
The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
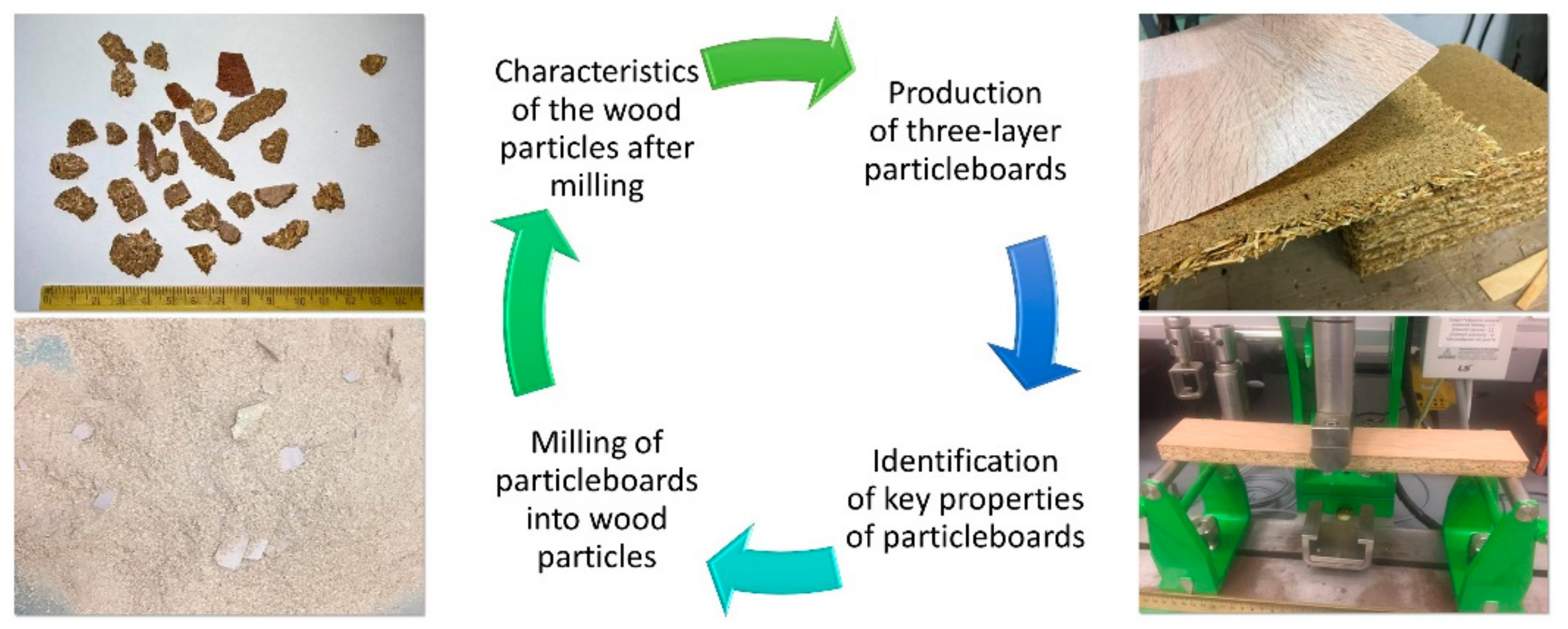
2.2. Preparation of Panels
2.3. Characterization of the Elaborated Panels
2.4. Recovering and Size Characterization of the Raw Material
2.5. Statistical Analysis
3. Results and Discussion
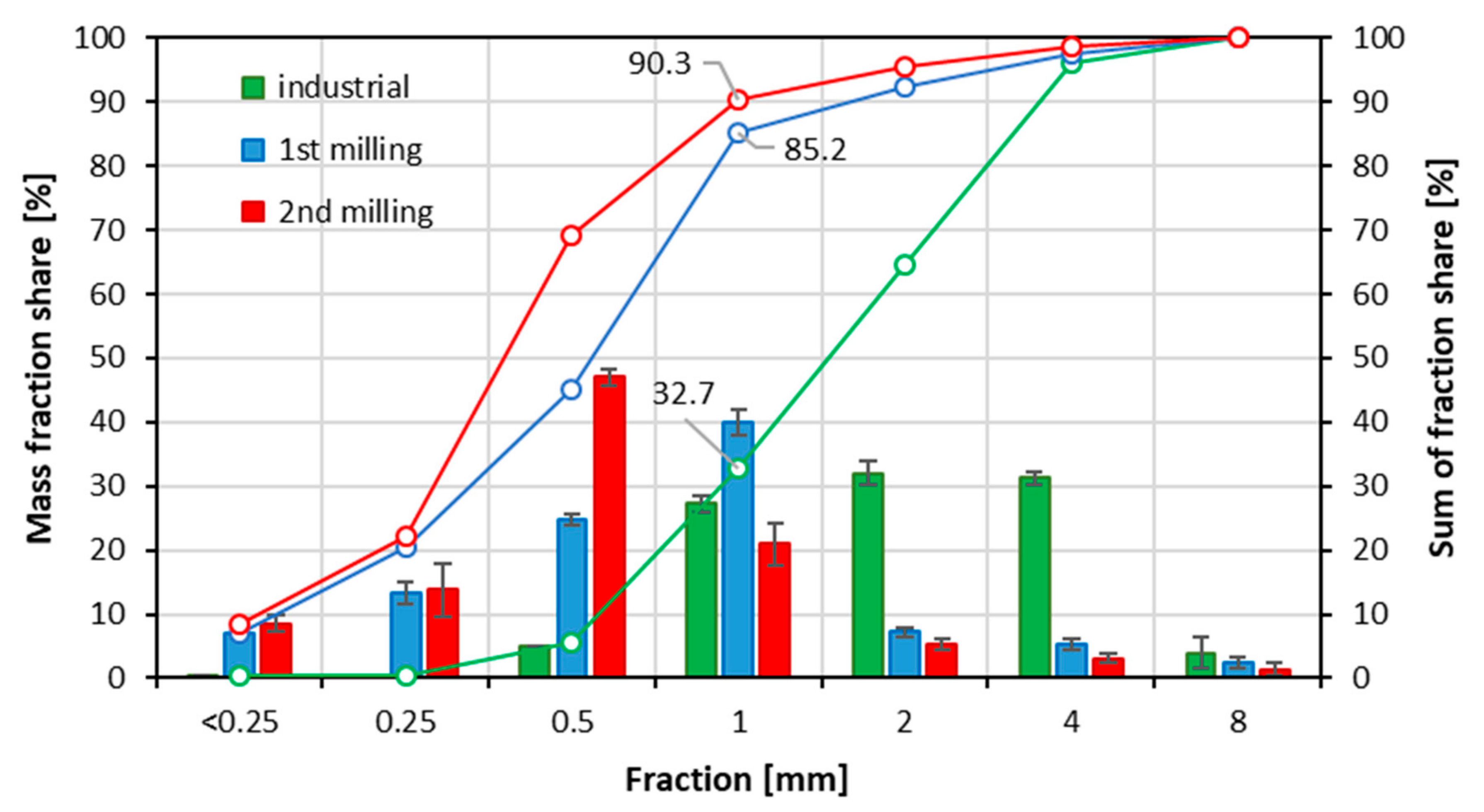
3.1. Fraction Share and Bulk Density of Particles
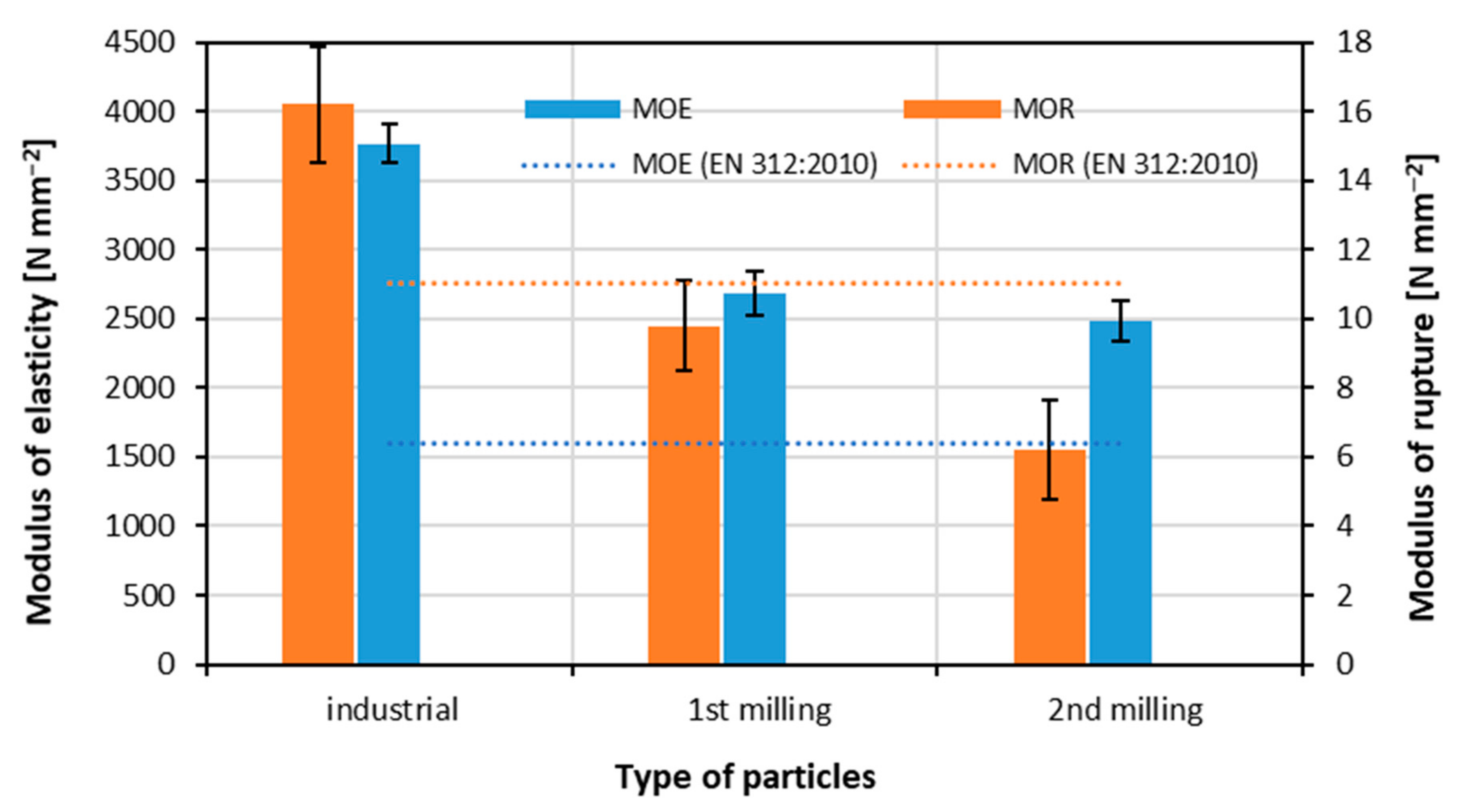
3.2. Modulus of Rupture and Modulus of Elasticity
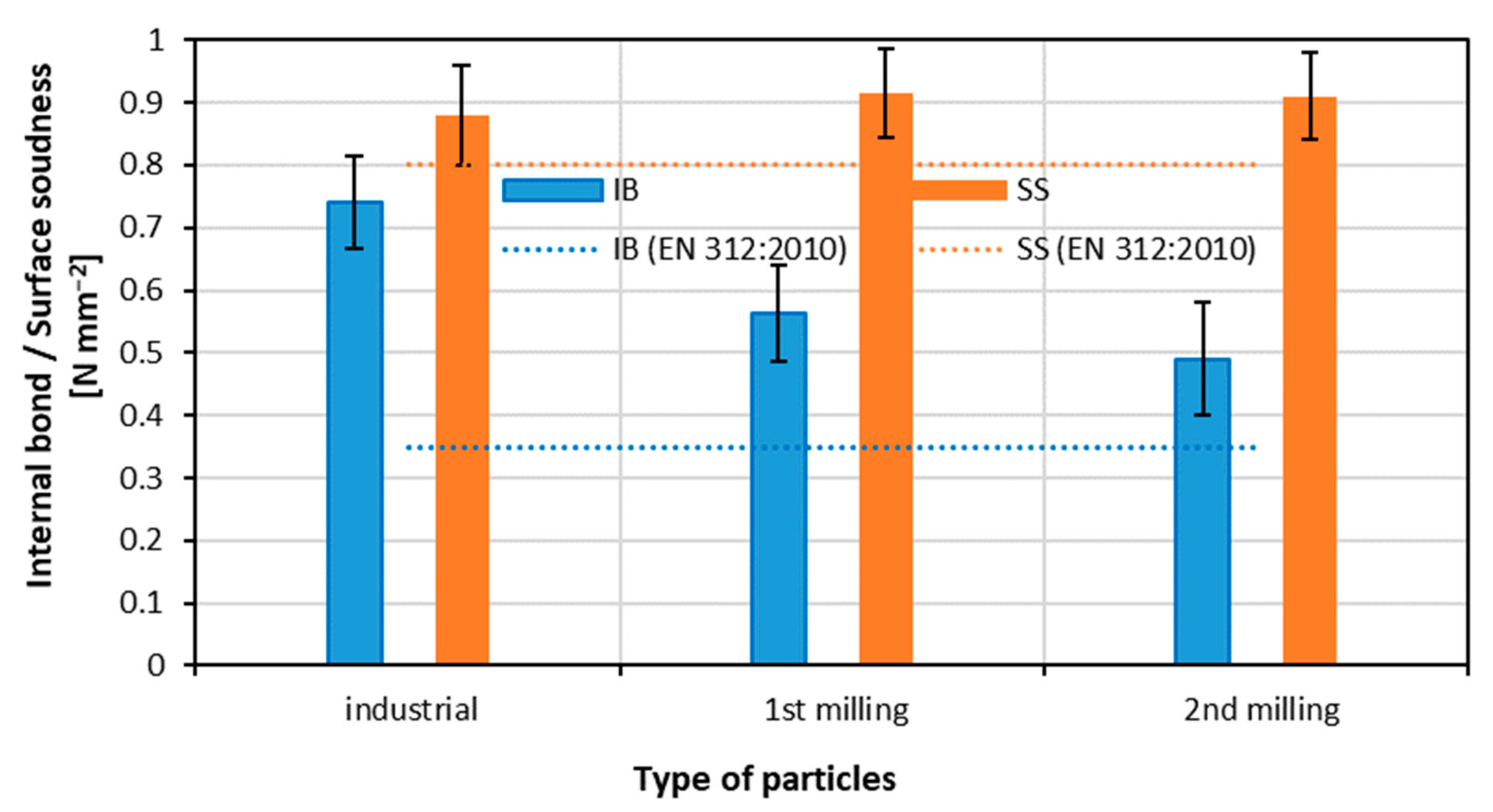
3.3. Internal Bond and Surface Soundness
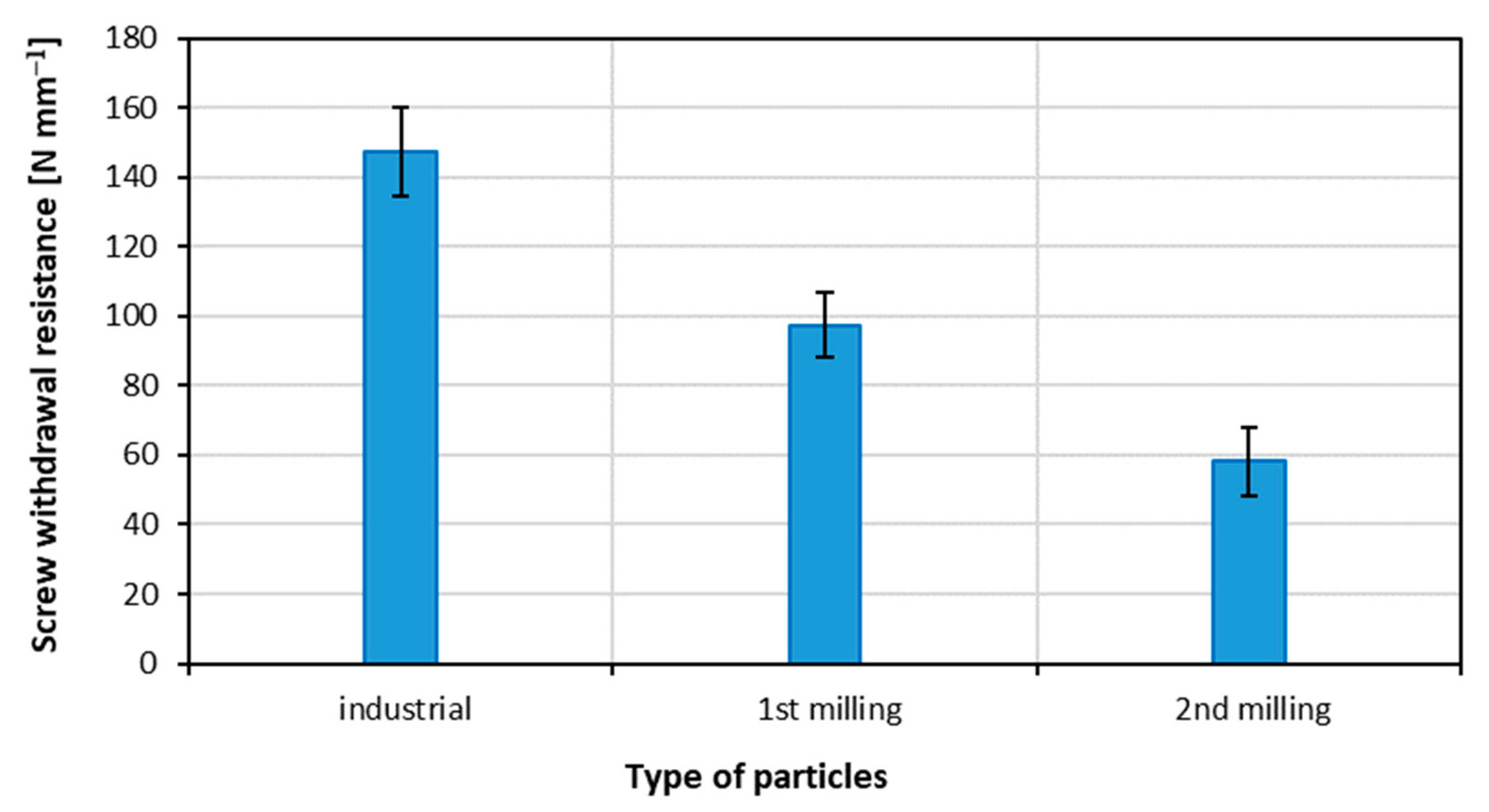
3.4. Screw Withdrawal Resistance
3.5. Density Profile
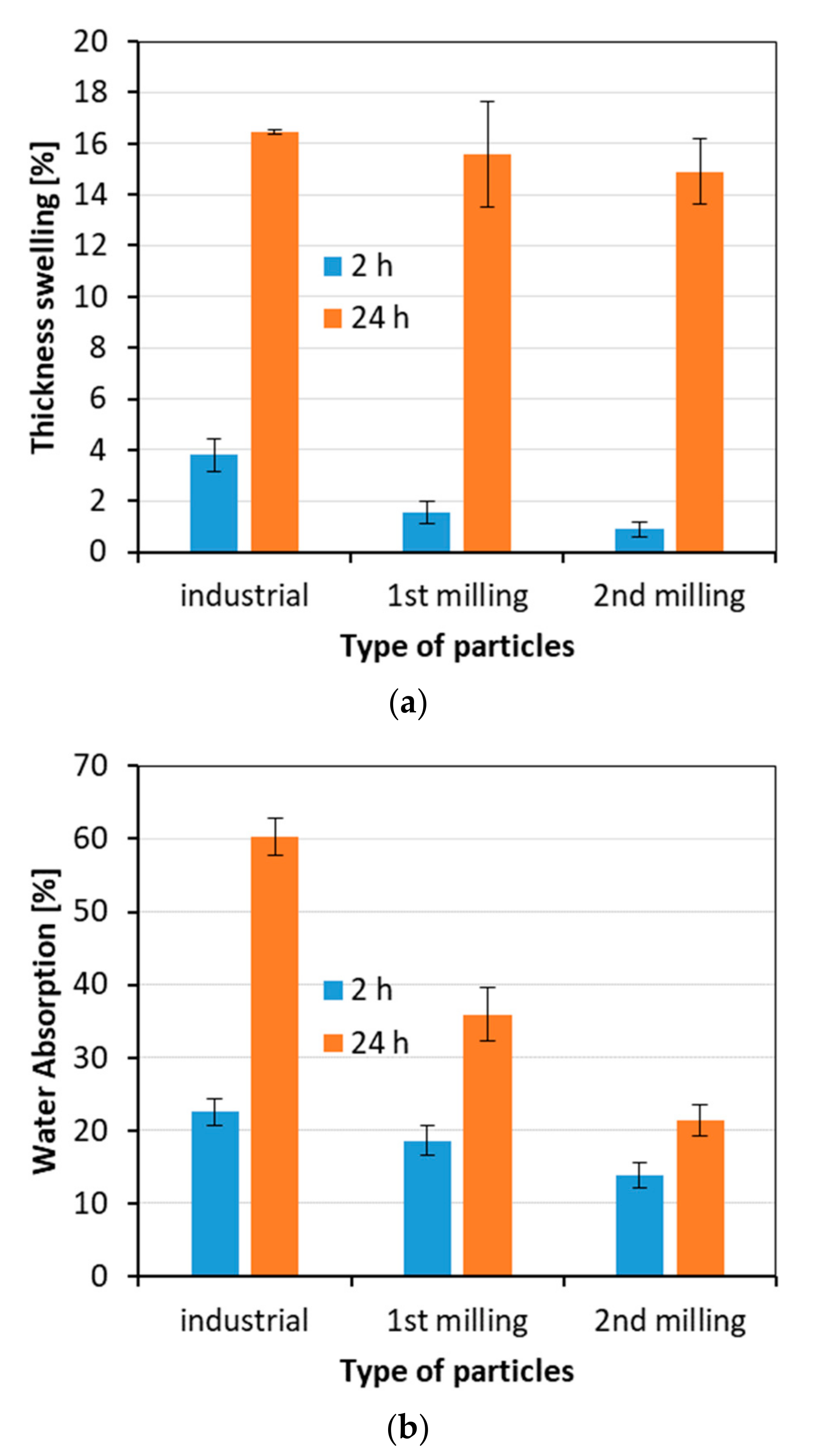
3.6. Thickness Swelling and Water Absorption
3.7. Formaldehyde and TVOC Emission
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maulana, M.I.; Lubis, M.A.R.; Febrianto, F.; Hua, L.S.; Iswanto, A.H.; Antov, P.; Kristak, L.; Mardawati, E.; Sari, R.K.; Zaini, L.H.; et al. Environmentally Friendly Starch-Based Adhesives for Bonding High-Performance Wood Composites: A Review. Forests 2022, 13, 1614. [Google Scholar] [CrossRef]
- Akinyemi, B.A.; Olamide, O.; Oluwasogo, D. Formaldehyde free particleboards from wood chip wastes using glutaraldehyde modified cassava starch as binder. Case Stud. Constr. Mater. 2019, 11, e00236. [Google Scholar] [CrossRef]
- Cesprini, E.; Resente, G.; Causin, V.; Urso, T.; Cavalli, R.; Zanetti, M. Energy recovery of glued wood waste – A review. Fuel 2020, 262, 116520. [Google Scholar] [CrossRef]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from agricultural biomass and recycled wood waste: A review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Kowaluk, G.; Szymanowski, K.; Kozlowski, P.; Kukula, W.; Sala, C.; Robles, E.; Czarniak, P. Functional Assessment of Particleboards Made of Apple and Plum Orchard Pruning. Waste Biomass Valorization 2019, 11, 2877–2886. [Google Scholar] [CrossRef] [Green Version]
- Guruler, H.; Balli, S.; Yeniocak, M.; Goktas, O. Estimation the properties of particleboards manufactured from vine prunings stalks using artificial neural networks. Mugla J. Sci. Technol. 2015, 1, 24–33. [Google Scholar]
