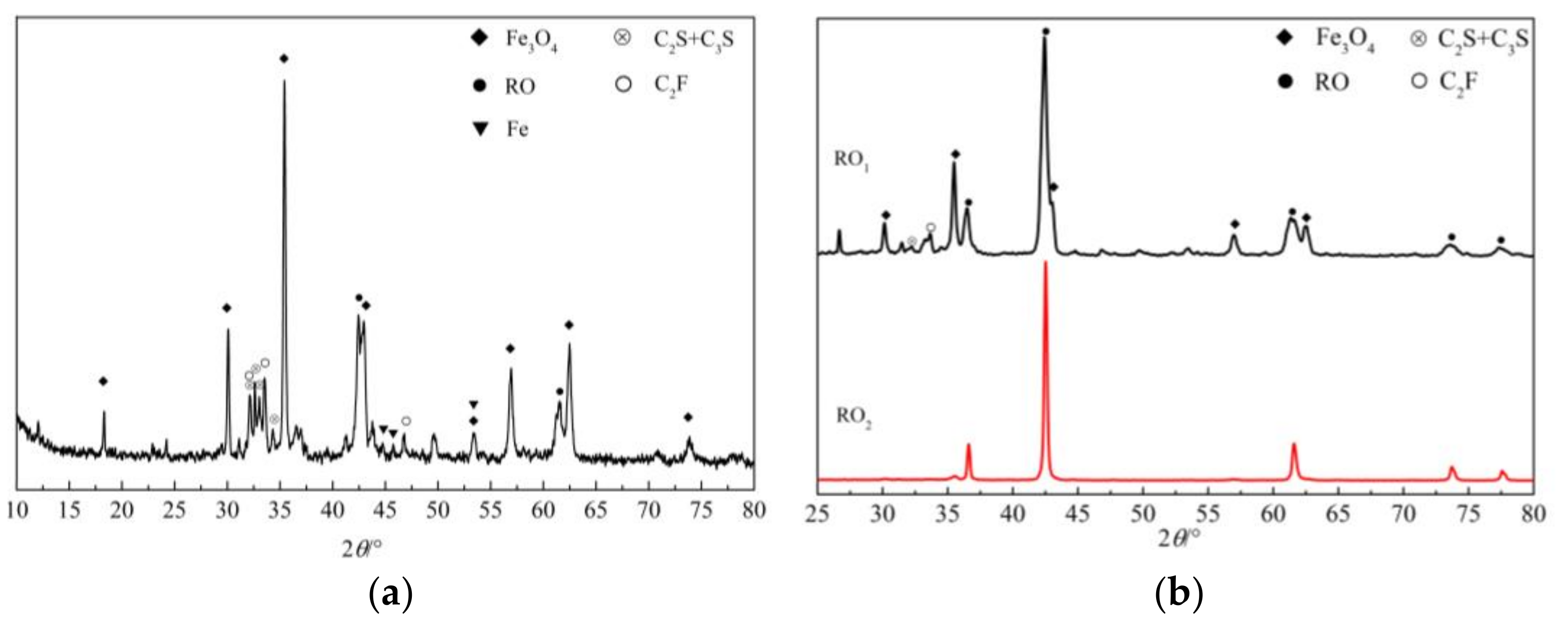
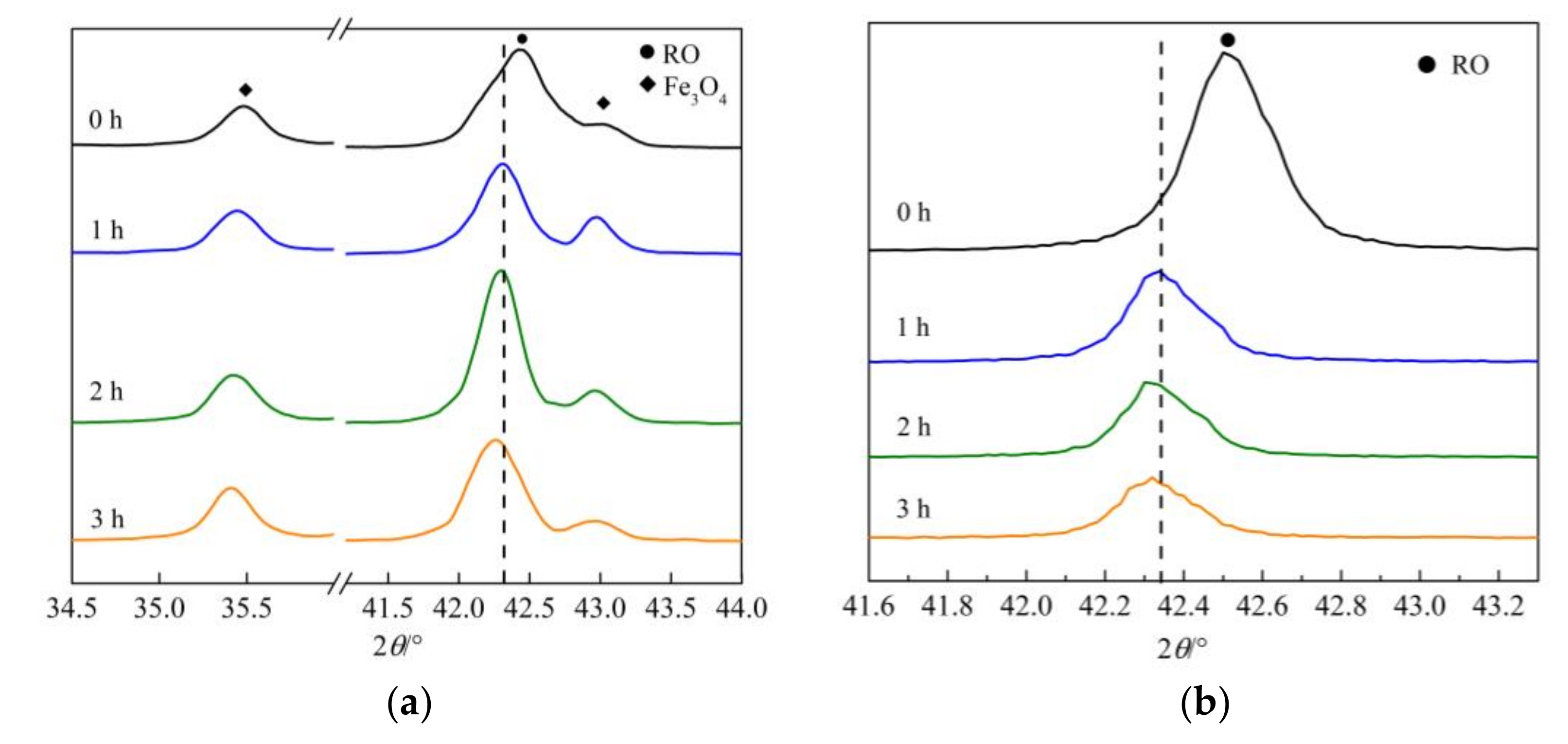
- IMP. This sample, marked S1, was obtained by the pneumatic and dry and wet magnetic separation of steel slag powder manufactured by Angang Steel Company Limited. The TFe content and specific surface area of sample S1 were 41.77% and 128 m2/kg, respectively. The mineral components of sample S1 were determined by XRD, as shown in Figure 1a. Sample S1 contained Fe3O4, RO phase, calcium silicate (C2S + C3S), dicalcium ferrite (C2F), and a small amount of metallic Fe.
- (2)
- RO phase. Due to the great difference in the FeO and MgO content of RO phase in steel slag from different places of production, two RO phase samples were selected in order to comprehensively explore the dissolution characteristics of these RO phase minerals in acetic acid solution. The first RO phase sample was marked RO1 and obtained from steel slag powder with high RO phase content. The mineral components of sample RO1 were 45.8% RO phase, 30.5% Fe3O4, 15.8% C2F, and 7.9% calcium silicate, as determined by chemical phase analysis [26,27]. The XRD pattern of RO1 is shown in Figure 1b. The second sample, labeled RO2, was synthesized using three chemical agents at a high temperature. The XRD pattern of sample RO2 is shown in Figure 1b; results indicated that RO2 is a high-purity material containing RO phases. The chemical compositions of samples S1 and RO1 are shown in Table 1.
