
Investigations into Flux-Free Plasma Brazing of Aluminum in a Local XHV-Atmosphere
 , , , and
, , , and
Abstract
:1. Introduction
- The poor electric conductivity of the oxide layer hinders the current transfer and stable arc formation for transferred arc processes like tungsten inert gas welding and other plasma processes.
- If the oxide layer is thermally destroyed (e.g., by an arc), the high reactivity of the metal with the atmosphere immediately leads to the formation of new oxide layers.
- Even small (250 to 500 ppmv) contaminations of oxygen in the inert shielding gas lead to the formation of new oxide layers.
- The oxide layer is thermodynamically very stable and has a higher melting point than the parent metal (Tm(Al2O3) = 2072 °C vs. Tm(Al) = 660 °C for pure aluminum). This leads to non-melted particles of the oxide layer suspended in the weld pool, which can prevent fusion (i.e., the binding of weld-joining partners) completely.
- The natural Al2O3 layer is hardly wetted by molten metals, which prevents proper bonding in brazing or soldering processes.
2. Materials and Methods
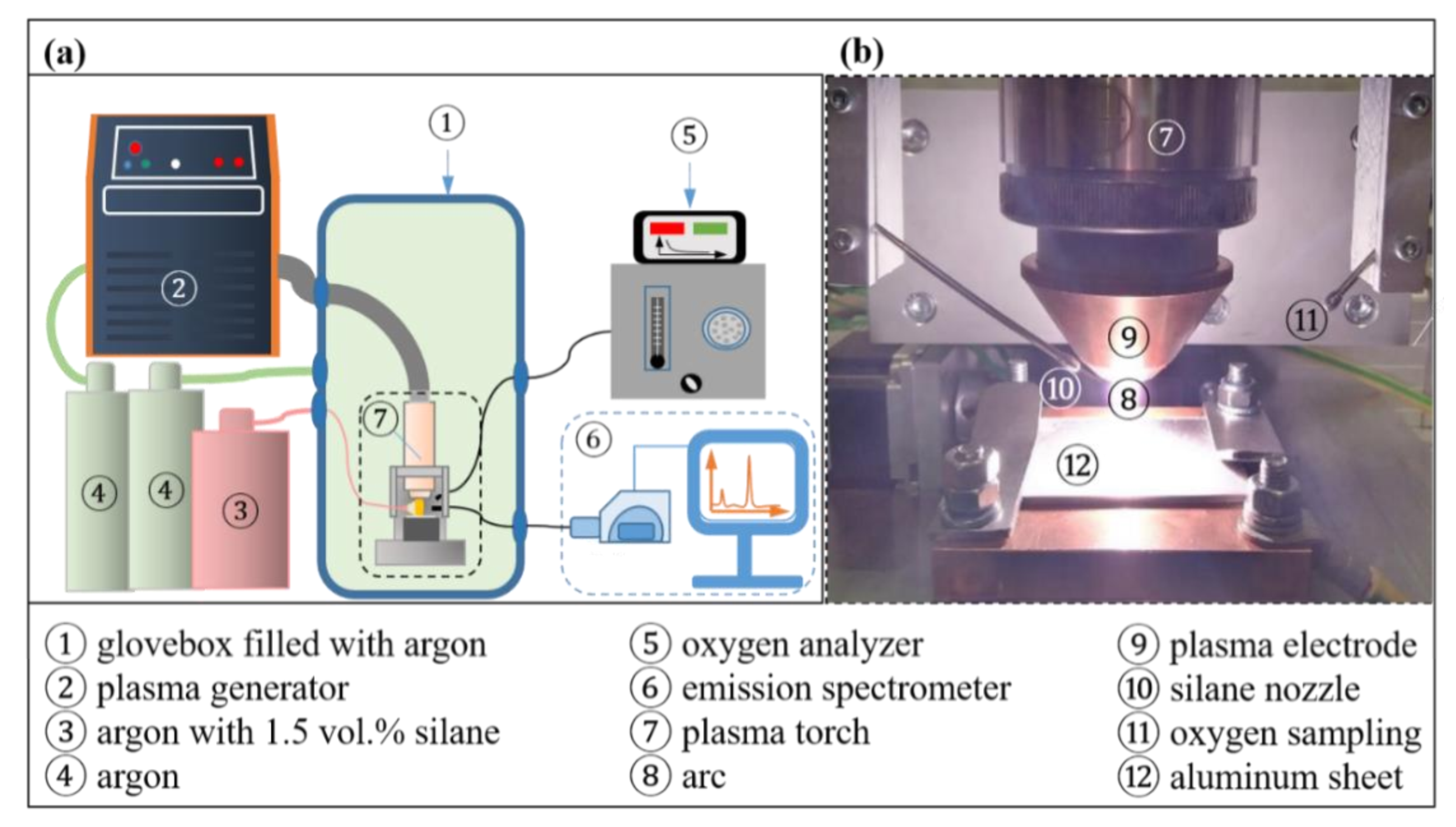
- The oxygen partial pressure near the arc was measured in situ to determine if the silane reduces the oxygen content in the arc atmosphere.