- Oh, Y.; Yoo, J. Properties of Particleboard Made From Chili Pepper Stalks. J. Trop. For. Sci. 2011, 23, 473–477. [Google Scholar]
- Ghofrani, M.; Ashori, A.; Mehrabi, R. Mechanical and acoustical properties of particleboards made with date palm branches and vermiculite. Polym. Test. 2017, 60, 153–159. [Google Scholar] [CrossRef]
- Abdel-Shafy, H.I. Chemical treatment for removal of heavy metals from industrial wastewater. Egypt. J. Chem. 2015, 58, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Besserer, A.; Troilo, S.; Girods, P.; Rogaume, Y.; Brosse, N. Cascading Recycling of Wood Waste: A Review. Polymers 2021, 13, 1752. [Google Scholar] [CrossRef] [PubMed]
- Nuryawan, A.; Rahmawaty; Tambun, K.D.; Risnasari, I.; Masruchin, N. Hydrolysis of particleboard bonded with urea-formaldehyde resin for recycling. Heliyon 2020, 6, e03936. [Google Scholar] [CrossRef] [PubMed]
- Petersen, A.K.; Solberg, B. Environmental and economic impacts of substitution between wood products and alternative materials: A review of micro-level analyses from Norway and Sweden. For. Policy Econ. 2005, 7, 249–259. [Google Scholar] [CrossRef]
- Jahan, I.; Zhang, G.; Bhuiyan, M.; Navaratnam, S. Circular Economy of Construction and Demolition Wood Waste—A Theoretical Framework Approach. Sustainability 2022, 14, 10478. [Google Scholar] [CrossRef]
- Lübke, H.; Ihnát, V.; Borùvka, V. Straw pulp as a secondary lignocellulosic raw material and its impact on properties of insulating fiberboards part I. Characteristic of straw fibre from the perspective of the mass creation. Wood Res. 2015, 59, 747–755. [Google Scholar]
- Ihnát, V.; Lübke, H.; Balberčák, J.; Kuňa, V. Size reduction downcycling of waste wood—A review. Wood Res. 2020, 65, 205–220. [Google Scholar] [CrossRef]
- Korai, H.; Ling, N.; Osada, T.; Yasuda, O.; Sumida, A. Development of an air-injection press for preventing blowout of particleboard I: Effects of an air-injection press on board properties. J. Wood Sci. 2011, 57, 401–407. [Google Scholar] [CrossRef]
- Dukarska, D.; Rogoziński, T.; Antov, P.; Kristak, L.; Kmieciak, J. Characterisation of Wood Particles Used in the Particleboard Production as a Function of Their Moisture Content. Materials 2021, 15, 48. [Google Scholar] [CrossRef] [PubMed]
