
Effect of Degassing Parameters on Mechanical Properties of EN AC-46000 Gravity Die Castings
 ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
- -
- DI density index (minimum),
- -
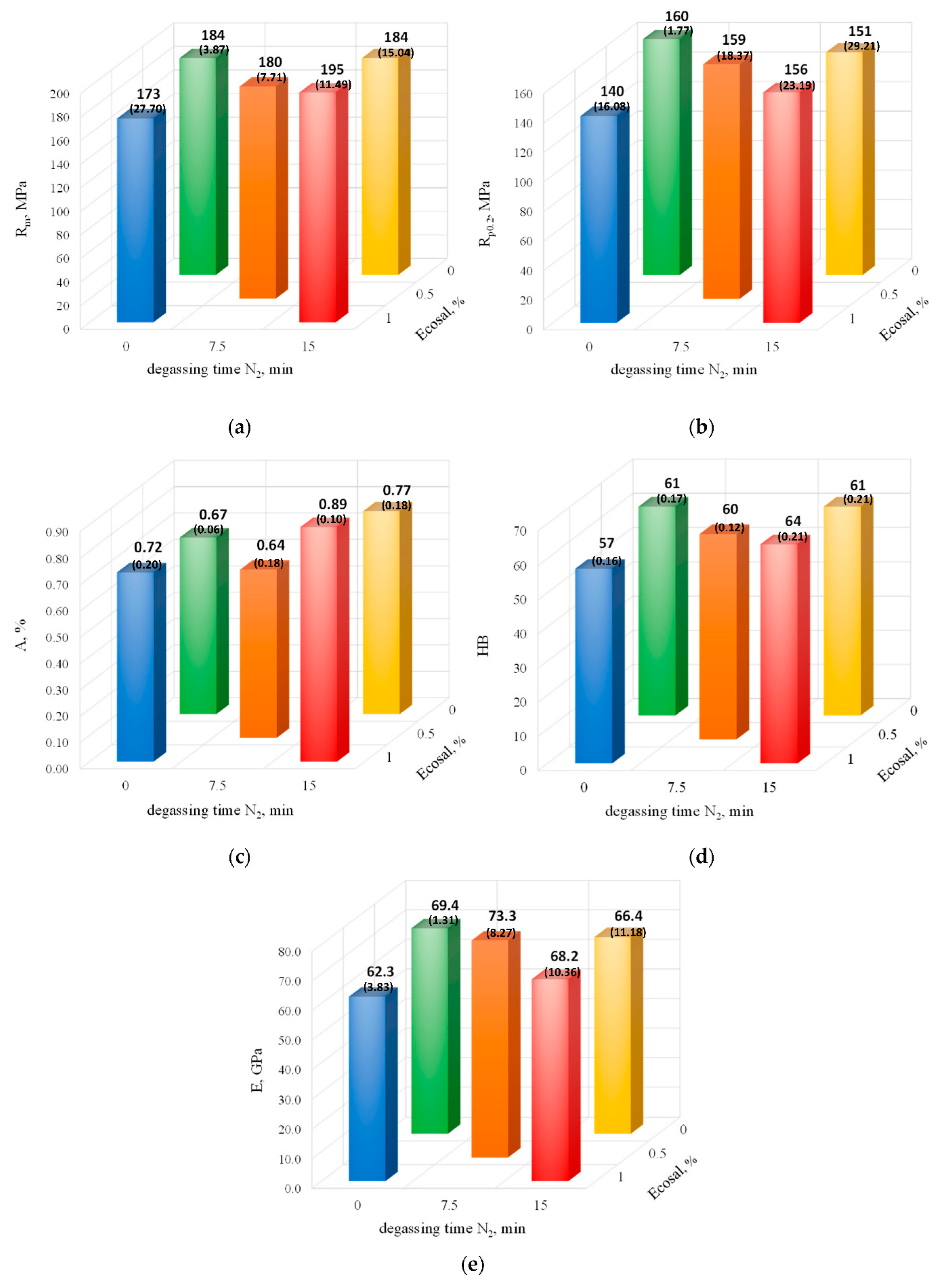
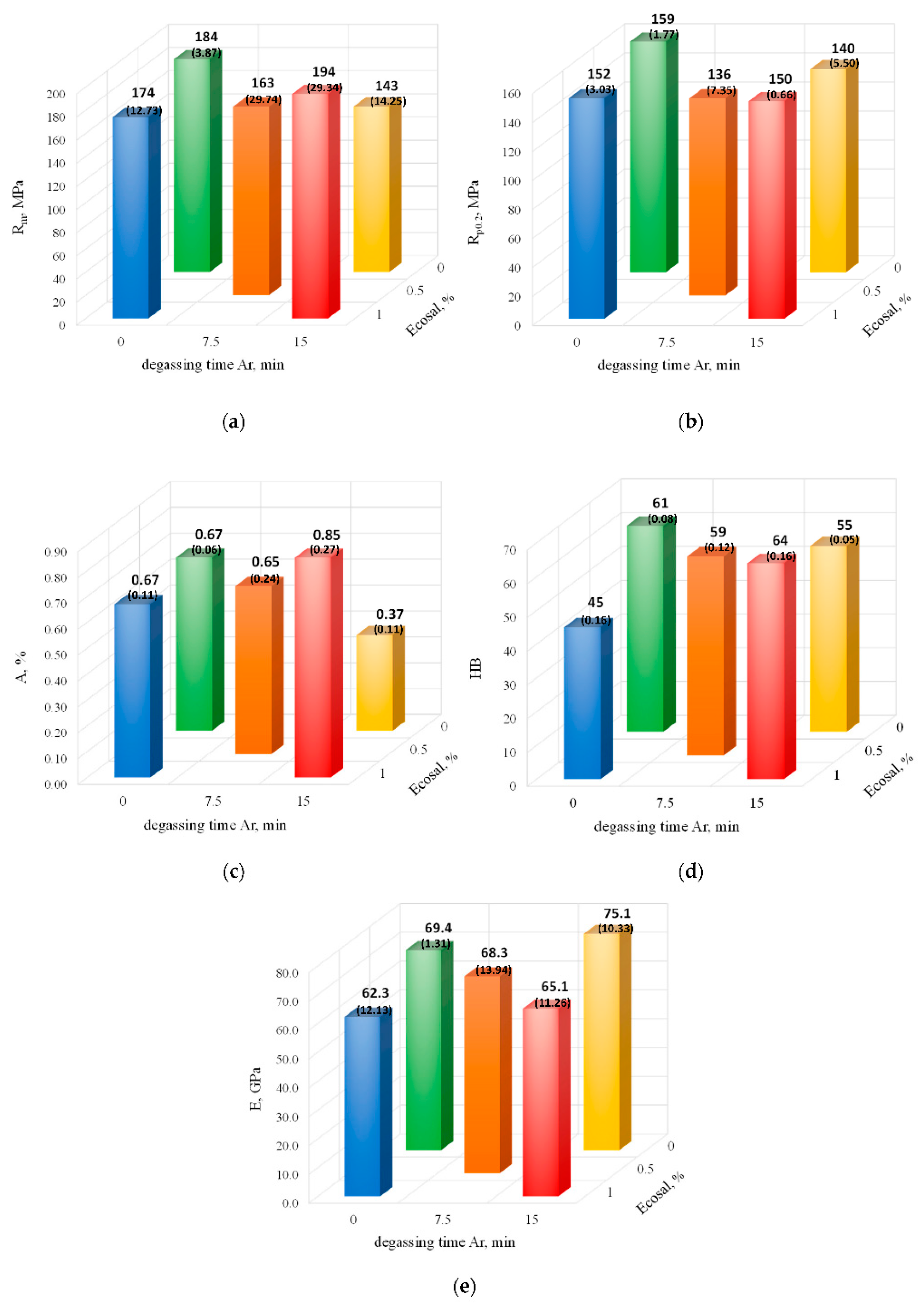
- Mechanical properties (maximum tensile strength Rm, yield strength Rp0.2, elongation A, and hardness HBW).
- -
- Analysis of output data and selection of diagnostic variables to evaluate the parameters of the compared solutions;
- -
- Normalization of diagnostic variables;
- -
- Aggregation of several normalized diagnostic variables to one assessment (by summation);
- -
- Searching for the optimal solution for the aggregate value of the objective function.