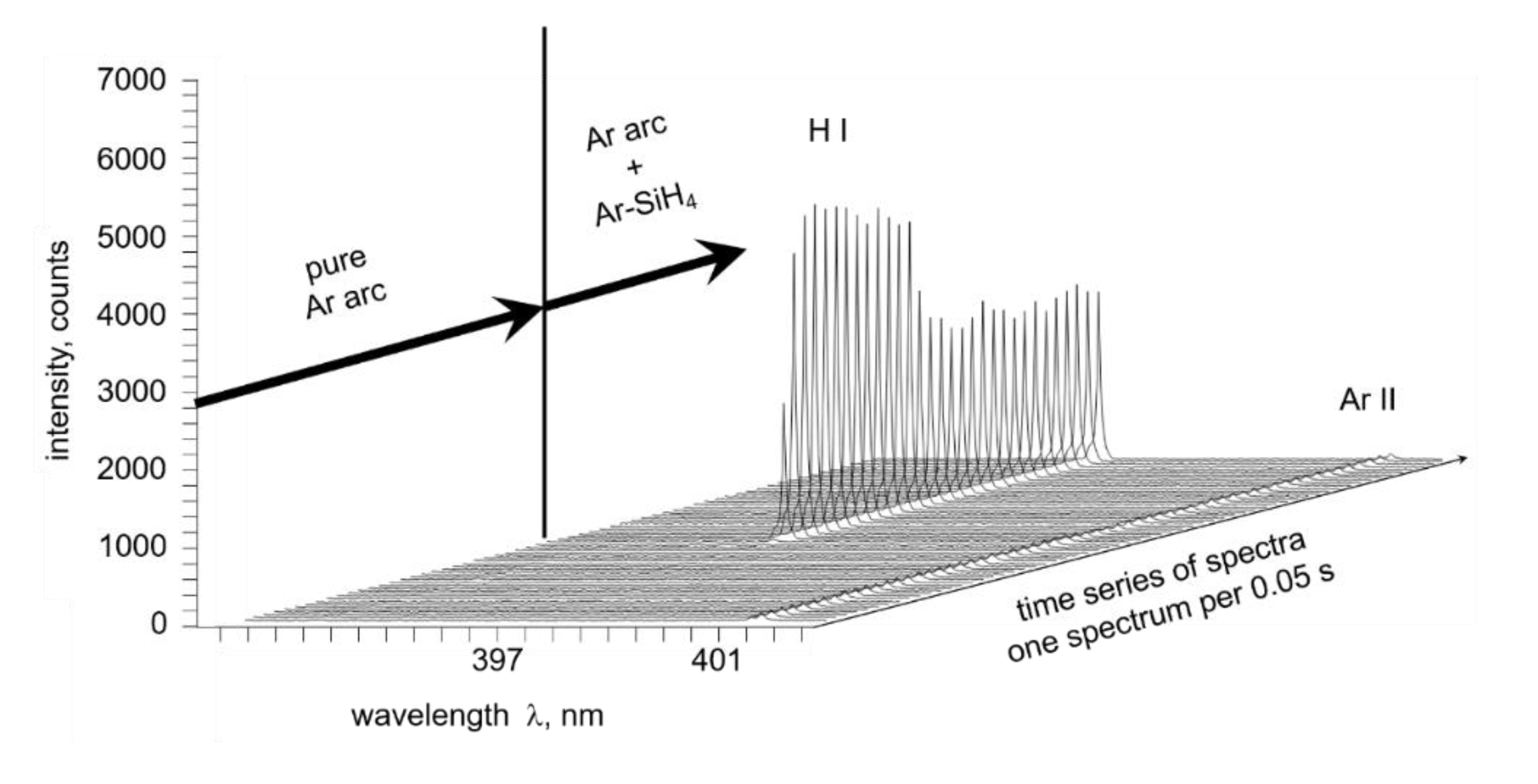
- The light emitted by the plasma column was recorded by an emission spectrometer (1000 spectra in 4 s) to study changes, for example, in the hydrogen signal spectrum created by the reaction of silane and oxygen (Equations (1) and (2)).
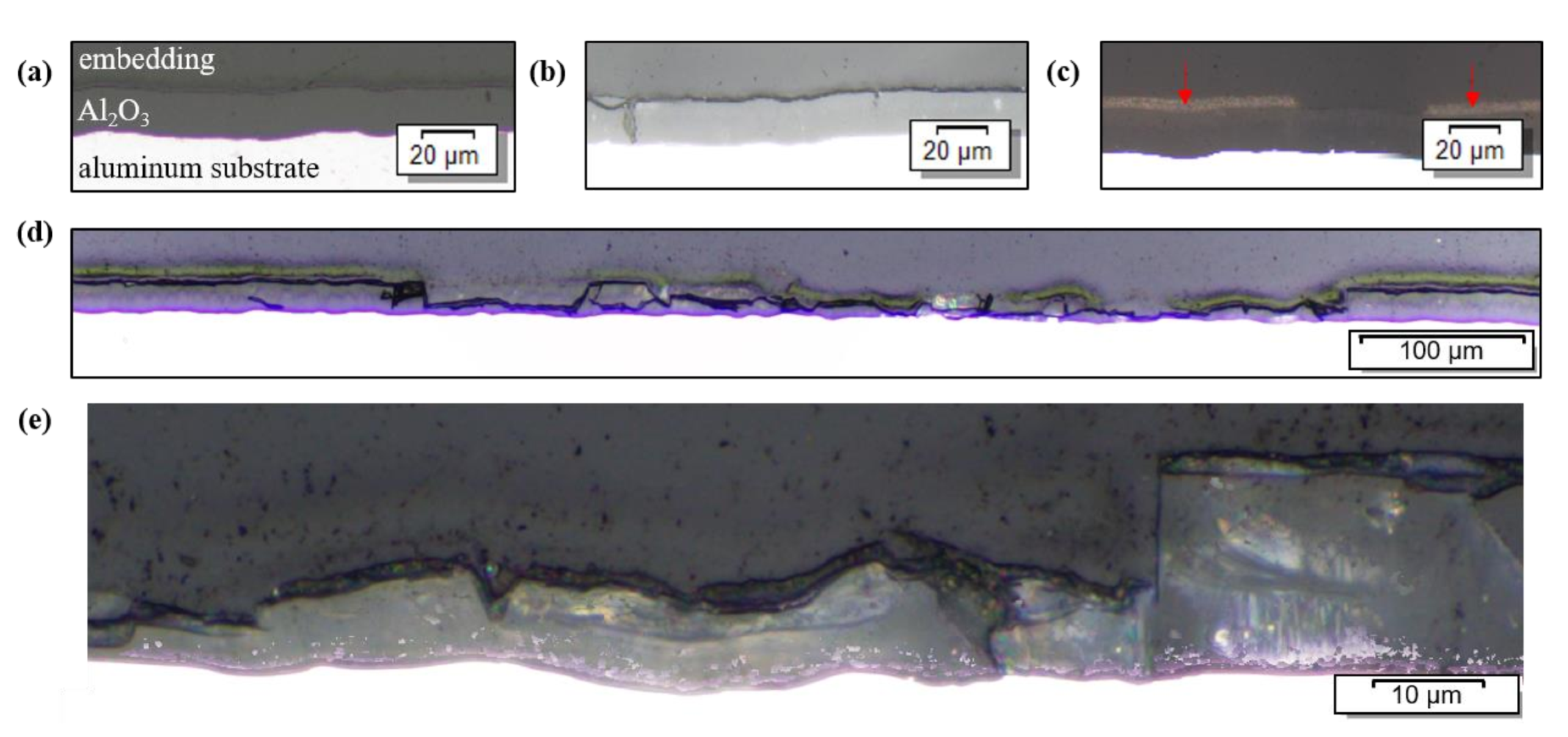
- A workpiece (AlMg1 with 2 mm thickness) with an anodized aluminum oxide layer of 20 μm thickness was examined metallographically to determine if the thickness of the oxide layer could be reduced.