- Sala, C.M. Water spray amount influence on HDF fibrous mat preheating made with recovered fibers addition. Biul. Inf. Ośrodka Badaw.Rozw. Przemysłu Płyt Drew. W Czarnej Wodzie. 2020, 1–2, 45–55. [Google Scholar] [CrossRef]
- Irle, M.; Privat, F.; Deroubaix, G.; Belloncle, C. Intelligent recycling of solid wood. Pro Ligno 2015, 11, 14–20. [Google Scholar]
- Yu, B.; Fingrut, A. Sustainable building design (SBD) with reclaimed wood library constructed in collaboration with 3D scanning technology in the UK. Resour. Conserv. Recycl. 2022, 186, 106566. [Google Scholar] [CrossRef]
- De Carvalho Araújo, C.K.; Salvador, R.; Moro Piekarski, C.; Sokulski, C.C.; de Francisco, A.C.; de Carvalho Araujo Camargo, S.K. Circular economy practices on wood panels: A bibliographic analysis. Sustainability 2019, 11, 1057. [Google Scholar] [CrossRef] [Green Version]
- Nautiyal, H.; Shree, V.; Khurana, S.; Kumar, N. Varun Recycling potential of building materials: A review. Environ. Implic. Recycl. Recycl. Prod. 2015, 31–50. [Google Scholar] [CrossRef]
- Mirski, R.; Dukarska, D.; Derkowski, A.; Czarnecki, R.; Dziurka, D. By-products of sawmill industry as raw materials for manufacture of chip-sawdust boards. J. Build. Eng. 2020, 32, 101460. [Google Scholar] [CrossRef]
- Ciccarese, L.; Pellegrino, P.; Pettenella, D. A new principle of the European Union forest policy: The cascading use of wood products. Ital. For. Mont. 2014, 69, 285–290. [Google Scholar] [CrossRef]
- Reichenbach, J.; Essel, R. CASCADES: Study on the Optimised Cascading Use of Wood. In European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs; Allen, B., Vis, M., Mantau, U., Eds.; European Commission: Luxembourg, 2016. [Google Scholar]
- Lubke, H.; Ihnát, V.; Kuňa, V.; Balberčák, J. A multi-stage cascade use of wood composite boards. Wood Res. 2020, 65, 843–854. [Google Scholar] [CrossRef]
- Alpár, T.; Winkler, A. Recycling of Impregnated Décor Paper in Particleboard. Acta Silv. Lign. Hung. 2006, 2, 113–116. [Google Scholar]