- (3)
- Five analytical reagents (purity greater than 99.5%): acetic acid, methanol, KOH, sucrose, and salicylic acid. Acetic acid was used to prepare 20% acetum; KOH and sucrose were used to prepare KOSH solution; salicylic acid and methanol were used to prepare SAM solution.
2.2. Sample Preparation and Leaching Experiment
2.2.1. Preparation of the Two RO Phase Samples
- (1)
- RO1. The concentrate obtained from the dry magnetic separation of steel slag powder was wet ground for 30 min. Fe and Fe3O4 in the concentrate were removed by magnetic separation under a weak magnetic field of 70 mT to obtain tailings. Calcium silicate and C2F in the tailings were then dissolved by the SAM–KOSH [28] method to obtain sample RO1.
- (2)
- RO2. Analytically pure MgO, Fe2O3, and Fe powders were used as raw materials. The powders were mixed and homogenized at an FeO:MgO molar ratio of 1, and the mixture was pressed into Φ 10 mm × 20 mm cylinders with 10 kN of force for 2 min. Sample RO2 was synthesized by calcining the cylinders at 1450 °C for 2 h in a tubular furnace with high-purity N2 as a protective atmosphere.
2.2.2. Acetic Acid Leaching Experiment
2.3. Characterization and Calculation Methods
2.3.1. Instrumentation
2.3.2. Chemical Analysis
2.3.3. Calculation of the FeO and MgO Contents of the RO Phase
3. Results and Discussion
3.1. Leaching of IMP
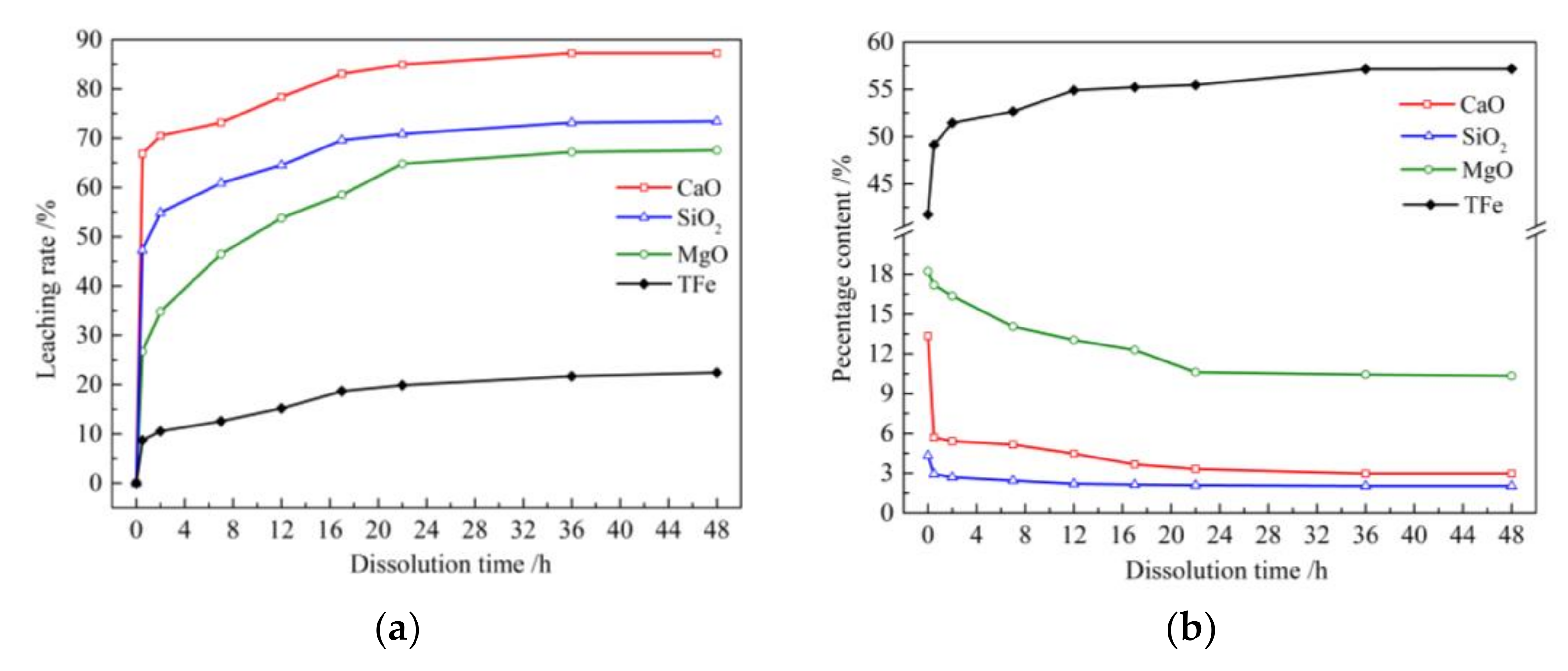
3.1.1. Leaching Characteristics of the Chemical Components
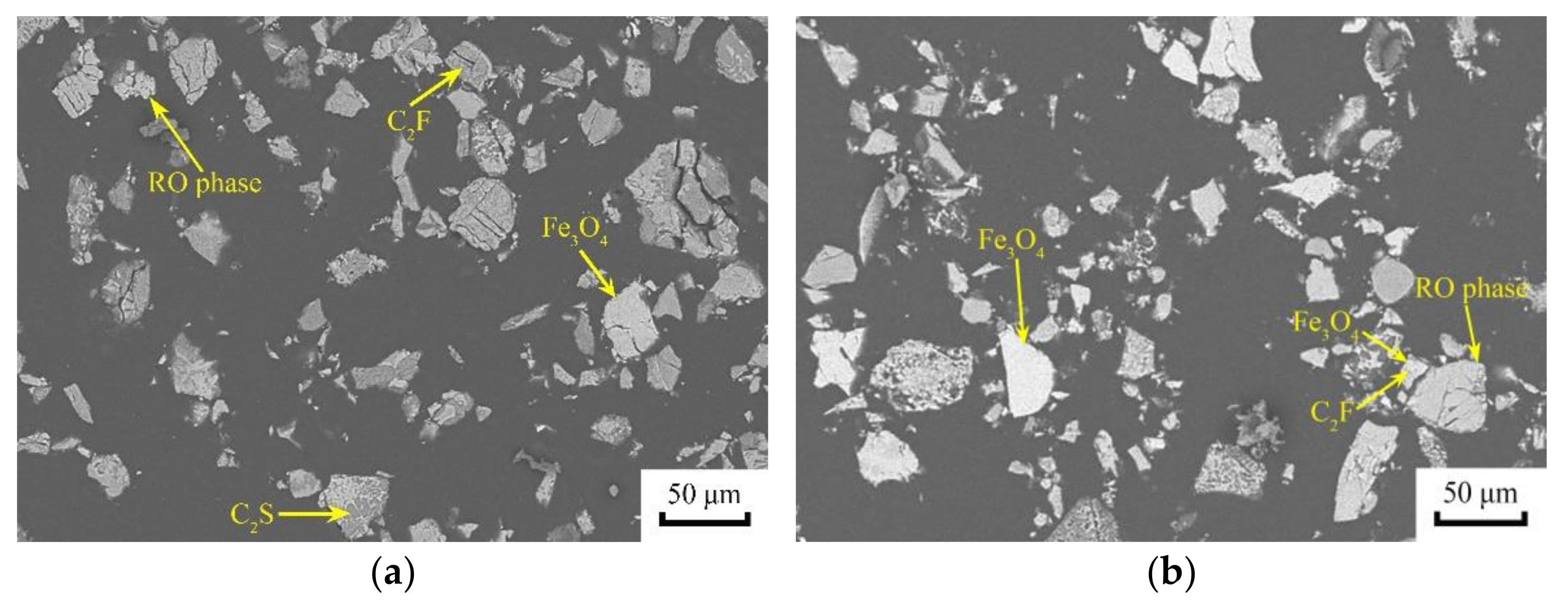
3.1.2. Leaching Characteristics of the Mineral Components
- (1)
- SEM testing
- (2)
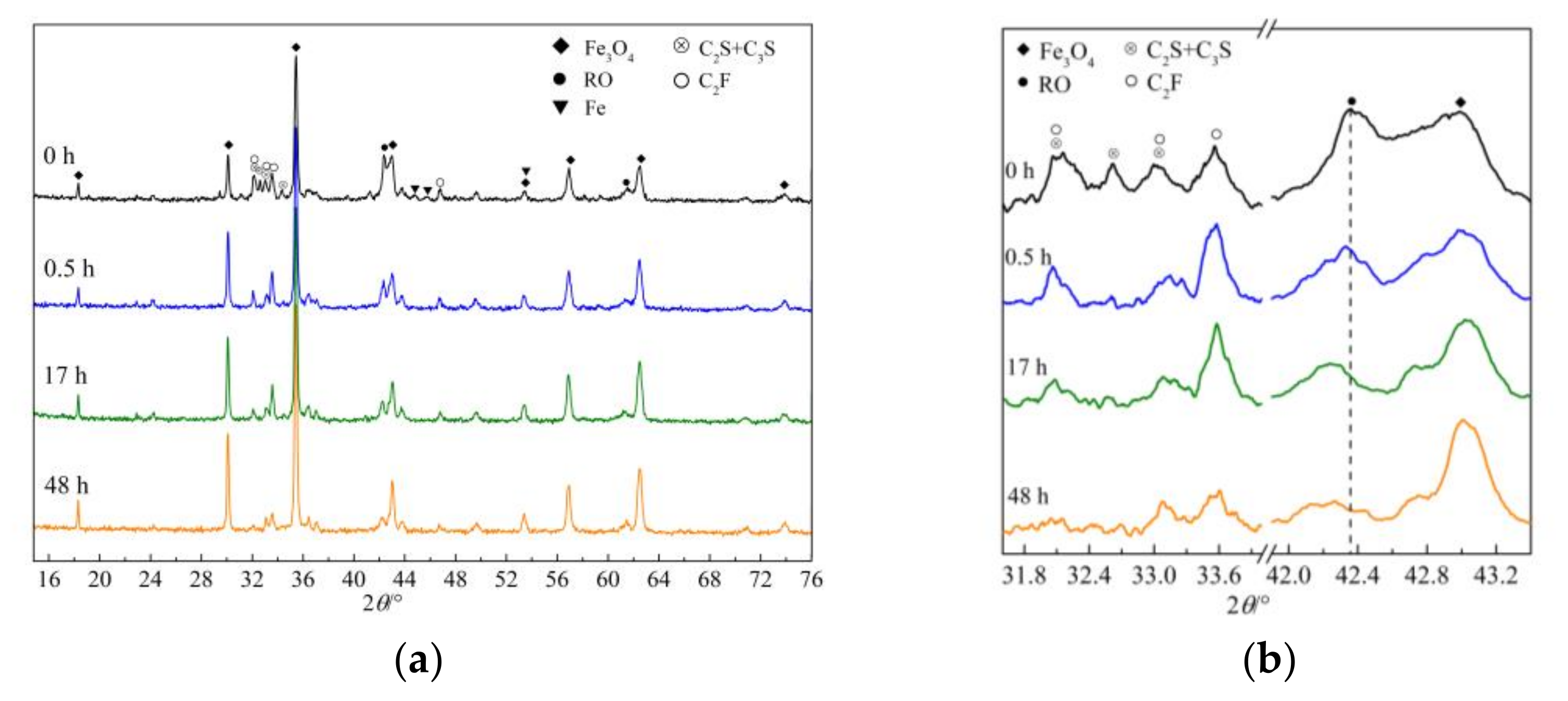
- XRD analysis
- (3)
- Chemical phase analysis
3.2. Leaching of RO Phase Samples
3.2.1. XRD Analysis
3.2.2. Chemical Analysis
4. Conclusions
- (1)
- CaO and SiO2 had high-leaching rates; indeed, the respective leaching rates of these components were 3.9 and 3.3 times higher than that of Fe. MgO has a moderate leaching rate of approximately 3.0 times that of Fe. Fe had the lowest leaching rate among these components. CaO and SiO2 had high-leaching speeds and were mostly leached out within 0.5 h. By comparison, MgO and Fe had lower leaching speeds and could be leached out after 22 h.
- (2)
- Fe3O4 was insoluble in acetum, and C2F began to leach slowly in small amounts only after calcium silicate was completely leached. The RO phase and metallic Fe had low-leaching speeds and slow-leaching rates. Calcium silicate can be mostly leached within 0.5 h, and its leaching rate is fairly high.
