
Theoretical Investigation of Forming Process of Aluminum Alloy Rail Vehicle Side Window
Abstract
:1. Introduction
2. Aluminum Alloy Rail Vehicle Side Window Forming Design
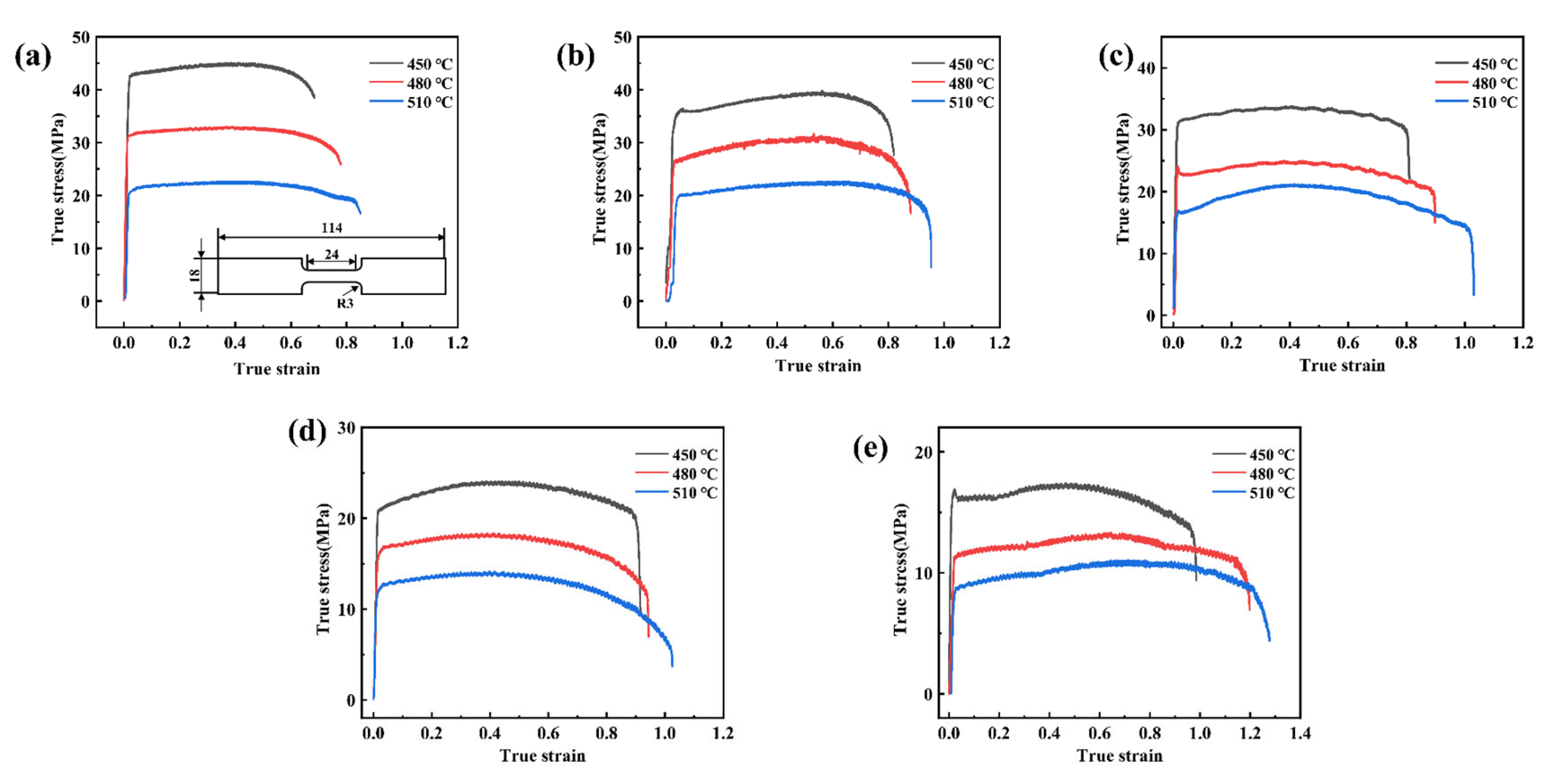
2.1. Materials Model
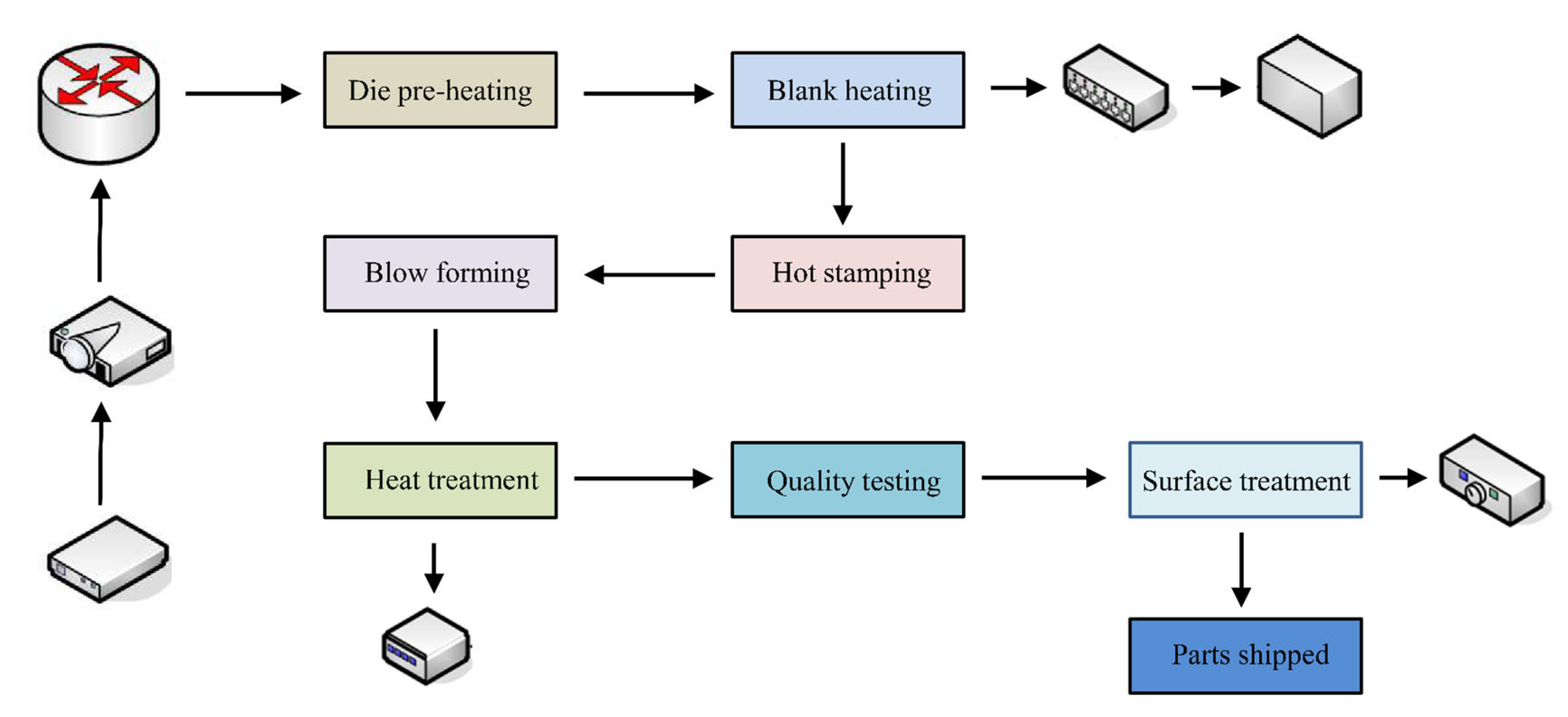
2.2. Rapid Superplastic Forming of Rail Vehicle Side Window
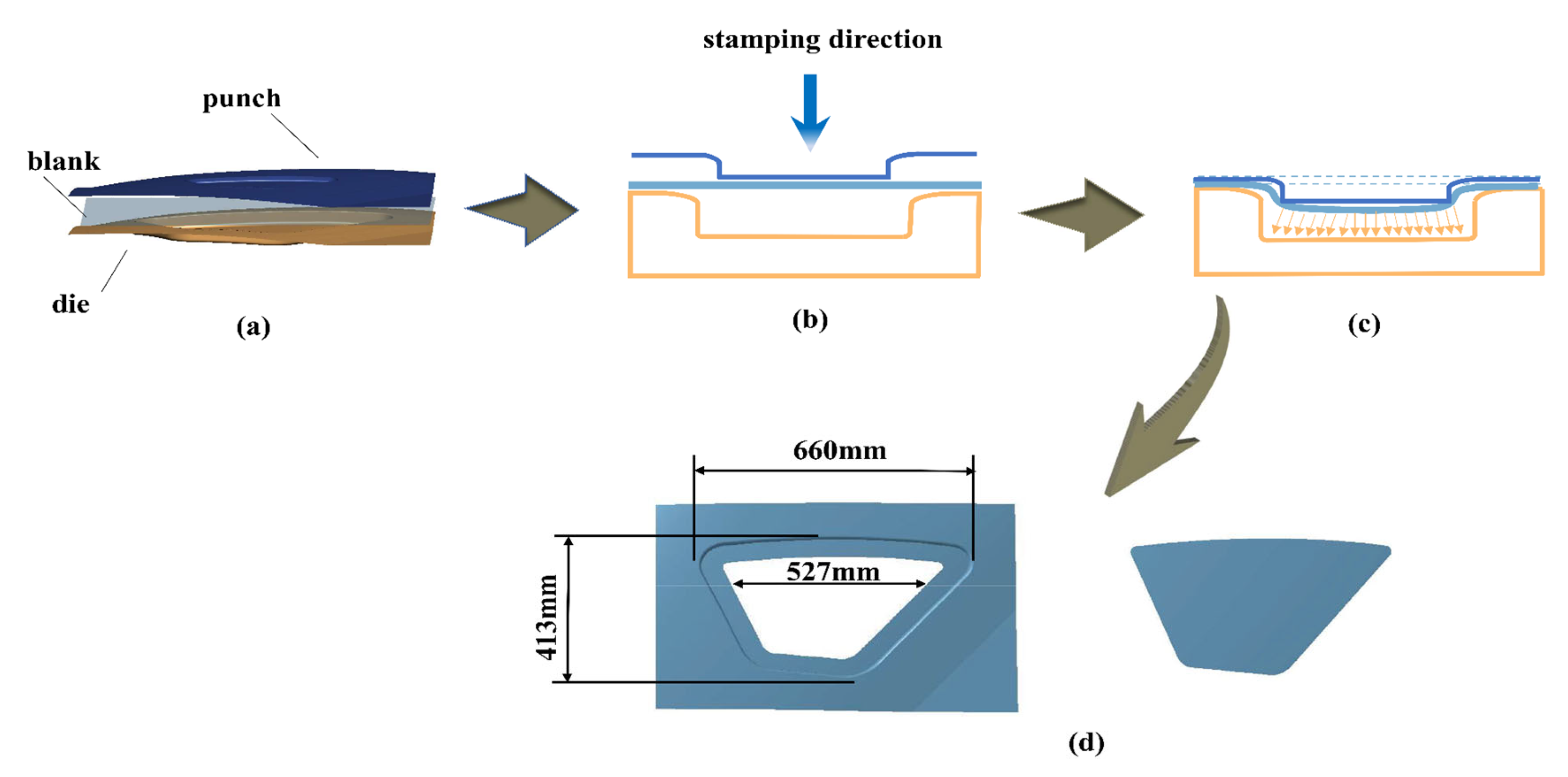
2.3. Stamping Effect of Aluminum Alloy Rail Vehicle Side Window
3. Exploration Results of Side Window Superplastic Forming
3.1. Simulation of Blow Forming of 5083Al Alloy
- (1)
- Finite element model design
- (2)
- Determination of part forming process
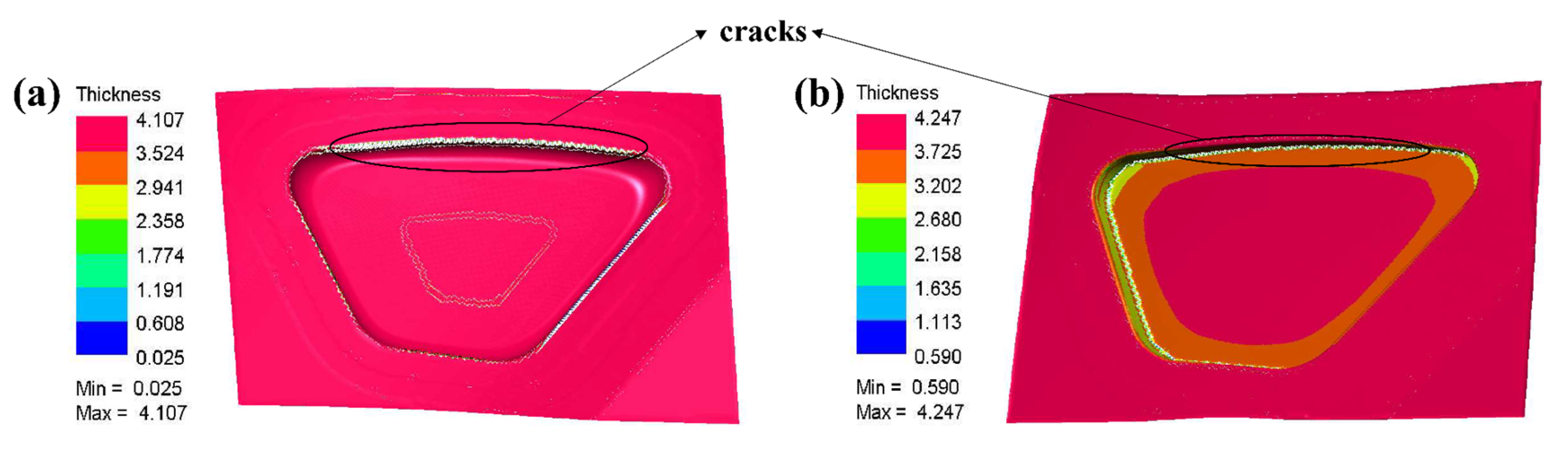
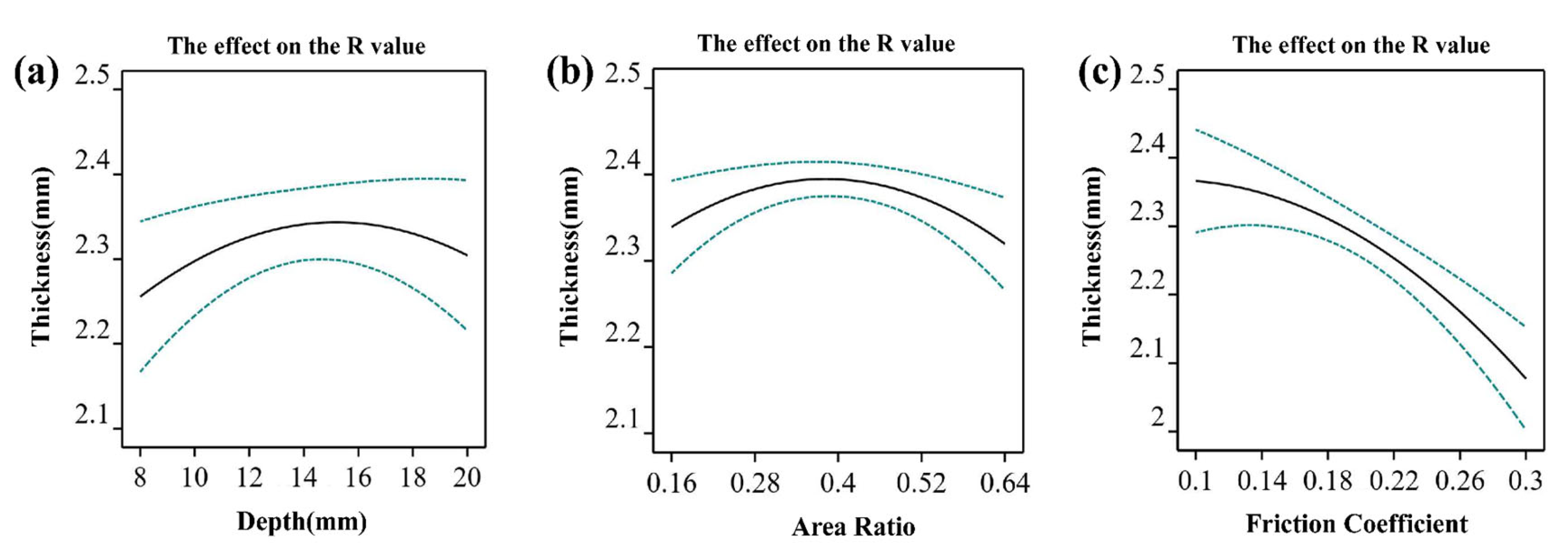
3.2. Determination of Pre-Forming Die Parameters
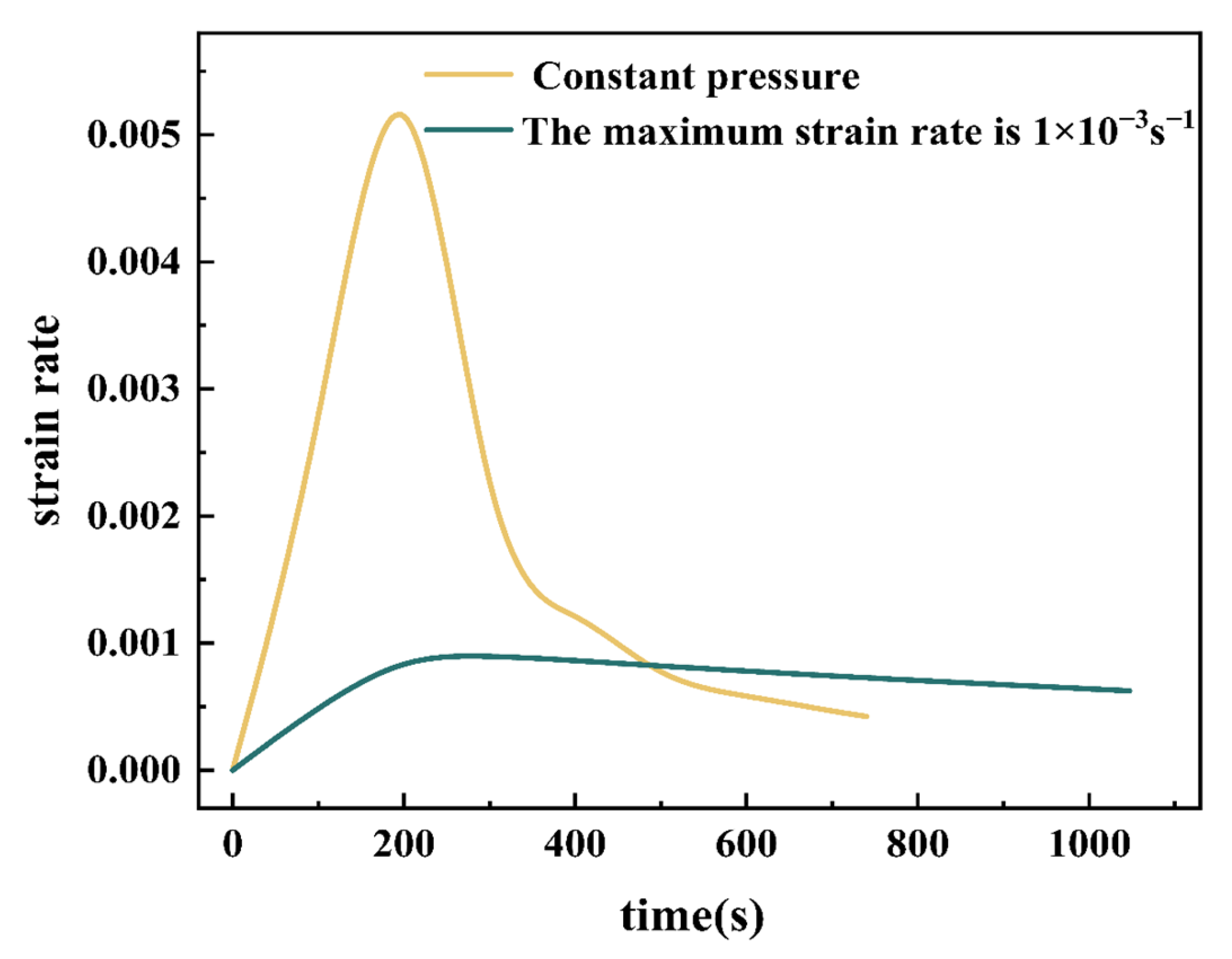
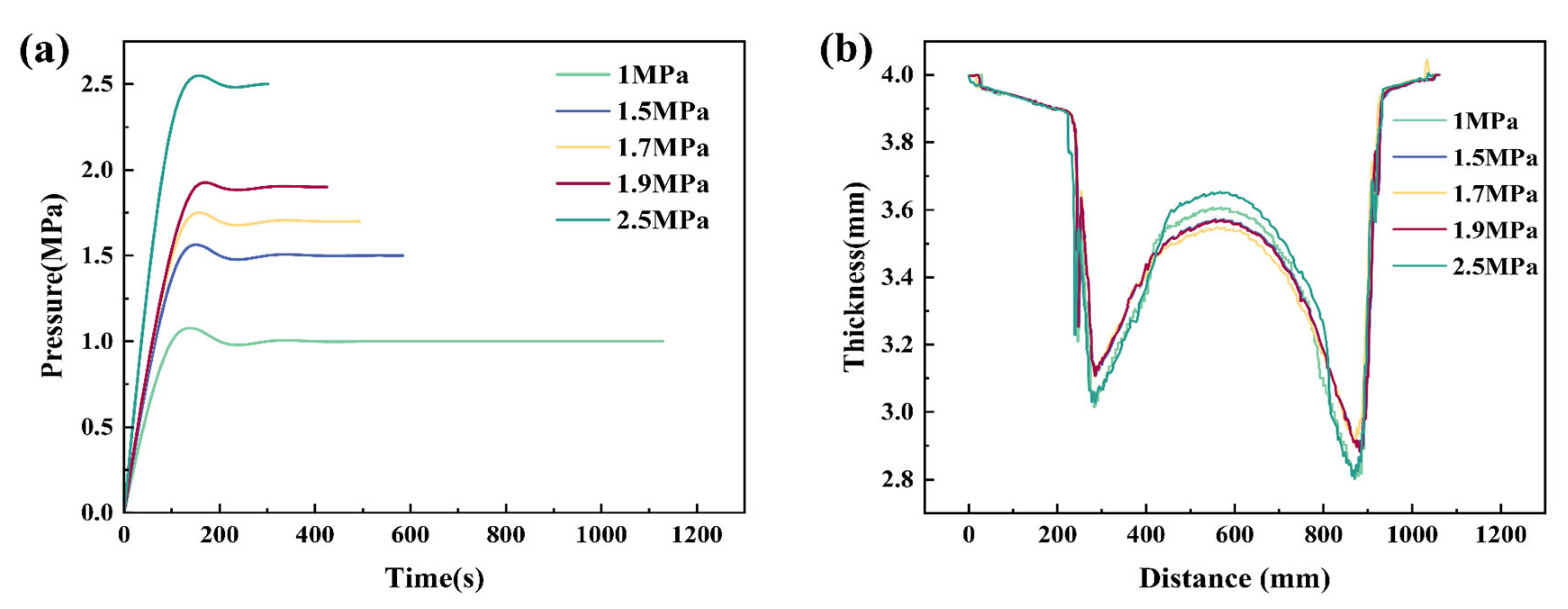
3.3. Pressure Curve for Superplastic Forming
4. Conclusions
