
Sulfonated-Recycled-PEEK as Matrix of Water Vapor Adsorbent SAPO-34 Based Composite Coatings for Adsorption Heat Pumps: Mechanical and Thermochemical Characterization



Abstract
:1. Introduction
- (i)
- The morphology was evaluated by scanning electron microscopy, in order to evaluate the coating microstructure and homogeneity;
- (ii)
- The chemical-physical and mechanical characterization (this latter performed by scratch and pull-off tests) was also performed to assess the structural stability of the coating and its adhesion with the metal substrate;
- (iii)
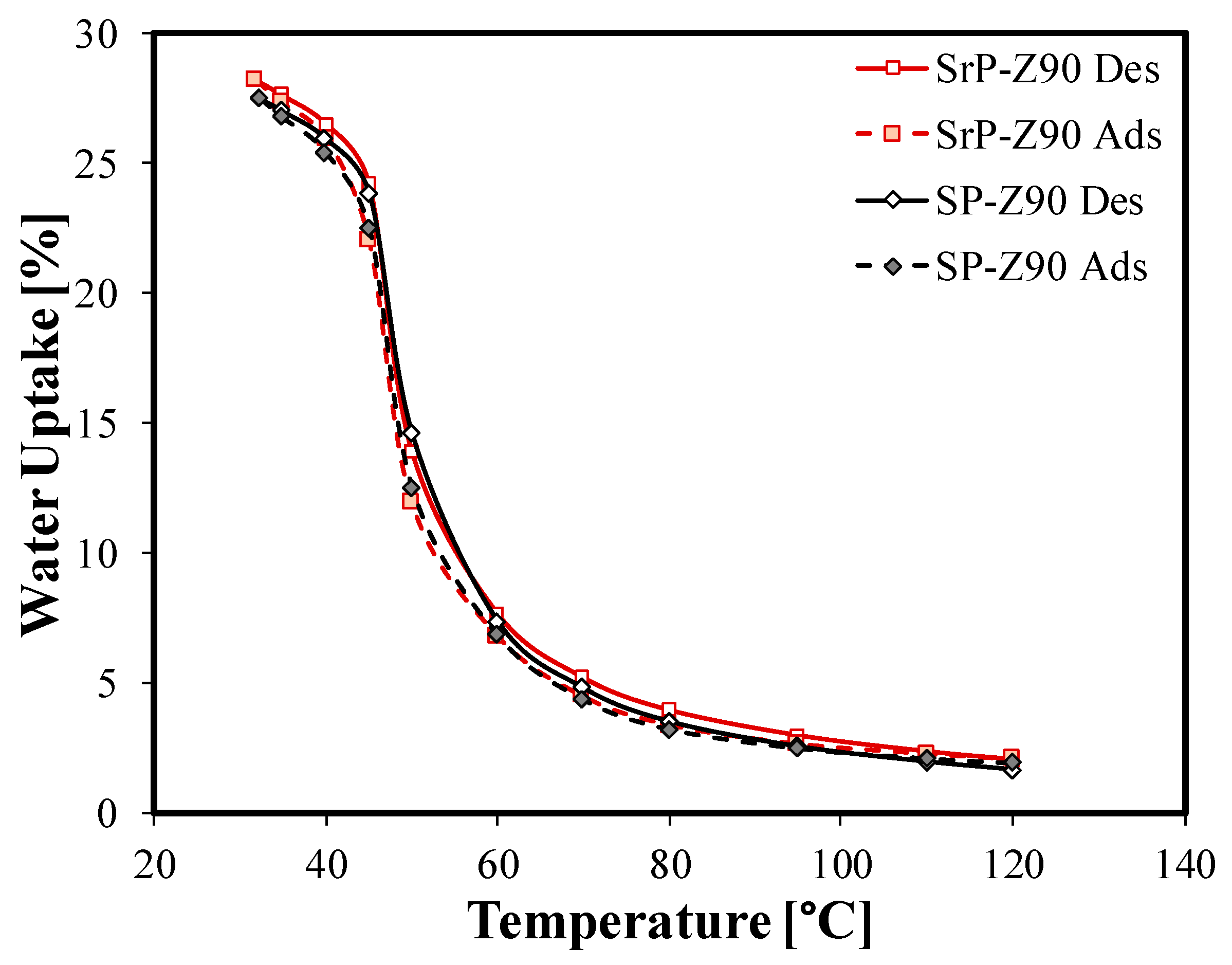
- To evaluate the adsorption capacity of the coating under vacuum, at varying water vapor partial pressures, for AHP applications, adsorption equilibrium curves in water vapor of all batches were carried out in the range T = 30–120 °C and pH2O = 11 mbar by using a dynamic vapor system, DVS. For comparison, the results referred to S-PEEK-based composite coatings were applied for all tests.
