
Polynomial Multiple Regression Analysis of the Lubrication Effectiveness of Deep Drawing Quality Steel Sheets by Eco-Friendly Vegetable Oils


Abstract
:1. Introduction
2. Material and Methods
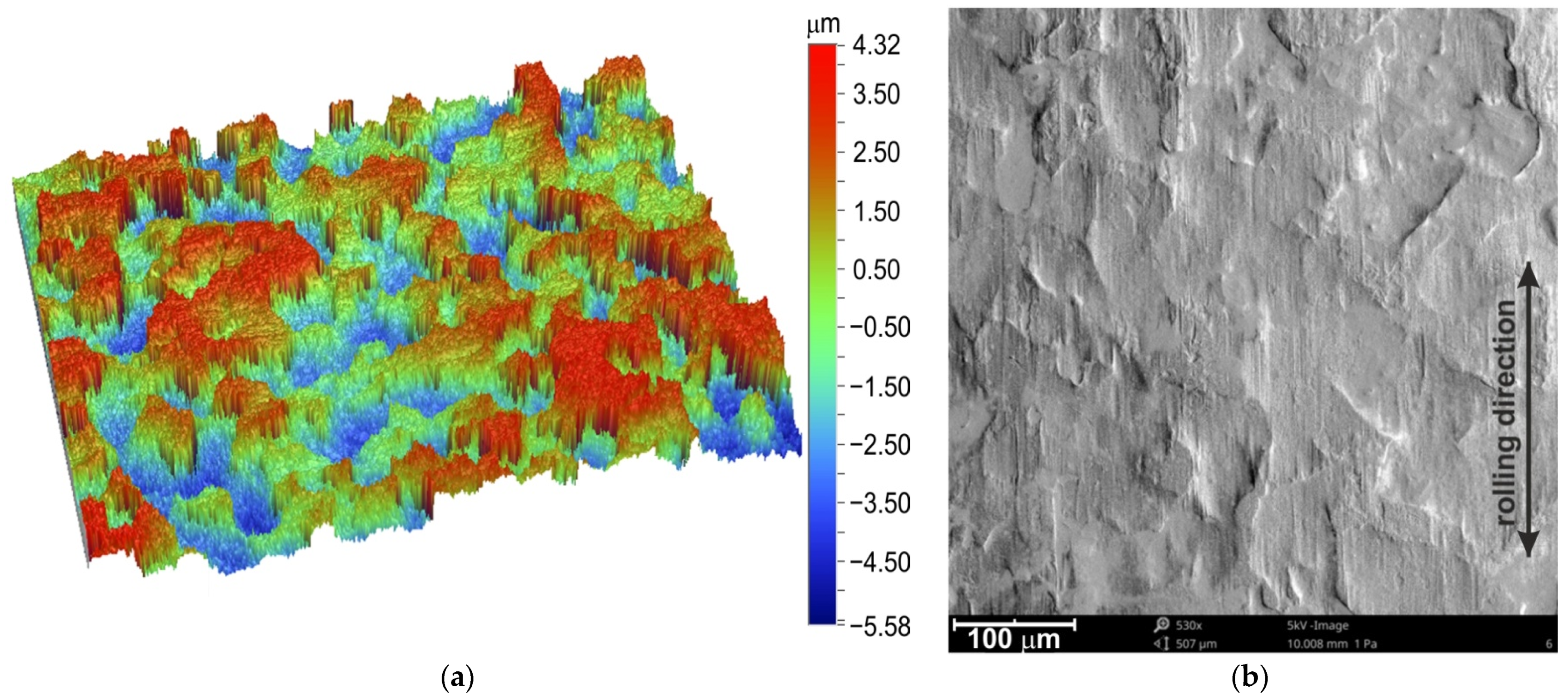
2.1. Material
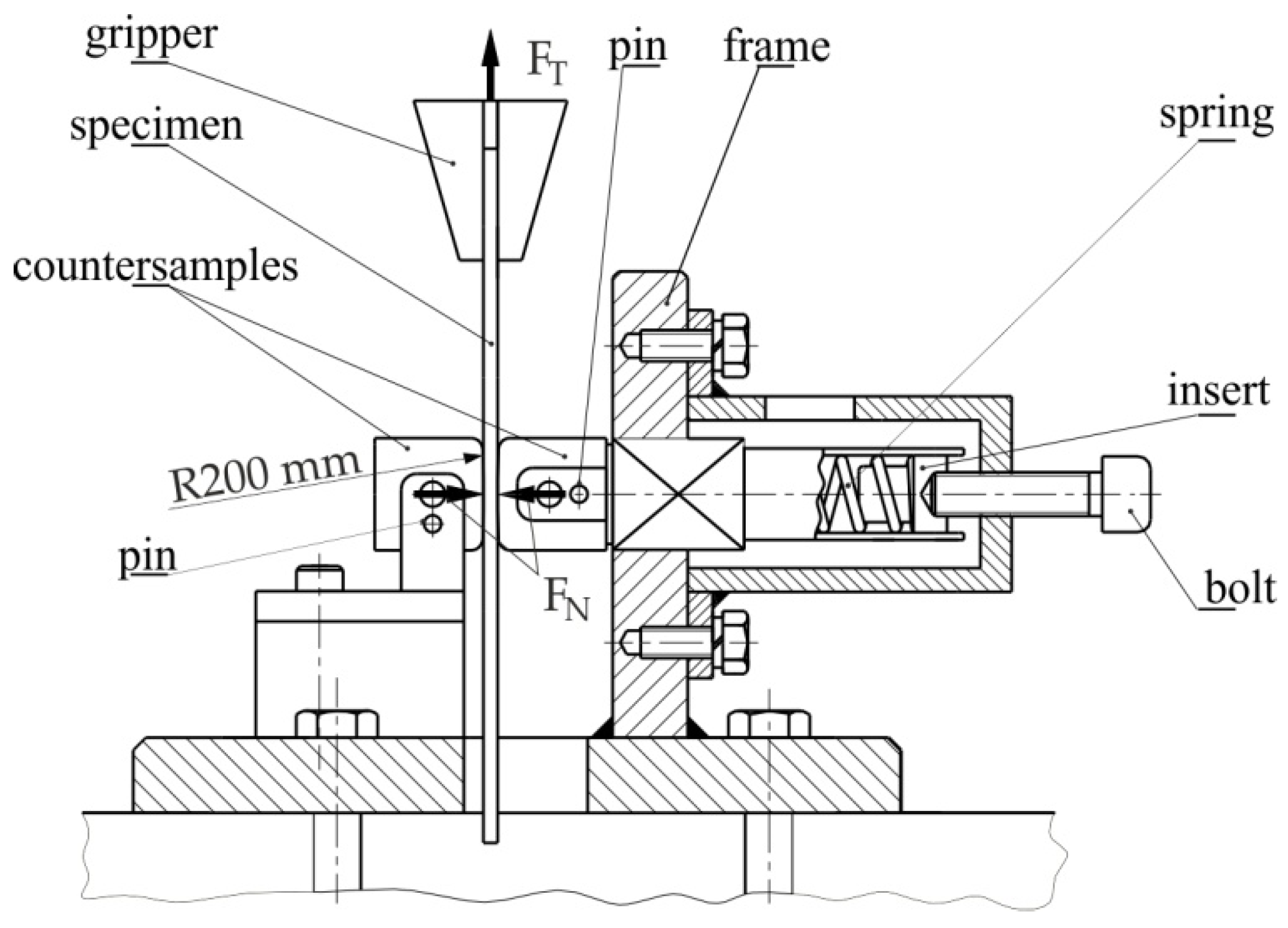
2.2. Strip Drawing Test
2.3. Analysis of Variance
3. Results and Discussion
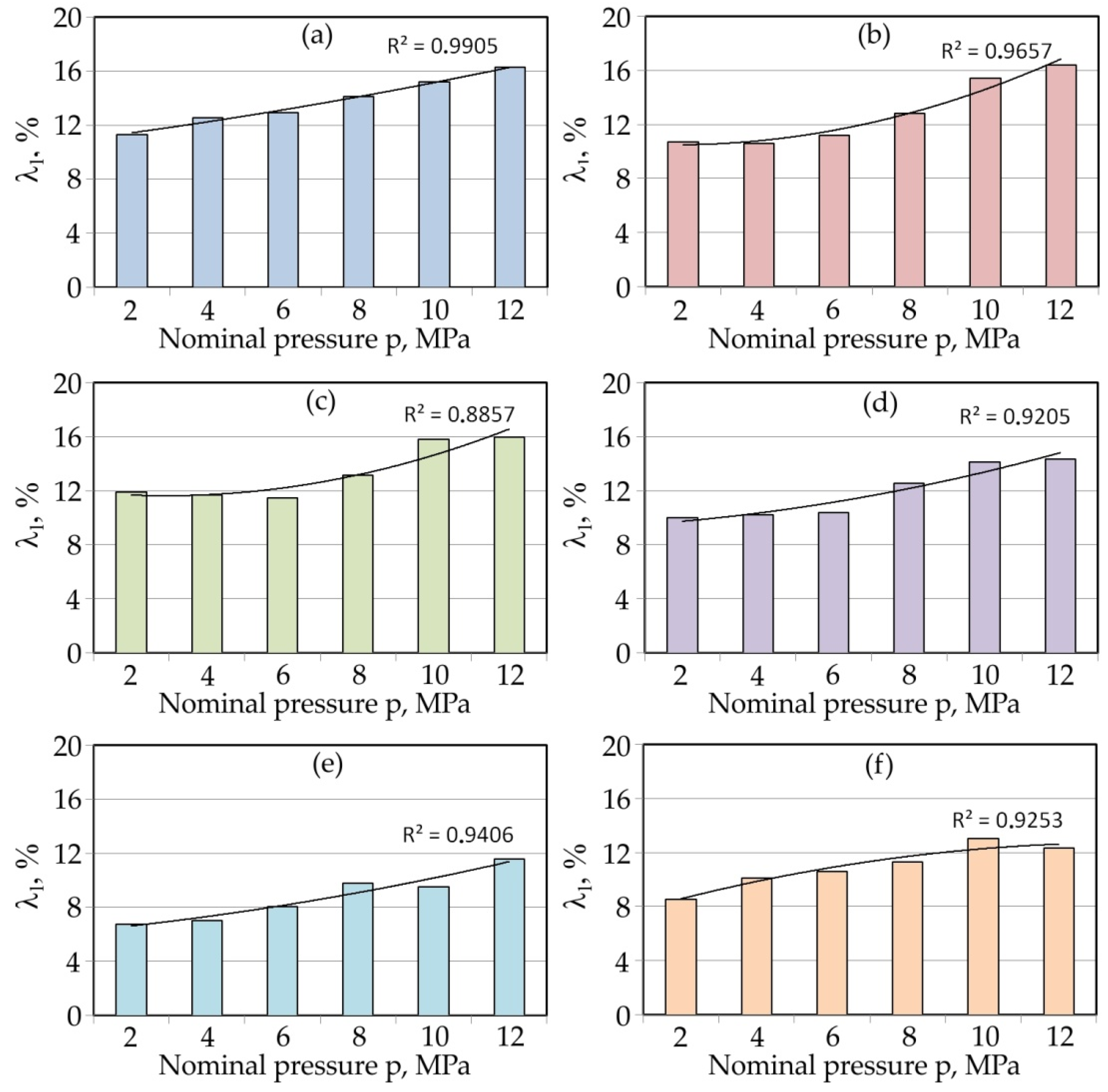
3.1. Effectiveness of Lubrication
3.2. Analysis of Variance
4. Summary
- The following vegetable oils ensured the best efficiency of sheet metal lubrication in terms of nominal pressures between 2 and 12 MPa: palm, sunflower and cotton seed; these oils decreased the value of the COF by about 11–16% depending on the nominal pressure.
- Linseed and coconut oils had the most unfavourable lubrication properties, reducing the COF by about 7–12% depending on the nominal pressure.
