
Selected Mechanical Properties of Glue-Laminated Timber Produced from Locally Repaired Timber
 , , and
, , and
Abstract
:1. Introduction
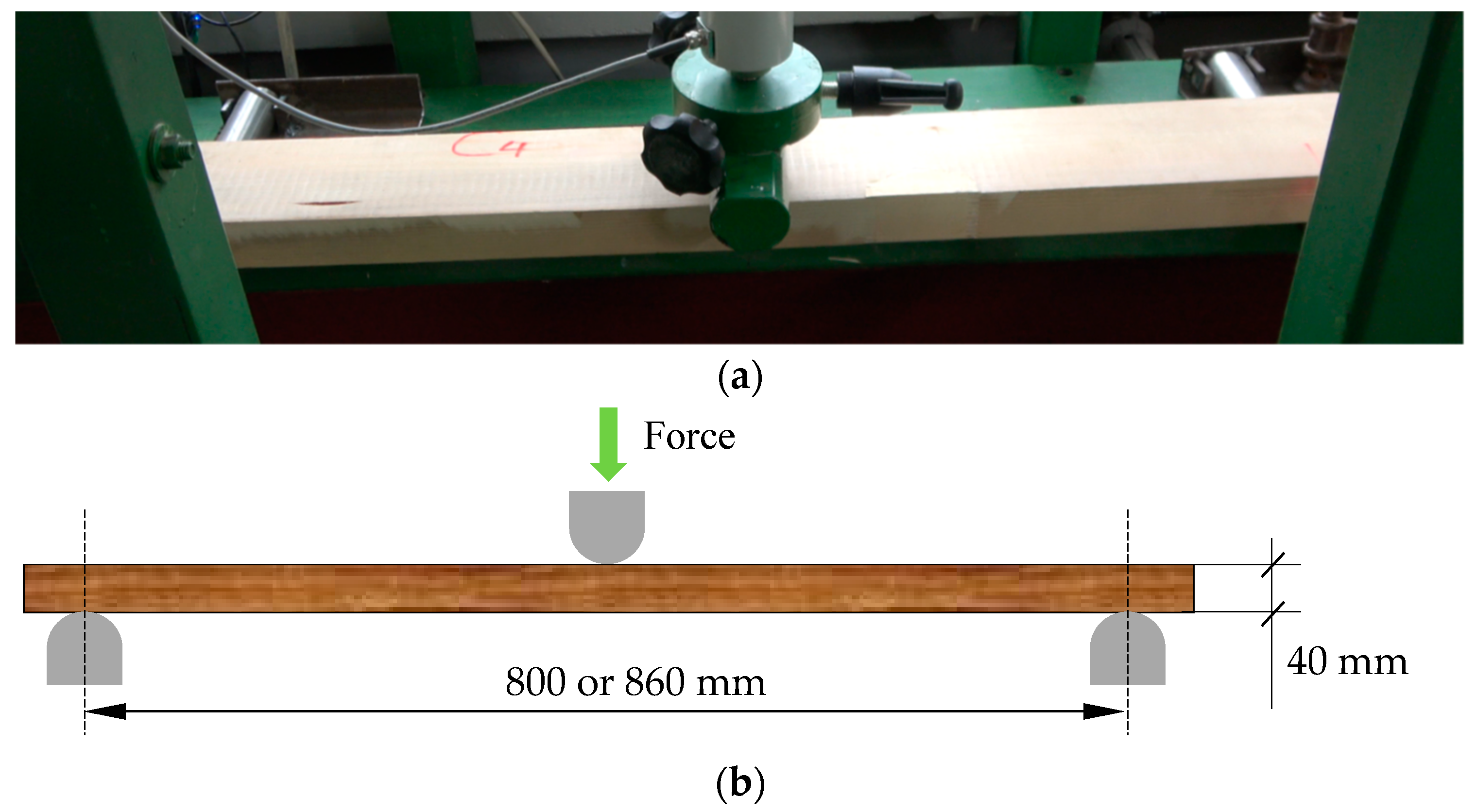
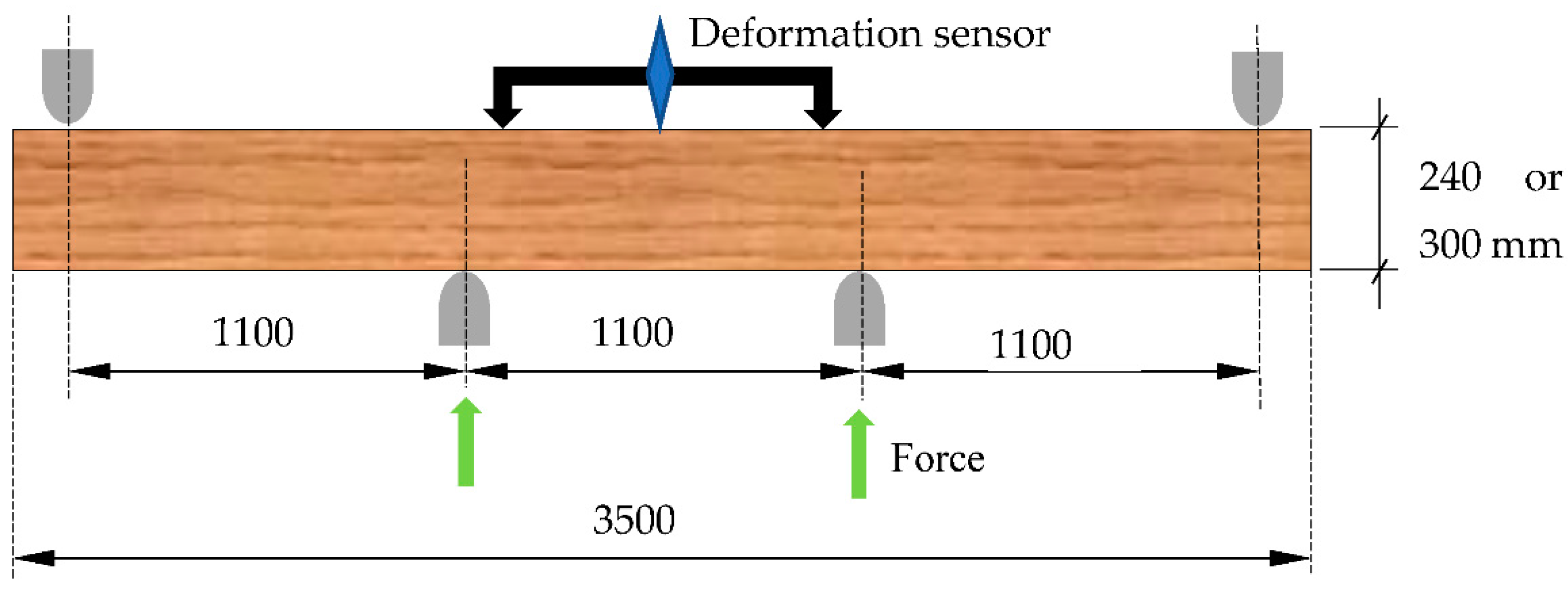
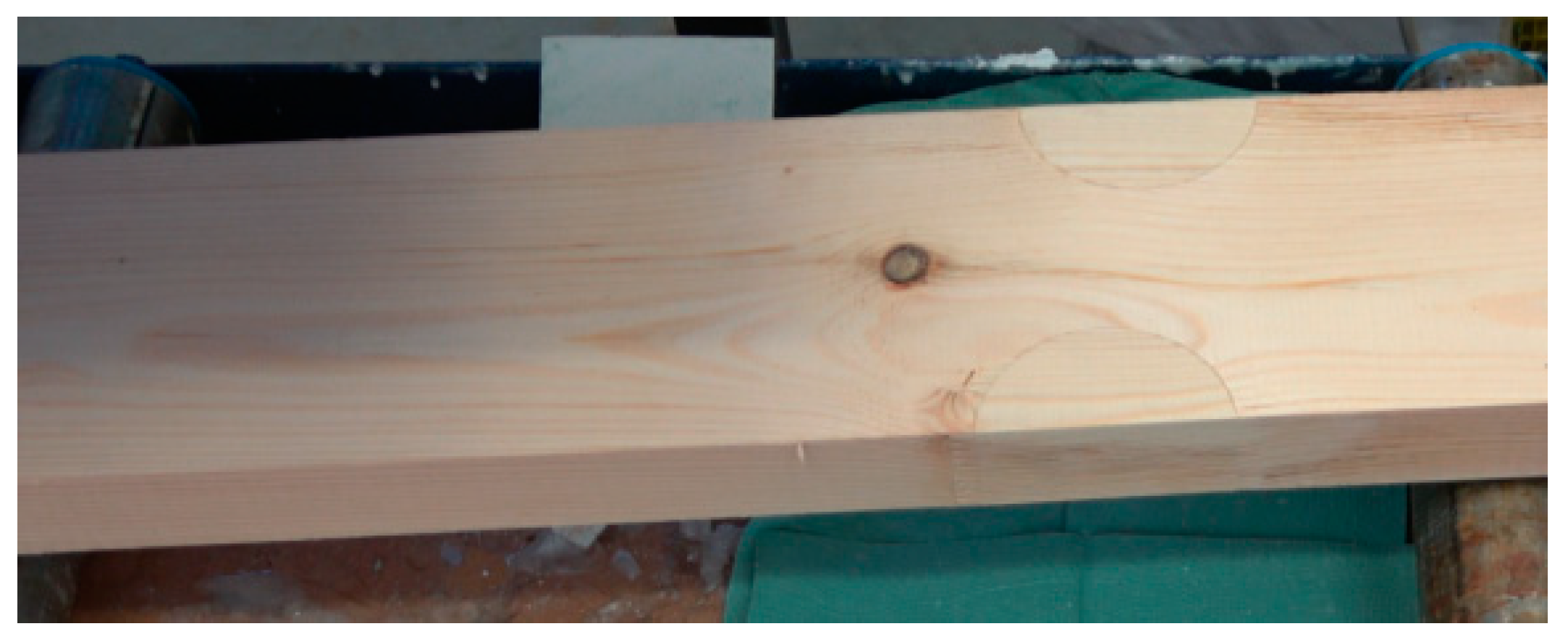
2. Materials and Methods
- -
- Eight-layer beams, designated as SW; for these beams, all edge knots were removed from the lamellas below the outer tension lamella (Lam. 2 ÷ Lam. 8). The outer tension lamella consisted of lumber with a high rope modulus (>15 GPa) with no significant defects on its surfaces;
- -
- Eight-layer beams, designated as P2, for which the outer tension lamella was made of lumber with a high modulus of elasticity (>15 GPa) and had no significant defects on its surfaces;
- -
- Six-layer beams, designated as T, for which edge knots were removed from the outer lamella only.
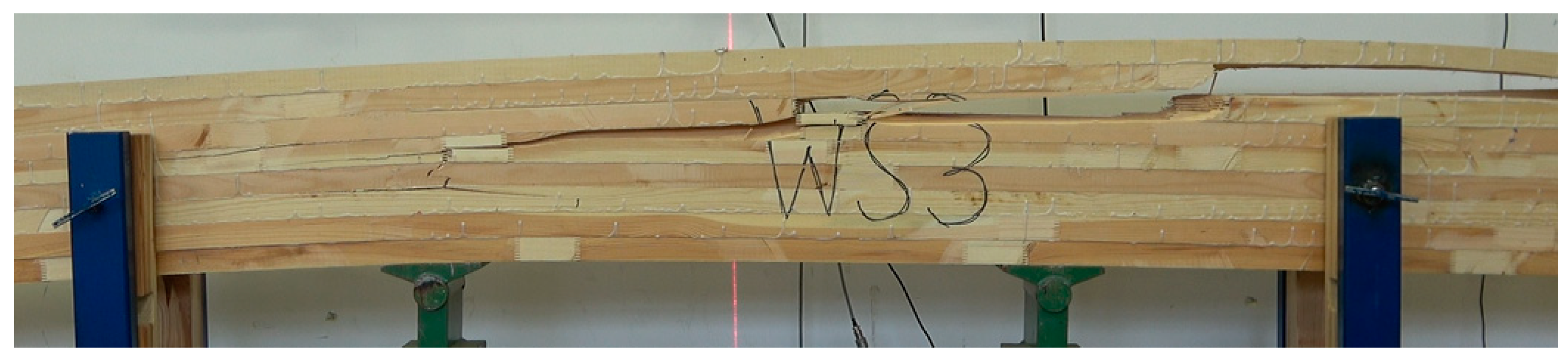
3. Results and Discussion
4. Summary and Conclusions
- The proposed method of removing edge defects in timber makes it possible to produce structural beams with satisfactory characteristics, as determined by the 4-point bending test;
- Significantly better results were obtained when the lumber containing the semi-circular inserts was below the outer tension lamella. This is probably because the outer lamella masks the quality of the glued-in inserts;
- Slightly better results were obtained with PUR glue for gluing the inserts than with MUF resin, which is used for the manufacture of glue-laminated timber;
- Although not directly stated, the characteristics of the milling cutter making the finger joint should be similar to those of the milling cutters used to make joints for structural elements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guitard, D. Mechanical behavior of wood. In Wood an Engineering Material; ARBOLOR: Nancy, France, 1994; pp. 91–125. (In French) [Google Scholar]