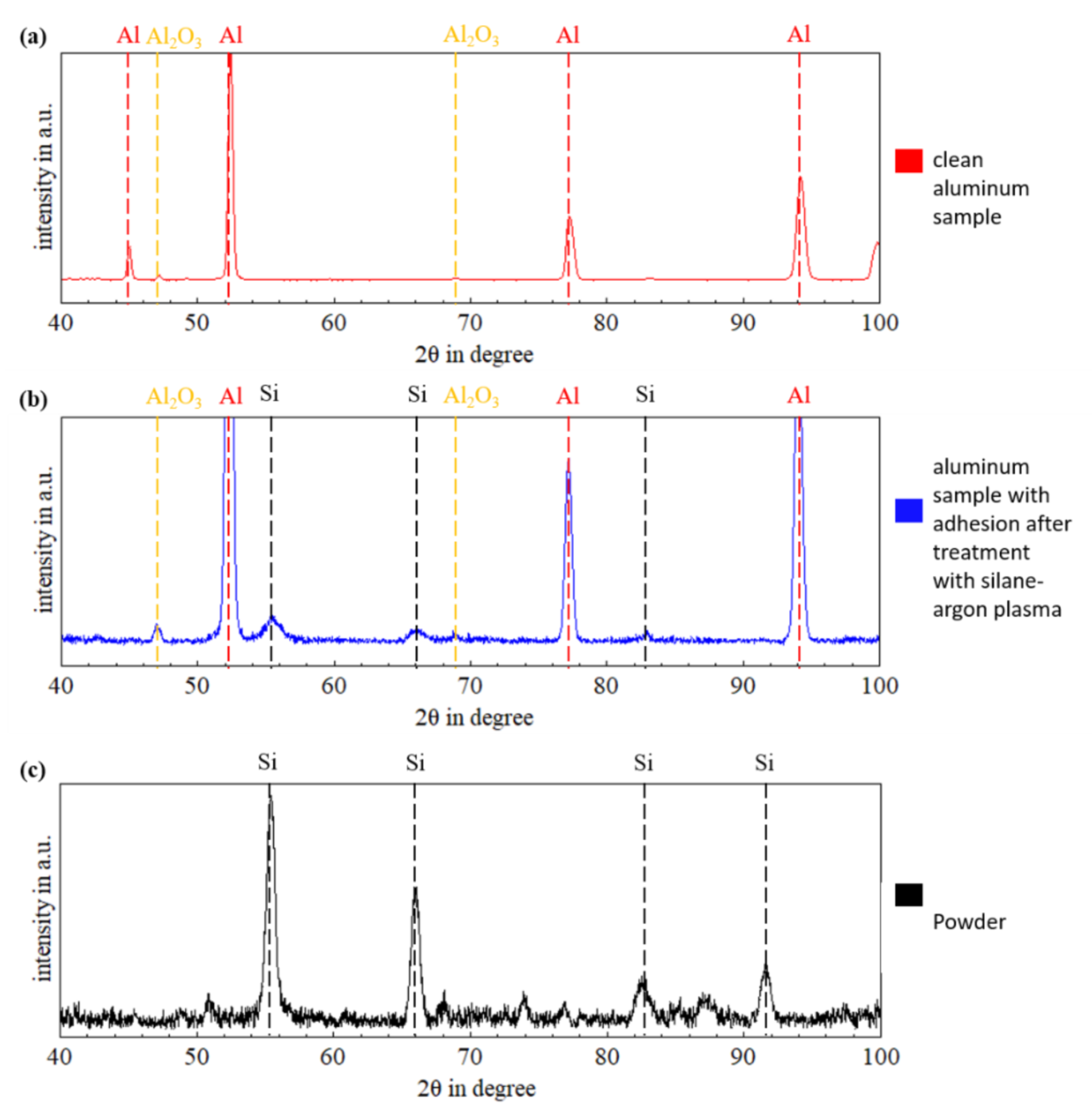
- The same workpieces (AlMg1; 2 mm thickness with 20 μm oxide layer) were analyzed via X-ray diffraction (XRD) to characterize surface adhesions.
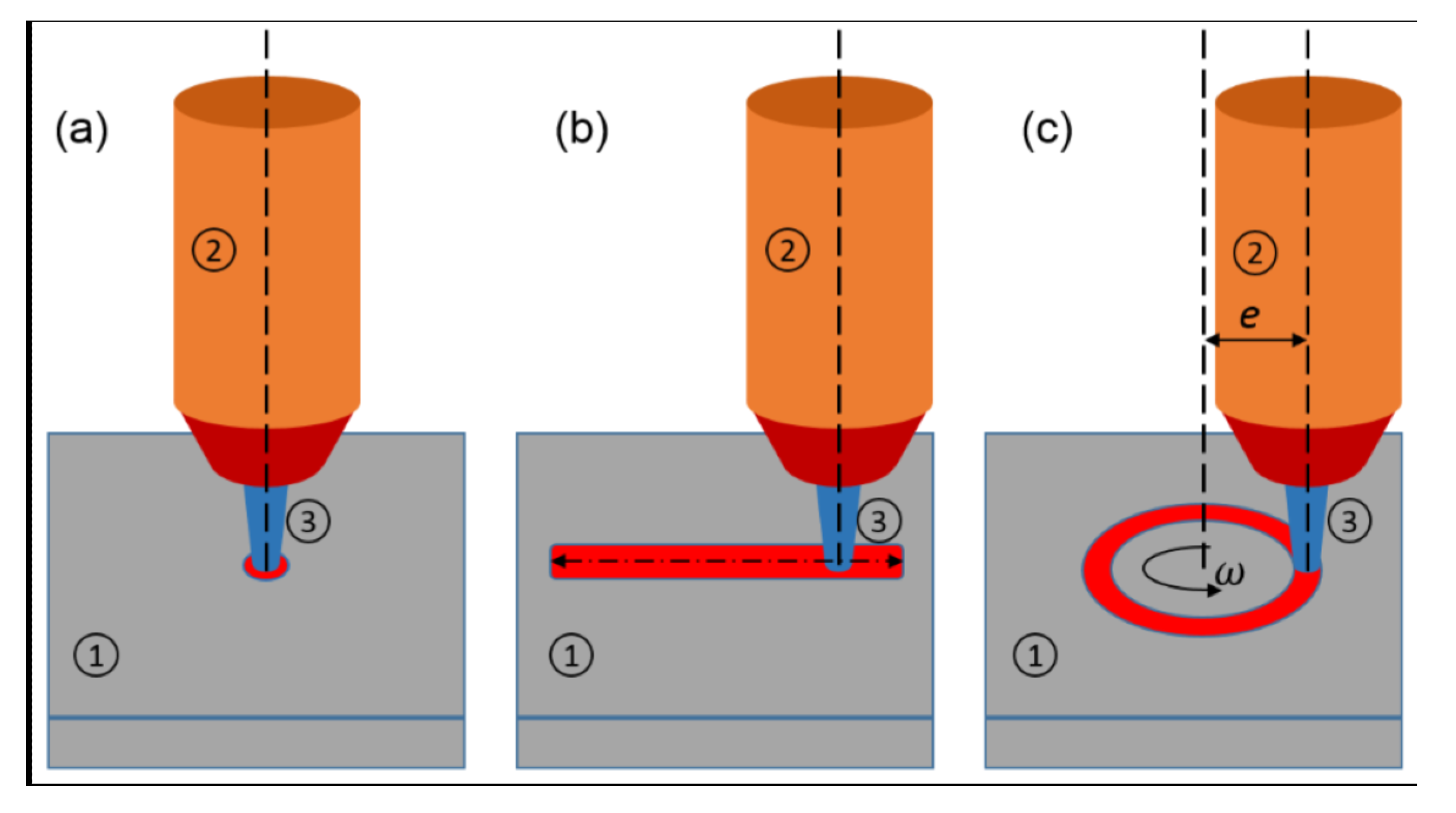