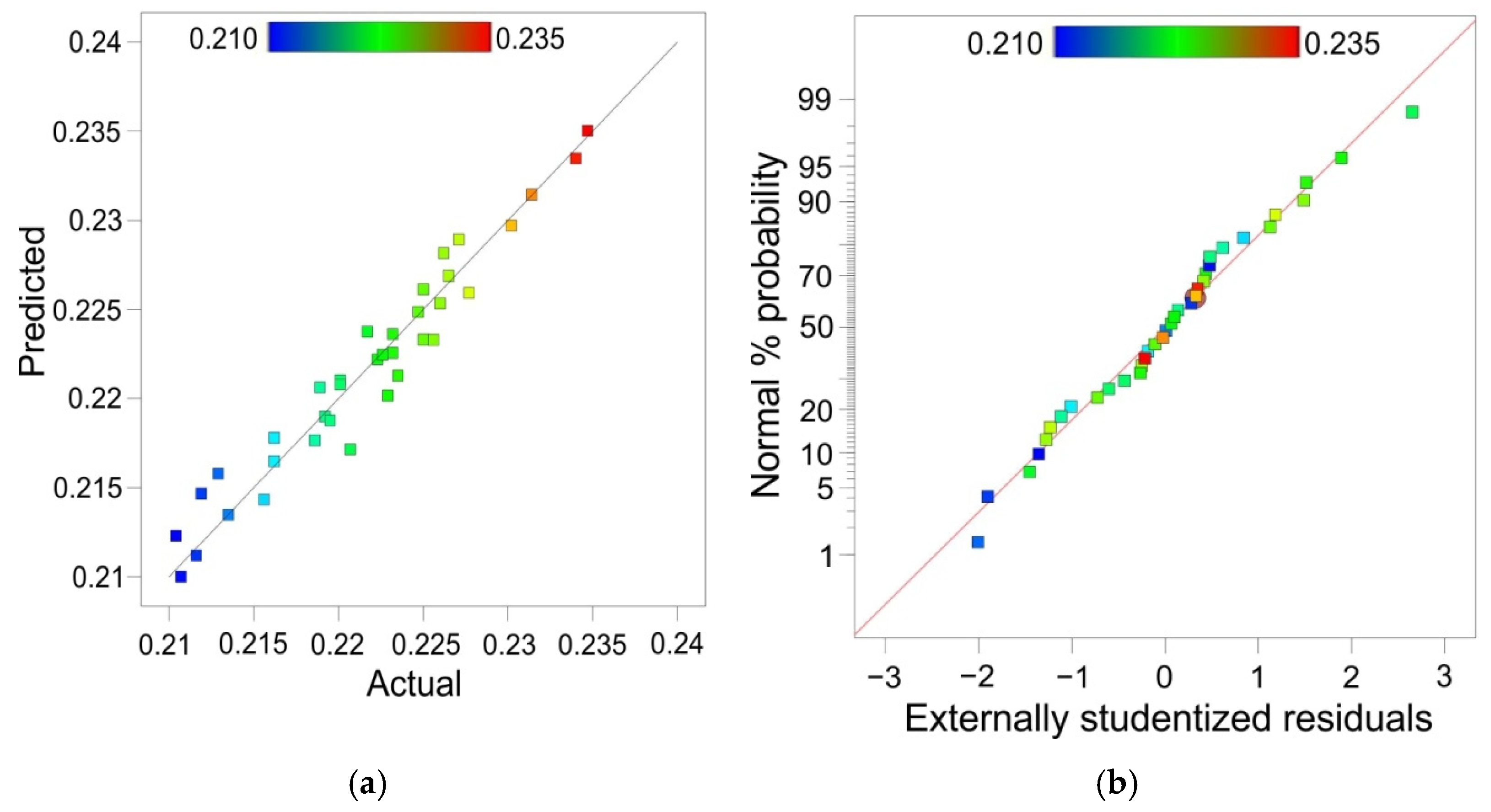
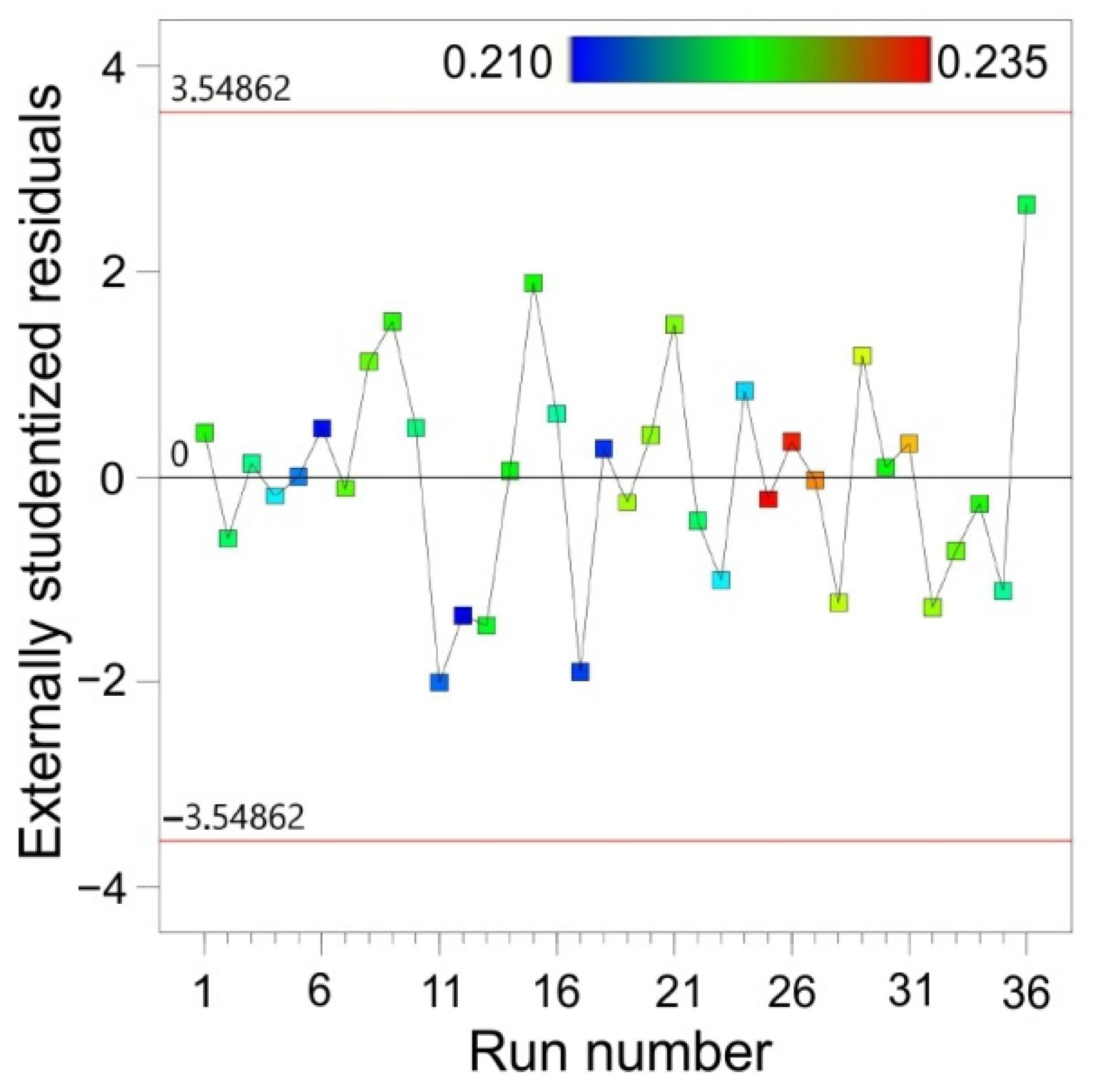
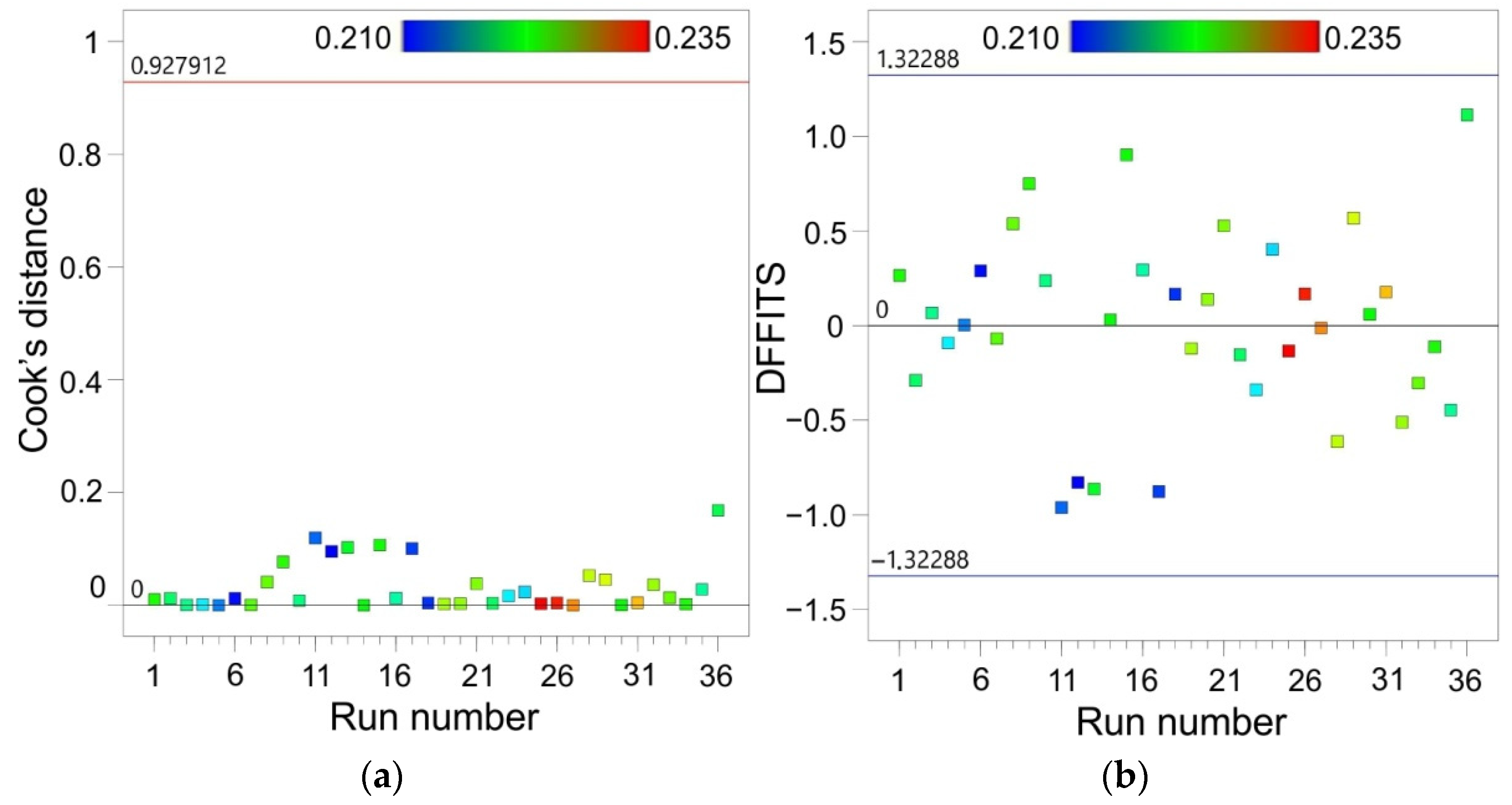
- The small difference between the predicted R2 and the adjusted R2 (0.0187) and the F-value of 78.41 indicated that the polynomial multiple regression model is adequate.