- High-temperature tensile tests were carried out on 5083Al alloy, and the best deformation conditions for this material were obtained at a temperature of 510 °C and a strain rate of 5 × 10−4 s−1 when the elongation reached 221.7%;
- The influences of parameters of the pre-forming die on the thinning rate were investigated using the Response Surface Methodology (RSM). The optimum parameters of the pre-forming die were a depth of 14.411 mm, an area ratio of 0.378, and a friction coefficient of 0.1. The optimal parameters are detected by finite element simulation;
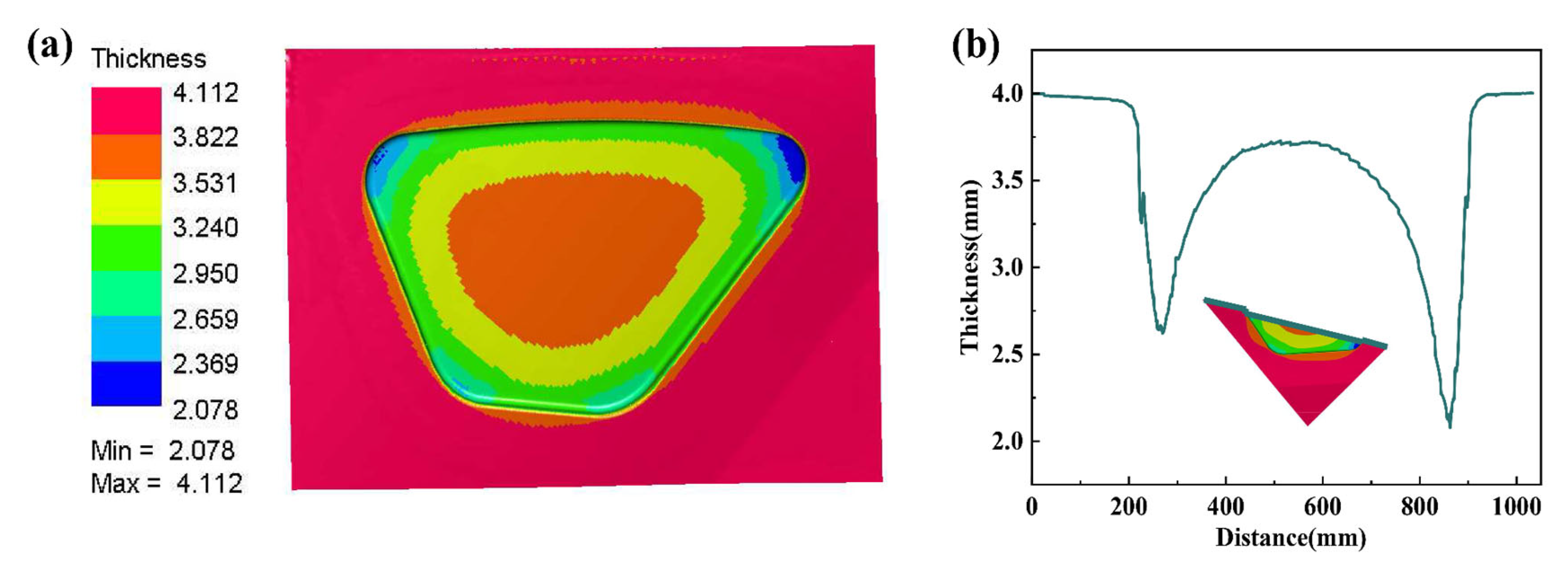
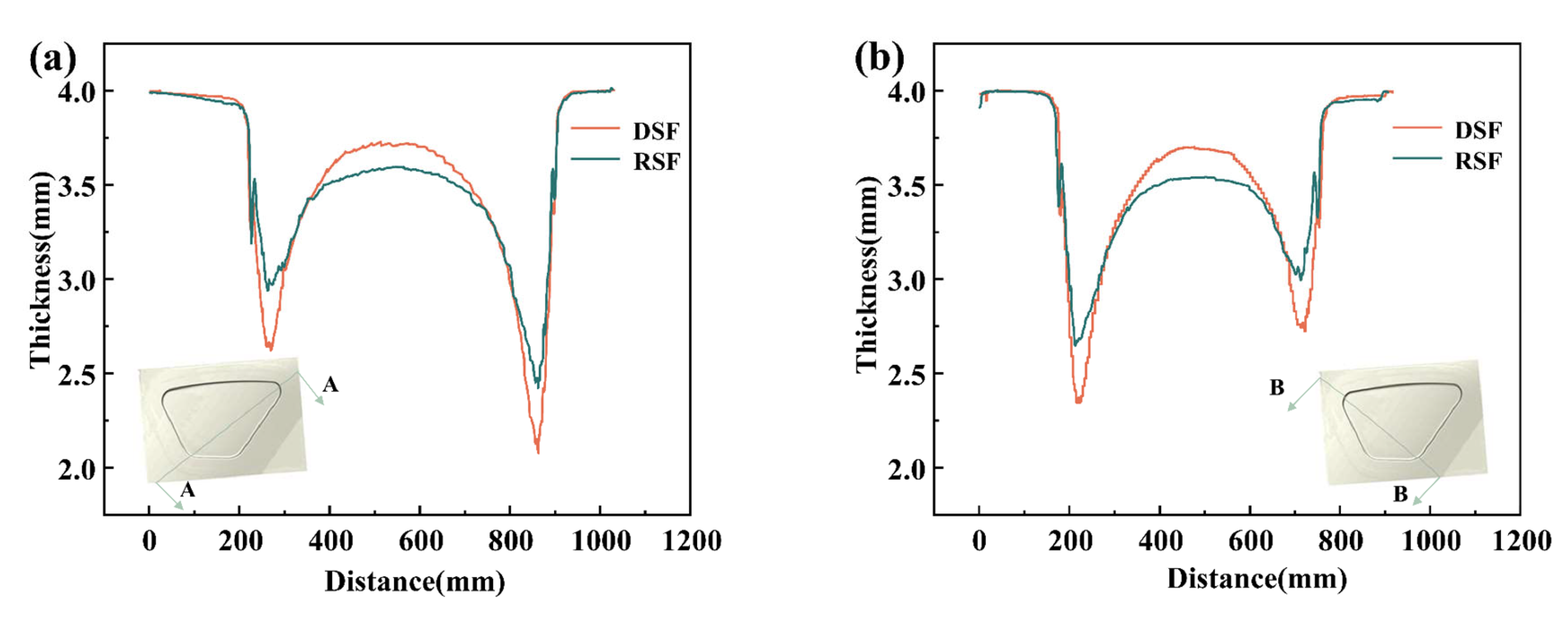
- Based on the optimization results of the pre-forming die, the simulations of the rapid superplastic forming were performed at different rated pressures. With a controlled maximum strain rate of 1 × 10−3 s−1, the best forming results were obtained when the rated pressure was 1.7 MPa, yielding a thinning rate of less than 30%;
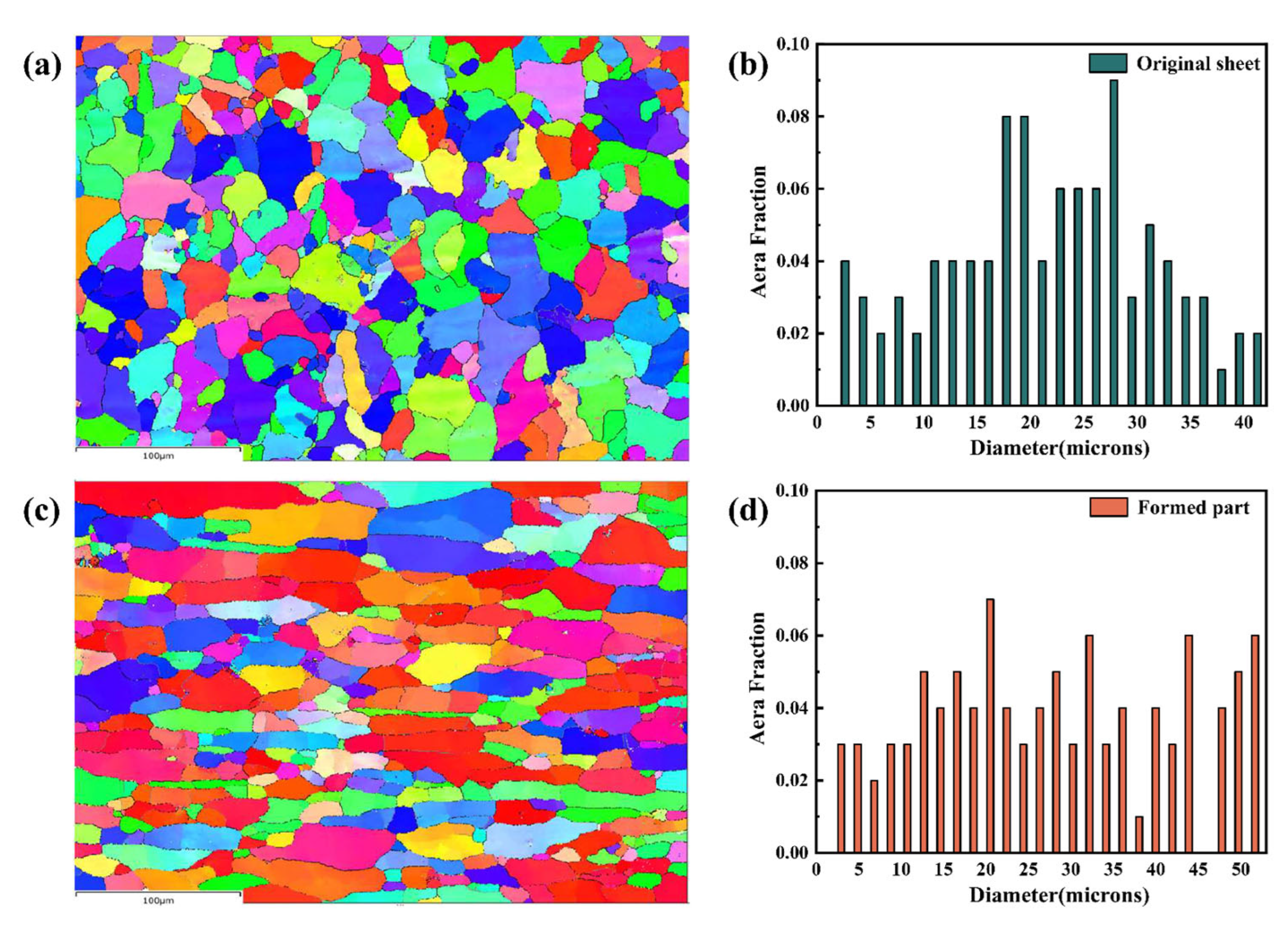