- for punctual heating: 90 A, 29 V, 5 s;
- for linear movement: 70 A, 31 V, 24 s of plasma heating;
- for rotational movement: 80 A, 30 V, 144 s of plasma heating.
3. Results
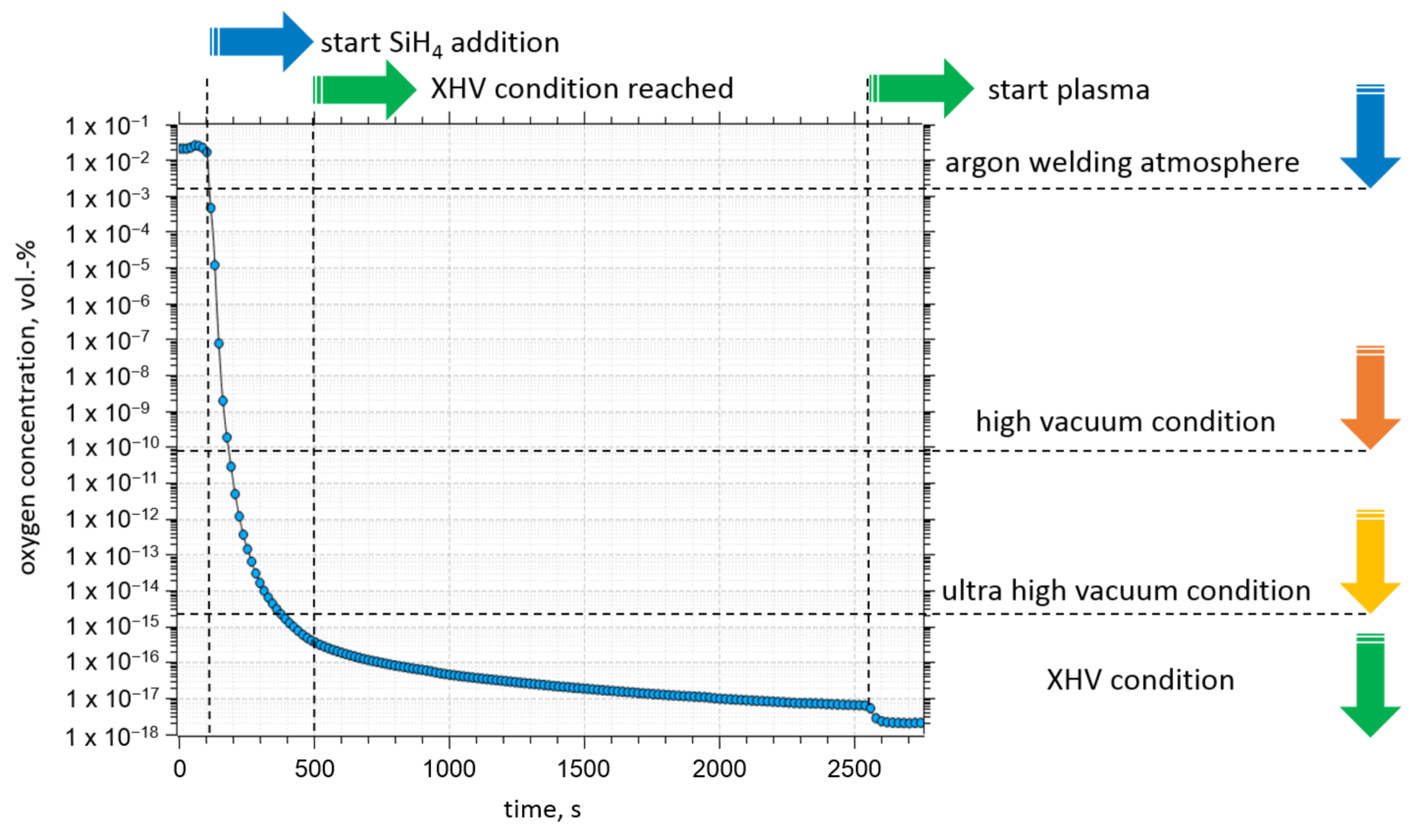
3.1. Oxygen Concentration