- EN 14080:2013; Timber Structures—Glued Laminated Timber and Glued Solid Timber—Requirements. British Standards Institution: London, UK, 2013.
- Manbeck, H.B.; Shaffer, K.R.; Janowiak, J.J.; Blankenhorn, P.R.; Labosky, P.; Baileys, R.T.; Webb, D.A. Creosote Treatment Effect on Hardwood Glulam Beam Properties. Wood Fiber Sci. 1995, 27, 239–249. [Google Scholar]
- Janowiak, J.J.; Kessler, K.R.; Manbeck, H.B.; Blankenhorn, P.R.; Labosky, P. Compression Strength Properties for Two Hardwood Glulam Materials. For. Prod. J. 1994, 44, 62. [Google Scholar]
- Frese, M.; Blaß, H.J. Characteristic Bending Strength of Beech Glulam. Mater. Struct. 2007, 40, 3–13. [Google Scholar] [CrossRef]
- Aicher, S.; Stapf, G. Glulam from European White Oak: Finger Joint Influence on Bending Size Effect. In Materials and Joints in Timber Structures; Springer: Dordrecht, The Netherlands, 2014; pp. 641–656. [Google Scholar]
- Morin-Bernard, A.; Blanchet, P.; Dagenais, C.; Achim, A. Glued-Laminated Timber from Northern Hardwoods: Effect of Finger-Joint Profile on Lamellae Tensile Strength. Constr. Build. Mater. 2021, 271, 121591. [Google Scholar] [CrossRef]
- Tran, V.-D.; Oudjene, M.; Méausoone, P.-J. Experimental Investigation on Full-Scale Glued Oak Solid Timber Beams for Structural Bearing Capacity. Constr. Build. Mater. 2016, 123, 365–371. [Google Scholar] [CrossRef]
- Glavinić, I.U.; Boko, I.; Torić, N.; Vranković, J.L. Application of Hardwood for Glued Laminated Timber in Europe. J. Croat. Assoc. Civ. Enginners 2020, 72, 607–616. [Google Scholar]
- Herawati, E.; Massijaya, M.Y.; Nugroho, N. Performance of Glued-Laminated Beams Made from Small Diameter Fast-Growing Tree Species. J. Biol. Sci. 2010, 10, 37–42. [Google Scholar] [CrossRef] [Green Version]