2. Materials and Methods
2.1. Materials
2.2. Preparation of S-rPEEK
- M(NaOH) is the molarity of the standard NaOH solution (mol/L);
- V(NaOH) is the volume of the NaOH solution needed to obtain the virage (mL);
- W is the mass of S-PEEK (g);
- 291 and 81 are the molecular weights of the repetitive PEEK unit and the -SO3H group, respectively.
2.3. Preparation of Composite Zeolite/S-rPEEK Coatings
2.4. S-rPEEK and Coating Characterization
3. Results
3.1. Physical-Chemical Characterization and Sulfonation Degree
3.2. Mechanical Characterization
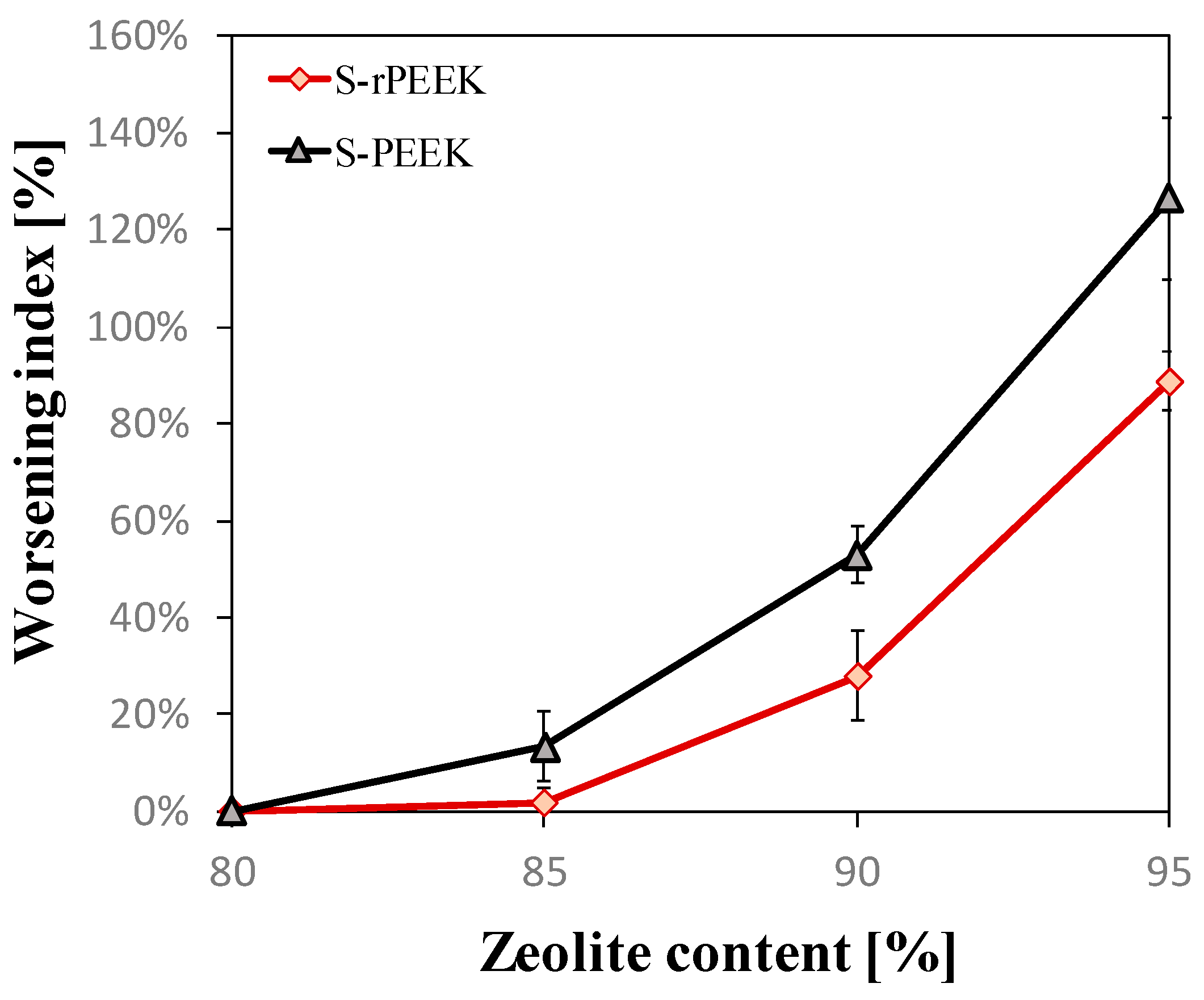
3.2.1. Scratch Tests
3.2.2. Pull-Off Tests
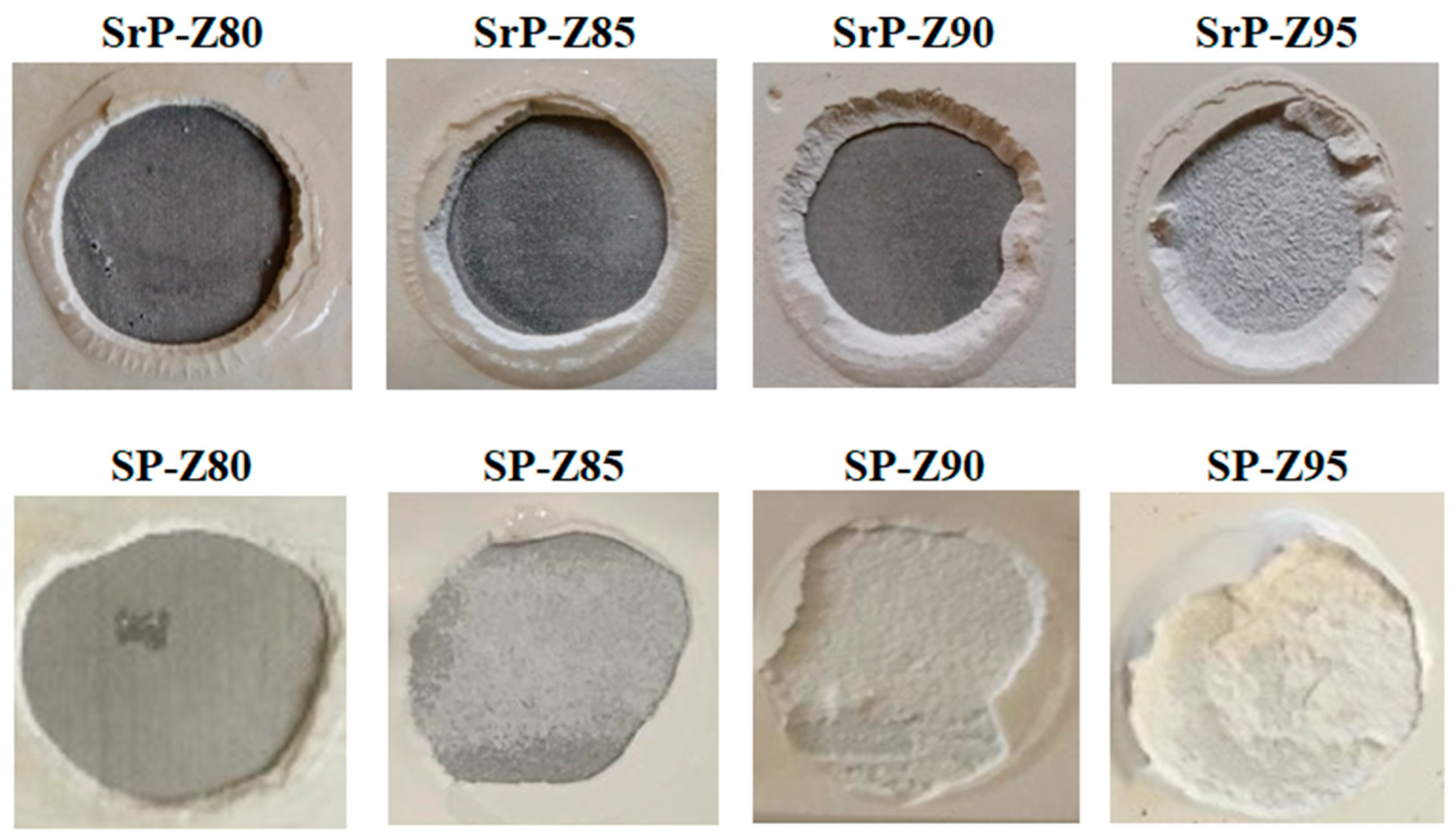
3.3. Microstructure Characterization
3.4. Adsorption Behaviour
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Meunier, F. Adsorption heat powered heat pumps. Appl. Therm. Eng. 2013, 61, 830–836. [Google Scholar] [CrossRef]
- Hastürk, E.; Ernst, S.-J.; Janiak, C. Recent advances in adsorption heat transformation focusing on the development of adsorbent materials. Curr. Opin. Chem. Eng. 2019, 24, 26–36. [Google Scholar] [CrossRef]
- Henninger, S.K.; Ernst, S.J.; Gordeeva, L.; Bendix, P.; Frohlich, D.; Grekova, A.D.; Bonaccorsi, L.; Aristov, Y.; Jaenchen, J. New materials for adsorption heat transformation and storage. Renew. Energy 2017, 110, 59–68. [Google Scholar] [CrossRef]
- Aristov, Y.I. Challenging offers of material science for adsorption heat transformation: A review. Appl. Therm. Eng. 2013, 50, 1610–1618. [Google Scholar] [CrossRef]
- Bauer, J.; Herrmann, R.; Mittelbach, W.; Schwieger, W. Zeolite/aluminum composite adsorbents for application in adsorption refrigeration. Int. J. Energy Res. 2009, 33, 1233–1249. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Calabrese, L.; Proverbio, E. Low temperature single-step synthesis of zeolite y coatings on aluminium substrates. Microporous Mesoporous Mater. 2011, 144, 40–45. [Google Scholar] [CrossRef]
- Schnabel, L.; Tatlier, M.; Schmidt, F.; Erdem-Senatalar, A. Adsorption kinetics of zeolite coatings directly crystallized on metal supports for heat pump applications (adsorption kinetics of zeolite coatings). Appl. Therm. Eng. 2010, 30, 1409–1416. [Google Scholar] [CrossRef]
- Freni, A.; Bonaccorsi, L.; Calabrese, L.; Caprì, A.; Frazzica, A.; Sapienza, A. SAPO-34 coated adsorbent heat exchanger for adsorption chillers. Appl. Therm. Eng. 2015, 82, 1–7. [Google Scholar] [CrossRef]