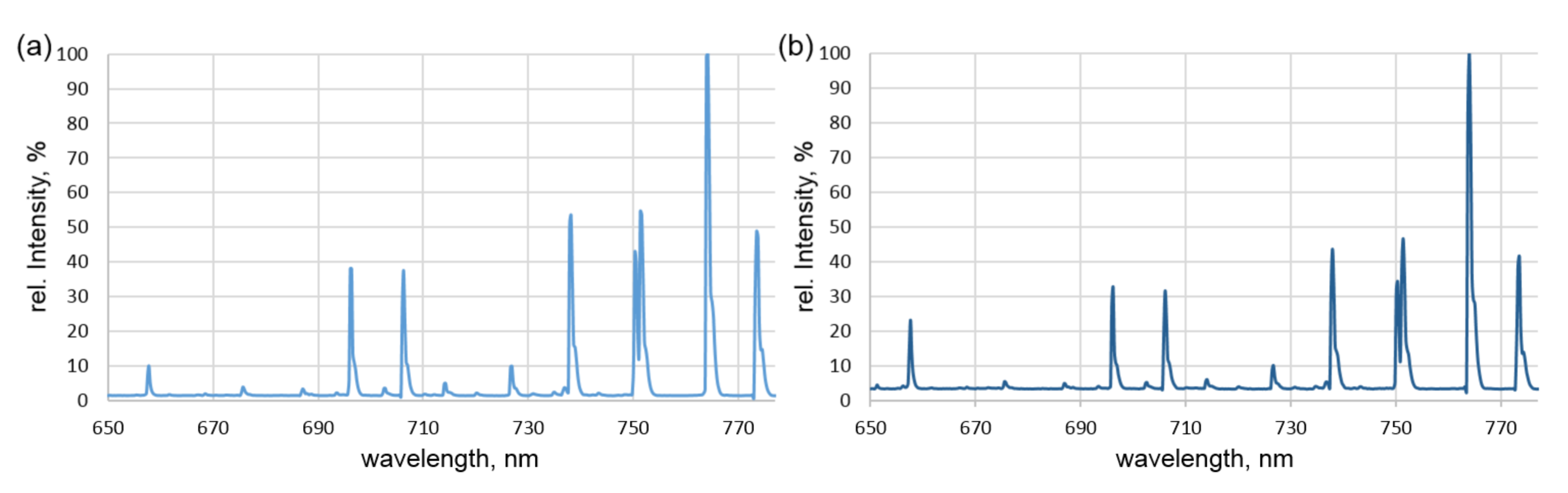
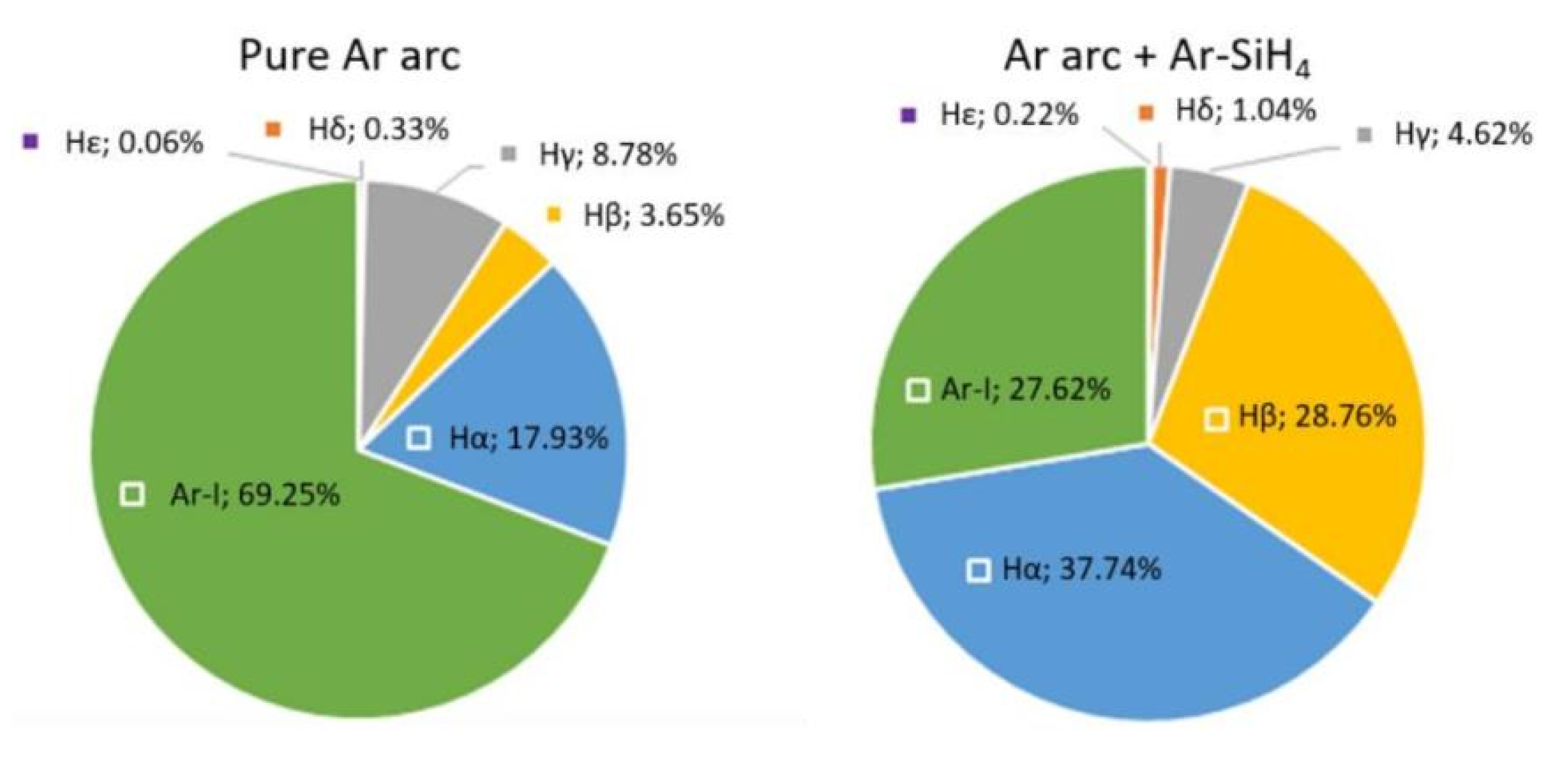
3.2. Emission Spectroscopy of the Plasma
3.3. Metallography of the Plasma-Treated Samples
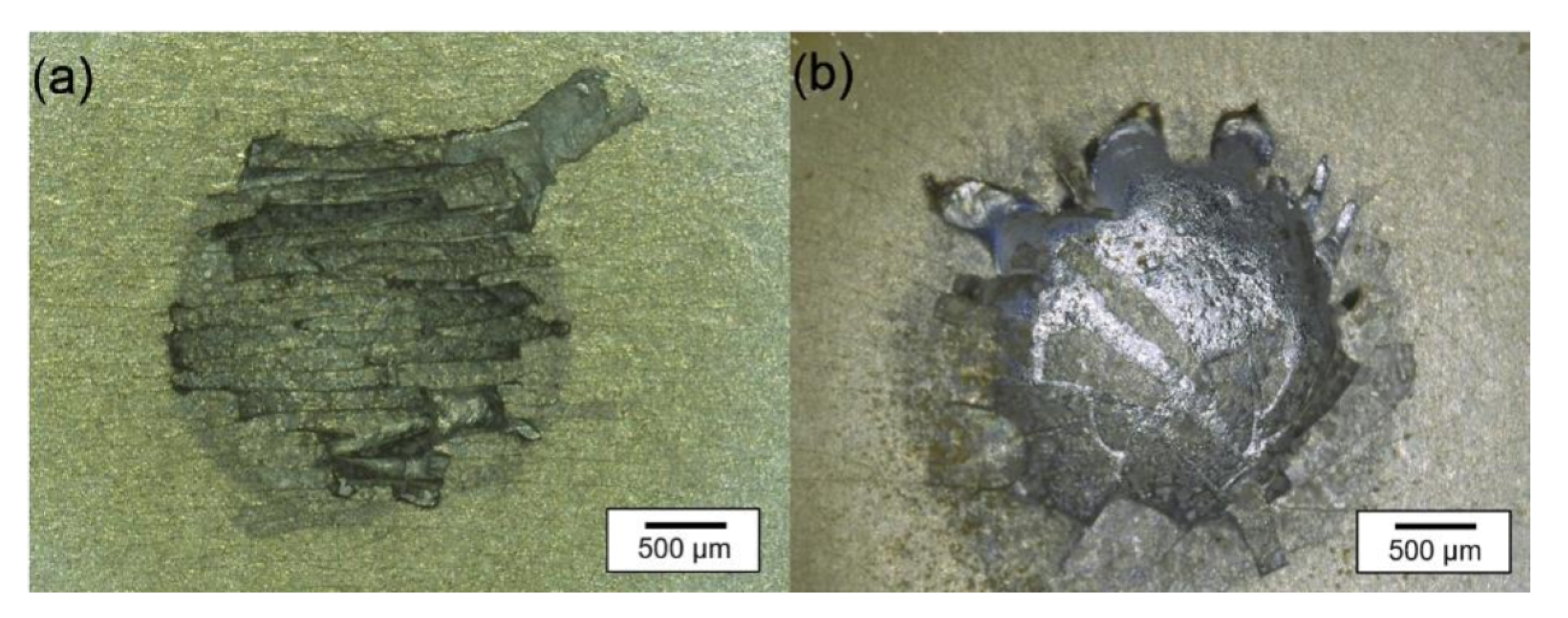