- -
- Stimulants (variables, the increase of which should be associated with an increase, and a decrease with a decrease in the assessment of the phenomenon);
- -
- Destimulants (variables, the increase of which should be associated with a decrease, and a decrease with an increase in the assessment of the phenomenon);
- -
- Nominants (no variables of this class were identified during the research).
- -
- stimulants—the variable is normalized according to the following formula:
- -
- destimulants—the variable is normalized according to the following formula:
- Maximization:
- -
- Modulus of longitudinal elasticity E, GPa;
- -
- Proof stress Rp0.2, MPa;
- -
- Tensile strength Rm, MPa;
- -
- Elongation A, %.
- Minimalization:
- -
- DI density index, %.
- Weight factors:
- -
- No properties were distinguished (wj = 1).
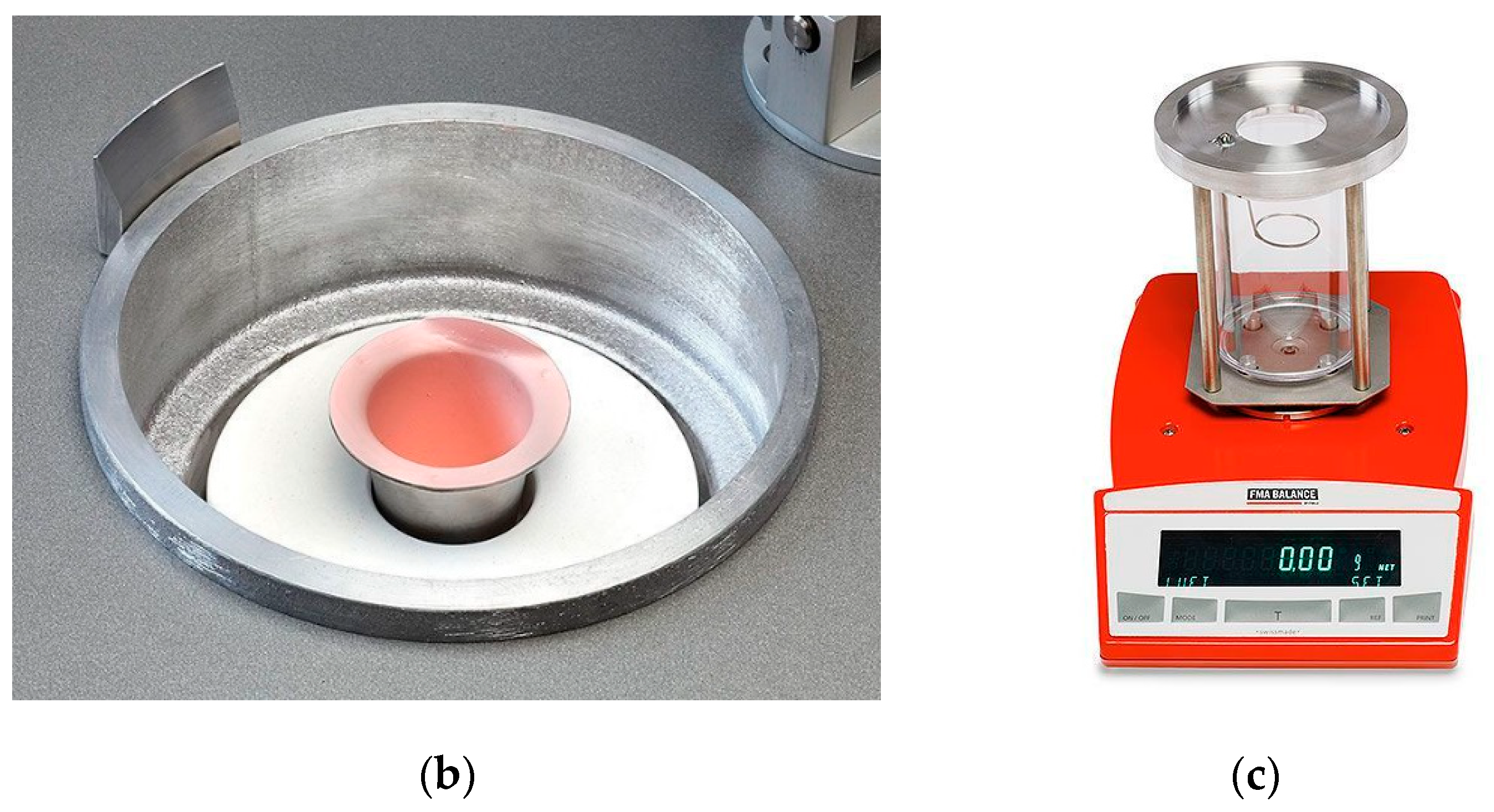
- Datm—density of sample solidified under atmosphere, g/cm3;
- D80mbar—density of the sample solidified under a vacuum (80 mbar), g/cm3.