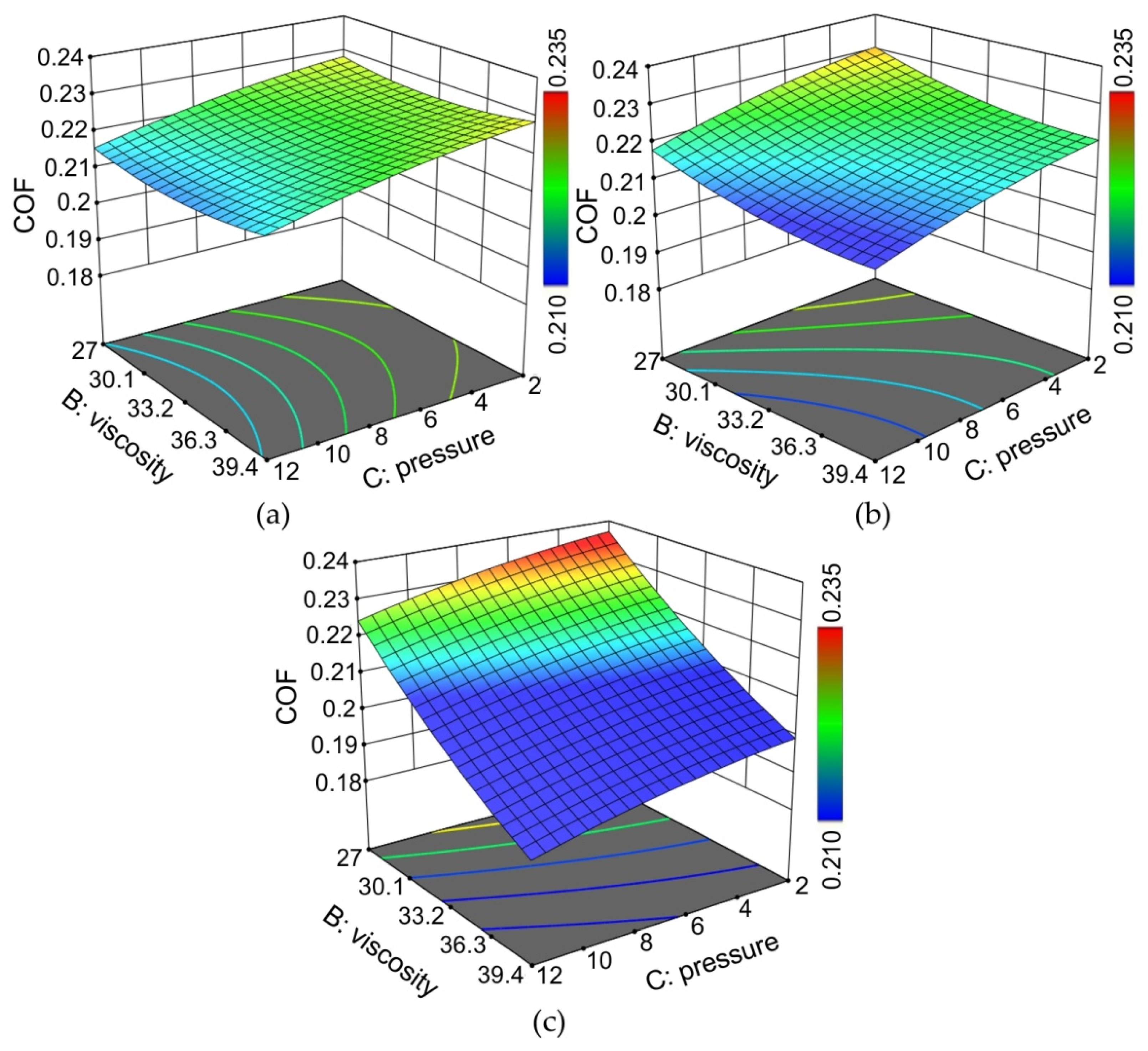
- In the ANOVA model, the correlation of both density and viscosity was a significant factor. Load pressure was the most significant factor at a probability level p < 0.0001.
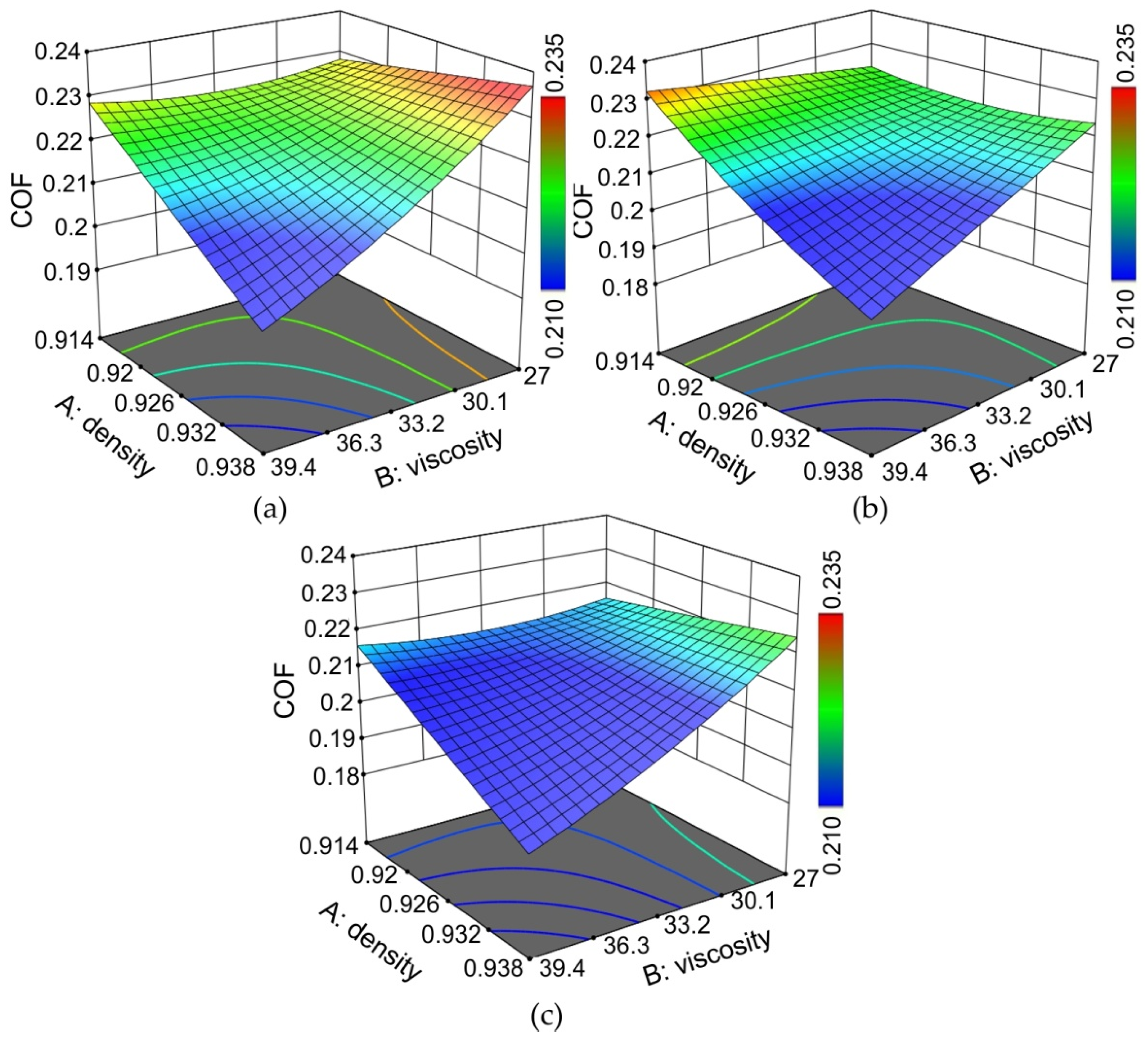
- In the whole range of pressures considered, the increase in the viscosity of the oil caused a reduction in the value of the COF. The effect of oil density on the COF value was similar.