- Bourreau, D.; Aimene, Y.; Beauchêne, J.; Thibaut, B. Feasibility of Glued Laminated Timber Beams with Tropical Hardwoods. Eur. J. Wood Wood Prod. 2013, 71, 653–662. [Google Scholar] [CrossRef] [Green Version]
- Odounga, B.; Rostand, M.P.; Toussaint, E.; Grédiac, M. Mixed Mode Fracture of Some Tropical Species with the Grid Method. Eng. Fract. Mech. 2019, 214, 578–589. [Google Scholar] [CrossRef]
- Bidzo, C.H.N.; Nziengui, C.F.P.; Ikogou, S.; Kaiser, B.; Pitti, R.M. Mechanical Behavior of Tropical Glued Laminated Timber Beams with Fingers Joints. Procedia Struct. Integr. 2022, 37, 447–452. [Google Scholar] [CrossRef]
- Teles, R.F.; Del Menezzi, C.H.; De Souza, F.; De Souza, M.R. Theoretical and Experimental Deflections of Glued Laminated Timber Beams Made from a Tropical Hardwood. Wood Mater. Sci. Eng. 2013, 8, 89–94. [Google Scholar] [CrossRef]
- Ourmama, M.; Lissouck, R.O.; Ayina Ohandja, L.M. Influence of Mixing Tropical Timber Species and Material Heterogeneities on the Long-Term Stability of Slender Glulam Beam Columns. Wood Mater. Sci. Eng. 2021, 1–11. [Google Scholar] [CrossRef]
- Serrano, E.; Larsen, H.J. Numerical Investigations of the Laminating Effect in Laminated Beams. J. Struct. Eng. 1999, 125, 740–745. [Google Scholar] [CrossRef]
- Astrup, T.; Clorius, C.O.; Damkilde, L.; Hoffmeyer, P. Size Effect of Glulam Beams in Tension Perpendicular to Grain. Wood Sci. Technol. 2007, 41, 361–372. [Google Scholar] [CrossRef]
- Shakimon, M.N.; Abd Malek, N.J.; Hassan, R.; Ahmad, Z. The Finite Element Modelling of Glulam Tropical Timber Beam in Bending. J. Teknol. 2016, 78. [Google Scholar] [CrossRef] [Green Version]
- De Luca, V.; Della Chiesa, A. A Creep Non-Linear FEM Analysis of Glulam Timber. Mech. Adv. Mater. Struct. 2013, 20, 489–496. [Google Scholar] [CrossRef]
- Kawecki, B.; Podgórski, J. Numerical and Experimental Research on Delamination of Glulam Elements. Arch. Civ. Eng. 2018, 64, 15–29. [Google Scholar] [CrossRef] [Green Version]