- (3)
- The TFe content increased greatly, the SiO2 content decreased slightly, and the CaO and MgO contents decreased greatly in the leaching residue. Moreover, the Fe3O4 content increased continuously, the C2F content first increased and then decreased, the RO phase and metallic Fe contents decreased slowly, and the calcium silicate content decreased significantly within 0.5 h.
- (4)
- MgO and FeO in the RO phase were continuously leached over time, and the maximum leaching rate of MgO was 1.9 times that of FeO. The MgO content decreased, whereas the FeO content increased during the leaching of the RO phase. The leaching rates of MgO and FeO in the original RO phase were higher than those in the synthesized RO phase, and the difference between these rates was quite large.
- (5)
- The results of the present study lay a theoretical foundation for future research and development efforts to enhance acetum leaching technologies to improve the TFe content of IMP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yi, H.; Xu, G.; Cheng, H.; Wang, J.; Wan, Y.; Chen, H. An Overview of Utilization of Steel Slag. Procedia Environ. Sci. 2012, 16, 791–801. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Ling, T.C.; Pan, S.Y. Environmental benefit assessment of steel slag utilization and carbonation: A systematic review. Sci. Total Environ. 2022, 806, 150280. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Bao, Y.; Wang, M. Steel slag in China: Treatment, recycling and management. Waste Manag. 2018, 78, 318–330. [Google Scholar] [CrossRef] [PubMed]
- Alyousef, R.; Ali, B.; Mohammed, A.; Kurda, R.; Alabduljabbar, H.; Riaz, S. Evaluation of Mechanical and Permeability Characteristics of Microfiber-Reinforced Recycled Aggregate Concrete with Different Potential Waste Mineral Admixtures. Materials 2021, 14, 5933. [Google Scholar] [CrossRef] [PubMed]
- Miah, M.J.; Paul, S.C.; Babafemi, A.J.; Panda, B. Strength Properties of Sustainable Mortar Containing Waste Steel Slag and Waste Clay Brick: Effect of Temperature. Materials 2021, 14, 2113. [Google Scholar] [CrossRef]
- Hayashi, A.; Watanabe, T.; Kaneko, R.; Takano, A.; Takahashi, K.; Miyata, Y.; Matsuo, S.; Yamamoto, T.; Inoue, R.; Ariyama, T. Decrease of sulfide in enclosed coastal sea by using steelmaking slag. ISIJ Int. 2013, 53, 1894–1901. [Google Scholar] [CrossRef] [Green Version]
- Humbert, P.S.; Castro-Gomes, J. CO2 activated steel slag-based materials: A review. J. Clean. Prod. 2019, 208, 448–457. [Google Scholar] [CrossRef]
- Chen, Z.; Li, R.; Zheng, X.; Liu, J. Carbon sequestration of steel slag and carbonation for activating RO phase. Cem. Concr. Res. 2021, 139, 106271. [Google Scholar] [CrossRef]
- He, T.; Li, Z.; Zhao, S.; Zhao, Z.; Zhao, X. Effect of reductive component-conditioning materials on the composition, structure, and properties of reconstructed BOF slag. Constr. Build. Mater. 2020, 255, 119269. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Feng, J. A discussion on improving hydration activity of steel slag by altering its mineral compositions. J. Hazard. Mater. 2011, 186, 1070–1075. [Google Scholar] [CrossRef]