- Kummer, H.; Fuldner, G.; Henninger, S.K. Versatile siloxane based adsorbent coatings for fast water adsorption processes in thermally driven chillers and heat pumps. Appl. Therm. Eng. 2015, 85, 1–8. [Google Scholar] [CrossRef]
- Zheng, X.; Wang, R.Z.; Ge, T.S.; Hu, L.M. Performance study of SAPO-34 and FAPO-34 desiccants for desiccant coated heat exchanger systems. Energy 2015, 93, 88–94. [Google Scholar] [CrossRef]
- Calabrese, L.; Proverbio, E. A brief overview on the anticorrosion performances of sol-gel zeolite coatings. Coatings 2019, 9, 409. [Google Scholar] [CrossRef] [Green Version]
- Ge, T.S.; Zhang, J.Y.; Dai, Y.J.; Wang, R.Z. Experimental study on performance of silica gel and potassium formate composite desiccant coated heat exchanger. Energy 2017, 141, 149–158. [Google Scholar] [CrossRef]
- Dias, J.M.S.; Costa, V.A.F. Which dimensional model for the analysis of a coated tube adsorber for adsorption heat pumps? Energy 2019, 174, 1110–1120. [Google Scholar] [CrossRef]
- Dunne, R.; Taqvi, S.M. Adsorption cooling using adsorbent coated surfaces. In Proceedings of the International Conference Fundamental Adsorption, Presq’ile de Giens, France, 24–28 May 1998; pp. 1101–1106. [Google Scholar]
- Freni, A.; Russo, F.; Vasta, S.; Tokarev, M.; Aristov, Y.I.; Restuccia, G. An advanced solid sorption chiller using SWS-1L. Appl. Therm. Eng. 2007, 27, 2200–2204. [Google Scholar] [CrossRef]
- Okamoto, K.; Teduka, M.; Nakano, T.; Kubokawa, S.; Kakiuchi, H. The Development of Aqsoa Water Vapor Adsorbent and Aqsoa Coated Heat Exchanger. In Proceedings of the IMPRES Conference, Singapore, 29 November–1 December 2010; Research Publishing Services: Singapore, 2010; pp. 27–32. [Google Scholar]
- Calabrese, L.; Brancato, V.; Bonaccorsi, L.; Frazzica, A.; Caprì, A.; Freni, A.; Proverbio, E. Development and characterization of silane-zeolite adsorbent coatings for adsorption heat pump applications. Appl. Therm. Eng. 2017, 116, 364–371. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Caprì, A.; Proverbio, E. Enhancement of the hydrophobic and anti-corrosion properties of a composite zeolite coating on Al6061 substrate by modification of silane matrix. Corros. Eng. Sci. Technol. 2017, 52, 61–72. [Google Scholar] [CrossRef]