- Dziurka, D.; Derkowski, A.; Wieruszewski, M.; Kuliński, M.; Mirski, R. GL Beams Reinforced with Plywood in the Outer Layer. Materials 2022, 15, 3976. [Google Scholar] [CrossRef] [PubMed]
- Raftery, G.M.; Harte, A.M. Low-Grade Glued Laminated Timber Reinforced with FRP Plate. Compos. Part B Eng. 2011, 42, 724–735. [Google Scholar] [CrossRef]
- Jasieńko, J.; Nowak, T.P. Solid Timber Beams Strengthened with Steel Plates–Experimental Studies. Constr. Build. Mater. 2014, 63, 81–88. [Google Scholar] [CrossRef]
- Mirski, R.; Kuliński, M.; Dziurka, D.; Thomas, M.; Antonowicz, R. Strength Properties of Structural Glulam Elements from Pine (Pinus sylvestris L.) Timber Reinforced in the Tensile Zone with Steel and Basalt Rods. Materials 2021, 14, 2574. [Google Scholar] [CrossRef] [PubMed]
- Mei, L.; Guo, N.; Li, L.; Zuo, H.; Zhao, Y. Study on Flexural Performance of Prestressed Glulam Continuous Beams under Control Influence. J. Wood Sci. 2021, 67, 1–14. [Google Scholar] [CrossRef]
- Bano, V. Numerical Analysis of Wood Strength Loss Due to the Presence of Knots. Ph.D. Dissertation, University of Santiago de Compostela, A Coruña, Spain, 2009. (In Spanish). [Google Scholar]
- Phillips, G.E.; Bodig, J.; Goodman, J.R. Flow-Grain Analogy. Text. Chem. Color. 1981, 14, 55–64. [Google Scholar]
- Šušnjar, M.; Krpan, A.; Pentek, T.; Horvat, D.; Poršinsky, T. Influence of Knots on Classification of Timber Assortments of Silver Fir into Quality Classes. Wood Res. 2006, 51, 51–58. [Google Scholar]
- Dunaev, V.F.; Dunaeva, V.V. Knots Influence on Sorted Output of Sawn Timber. Lesn. Zhurnal-For. J. 2009, 79, 79–85. [Google Scholar]
- Qu, H.; Chen, M.; Hu, Y.; Lyu, J. Effect of Trees Knot Defects on Wood Quality: A Review. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Malacca, Malaysia, 6–8 December 2019; IOP Publishing: Bristol, UK, 2020; Volume 738, p. 012027. [Google Scholar]