- Başboğa, İ.H.; Taşdemir, Ç.; Yüce, Ö.; Mengeloğlu, F. Utilization of different size waste melamine impregnated paper as an adhesive in the manufacturing of particleboard. Int. J. Adhes. Adhes. 2022, 103275. [Google Scholar] [CrossRef]
- Mengeloglu, F.; Atar, I. Utilization of Melamine Impregnated Paper ( MIP ) and Urea Formaldehyde ( UF ) Adhesives in Different Layers of Particleboard. In Proceedings of the 2016 International Conference on Engineering and Natural Science, Sarajevo, Bosnia and Herzegovina, 24–28 May 2016. [Google Scholar]
- Król, P.M.; Podziewski, P.; Hanincová, L. Deviation of coordinates of small-dimension holes in fiberboard. Wood Mater. Sci. Eng. 2022, 1–6. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Reduction of formaldehyde emission from engineered wood panels by formaldehyde scavengers—A review. In Proceedings of the 13th International Scientific Conference Wood EMA 2020 and 31st International Scientific Conference ICWST, Vinkovci, Croatia, 28–30 September 2020; 2020. [Google Scholar]
- Laskowska, A.; Mamiński, M. Properties of particleboard produced from post-industrial UF- and PF-bonded plywood. Eur. J. Wood Wood Prod. 2018, 76, 427–435. [Google Scholar] [CrossRef] [Green Version]
- Finch, C. Adhesion and adhesives technology—an introduction, 2nd edn. AV Pocius. Carl Hanser Gardener Verlag, Munchen, 2002. Polym. Int. 2004, 53, 1394. [Google Scholar] [CrossRef]
- Wronka, A.; Robles, E.; Kowaluk, G. Upcycling and Recycling Potential of Selected Lignocellulosic Waste Biomass. Materials 2021, 14, 7772. [Google Scholar] [CrossRef]
- Buyuksari, U.; Ayrilmis, N.; Avci, E.; Koc, E. Evaluation of the physical, mechanical properties and formaldehyde emission of particleboard manufactured from waste stone pine (Pinus pinea L.) cones. Bioresour. Technol. 2010, 101, 255–259. [Google Scholar] [CrossRef] [PubMed]
- Fellin, M. Monitoring wooden materials for recycling. Ph.D. Thesis, University of Turin, Turin, Italy, 2013. [Google Scholar]
- Auriga, R.; Gumowska, A.; Szymanowski, K.; Wronka, A.; Robles, E.; Ocipka, P.; Kowaluk, G. Performance properties of plywood composites reinforced with carbon fibers. Compos. Struct. 2020, 248, 112533. [Google Scholar] [CrossRef]