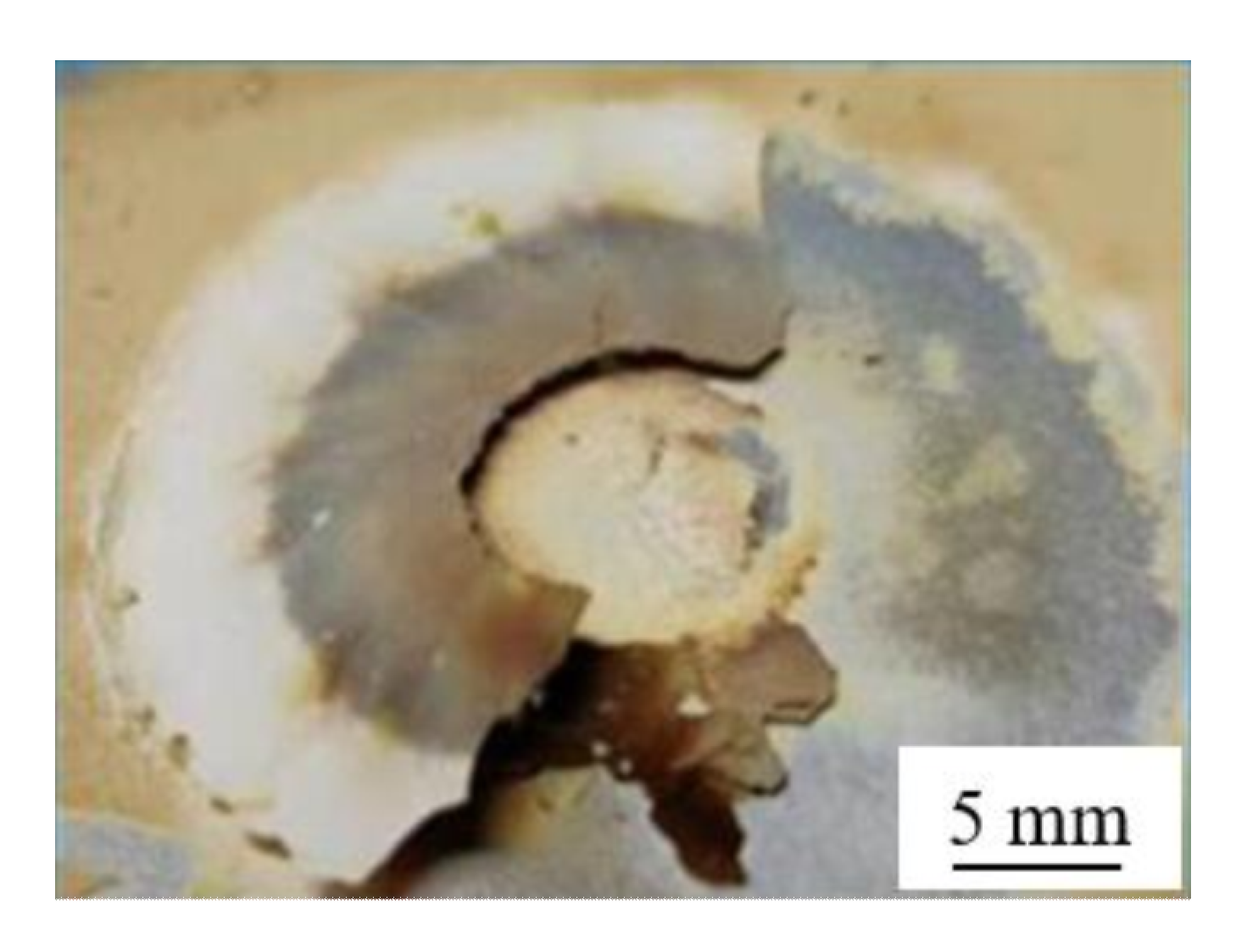
3.4. Analysis of the Surface Deposit
4. Discussion
5. Conclusions
- Adding silane to the thermal arc plasma resulted in a significant reduction (Δ > 1014) of the oxygen partial pressure near and in the plasma.