- Sakata, H.; Abe, H.; Ito, H. Moment Resisting Finger Joints of Glulam Frame Knees. In Proceedings of the IABSE Symposium Report; International Association for Bridge and Structural Engineering: Zürich, Switzerland, 2001; Volume 85, pp. 55–60. [Google Scholar]
- Aicher, S.; Radovic, B. Untersuchungen Zum Einfluder Keilzinkengeometrie Auf Die Zugfestigkeit Keilgezinkter Brettschichtholz-Lamellen. Holz Als Roh-Werkst. 1999, 1, 1–11. [Google Scholar] [CrossRef]
- Frese, M.; Blaß, H.J. Die Biegefestigkeit von Keilzinkenverbindungen Aus Brettern Der Buche (Fagus silvatica L.). Holz Als Roh-Werkst. 2006, 64, 433–443. [Google Scholar] [CrossRef] [Green Version]
- Kent, S.M.; Leichti, R.J. An Assessment of Common Test Methods to Evaluate the Mechanical Properties of Structural End-Jointed Lumber. For. Prod. J. 2005, 55, 32. [Google Scholar]
- Burawska, I.; Tomusiak, A.; Beer, P. Influence of the Length of CFRP Tape Reinforcement Adhered to the Bottom Part of the Bent Element on the Distribution of Normal Stresses and on the Elastic Curve. In Annals of Warsaw University of Life Sciences—SGGW. Forestry and Wood Technology; Warsaw University of Life Sciences Press: Warsaw, Poland, 2011. [Google Scholar]
- Burawska, I.; Tomusiak, A.; Turski, M.; Beer, P. Local Concentration of Stresses as a Result of the Notch in Different Positions to the Bottom Surface of Bending Solid Timber Beam Based on Numerical Analysis in Solidworks Simulation Environment. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2011, 73, 192–198. [Google Scholar]
- Burawska, I.; Zbieć, M.; Tomusiak, A.; Beer, P. Local Reinforcement of Timber with Composite and Lignocellulosic Materials. BioResources 2015, 10, 457–468. [Google Scholar] [CrossRef] [Green Version]
- André, A. Fibres for Strengthening of Timber Structures; Luleå Tekniska Universitet: Luleå, Sweden, 2006. [Google Scholar]