- Kriskova, L.; Pontikes, Y.; Cizer, Ö.; Mertens, G.; Veulemans, W.; Geysen, D.; Jones, P.T.; Vandewalle, L.; Van Balen, K.; Blanpain, B. Effect of mechanical activation on the hydraulic properties of stainless steel slags. Cem. Concr. Res. 2012, 42, 778–788. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, J.; Yan, P. Cementitious properties of super-fine steel slag. Powder Technol. 2013, 245, 35–39. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, M.; Zhang, Z. Hydration properties of steel slag under autoclaved condition. J. Therm. Anal. Calorim. 2015, 120, 1241–1248. [Google Scholar] [CrossRef]
- Han, F.; Zhang, Z.; Wang, D.; Yan, P. Hydration heat evolution and kinetics of blended cement containing steel slag at different temperatures. Thermochim. Acta 2015, 605, 43–51. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, Z.; Zhuang, S.; He, W. Hydration properties and microstructure characteristics of alkali–activated steel slag. Constr. Build. Mater. 2020, 241, 118141. [Google Scholar] [CrossRef]
- Sun, J.; Chen, Z. Effect of silicate modulus of water glass on the hydration of alkali-activated converter steel slag. J. Therm. Anal. Calorim. 2019, 138, 47–56. [Google Scholar] [CrossRef]
- Hou, X.; He, N.; Yuan, J.; Dong, Y.; Yang, H. Separation of divalent metal oxides solid solution from steel slag. J. Chin. Ceram. Soc. 2013, 41, 1142–1150. [Google Scholar] [CrossRef]
- Hou, X.; Liu, Z.; Yang, H.; Dong, Y.; Ma, X. Influence of grinding process of steel slag on RO phase separation by pneumatic separation. J. Build. Mater. 2017, 20, 385–391. [Google Scholar] [CrossRef]
- Hou, J.; Chen, Z.; Liu, J. Hydration Activity and Expansibility Model for the RO Phase in Steel Slag. Metall. Mater. Trans. B 2020, 51, 1697–1704. [Google Scholar] [CrossRef]
- GB/T 36704-2018; Standard for Iron Ore Concentrate. Chinese Standard: Beijing, China, 2018.
- Du, C.-M.; Gao, X.; Ueda, S.; Kitamura, S.-Y. Separation and recovery of phosphorus from steelmaking slag via a selective leaching–chemical precipitation process. Hydrometallurgy 2019, 189, 105109. [Google Scholar] [CrossRef]
- Miller, J.R.; LaLama, M.J.; Kusnic, R.L.; Wilson, D.E.; Kiraly, P.M.; Dickson, S.W.; Zeller, M. On the nature of calcium magnesium acetate road deicer. J. Solid State Chem. 2019, 270, 1–10. [Google Scholar] [CrossRef]
- Chen, L.; Liu, B.; Zhang, L.; Jiang, Y. Acetic acid leaching of calcium-based active components from converter steel slag. Iron Steel Vanadium Titan. 2017, 38, 74–80. [Google Scholar] [CrossRef]
- Zhang, H.; He, D.; Xu, A.; Shan, D.; Li, J. Kinetic model for electric furnace slag leaching in CH3COOH solution. J. Chin. Ceram. Soc. 2013, 41, 96–102. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, A.; He, D.; Cui, J. Selective extraction behavior of steelmaking slag in CH3COOH solution at environmental preessure. Metal. Int. 2013, 18, 49–56. [Google Scholar]
- Hou, X.; Yuan, J.; Yang, H.; Liu, Z.; Liang, S. Chemical phase analysis of nonhydraulic minerals in steel slag. J. Chin. Ceram. Soc. 2016, 44, 651–657. [Google Scholar] [CrossRef]
- Huang, R. Study on Converter Steel Slag Mineral Phase. Master’s Thesis, Xi’an University of Architecture and Technology, Xi’an, China, 2018. [Google Scholar]
- Cui, S.P.; Wang, X.L.; Wang, J.F.; Liu, H. Extraction of the RO phase from steel slag. Mater. Sci. Forum. 2017, 898, 2470–2475. [Google Scholar] [CrossRef]
- YB/T 140-2009; Standard for Methods of Chemical Analysis for Steel Slag. Chinese Standard: Beijing, China, 2009.
- YB/T 148-2015; Standard for Test Method for the Content of Total Iron in Steel Slag. Chinese Standard: Beijing, China, 2015.