- The spectroscopic analyses confirmed the reaction of silane and oxygen under the formation of hydrogen, silicon oxide and elemental silicon.
- The thickness of an artificially produced oxide layer could be reduced (>50%) by adding silane to the thermal plasma.
- Although the silane-doped thermal plasma reduced the oxide layer, the release of hydrogen and the formation of an elemental silicon layer on the aluminum workpiece are issues that might affect the quality of brazed or welded joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Engler, O.; Hirsch, J. Texture control by thermomechanical processing of AA6xxx Al–Mg–Si sheet alloys for automotive applications—A review. Mater. Sci. Eng. A 2002, 336, 249–262. [Google Scholar] [CrossRef]
- Luo, W.; Wang, L.T.; Wang, Q.M.; Gong, H.L.; Yan, M. A new filler metal with low contents of Cu for high strength aluminum alloy brazed joints. Mater. Des. 2014, 63, 263–269. [Google Scholar] [CrossRef]
- Olabode, M.; Kah, P.; Martikainen, J. Aluminium alloys welding processes: Challenges, joint types and process selection. J. Eng. Manuf. 2013, 227, 1129–1137. [Google Scholar] [CrossRef]
- Brunelli, K.; Pezzato, L.; Napolitani, S.; Gross, S.; Magrini, M.; Dabalà, M. Effects of atmospheric pressure plasma JET treatment on aluminium alloys. Surf. Eng. 2014, 30, 636–642. [Google Scholar] [CrossRef]
- Mathers, G. The Welding of Aluminium and Its Alloys; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Torres, M.R.; McClure, J.C.; Nunes, A.C.; Gurevitch, A.C. Gas contamination effects in variable polarity plasma arc welded aluminum. Weld. J. 1992, 71, 123–131. [Google Scholar]
- Zhang, H.; Chen, Y.; Luo, A.A. A novel aluminum surface treatment for improved bonding in magnesium/aluminum bimetallic castings. Scr. Mater. 2014, 86, 52–55. [Google Scholar] [CrossRef]
- Jeurgens, L.P.H.; Sloof, W.G.; Tichelaar, F.D.; Mittemeijer, E.J. Growth kinetics and mechanisms of aluminum-oxide films formed by thermal oxidation of aluminum. J. Appl. Phys. 2002, 92, 1649–1656. [Google Scholar] [CrossRef]
- Sugiyama, Y. Brazing of aluminium alloys. Weld. Int. 1989, 3, 700–710. [Google Scholar] [CrossRef]
- Su, F.; Long, W.; Liu, S.; Zhang, G.; Bao, L.; Li, H.; Chen, Y. Effect of calcium on the microstructure and mechanical properties of brazed joint using Ag–Cu–Zn brazing filler metal. Mater. Des. 2013, 46, 605–608. [Google Scholar] [CrossRef]
- Bach, F.-W.; Möhwald, K.; Holländer, U.; Tiemann, S. Flussmittelfreies Hartlöten unter reaktiver Prozessgasatmosphäre—Ein alternatives Verfahren zum Fügen von Aluminiumwerkstoffen. Mater. Werkst. 2008, 39, 594–598. [Google Scholar] [CrossRef]
- Klimov, G.; Maier, H.-J.; Beniyash, A.; Hassel, T. Fluxless Brazing of aluminum alloys using non vacuum electron beam by 60kV acceleration voltage. J. Phys. Conf. Ser. 2018, 1109, 12024. [Google Scholar] [CrossRef]
- Bach, F.-W.; Möhwald, K.; Holländer, U.; Roxlau, C. Self-cleaning inert-gas brazing—Ein neues Verfahren zum flussmittelfreien Hartlöten korrosionsbeständiger Konstruktionswerkstoffe. DVS Ber. 2007, 243, 235–241. [Google Scholar]
- Kim, M.C.; Yang, S.H.; Boo, J.H.; Han, J.G. Surface treatment of metals using an atmospheric pressure plasma jet and their surface characteristics. Surf. Coat. Technol. 2003, 174/175, 839–844. [Google Scholar] [CrossRef]
- Bringmann, P.; Rohr, O.; Gammel, F.J.; Jansen, I. Atmospheric pressure plasma deposition of adhesion promotion layers on aluminium. Plasma Process. Polym. 2009, 6, S496–S502. [Google Scholar] [CrossRef]
- Díaz-Benito, B.; Velasco, F. Atmospheric plasma torch treatment of aluminium: Improving wettability with silanes. Appl. Surf. Sci. 2013, 287, 263–269. [Google Scholar] [CrossRef]
- ISO 3529-1:2019-07; Vacuum Technology—Vocabulary—Part 1: General Terms. ISO: Geneva, Switzerland, 2019.