- Bendix, P.; Füldner, G.; Möllers, M.; Kummer, H.; Schnabel, L.; Henninger, S.; Henning, H.M. Optimization of power density and metal-to-adsorbent weight ratio in coated adsorbers for adsorptive heat transformation applications. Appl. Therm. Eng. 2017, 124, 83–90. [Google Scholar] [CrossRef]
- Wittstadt, U.; Füldner, G.; Laurenz, E.; Warlo, A.; Große, A.; Herrmann, R.; Schnabel, L.; Mittelbach, W. A novel adsorption module with fiber heat exchangers: Performance analysis based on driving temperature differences. Renew. Energy 2017, 110, 154–161. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Freni, A.; Proverbio, E. Synthesis of SAPO-34 zeolite filled macrocellular foams for adsorption heat pump applications: A preliminary study. Appl. Therm. Eng. 2017, 124, 1312–1318. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Bruzzaniti, P.; Frazzica, A.; Freni, A.; Proverbio, E. Adsorption performance and thermodynamic analysis of SAPO-34 silicone composite foams for adsorption heat pump applications. Mater. Renew. Sustain. Energy 2018, 7, 1–13. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Bruzzaniti, P.; Freni, A.; Proverbio, E. Morphological and functional aspects of zeolite filled siloxane composite foams. J. Appl. Polym. Sci. 2018, 135, 45683. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Bruzzaniti, P.; Gullì, G.; Freni, A.; Proverbio, E. Zeolite filled siloxane composite foams: Compression property. J. Appl. Polym. Sci. 2018, 135, 46145. [Google Scholar] [CrossRef]
- Calabrese, L.; Bruzzaniti, P.; Palamara, D.; Freni, A.; Proverbio, E. New SAPO-34-SPEEK composite coatings for adsorption heat pumps: Adsorption performance and thermodynamic analysis. Energy 2020, 203, 117814. [Google Scholar] [CrossRef]
- Calabrese, L.; Palamara, D.; Bruzzaniti, P.; Proverbio, E. Assessment of high performance SAPO-34/S-PEEK composite coatings for adsorption heat pumps. J. Appl. Polym. Sci. 2021, 138, 50076. [Google Scholar] [CrossRef]
- Palamara, D.; Palomba, V.; Calabrese, L.; Frazzica, A. Evaluation of ad/desorption dynamics of S-PEEK/Zeolite composite coatings by T-LTJ method. Appl. Therm. Eng. 2022, 208, 118262. [Google Scholar] [CrossRef]
- Palamara, D.; Bruzzaniti, P.; Calabrese, L.; Proverbio, E. Effect of degree of sulfonation on the performance of adsorbent SAPO-34/S-PEEK composite coatings for adsorption heat pumps. Prog. Org. Coat. 2021, 154, 106193. [Google Scholar] [CrossRef]