- Hou, G.; Li, W.; Guo, W.; Chen, J.; Luo, J.; Wang, J. Microstructure and mineral phase of converter slag. J. Chin. Ceram. Soc. 2008, 36, 436–443. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Fe2O3 | MgO | CaO | SiO2 | Al2O3 | MnO | P2O5 | TiO2 | Cr2O3 | SO3 | V2O5 | Total |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S1 | 51.06 | 16.00 | 17.66 | 7.59 | 1.90 | 3.54 | 1.30 | 0.40 | 0.27 | 0.18 | 0.09 | 99.98 |
| RO1 | 54.27 | 18.30 | 9.44 | 5.51 | 3.95 | 4.15 | 2.63 | 1.07 | 0.30 | 0.16 | 0.16 | 99.93 |
| Sample | O | Fe | Ca | Mg | Si | Al |
|---|---|---|---|---|---|---|
| S1 | 60.95 | 14.93 | 9.63 | 9.08 | 3.48 | 1.94 |
| S1-0.5 | 58.05 | 29.05 | 2.44 | 6.82 | 2.80 | 0.84 |
| Time/h | C2S + C3S | RO Phase | C2F |
|---|---|---|---|
| 0 | 0.15 | 0.33 | 0.20 |
| 0.5 | 0.03 | 0.16 | 0.21 |
| 17 | 0.01 | 0.10 | 0.18 |
| 48 | 0.00 | 0.08 | 0.09 |
| Time/h | Fe3O4 | C2F | C2S + C3S | RO Phase | M-Fe |
|---|---|---|---|---|---|
| 0 | 43.27 | 11.03 | 16.04 | 24.14 | 1.59 |
| 0.5 | 59.14 | 11.97 | 2.49 | 22.47 | 1.07 |
| 17 | 67.39 | 13.43 | 1.34 | 14.32 | 0.98 |
| 48 | 77.30 | 9.85 | 0.98 | 7.86 | 0.14 |
| Sample | Time/h | Leaching Residue | RO Phase | Leaching Rate | |||||
|---|---|---|---|---|---|---|---|---|---|
| Yield /% | FeO /% | MgO /% | FeORO /% | MgORO /% | FeO/MgO | FeORO /% | MgORO /% | ||
| RO1 | 0 | - | 57.87 | 24.04 | 46.11 | 52.49 | 0.49 | - | - |
| 1 | 79.7 | 66.27 | 22.14 | 47.66 | 49.32 | 0.54 | 17.6 | 25.1 | |
| 2 | 76.7 | 66.85 | 20.33 | 47.82 | 42.18 | 0.63 | 20.5 | 38.4 | |
| 3 | 73.5 | 67.12 | 19.34 | 47.92 | 39.07 | 0.68 | 23.6 | 45.3 | |
| RO2 | 0 | - | - | - | 64.59 | 36.26 | 1.00 | - | - |
| 1 | 91.7 | - | - | 65.88 | 36.10 | 1.02 | 6.5 | 8.7 | |
| 2 | 88.7 | - | - | 65.92 | 35.38 | 1.05 | 10.2 | 14.2 | |
| 3 | 83.7 | - | - | 66.45 | 34.86 | 1.07 | 13.9 | 19.6 | |
| Sample | O | Fe | Ca | Mg | Si | Al | FeO/MgO |
|---|---|---|---|---|---|---|---|
| RO1 | 62.95 | 15.69 | 10.47 | 5.71 | 2.24 | 2.94 | 1.50 |
| RO1-2 | 62.48 | 23.55 | 8.86 | 2.77 | 1.38 | 0.96 | 2.66 |
| RO2 | 47.01 | 27.55 | 25.44 | 25.44 | - | - | 1.08 |
| RO2-2 | 46.26 | 30.25 | 23.49 | 23.49 | - | - | 1.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, X.; Shi, Y.; Wang, X.; Tang, Y.; Wu, M.; Zhan, H. Selective Leaching of Inert Mineral Product and the RO Phase in Steel Slag with Acetum to Improve Total Fe Content. Materials 2022, 15, 1242. https://doi.org/10.3390/ma15031242
Hou X, Shi Y, Wang X, Tang Y, Wu M, Zhan H. Selective Leaching of Inert Mineral Product and the RO Phase in Steel Slag with Acetum to Improve Total Fe Content. Materials. 2022; 15(3):1242. https://doi.org/10.3390/ma15031242
Chicago/Turabian StyleHou, Xinkai, Yiming Shi, Xiangfeng Wang, Yuyi Tang, Meng Wu, and Hua Zhan. 2022. "Selective Leaching of Inert Mineral Product and the RO Phase in Steel Slag with Acetum to Improve Total Fe Content" Materials 15, no. 3: 1242. https://doi.org/10.3390/ma15031242