- Bach, F.W.; Möhwald, K.; Holländer, U. Physico-chemical aspects of surface activation during fluxless brazing in Shielding-Gas Furnaces. Key Eng. Mater. 2010, 438, 73–80. [Google Scholar] [CrossRef]
- Speight, J.G.; Lange, N.A. Lange’s Handbook of Chemistry, 17th ed.; McGraw-Hill: New York, NY, USA, 2017. [Google Scholar]
- Boulos, M.I. Thermal plasma processing. IEEE Trans. Plasma Sci. 1991, 19, 1078–1089. [Google Scholar] [CrossRef]
- Bogaerts, A.; Neyts, E.; Gijbels, R.; van der Mullen, J. Gas discharge plasmas and their applications. Spectrochim. Acta Part B At. Spectrosc. 2002, 57, 609–658. [Google Scholar] [CrossRef]
- Murphy, A.B.; Tanaka, M.; Yamamoto, K.; Tashiro, S.; Sato, T.; Lowke, J.J. Modelling of thermal plasmas for arc welding: The role of the shielding gas properties and of metal vapour. J. Phys. D Appl. Phys. 2009, 42, 194006. [Google Scholar] [CrossRef]
- Rodriguez Diaz, M.; Szafarska, M.; Gustus, R.; Möhwald, K.; Maier, H.J. Oxide FreeWire Arc Sprayed Coatings—An Avenue to Enhanced Adhesive Tensile Strength. Metals 2022, 12, 684. [Google Scholar] [CrossRef]
- Aman, W.; Nothdurft, S.; Hermsdorf, J.; Kaierle, S.; Szafarska, M.; Gustus, R.; Overmeyer, L. Laser beam brazing of aluminum alloys in XHV-adequate atmosphere with surface deoxidation by ns-pulsed laser radiation. J. Laser Appl. 2022, 34, 022005. [Google Scholar] [CrossRef]
- Balmer, J.J. Notiz über die Spectrallinien des Wasserstoffs. Ann. Phys. 1885, 261, 80–87. [Google Scholar] [CrossRef]
- Meeusen, G.J.; Ershov-Pavlov, E.A.; Meulenbroeks, R.F.G.; van der Sanden, M.C.M.; Schram, D.C. Emission spectroscopy on a supersonically expanding argon/silane plasma. J. Appl. Phys. 1992, 71, 4156–4163. [Google Scholar] [CrossRef] [Green Version]
- Gedeon, S.A.; Eagar, T.W. Thermochemical analysis of hydrogen absorption in welding. Weld. J. 1990, 69, 264–271. [Google Scholar]
- Klett, J.; Wolf, T.; Maier, H.J.; Hassel, T. The Applicability of the Standard DIN EN ISO 3690 for the Analysis of Diffusible Hydrogen Content in Underwater Wet Welding. Materials 2020, 13, 3750. [Google Scholar] [CrossRef] [PubMed]
- Klett, J.; Hassel, T. Influence of Stick Electrode Coating’s Moisture Content on the Diffusible Hydrogen in Underwater Wet Shielded Metal Arc Welding. Adv. Mater. Sci. 2020, 20, 27–37. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Wilk, K. Effect of Electrode Waterproof Coating on Quality of Underwater Wet Welded Joints. Materials 2020, 13, 2947. [Google Scholar] [CrossRef]
- Lu, G.; Kaxiras, E. Hydrogen Embrittlement of Aluminum: The Crucial Role of Vacancies. Phys. Rev. Lett. 2005, 94, 155501. [Google Scholar] [CrossRef] [Green Version]
- Scully, J.R.; Young, G.A.; Smith, S.W. Hydrogen embrittlement of aluminum and aluminum-based alloys. In Gaseous Hydrogen Embrittlement of Materials in Energy Technologies; Gangloff, R.P., Somerday, B.P., Eds.; Woodhead Publishing: Sawston, UK, 2012; pp. 707–768. [Google Scholar]
- Hiraoka, K. Plasma structures of Ar-H2 mixed gas tungsten arcs determined by spectroscopic measurements. Weld. Int. 1998, 12, 186–194. [Google Scholar] [CrossRef]
- Onsoien, M.; Peters, R.; Olson, D.L.; Liu, S. Effect of Hydrogen in an Argon GTAW Shielding Gas: Characteristics and Bead Morphology. Weld. J. 1995, 74, 10s–15s. [Google Scholar]
- Murphy, A.B.; Tanaka, M.; Tashiro, S.; Sato, T.; Lowke, J.J. A computational investigation of the effectiveness of different shielding gas mixtures for arc welding. J. Phys. D Appl. Phys. 2009, 42, 115205. [Google Scholar] [CrossRef]
- So, K.-S.; Lee, H.; Kim, T.-H.; Choi, S.; Park, D.-W. Synthesis of silicon nanopowder from silane gas by RF thermal plasma. Phys. Status Solidi A 2014, 211, 310–315. [Google Scholar] [CrossRef]
- Ross, R.C.; Jaklik, J., Jr. Plasma polymerization and deposition of amorphous hydrogenated siliconfrom rf and de silane plasmas. J. Appl. Phys. 1984, 55, 3785–3794. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Enthalpy, kJ∙mol−1 | Entropy, J∙mol−1∙K−1 |
|---|---|---|
| Al2O3 (s) | −1656.864 | 59.8312 |
| SiH4 (g) | 30.5432 | 204.51392 |
| H2O (g) | −241.818464 | 188.715136 |
| SiO2 (s) | −903.49296 | 46.8608 |
| Al (s) | 0 | 28.32568 |
| Experiment | Aim | Sample | Analysis |
|---|---|---|---|
| quantitative oxygen concentration near the plasma | varify atmosphere-oxygen reduction | NA | oxygen partial pressure sensor |
| qualitative hydrogen concentration in the plasma | varify silane reaction | NA | emission spectrometer |
| punctual plasma heating | reducing the thickness of the oxide-layer | AlMg1; 2 mm thickness with 20 μm anodized oxide layer | metallography |
| linear heating | reducing the thickness of the oxide-layer | AlMg1; 2 mm thickness with 20 μm anodized oxide layer | metallography |
| circular heating | reducing the thickness of the oxide-layer | AlMg1; 2 mm thickness with 20 μm anodized oxide layer | metallography |
| additional surface examination | identification of surface adhesions | AlMg1; 2 mm thickness with 20 μm anodized oxide layer | XRD |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klett, J.; Bongartz, B.; Viebranz, V.F.; Kramer, D.; Hao, C.; Maier, H.J.; Hassel, T. Investigations into Flux-Free Plasma Brazing of Aluminum in a Local XHV-Atmosphere. Materials 2022, 15, 8292. https://doi.org/10.3390/ma15238292
Klett J, Bongartz B, Viebranz VF, Kramer D, Hao C, Maier HJ, Hassel T. Investigations into Flux-Free Plasma Brazing of Aluminum in a Local XHV-Atmosphere. Materials. 2022; 15(23):8292. https://doi.org/10.3390/ma15238292
Chicago/Turabian StyleKlett, Jan, Benedict Bongartz, Vincent Fabian Viebranz, David Kramer, Chentong Hao, Hans Jürgen Maier, and Thomas Hassel. 2022. "Investigations into Flux-Free Plasma Brazing of Aluminum in a Local XHV-Atmosphere" Materials 15, no. 23: 8292. https://doi.org/10.3390/ma15238292