- The most unfavourable friction conditions occurred when there was low density and low viscosity of the oils at the same time.
- At the lowest considered value of oil viscosity (ηk = 27 mm2/s), the increase in the density of the oil caused a slight increase in the COF. However, the greater the viscosity of the oil, the faster the COF value decreased with increasing density.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Slota, J.; Jurčišin, M.; Spišák, E. Experimental and numerical analysis of local mechanical properties of drawn part. Key Eng. Mater. 2014, 586, 245–248. [Google Scholar] [CrossRef]
- Slota, J.; Jurčišin, M.; Spišák, E.; Tomáš, M.; Šiser, M. Experimental FLC determination of high strength steel sheet metal. Acta Metall. Slovaca 2015, 21, 269–277. [Google Scholar] [CrossRef]
- Jażdżewska, M.; Kwidzińska, D.B.; Seyda, W.; Fydrych, D.; Zieliński, A. Mechanical Properties and Residual Stress Measurements of Grade IV Titanium and Ti-6Al-4V and Ti-13Nb-13Zr Titanium Alloys after Laser Treatment. Materials 2021, 14, 6316. [Google Scholar] [CrossRef] [PubMed]
- Zabala, A.; de Argandoña, E.S.; Cañizares, D.; Llavori, I.; Otegi, N.; Mendiguren, J. Numerical study of advanced friction modelling for sheet metal forming: Influence of the die local roughness. Tribol. Int. 2022, 165, 107259. [Google Scholar] [CrossRef]
- Evin, E.; Daneshjo, N.; Mareš, A.; Tomáš, M.; Petrovčiková, K. Experimental Assessment of Friction Coefficient in Deep Drawing and Its Verification by Numerical Simulation. Appl. Sci. 2021, 11, 2756. [Google Scholar] [CrossRef]
- Dharavath, B.; Varma, D.; Singh, S.K.; Naik, M.T. Understanding frictional behaviour of ASS316L in sheet metal forming. Mater. Today Proc. 2021, 44, 2855–2858. [Google Scholar] [CrossRef]
- Shisoide, M.; Hazrati, J.; Mishra, T.; de Rooij, M.; van den Boogard, T. Mixed lubrication friction model including surface texture effects for sheet metal forming. J. Mater. Process. Technol. 2021, 291, 117035. [Google Scholar] [CrossRef]
- Shisoide, M.P.; Hazrati, J.; Mishra, T.; de Rooij, M.; van der Boogard, T. Modeling Mixed Lubrication Friction for Sheet Metal Forming Applications. Procedia Manuf. 2020, 47, 586–590. [Google Scholar] [CrossRef]
- Yang, T.S. Prediction of surface topography in lubricated sheet metal forming. Int. J. Mach. Tools Manuf. 2008, 48, 768–777. [Google Scholar] [CrossRef]
- Trzepieciński, T. Tribological Performance of Environmentally Friendly Bio-Degradable Lubricants Based on a Combination of Boric Acid and Bio-Based Oils. Materials 2020, 13, 3892. [Google Scholar] [CrossRef]
- Fernández-Silva, S.D.; Delgado, M.A.; Roman, C.; García-Morales, M. Rheological and Tribological Properties of Nanocellulose-Based Ecolubricants. Nanomaterials 2021, 11, 2987. [Google Scholar] [CrossRef] [PubMed]
- Georgescu, C.; Solea, L.C.; Deleanu, L. Additivation of vegetal oils for improving tribological characteristics. IOP Conf. Ser. Mater. Sci. Eng. 2019, 514, 012012. [Google Scholar] [CrossRef]
- Kabir, M.A.; Higgs, C.F.; Lovell, M.R. A Pin-on-Disk Experimental Study on a Green Particulate-Fluid Lubricant. J. Tribol. 2008, 130, 041801. [Google Scholar] [CrossRef] [Green Version]
- Tigrinho, L.M.V.; dos Santos, R.A.; Filho, R.A.C.; Marcondes, P.V.P. Experimental investigation on the influence of the lubricant type in the punch stretching of extra deep-drawing steel. J. Braz. Soc. Mech. Sci. Eng. 2018, 30, 290–294. [Google Scholar] [CrossRef] [Green Version]
- Alam, M.; Akram, D.; Sharmin, E.; Zafar, F.; Ahmad, S. Vegetable oil based eco-friendly coating materials: A review article. Arab. J. Chem. 2014, 7, 469–479. [Google Scholar] [CrossRef]
- Więckowski, W.; Adamus, J.; Dyner, M. Sheet metal forming using environmentally benign lubricant. Arch. Civ. Mech. Eng. 2020, 20, 51. [Google Scholar] [CrossRef]
- Bachchhav, B.D. Challenges in Formulating Vegetable Based Metalworking Lubricants: A Review. In Proceedings of the TRIBOINDIA-2018 An International Conference on Tribology, Mumbai, India, 13–15 December 2018; pp. 1–6. [Google Scholar]
- Zavala, J.M.D.; Martínez-Romero, O.; Elías-Zúñiga, A.; Gutiérrez, H.M.L.; de la Vega, A.E.; Taha-Tijerina, J. Study of Friction and Wear Effects in Aluminum Parts Manufactured via Single Point Incremental Forming Process Using Petroleum and Vegetable Oil-Based Lubricants. Materials 2021, 14, 3973. [Google Scholar] [CrossRef]