- Analysis of the microstructure of the blank before and after blow forming showed that there was no change in the phase-type and the average grain size increased from 21.55 μm to 28.92 μm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kawasaki, M.; Langdon, T.G. The Contribution of Severe Plastic Deformation to Research on Superplasticity. Mater. Trans. 2019, 60, 1123–1130. [Google Scholar] [CrossRef] [Green Version]
- Taylor, S.; West, G.D.; Mogire, E. Superplastic forming characteristics of AZ41 magnesium alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 648–654. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J.; Yang, D. A Modified Constitutive Model with Grain Rotation for Superplastic Forming of Ti-6AI-4V Alloy. J. Eng. Mater. Technol. 2020, 142, 021006. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D. Experimental, modelling and simulation of an approach for optimizing the superplastic forming of Ti-6%A1-4%V titanium alloy. J. Manuf. Process. 2019, 45, 262–272. [Google Scholar] [CrossRef]
- Zhiqiang, L.; Bing, Z.; Jie, S. Deformation behavior and mechanical properties of periodic topological Ti structures fabricated by superplastic forming/diffusion bonding. Int. J. Lightweight Mater. Manuf. 2019, 2, 1–30. [Google Scholar]
- Majidi, O.; Jahazi, M.; Bombardier, N.; Samuel, E. Variation of Strian Rate Sensitivity Index of a Superplastic Aluminum Alloy in Different Testing Methods. AIP Conf. Proc. 2017, 1896, 020022. [Google Scholar]
- Patel, V.; Badheka, V.; Li, W. Hybrid friction stir processing with active cooling approach to enhance superplastic behavior of AA7075 aluminum alloy. Arch. Civ. Mech. Eng. 2019, 19, 1368–1380. [Google Scholar] [CrossRef]
- Liao, R.; Ye, L.; Chen, M. Microstructure evolution and deformation mechanism of 7B04 aluminum alloy under superplastic deformation. Zhongnan Daxue Xuebao Ziran Kexue Ban J. Cent. South Univ. Sci. Technol. 2018, 49, 2931–2938. [Google Scholar]