3. Results and Discussion
4. Conclusions
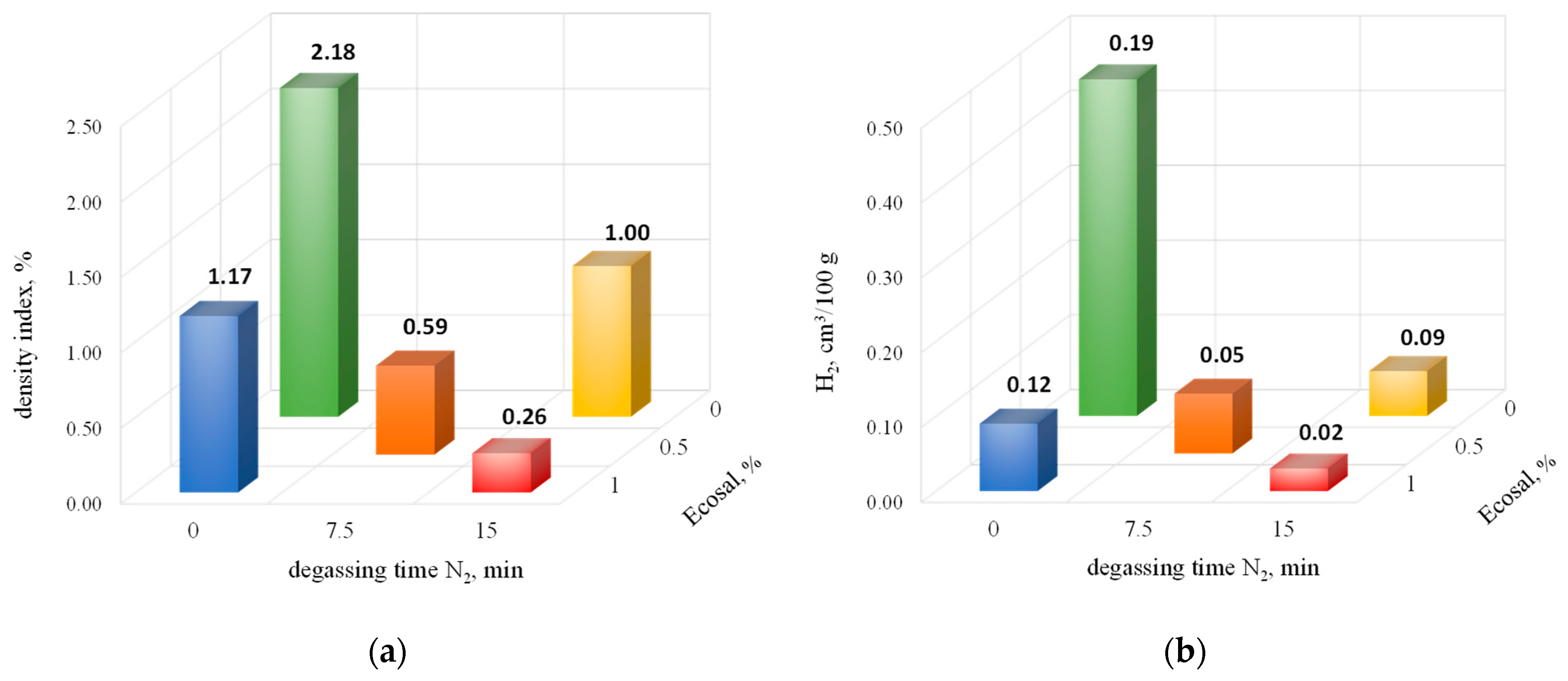
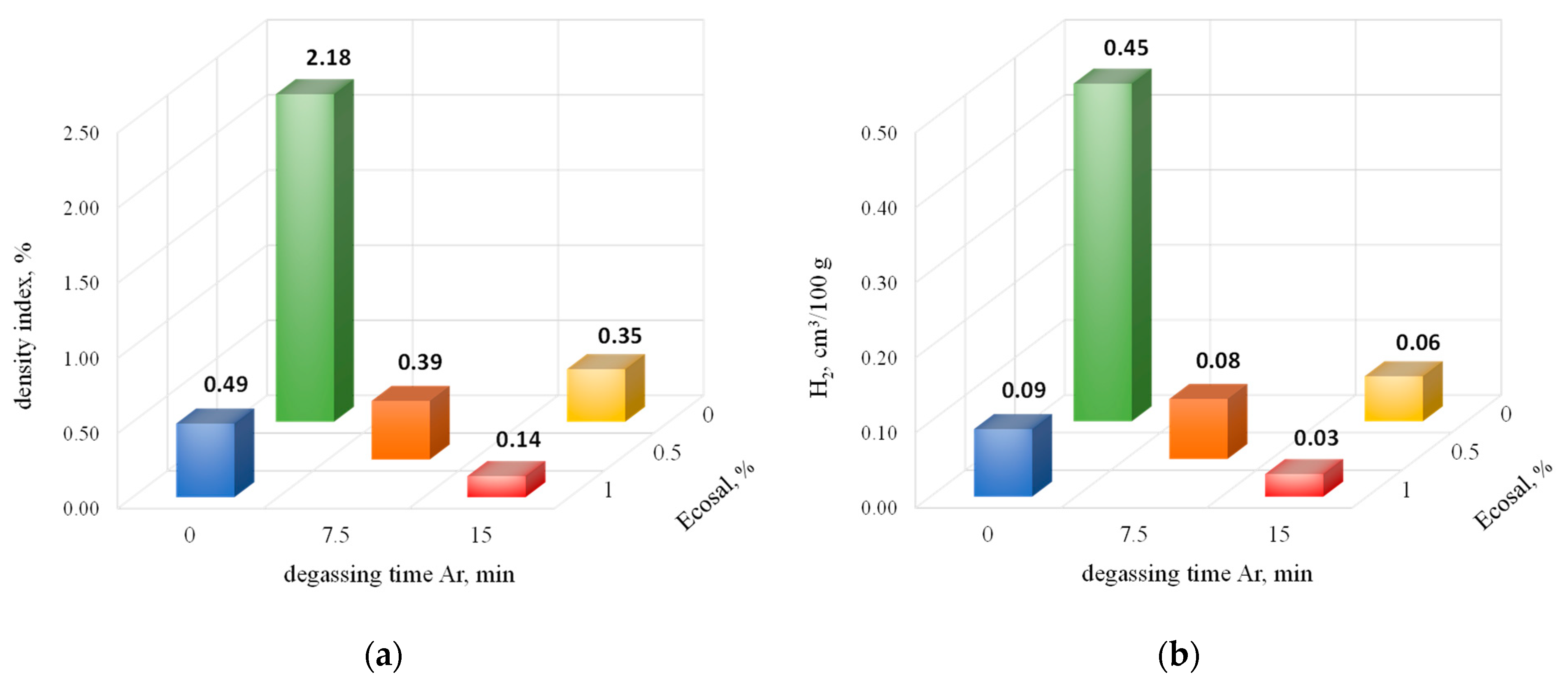
- Degassing with a solid degasser in the amount of 1% of the alloy and nitrogen within 15 min reduced the hydrogen content by almost 90%; replacing nitrogen with argon increased this value to about 93%.
- Degassing with both a solid and gas degasser may have increased the mechanical properties of the EN AC-46000 alloy; for tensile strength, this increase did not exceed 6%; this relatively small increase could be explained by the remaining oxide layers inside the casting.
- To intensify the degassing process, it is strongly recommended to use two types of degasser: solid and gas; this is important in terms of increasing the mechanical properties.