- Lester, C.; Rosemeier, M.; Bätge, M.; Antoniou, A. Theoretical and experimental investigation of a double-lap adhesive joint with glass fiber reinforced polymer to plywood interface. In Proceedings of the 18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018. [Google Scholar]
- Merrild, H.; Christensen, T.H. Recycling of wood for particle board production: Accounting of greenhouse gases and global warming contributions. Waste Manag. Res. J. Sustain. Circ. Econ. 2009, 27, 781–788. [Google Scholar] [CrossRef]
- Da Rosa Azambuja, R.; de Castro, V.G.; Trianoski, R.; Iwakiri, S. Recycling wood waste from construction and demolition to produce particleboards. Maderas Cienc. Tecnol. 2018, 20, 681–690. [Google Scholar] [CrossRef]
- Diyamandoglu, V.; Fortuna, L.M. Deconstruction of wood-framed houses: Material recovery and environmental impact. Resour. Conserv. Recycl. 2015, 100, 21–30. [Google Scholar] [CrossRef]
- Berger, F.; Gauvin, F.; Brouwers, H.J.H. The recycling potential of wood waste into wood-wool/cement composite. Constr. Build. Mater. 2020, 260, 119786. [Google Scholar] [CrossRef]
- Lykidis, C.; Grigoriou, A. Hydrothermal recycling of waste and performance of the recycled wooden particleboards. Waste Manag. 2008, 28, 57–63. [Google Scholar] [CrossRef]
- Zamarian, E.H.C.; Iwakiri, S.; Trianoski, R.; Albuquerque, C.E.C. Production of Particleboard From Discarded Furniture. Rev. Árvore 2018, 41, 1–8. [Google Scholar] [CrossRef]
- Pałubicki, B.; Hlásková, L.; Frömel-Frybort, S.; Rogoziński, T. Feed Force and Sawdust Geometry in Particleboard Sawing. Materials 2021, 14, 945. [Google Scholar] [CrossRef] [PubMed]
- EN 827; Adhesives—Determination of Conventional Solids Content and Constant Mass Solids Content. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 326-2:2010+A1; Wood-Based Panels. Sampling, Cutting and Inspection. Initial Type Testing and Factory Production Control. European Committee for Standardization: Brussels, Belgium, 2014.