- Hosseini, M.E.; Hosseinipour, S.J.; Jooybari, M.B. Analysis of Void Growth during Superplastic Deformation of Commercial AL5083 Alloy. Iran. J. Sci. Technol. Trans. Mech. Eng. 2018, 42, 41–49. [Google Scholar] [CrossRef] [Green Version]
- Qi, F.; Zhang, C.; Zhou, Y.S. Effect of annealing processing on the superplasticity of 5083 aluminum sheet. Suxing Gongcheng Xuebao J. Plast. Eng. 2018, 25, 196–201. [Google Scholar]
- Du, Z.H.; Wang, G.F.; Wang, H.L. The Process Design and Rapid Superplastic Forming of Industrial AA5083 for a Fender with a Negative Angle in a Small Batch. Metals 2021, 11, 497. [Google Scholar] [CrossRef]
- Fereshteh-Saniee, F.; Fakhar, N.; Mahmudi, R. Influence of Combined Severe Plastic Deformation and Sheet Extrusion Process on the Superplastic Formability of AA 5083 Aluminum Alloy Assessed by Free Bulge Test. J. Mater. Eng. Perform. 2019, 28, 6682–6691. [Google Scholar] [CrossRef]
- Chentouf, S.M.; Belhadj, T.; Bombardier, N. Influence of predeformation on microstructure evolution of superplastically formed Al 5083 alloy. Int. J. Adv. Manuf. Technol. 2017, 88, 2929–2937. [Google Scholar] [CrossRef]