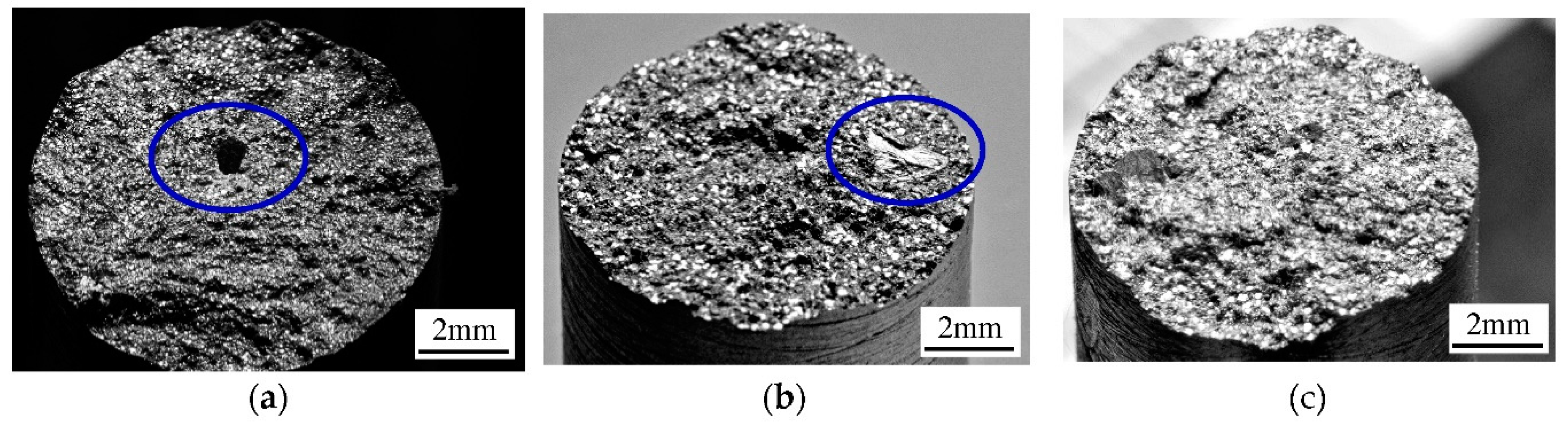
- The use of two degassers, both solid and gas, may not result in complete removal of the oxide layers, which significantly reduced the strength properties of the aluminum alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pietrowski, S. Al-Si Alloys; Lodz University of Technology: Lodz, Poland, 2001; ISBN 83-7283-029-0. [Google Scholar]
- Eskin, D.; Alba-Baena, N.; Pabel, T.; da Silva, M. Ultrasonic degassing of aluminium alloys: Basic studies and practical implementation. Mater. Sci. Technol. 2015, 31, 79–84. [Google Scholar] [CrossRef]
- Riedel, E.; Köhler, P.; Ahmed, M.; Hellmann, B.; Horn, I.; Scharf, S. Industrial suitable and digitally recordable application of ultrasound for the environmentally friendly degassing of aluminium melts before tilt casting. Procedia CIRP 2021, 98, 589–594. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Gabriel, J.; Seabra, E.; Ribeiro, S.; Prokic, M. Evaluation of ultrasonic aluminium degassing by piezoelectric sensor. J. Mater. Process. Technol. 2011, 211, 1026–1033. [Google Scholar] [CrossRef]
- Triyono, T.; Muhayat, N.; Supriyanto, A.; Lutiyatmi, L. Effect of degassing treatment on the interfacial reaction of molten aluminum and solid steel. Arch. Foundry Eng. 2017, 17, 227–239. [Google Scholar] [CrossRef] [Green Version]
- Haghayeghi, R.; Bahai, H.; Kapranos, P. Effect of ultrasonic argon degassing on dissolved hydrogen in aluminium alloy. Mater. Lett. 2012, 82, 230–232. [Google Scholar] [CrossRef]
- Eskin, D.G. Ultrasonic processing of molten and solidifying aluminium alloys: Overview and outlook. Mater. Sci. Technol. 2017, 33, 636–645. [Google Scholar] [CrossRef] [Green Version]
- Abramov, V.O.; Abramova, A.V.; Bayazitov, V.M.; Nikonov, R.V.; Cravotto, G. Pores-free aluminium alloy by efficient degassing ultrasonic treatments. Appl. Acoust. 2021, 184, 108343. [Google Scholar] [CrossRef]
- Galarraga, H.; García de Cortázar, M.; Arregi, E.; Artola, A.; Oncala, J.L.; Merchán-Zubieta, M. Gas blowing ultrasonic aluminium degassing assessment with the reduced pressure test (RPT) method. Arch. Foundry Eng. 2020, 20, 111–117. [Google Scholar]
- Ren, Y.; Chen, H.; Ma, W.; Lei, Y.; Zeng, Y. Purification of aluminium-silicon alloy by electromagnetic directional solidification: Degassing and grain refinement. Sep. Purif. Technol. 2021, 277, 119459. [Google Scholar] [CrossRef]
- Rundquist, V.; Paci, M.; Von Gal, R. The Development of an ultrasonic degassing process for aluminium casting. Mater. Today Proc. 2019, 10, 288–295. [Google Scholar] [CrossRef]
- Michalek, K.; Tkadlečková, M.; Socha, L.; Gryc, K.; Saternus, M.; Pieprzyca, J.; Merder, T. Physical modelling of degassing process by blowing of inert gas. Arch. Metall. Mater. 2018, 63, 987–992. [Google Scholar]