- Mahmoud, R.; Abdull, A.; Khazaa, A. Behavior of Timber Beams Strengthened by Jute Fibers. J. Adv. Sci. Eng. Technol. 2020, 3, 1–20. [Google Scholar] [CrossRef] [Green Version]
- Valdes, M.; Giaccu, G.F.; Meloni, D.; Concu, G. Reinforcement of Maritime Pine Cross-Laminated Timber Panels by Means of Natural Flax Fibers. Constr. Build. Mater. 2020, 233, 117741. [Google Scholar] [CrossRef]
- Gilfillan, J.R.; Gilbert, S.G.; Patrick, G.R.H. The Use of FRP Composites in Enhancing the Structural Behavior of Timber Beams. J. Reinf. Plast. Compos. 2003, 22, 1373–1388. [Google Scholar] [CrossRef]
- Kliger, R.; Johansson, M.; Crocetti, R. Strengthening Timber with CFRP or Steel Plates–Short and Long-Term Performance. In Proceedings of the World Conference on Timber Engineering, Miyazaki, Japan, 2–5 June 2008. [Google Scholar]
- Lukin, M.; Prusov, E.; Roshchina, S.; Karelina, M.; Vatin, N. Multi-Span Composite Timber Beams with Rational Steel Reinforcements. Buildings 2021, 11, 46. [Google Scholar] [CrossRef]
- Nowak, T.; Jasieśnko, J.; Kotwica, E.; Krzosek, S. Strength Enhancement of Timber Beams Using Steel Plates—Review and Experimental Tests. Drew. Pr. Nauk. Doniesienia Komun. 2016, 59, 75–90. [Google Scholar]
- Borri, A.; Corradi, M.; Grazini, A. A method for flexural reinforcement of old wood beams with CFRP materials. Compos. Part B Eng. 2005, 36, 143–153. [Google Scholar] [CrossRef]
- Mirski, R.; Dziurka, D.; Chuda-Kowalska, M.; Wieruszewski, M.; Kawalerczyk, J.; Trociński, A. The Usefulness of Pine Timber (Pinus sylvestris L.) for the Production of Structural Elements. Part I: Evaluation of the Quality of the Pine Timber in the Bending Test. Materials 2020, 13, 3957. [Google Scholar] [CrossRef]