- EN 326-1; Wood-Based Panels. Sampling, Cutting and Inspection. Sampling and Cutting of Test Pieces and Expression of test Results. European Committee for Standardization: Brussels, Belgium, 1994.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 319; Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 320; Particleboards and fibreboards—Determination of Resistance to Axial Withdrawal of Screws. European Committee for Standardization: Brussels, Belgium, 2011.
- EN 312; Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.
- EN 323; Wood-based panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317; Particleboards and Fiberboards— Determination of Swelling in Thickness After Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- Dasiewicz, J.; Kowaluk, G. Selected aspects of production and characterization of layered biopolymer composite bonded with a cellulose-based binder. Ann. WULS For. Wood Technol. 2022, 119, 74–84. [Google Scholar] [CrossRef]
- Bulk Density of Wood Chips, Useful Method UM 23 (2015); TAPPI Press: Peachtree Corners, GA, USA, 2015.
- Kowaluk, G.; Wronka, A. Influence of density on selected properties of furniture particleboards made of raspberry Rubus idaeus L. lignocellulosic particles. Ann. WULS, For. Wood Technol. 2019, 105, 62–70. [Google Scholar] [CrossRef]
- Krzysik, F. Nauka o Drewnie; Państwowe Wydawnictwo Naukowe: Warsaw, Poland, 1975. [Google Scholar]
- Wan, H.; Wang, X.-M.; Barry, A.; Shen, J. Recycling Wood Composite Panels: Characterizing Recycled Materials. BioResources 2014, 9, 7554–7565. [Google Scholar] [CrossRef] [Green Version]
- Hashim, R.; Saari, N.; Sulaiman, O.; Sugimoto, T.; Hiziroglu, S.; Sato, M.; Tanaka, R. Effect of particle geometry on the properties of binderless particleboard manufactured from oil palm trunk. Mater. Des. 2010, 31, 4251–4257. [Google Scholar] [CrossRef]
- Sackey, E.K.; Semple, K.E.; Oh, S.-W.; Smith, G.D. Improving core bond strength of particleboard through particle size redistribution. Wood Fiber Sci. 2008, 40, 214–224. [Google Scholar]
- Lunguleasa, A.; Dumitrascu, A.-E.; Spirchez, C.; Ciobanu, V.-D. Influence of the Strand Characteristics on the Properties of Oriented Strand Boards Obtained from Resinous and Broad-Leaved Fast-Growing Species. Appl. Sci. 2021, 11, 1784. [Google Scholar] [CrossRef]