- Alba-Baena, N.; Eskin, D. Kinetics of ultrasonic degassing of aluminum alloys. In Light Metals 2013; Springer: Cham, Switzerland, 2016; pp. 957–962. [Google Scholar]
- Puga, H.; Barbosa, J.; Seabra, E.; Ribeiro, S.; Prokic, M. New trends in aluminium degassing—A comparative study. In Proceedings of the Fourth International Conference on Advances and Trends in Engineering Materials and Their Applications, Hamburg, Germany, 1–4 September 2009. [Google Scholar]
- Xu, H.; Meek, T.T.; Han, Q. Effects of ultrasonic field and vacuum on degassing of molten aluminum alloy. Mater. Lett. 2007, 61, 1246–1250. [Google Scholar] [CrossRef]
- Li, J.W.; Fu, Y.; Momono, T. Method of fast, effective ultrasonic degassing by forced cooling. Mater. Res. Innov. 2010, 14, 210–215. [Google Scholar] [CrossRef]
- Gyarmati, G.; Vincze, F.; Fegyverneki, G.; Kéri, Z.; Mende, T.; Molnár, D. The Effect of Rotary Degassing Treatments with Different Purging Gases on the Double Oxide-and Nitride Film Content of Liquid Aluminum Alloys. Metall. Mater. Trans. B 2022, 53, 1244–1257. [Google Scholar] [CrossRef]
- Fox, S.; Campbell, J. Visualisation of oxide film defects during solidification of aluminium alloys. Scr. Mater. 2000, 43, 881–886. [Google Scholar] [CrossRef]
- Campbell, J. An overview of the effects of bifilms on the structure and properties of cast alloys. Metall. Mater. Trans. B 2006, 37, 857–863. [Google Scholar] [CrossRef]
- Gopalan, R.; Prabhu, N.K. Oxide bifilms in aluminium alloy castings—A review. Mater. Sci. Technol. 2011, 27, 1757–1769. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. Porosity, hydrogen and bifilm content in Al alloy castings. Mater. Sci. Eng. A 2011, 528, 3860–3865. [Google Scholar] [CrossRef]
- Gyarmati, G.; Fegyverneki, G.; Mende, T.; Tokár, M. Characterization of the double oxide film content of liquid aluminum alloys by computed tomography. Mater. Charact. 2019, 157, 109925. [Google Scholar] [CrossRef]
- Lordan, E.; Lazaro-Nebreda, J.; Zhang, Y.; Fan, Z. Effective degassing for reduced variability in high-pressure die casting performance. JOM 2019, 71, 824–830. [Google Scholar] [CrossRef]
- Patel, J.B.; Yang, X.; Mendis, C.L.; Fan, Z. Melt conditioning of light metals by application of high shear for improved microstructure and defect control. JOM 2017, 69, 1071–1076. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lazaro-Nebreda, J.; Patel, J.B.; Fan, Z. Improved degassing efficiency and mechanical properties of A356 aluminium alloy castings by high shear melt conditioning (HSMC) technology. J. Mater. Process. Technol. 2021, 294, 117146. [Google Scholar] [CrossRef]
- Tong, M.; Patel, J.B.; Stone, I.; Fan, Z.; Browne, D.J. Identification of key liquid metal flow features in the physical conditioning of molten aluminium alloy with high shear processing. Comput. Mater. Sci. 2017, 131, 35–43. [Google Scholar] [CrossRef]