- Więckowski, W.; Dyja, K. The effect of the use of technological lubricants based on vegetable oils on the process of titanium sheet metal forming. Arch. Metall. Mater. 2017, 62, 489–494. [Google Scholar] [CrossRef] [Green Version]
- Zareh-Desari, B.; Davoodi, B. Assessing the lubrication performance of vegetable oil-based nano-lubricants for environmentally conscious metal forming processes. J. Clean. Prod. 2016, 135, 1198–1209. [Google Scholar] [CrossRef]
- Singh, Y.; Pandey, A.K.; Singh, N.K.; Sharma, A.; Farooq, A. Sustainability of Polanga Oil Based Blended Lubricant at Different Load and Sliding Distance. Energy Sources Part A Recovery Util. Environ. Eff. 2017, 39, 1970–1977. [Google Scholar] [CrossRef]
- Singh, Y.; Garg, R.; Kumar, S. Aspects of Non-edible Vegetable Oil-Based Bio-lubricants in the Automotive Sector. Green 2015, 5, 59–72. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]
- Trzepiecinski, T. A Study of the Coefficient of Friction in Steel Sheets Forming. Metals 2019, 9, 988. [Google Scholar] [CrossRef] [Green Version]
- Bosiakov, S.; Trzepieciński, T. Analysis of Frictional Resistance Arising at the Edge of the Sheet Metal Drawing Die. J. Frict. Wear 2019, 40, 151–155. [Google Scholar] [CrossRef]
- Nanayakkara, N.K.B.M.P.; Kelly, G.L.; Hodgson, P.D. Determination of the coefficient of friction in partially penetrated draw beads. Steel Grips 2004, 2, 677–680. [Google Scholar]
- Severob, V.; Vilhenaa, L.; Silvaa, P.N.; Diasb, J.P.; Beckerc, D.; Wagnerc, S.; Cavaleiroa, A. Tribological behaviour of W–Ti–N coatings in semi-industrial strip-drawing tests. J. Mater. Process. Technol. 2009, 209, 4662–4667. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.; Altan, T.; Yan, Q. Evaluation of stamping lubricants in forming advanced high strength steels (AHSS) using deep drawing and ironing tests. J. Mater. Process. Technol. 2009, 209, 4122–4133. [Google Scholar] [CrossRef]
- Jewvattanarak, P.; Mahayotsanun, N.; Mahabunphachai, S.; Ngernbamrung, S.; Dohda, K. Tribological effects of chlorine-free lubricant in strip drawing of advanced high strength steel. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 974–982. [Google Scholar] [CrossRef]
- Filzek, J.; Keil, D.; Schröder, H. Temperature Induced Friction Increase in Friction Test and Forming Demonstrator for Sheet Metal Forming. Available online: https://popups.uliege.be/esaform21/index.php?id=3732 (accessed on 30 November 2021).
- Prakash, V.; Kumar, D.R. Performance evaluation of bio-lubricants in strip drawing and deep drawing of an aluminium alloy. Adv. Mater. Process. Technol. 2020, 2020, 1–14. [Google Scholar] [CrossRef]
- Le, H.R.; Sutcliffe, M.P.F. Measurements of friction in strip drawing under thin film lubrication. Tribol. Int. 2002, 35, 123–128. [Google Scholar] [CrossRef]
- Evin, E.; Tomáš, M. Verification of Friction Models Implemented in the Simulation Software. Mater. Sci. Forum 2020, 994, 223–231. [Google Scholar] [CrossRef]
- Menezes, P.L.; Reeves, C.J.; Lovell, M.R. Fundamentals of lubrication. In Tribology for Scientists and Engineers; Menezes, P.L., Ingole, S.P., Nosonovsky, M., Kailas, S.V., Lovell, M.R., Eds.; Springer: New York, NY, USA, 2013; pp. 295–296. [Google Scholar]
- Pfister, D.P.; Xia, Y.; Larock, R.C. Recent advances in vegetable oil-based polyurethanes. ChemSusChem 2011, 4, 703–717. [Google Scholar] [CrossRef] [PubMed]
- Siniawski, M.T.; Saniei, N.; Adhikari, B.; Doezema, L.A. Influence of fatty acid composition on the tribological performance of two vegetable-based lubricants. J. Synth. Lubr. 2007, 24, 101–110. [Google Scholar] [CrossRef]
- Taheri, R.; Kosasih, B.; Zhu, H.; Tieu, A.K. Surface Film Adsorption and Lubricity of Soybean Oil In-Water Emulsion and Triblock Copolymer Aqueous Solution: A Comparative Study. Lubricants 2017, 5, 1. [Google Scholar] [CrossRef] [Green Version]
- Joseph, P.V.; Sharma, D.K. Improvement of thermooxidative stability of non-edible vegetable oils of indian origin for biodegradable lubricant application. Lubr. Sci. 2010, 22, 149–161. [Google Scholar] [CrossRef]
- Taha-Tijerina, J.; Aviña, K.; Diabb, J.M. Tribological and Thermal Transport Performance of SiO2-Based Natural Lubricants. Lubricants 2019, 7, 71. [Google Scholar] [CrossRef] [Green Version]
- Shashidhara, Y.M.; Jayaram, S.R. Vegetable oils as a potential cutting fluid—An evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- EN 10130; Cold-Rolled Low Carbon Steel Flat Products for Cold Forming—Technical Delivery Conditions; European Committee for Standardization: Brussels, Belgium, 2009.