- Derkowski, A.; Kuliński, M.; Trociński, A.; Kawalerczyk, J.; Mirski, R. Mechanical Characterization of Glued Laminated Beams Containing Selected Wood Species in the Tension Zone. Materials 2022, 15, 6380. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Feature | Lam. 1 | Lam. 2 | Lam. 3 | Lam. 4 | Lam. 5 | Lam. 6 | Lam. 7 | Lam. 8 |
|---|---|---|---|---|---|---|---|---|---|
| SW_M (6 pcs.) | Em, GPa | 15.65 | 13.12 | 11.68 | 10.76 | 10.80 | 11.64 | 13.06 | 14.13 |
| SD, GPa | 0.20 | 0.36 | 0.20 | 0.32 | 0.31 | 0.17 | 0.35 | 0.69 | |
| SW_U (6 pcs.) | Em, GPa | 15.38 | 12.60 | 11.92 | 10.31 | 10.37 | 11.91 | 12.55 | 13.66 |
| SD, GPa | 0.26 | 0.42 | 0.23 | 0.37 | 0.43 | 0.24 | 0.42 | 0.17 | |
| P2 (6 pcs.) | Em, GPa | 15.25 | 11.60 | 8.73 | 7.92 | 7.92 | 8.92 | 11.67 | 15.30 |
| SD, GPa | 0.22 | 0.40 | 0.15 | 0.43 | 0.54 | 0.46 | 0.40 | 0.26 |
| Type | Feature | Lam. 1 | Lam. 2 | Lam. 3 | Lam. 4 | Lam. 5 | Lam. 6 |
|---|---|---|---|---|---|---|---|
| T_M | Em, GPa | 12.86 | 11.85 | 10.21 | 10.24 | 11.81 | 12.81 |
| SD, GPa | 0.34 | 0.17 | 0.25 | 0.24 | 0.16 | 0.33 | |
| T_U | Em, GPa | 12.34 | 11.52 | 10.58 | 10.63 | 11.45 | 12.30 |
| SD, GPa | 0.20 | 0.20 | 0.25 | 0.24 | 0.24 | 0.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Derkowski, A.; Kuliński, M.; Trociński, A.; Krzosek, S.; Mirski, R. Selected Mechanical Properties of Glue-Laminated Timber Produced from Locally Repaired Timber. Materials 2022, 15, 8112. https://doi.org/10.3390/ma15228112
Derkowski A, Kuliński M, Trociński A, Krzosek S, Mirski R. Selected Mechanical Properties of Glue-Laminated Timber Produced from Locally Repaired Timber. Materials. 2022; 15(22):8112. https://doi.org/10.3390/ma15228112
Chicago/Turabian StyleDerkowski, Adam, Marcin Kuliński, Adrian Trociński, Sławomir Krzosek, and Radosław Mirski. 2022. "Selected Mechanical Properties of Glue-Laminated Timber Produced from Locally Repaired Timber" Materials 15, no. 22: 8112. https://doi.org/10.3390/ma15228112