- Thoemen, H.; Irle, M.; Sernek, M. Wood-Based Panels—An Introduction for Specialists; Brunel University Press: London, UK, 2010. [Google Scholar]
- Zhong, R.; Gu, J.; Gao, Z.; Tu, D.; Hu, C. Impacts of urea-formaldehyde resin residue on recycling and reconstitution of wood-based panels. Int. J. Adhes. Adhes. 2017, 78, 60–66. [Google Scholar] [CrossRef]
- Rzyska-Pruchnik, S.; Kowaluk, G. The influence of particleboard resination on their internal bond strength. Ann. WULS, For. Wood Technol. 2021, 115, 55–62. [Google Scholar] [CrossRef]
- Yemele, M.C.N.; Blanchet, P.; Cloutier, A.; Koubaa, A. Effects of bark content and particle geometry on the physical and mechanical properties of particleboard made from black spruce and trembling aspen bark. For. Prod. J. 2008, 58, 48–56. [Google Scholar]
- Wong, E.D.; Zhang, M.; Wang, Q.; Han, G.; Kawai, S. Formation of the density profile and its effects on the properties of fiberboard. J. Wood Sci. 2000, 46, 202–209. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Hong, M.K.; Park, B.D.; Lee, S.M. Effects of recycled fiber content on the properties of medium density fiberboard. Eur. J. Wood Wood Prod. 2018, 76, 1515–1526. [Google Scholar] [CrossRef]
- Riegler, M.; Weigl, M.; Harm, M.; Rathke, J.; Müller, U. Influence of hardwood on the vertical density profile and fracture energy of particleboards. In Proceedings of the 5th Conference on Hardwood Research and Utilisation in Europe, Sopron, Hungary, 10–11 September 2012; pp. 3–7. [Google Scholar]
- Taghiyari, H.R.; Ghamsari, F.A.; Salimifard, E. Effects of adding nano-wollastonite, date palm prunings and two types of resins on the physical and mechanical properties of medium-density fibreboard (MDF) made from wood fibres. Bois Forets des Trop. 2018, 335, 49–57. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. Selected properties of particleboard made of raspberry Rubus idaeus L. lignocellulosic particles. Ann. WULS For. Wood Technol. 2019, 105, 113–124. [Google Scholar] [CrossRef]
- Basboga, İ.H.; Atar, İ.; Karakus, K.; Yuce, Ö.; Mengeloglu, F. Effectiveness of Melamine Impregnated Paper (MIP) Waste as an Adhesive in Particleboard Manufacturing. Kast. Üniversitesi Orman Fakültesi Derg. 2018, 18, 292–303. [Google Scholar] [CrossRef] [Green Version]