- Al-Helal, K.; Lazaro-Nebreda, J.; Patel, J.B.; Scamans, G.M. High-Shear De-Gassing and De-Ironing of an Aluminum Casting Alloy Made Directly from Aluminum End-of-Life Vehicle Scrap. Recycling 2021, 6, 66. [Google Scholar] [CrossRef]
- Ambat, R.; Dwarakadasa, E.S. Effect of hydrogen in aluminium and aluminium alloys: A review. Bull. Mater. Sci. 1996, 19, 103–114. [Google Scholar] [CrossRef]
- Ruiz, M.D.; Suárez, V.C.; Perrusquia, N.L.; Cruz, L.R.; Jara, F.D.J.V.; Torres, A.A. Effect of Hydrogen on Mechanical Properties of Aluminum AA 6061 Alloy Hardened by Precipitation. MRS Online Proc. Libr. 2012, 1373, 415. [Google Scholar]
- Tiryakioğlu, M. The effect of hydrogen on pore formation in aluminum alloy castings: Myth versus reality. Metals 2020, 10, 368. [Google Scholar] [CrossRef] [Green Version]
- Podaril, M.; Prášil, T.; Majernik, J.; Kampf, R.; Socha, L.; Gryc, K.; Gráf, M. Aluminum Melt Degassing Process Evaluation Depending on the Design and the Degree of the FDU Unit Graphite Rotor Wear. Materials 2022, 15, 4924. [Google Scholar] [CrossRef]
- Kuglin, K.; Szucki, M.; Pieprzyca, J.; Genthe, S.; Merder, T.; Kalisz, D. Physical and Numerical Modeling of the Impeller Construction Impact on the Aluminum Degassing Process. Materials 2022, 15, 5273. [Google Scholar] [CrossRef]
- Hu, Y.; Jiang, R.; Li, X.; Hu, R. Effect of Ultrasonic-Assisted Casting on the Hydrogen and Lithium Content of Al-Li Alloy. Materials 2022, 15, 1081. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, wt.% | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si | Cu | Zn | Fe | Mg | Mn | Ni | Ti | Pb | Sn | Cr |
| 9.4 ÷ 9.7 | 2.2 ÷ 2.4 | 0.9 ÷ 1.2 | 0.91 ÷ 0.97 | 0.29 ÷ 0.37 | 0.22 ÷ 0.23 | 0.11 ÷ 0.12 | 0.042 ÷ 0.050 | 0.067 ÷ 0.071 | 0.019 ÷ 0.023 | 0.030 ÷ 0.032 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gumienny, G.; Pisarek, B.; Szymczak, T.; Gawroński, J.; Just, P.; Władysiak, R.; Rapiejko, C.; Pacyniak, T. Effect of Degassing Parameters on Mechanical Properties of EN AC-46000 Gravity Die Castings. Materials 2022, 15, 8323. https://doi.org/10.3390/ma15238323
Gumienny G, Pisarek B, Szymczak T, Gawroński J, Just P, Władysiak R, Rapiejko C, Pacyniak T. Effect of Degassing Parameters on Mechanical Properties of EN AC-46000 Gravity Die Castings. Materials. 2022; 15(23):8323. https://doi.org/10.3390/ma15238323
Chicago/Turabian StyleGumienny, Grzegorz, Bogusław Pisarek, Tomasz Szymczak, Jakub Gawroński, Paweł Just, Ryszard Władysiak, Cezary Rapiejko, and Tadeusz Pacyniak. 2022. "Effect of Degassing Parameters on Mechanical Properties of EN AC-46000 Gravity Die Castings" Materials 15, no. 23: 8323. https://doi.org/10.3390/ma15238323