- Göttmann, A.; Mertin, C.; Mosecker, L.; Naumov, A.; Bambach, M. Properties of Friction Stir Welded Blanks Made from DC04 Mild Steel and Aluminum AA6016. Adv. Mater. Res. 2013, 769, 237–244. [Google Scholar] [CrossRef]
- Cillaurren, J.; Galdos, L.; Sanchez, M.; Zabala, A.; Saenz, E.; de Argandona, E.S.; Mendiguren, J. Contact pressure and sliding velocity ranges in sheet metal forming simulations. In Proceedings of the 24th International Conference on Material Forming ESAFORM 2021, Liège, Belgium, 14–16 April 2021; Paper No. 426. [Google Scholar]
- Carcel, A.C.; Palomares, D.; Rodilla, E.; Puig, M.A.P. Evaluation of vegetable oils as pre-lube oils for stamping. Mater. Des. 2005, 26, 587–593. [Google Scholar] [CrossRef]
- Stelmach, J. O wpływie wybranych metod selekcji nieliniowych zmiennych objaśniających na jakość modeli regresyjnych. Studia Ekon. 2015, 219, 79–96. [Google Scholar]
- Muciek, A. Wyznaczanie Modeli Matematycznych z Danych Eksperymentalnych. Available online: https://www.dbc.wroc.pl/Content/19612/muciek_wyznaczanie_modeli.pdf (accessed on 4 December 2021).
- Trzepieciński, T.; Bąk, Ł.; Stachowicz, F.; Bosiakov, S.; Rogosin, S. Analysis of contact of a rigid sphere against a deformable flat. Acta Metall. Slovaca 2015, 21, 285–292. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.S. A quantitative study of the tribological size effect in microforming with a multi-region FEA model. Tribol. Int. 2015, 90, 104–112. [Google Scholar] [CrossRef]
- Engel, U.; Eckstein, R. Microforming—From basic research to its realization. J. Mater. Process. Technol. 2002, 125–126, 35–44. [Google Scholar]
- Lee, Y.S.; Yamagishi, S.; Tsuro, M.; Ji, C.; Cho, S.; Kim, Y.; Choi, M. Wear Behaviors of Stainless Steel and Lubrication Effect on Transitions in Lubrication Regimes in Sliding Contact. Metals 2021, 11, 1854. [Google Scholar] [CrossRef]
- Canter, N. Challenges in formulating metal-forming fluids. Tribol. Lubr. Technol. 2009, 56, 56–63. [Google Scholar]
- Peterson, M.B. Classification of wear processes. In Wear Control Handbook; Peterson, M.B., Winer, W.O., Eds.; ASME: New York, NY, USA, 1980; pp. 9–34. [Google Scholar]
- Björling, M. Friction in Elastohydrodynamic Lubrication; Luleå University of Technology: Luleå, Sweden, 2014. [Google Scholar]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of Vegetable Oil-Based Metalworking Fluids in Machining Ferrous Metals—A Review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Kirkhorn, L.; Frogner, K.; Andersson, M.; Ståhl, J.E. Improved tribotesting for sheet metal forming. Procedia CIRP 2012, 3, 507–512. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Bazan, A.; Lemu, H.G. Frictional characteristics of steel sheets used in automotive industry. Int. J. Automot. Technol. 2015, 16, 849–863. [Google Scholar] [CrossRef]
- Emmens, W.C. Tribology of Flat Contacts and Its Application in Deep Drawing. Ph.D. Thesis, University of Twente, Enschede, Switzerland, 1997. [Google Scholar]
- Chandrakar, J.K.; Suhane, A. The Prospects of Vegetable based Oils as Metal Working Fluids in Manufacturing Application—A Review. Int. J. Eng. Res. Technol. 2014, 3, 2196–2203. [Google Scholar]
- Mobarak, H.M.; Mohamad, E.N.; Masjuki, H.H.; Kalam, M.A.; Al Mahmud, K.A.H.; Habibullah, M.; Ashraful, A.M. The prospects of biolubricants as alternatives in automotive applications. Renew. Sustain. Energy Rev. 2014, 33, 34–43. [Google Scholar] [CrossRef]
- Erhan, S.Z.; Asadauskas, S. Lubricant basestocks from vegetable oils. Ind. Crop. Prod. 2000, 11, 277–282. [Google Scholar] [CrossRef]
- Fox, N.J.; Stachowiak, G.W. Vegetable based lubricants A review oxidation. Tribol. Int. 2007, 40, 101–110. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Density ρ, g/cm3 | Kinematic Viscosity ηk, mm2/s | Nominal Load, MPa |
|---|---|---|---|
| Levels of variability | 0.914, 0.916, 0.918, 0.919, 0.938 | 27, 27.5, 29, 34, 36, 39.4 | 2, 4, 6, 8, 10,12 |
| Source | SS | DOF | Mean Square | F-Value | p-Value | Meaning |
|---|---|---|---|---|---|---|
| Model | 0.0013 | 6 | 0.0002 | 78.41 | <0.0001 | significant |
| A—Density | 7987 × 10−6 | 1 | 7987 × 10−6 | 2.86 | 0.1014 | |
| B—Viscosity | 0.0001 | 1 | 0.0001 | 19.87 | 0.0001 | |
| C—Pressure | 0.0007 | 1 | 0.0007 | 237.36 | <0.0001 | |
| AB | 0.0000 | 1 | 0.0000 | 8.03 | 0.0083 | |
| B2 | 0.0000 | 1 | 0.0000 | 6.90 | 0.0136 | |
| C2 | 0.0000 | 1 | 0.0000 | 4.65 | 0.0394 | |
| Residual | 0.0001 | 29 | 2.79 × 10−6 | |||
| Correlation Total | 0.0014 | 53 |
| Standard Deviation | 0.0017 | R2 | 0.9419 |
|---|---|---|---|
| Mean | 0.2217 | Adjusted R2 | 0.9299 |
| Coefficient of variance. % | 0.7536 | Predicted R2 | 0.9112 |
| Adequacy precision | 33.9435 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepieciński, T. Polynomial Multiple Regression Analysis of the Lubrication Effectiveness of Deep Drawing Quality Steel Sheets by Eco-Friendly Vegetable Oils. Materials 2022, 15, 1151. https://doi.org/10.3390/ma15031151
Trzepieciński T. Polynomial Multiple Regression Analysis of the Lubrication Effectiveness of Deep Drawing Quality Steel Sheets by Eco-Friendly Vegetable Oils. Materials. 2022; 15(3):1151. https://doi.org/10.3390/ma15031151
Chicago/Turabian StyleTrzepieciński, Tomasz. 2022. "Polynomial Multiple Regression Analysis of the Lubrication Effectiveness of Deep Drawing Quality Steel Sheets by Eco-Friendly Vegetable Oils" Materials 15, no. 3: 1151. https://doi.org/10.3390/ma15031151