- Sala, C.M.; Robles, E.; Kowaluk, G. Influence of the Addition of Spruce Fibers to Industrial-Type High-Density Fiberboards Produced with Recycled Fibers. Waste Biomass Valorization 2021, 12, 4033–4042. [Google Scholar] [CrossRef]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiyari, H.R.; Papadopoulos, A.N.; et al. Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: A review. Wood Mater. Sci. Eng. 2022, 1–20. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Particles | MOR | MOE | IB | SS | SWR | TS | WA | Bulk Density |
|---|---|---|---|---|---|---|---|---|
| N mm−2 | N mm−1 | % | kg m−3 | |||||
| Industrial | 16.2 (1.7) * | 3767 (136) | 0.74 (0.07) | 0.88 (0.08) | 147 (13) | 2 h: 3.8 (0.7) 24 h: 16.4 (0.1) | 2 h: 22.6 (1.8) 24 h: 60.2 (2.5) | FL **: 175 CL: 150 |
| First milling | 9.8 (1.3) | 2679 (157) | 0.56 (0.08) | 0.92 (0.07) | 97 (9) | 2 h: 1.6 (0.4) 24 h: 15.6 (2.1) | 2 h: 18.6 (2.1) 24 h: 35.9 (3.7) | FL: 278 CL: 237 |
| Second milling | 6.2 (1.4) | 2483 (142) | 0.49 (0.09) | 0.91 (0.07) | 58 (10) | 2 h: 0.9 (0.3) 24 h: 14.9 (1.3) | 2 h: 13.8 (1.7) 24 h: 21.4 (2.1) | FL: 289 CL: 254 |
| P2 [52] | 11 | 1600 | 0.35 | 0.8 | n/a | n/a | n/a | n/a |
| Fraction (mm) | Type of Particles | ||
|---|---|---|---|
| Industrial | First Milling | Second Milling | |
| 8 |  |  |  |
| 4 |  |  |  |
| 2 |  |  |  |
| 1 |  |  |  |
| 0.5 |  |  |  |
| 0.25 |  |  |  |
| <0.25 |  |  |  |
| Type of Particles | HCHO | TVOC |
|---|---|---|
| mg m−3 | ||
| Industrial | 0.072 | 0.084 |
| First milling | 0.081 | 0.086 |
| Second milling | 0.087 | 0.092 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wronka, A.; Kowaluk, G. The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties. Materials 2022, 15, 8487. https://doi.org/10.3390/ma15238487
Wronka A, Kowaluk G. The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties. Materials. 2022; 15(23):8487. https://doi.org/10.3390/ma15238487
Chicago/Turabian StyleWronka, Anita, and Grzegorz Kowaluk. 2022. "The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties" Materials 15, no. 23: 8487. https://doi.org/10.3390/ma15238487