- Kishchik, A.A.; Mikhaylovskaya, A.V.; Kotov, A.D. Al-Mg-Fe-Ni based alloy for high strain rate superplastic forming. Mater. Sci. Eng. A 2018, 718, 190–197. [Google Scholar] [CrossRef]
- Wang, G.; Ye, L.; Sun, D. Superplastic deformation behavior of 5A90 aluminum-lithium alloy. Zhongnan Daxue Xuebao Ziran Kexue Ban J. Cent. S. Univ. Sci. Technol 2017, 48, 1141–1148. [Google Scholar]
- Fereshteh-Saniee, F.; Fakhar, N.; Asgari, M. A new experimental-numerical approach for studying the effects of gas pressure profile on superplastic forming characteristics of Al-Mg5.6 alloy. Int. J. Adv. Manuf. Technol. 2017, 91, 1771–1780. [Google Scholar] [CrossRef]
- Luo, Y.; Luckey, S.G.; Copple, W.B.; Friedman, P.A. Comparison of advanced SPF die technologies in the forming of a production panel. J. Mater. Eng. Perform. 2008, 17, 142–152. [Google Scholar] [CrossRef]
- Kishchik, M.S.; Mikhailovskaya, A.V.; Levchenko, V.S. Formation of Fine-Grained Structure and Superplasticity in Commercial Aluminum Alloy 1565ch. Met. Sci. Heat Treat. 2017, 58, 543–547. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Content (wt%) |
|---|---|
| Si | ≤0.40 |
| Mg | 4.0–4.9 |
| Zn | ≤0.25 |
| Mn | 0.4–1.0 |
| Ti | ≤0.15 |
| Cr | 0.05–0.25 |
| Fe | 0–0.4 |
| Al | Bal. |
| A (mm) | B (%) | C | R (mm) |
|---|---|---|---|
| 14 | 16 | 0.2 | 2.278 |
| 11 | 28 | 0.15 | 2.379 |
| 14 | 40 | 0.2 | 2.282 |
| 17 | 52 | 0.15 | 2.378 |
| 11 | 52 | 0.25 | 2.202 |
| 14 | 40 | 0.2 | 2.346 |
| 14 | 64 | 0.2 | 2.266 |
| 14 | 40 | 0.2 | 2.346 |
| 14 | 40 | 0.3 | 2.137 |
| 8 | 40 | 0.2 | 2.277 |
| 14 | 40 | 0.2 | 2.346 |
| 11 | 52 | 0.15 | 2.347 |
| 17 | 28 | 0.25 | 2.203 |
| 20 | 40 | 0.2 | 2.275 |
| 14 | 40 | 0.2 | 2.346 |
| 17 | 52 | 0.25 | 2.201 |
| 11 | 28 | 0.25 | 2.203 |
| 14 | 40 | 0.1 | 2.411 |
| 17 | 28 | 0.15 | 2.365 |
| 14 | 40 | 0.2 | 2.346 |
| Element | Basic Phase | Precipitated Phase |
|---|---|---|
| Al (%) | 92.33 | 91.72 |