- Unnikrishnan, L.; Nayak, S.K.; Mohanty, S.; Sarkhel, G. Polyethersulfone membranes: The effect of sulfonation on the properties. Polym.-Plast. Technol. Eng. 2010, 49, 1419–1427. [Google Scholar] [CrossRef]
- Xing, P.; Robertson, G.P.; Guiver, M.D.; Mikhailenko, S.D.; Wang, K.; Kaliaguine, S. Synthesis and characterization of sulfonated poly(ether ether ketone) for proton exchange membranes. J. Memb. Sci. 2004, 229, 95–106. [Google Scholar] [CrossRef] [Green Version]
- Huang, R.Y.M.; Shao, P.; Burns, C.M.; Feng, X. Sulfonation of poly(ether ether ketone)(PEEK): Kinetic study and characterization. J. Appl. Polym. Sci. 2001, 82, 2651–2660. [Google Scholar] [CrossRef]
- Trotta, F.; Drioli, E.; Moraglio, G.; Poma, E.B. Sulfonation of polyetheretherketone by chlorosulfuric acid. J. Appl. Polym. Sci. 1998, 70, 477–482. [Google Scholar] [CrossRef]
- Unnikrishnan, L.; Mohanty, S.; Nayak, S.K. Proton exchange membranes from sulfonated poly(ether ether ketone) reinforced with silica nanoparticles. High Perform. Polym. 2013, 25, 854–867. [Google Scholar] [CrossRef]
- Carbone, A.; Pedicini, R.; Portale, G.; Longo, A.; D’Ilario, L.; Passalacqua, E. Sulphonated poly(ether ether ketone) membranes for fuel cell application: Thermal and structural characterisation. J. Power Sources 2006, 163, 18–26. [Google Scholar] [CrossRef]
- Muralidharan, S.K.; Bauman, L.; Anderson, W.A.; Zhao, B. Recyclable antimicrobial sulphonated poly (ether ether ketone)—Copper films: Flat vs micro-pillared surfaces. Mater. Today Commun. 2020, 25, 101485. [Google Scholar] [CrossRef]
- Knauth, P.; Hou, H.; Bloch, E.; Sgreccia, E.; Di Vona, M.L. Thermogravimetric analysis of SPEEK membranes: Thermal stability, degree of sulfonation and cross-linking reaction. J. Anal. Appl. Pyrolysis 2011, 92, 361–365. [Google Scholar] [CrossRef]
- McLauchlin, A.R.; Ghita, O.R.; Savage, L. Studies on the reprocessability of poly(ether ether ketone) (PEEK). J. Mater. Process. Technol. 2014, 214, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Freni, A.; Frazzica, A.; Dawoud, B.; Chmielewski, S.; Calabrese, L.; Bonaccorsi, L. Adsorbent coatings for heat pumping applications: Verification of hydrothermal and mechanical stabilities. Appl. Therm. Eng. 2013, 50, 1658–1663. [Google Scholar] [CrossRef]