| Mg (%) | 4.23 | 3.89 |
| Mn (%) | 0.91 | 1.23 |
| Other (%) | 2.53 | 3.16 |
| Temperature T (°C) | Pressure P (MPa) | Sidewall Height H (mm) |
|---|---|---|
| 480 | 1.5 | 24.6 |
| 480 | 1.7 | 26.7 |
| 480 | 1.9 | 25.1 |
| 510 | 1.5 | 24.9 |
| 510 | 1.7 | 27.6 |
| 510 | 1.9 | 22.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, Z.; Chen, H.; Yi, L.; Tang, Z.; Wang, M.; Yu, G. Theoretical Investigation of Forming Process of Aluminum Alloy Rail Vehicle Side Window. Materials 2022, 15, 8290. https://doi.org/10.3390/ma15238290
Gu Z, Chen H, Yi L, Tang Z, Wang M, Yu G. Theoretical Investigation of Forming Process of Aluminum Alloy Rail Vehicle Side Window. Materials. 2022; 15(23):8290. https://doi.org/10.3390/ma15238290
Chicago/Turabian StyleGu, Zhengwei, Hongru Chen, Lingling Yi, Ziming Tang, Meng Wang, and Ge Yu. 2022. "Theoretical Investigation of Forming Process of Aluminum Alloy Rail Vehicle Side Window" Materials 15, no. 23: 8290. https://doi.org/10.3390/ma15238290