- Bendix, P.B.; Henninger, S.K.; Henning, H.-M. Temperature and Mechanical Stabilities and Changes in Porosity of Silicone Binder Based Zeolite Coatings. Ind. Eng. Chem. Res. 2016, 55, 4942–4947. [Google Scholar] [CrossRef]
- Boatto, P.; Boccaletti, C.; Cerri, G.; Malvicino, C. Internal combustion engine waste heat potential for an automotive absorption system of air conditioning Part 1: Tests on the exhaust system of a spark-ignition engine. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2000, 214, 979–982. [Google Scholar] [CrossRef]
- Lambert, M.A.; Jones, B.J. Automotive Adsorption Air Conditioner Powered by Exhaust Heat. Part 1: Conceptual and Embodiment Design. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2006, 220, 959–972. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Caprì, A.; Proverbio, E. Adhesion aspects of hydrophobic silane zeolite coatings for corrosion protection of aluminium substrate. Prog. Org. Coat. 2014, 77, 1341–1350. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Caprì, A.; Proverbio, E. Effect of silane matrix composition on performances of zeolite composite coatings. Prog. Org. Coat. 2016, 101, 100–110. [Google Scholar] [CrossRef]
- Tahir, Z.; Ilyas, A.; Li, X.; Bilad, M.R.; Vankelecom, I.F.J.; Khan, A.L. Tuning the gas separation performance of fluorinated and sulfonated PEEK membranes by incorporation of zeolite 4A. J. Appl. Polym. Sci. 2018, 135, 45952. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DS by Titration (%) | DS by TGA (%) | |
|---|---|---|
| S-PEEK | 45.43 ± 1.95 | 46.82 ± 2.17 |
| S-rPEEK | 46.52 ± 2.11 | 48.95 ± 2.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palamara, D.; Calabrese, L. Sulfonated-Recycled-PEEK as Matrix of Water Vapor Adsorbent SAPO-34 Based Composite Coatings for Adsorption Heat Pumps: Mechanical and Thermochemical Characterization. Materials 2022, 15, 8439. https://doi.org/10.3390/ma15238439
Palamara D, Calabrese L. Sulfonated-Recycled-PEEK as Matrix of Water Vapor Adsorbent SAPO-34 Based Composite Coatings for Adsorption Heat Pumps: Mechanical and Thermochemical Characterization. Materials. 2022; 15(23):8439. https://doi.org/10.3390/ma15238439
Chicago/Turabian StylePalamara, Davide, and Luigi Calabrese. 2022. "Sulfonated-Recycled-PEEK as Matrix of Water Vapor Adsorbent SAPO-34 Based Composite Coatings for Adsorption Heat Pumps: Mechanical and Thermochemical Characterization" Materials 15, no. 23: 8439. https://doi.org/10.3390/ma15238439