
Impact of Polypropylene Fibers on the Mechanical and Durability Characteristics of Rubber Tire Fine Aggregate Concrete



Abstract
:1. Introduction
2. Research Significance
3. Materials and Methods
3.1. Polypropylene Fibers
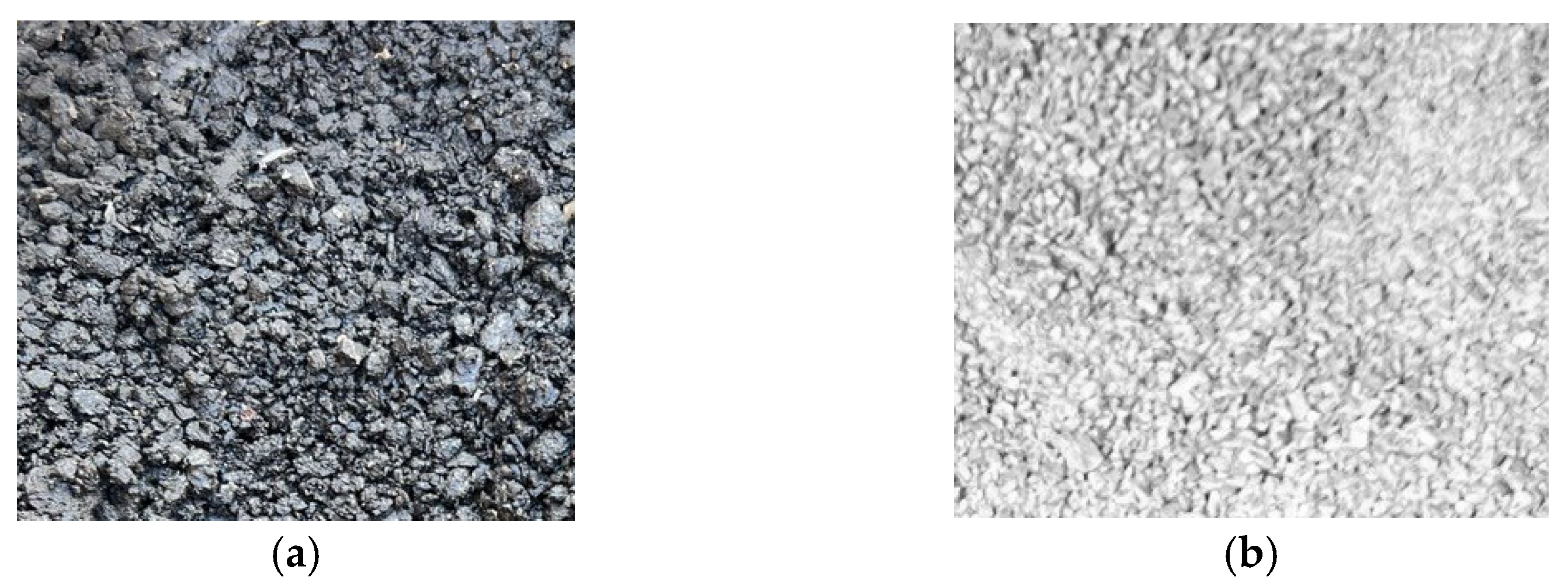
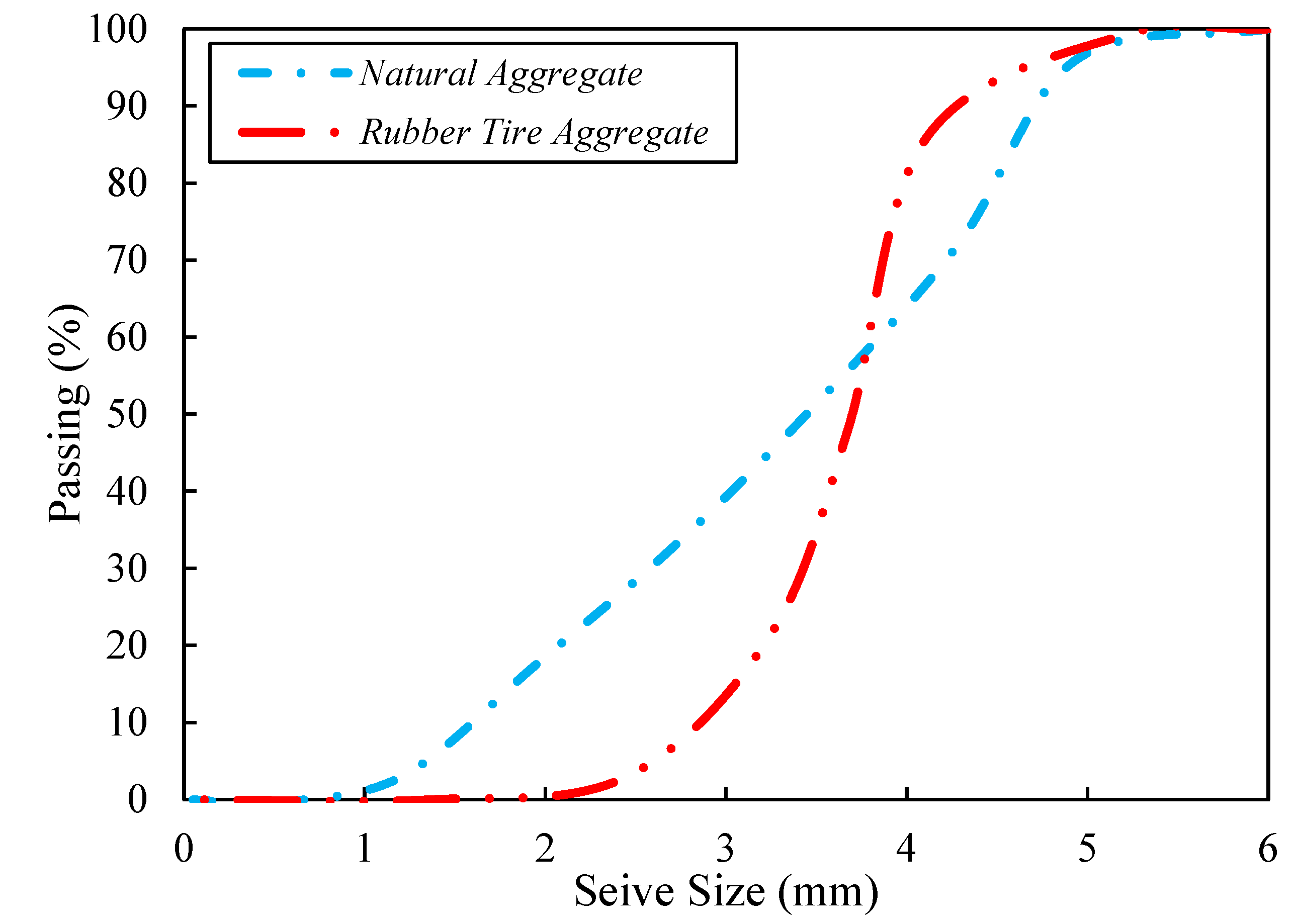
3.2. Rubber Tire Aggregate
3.3. Concrete
4. Results and Discussion
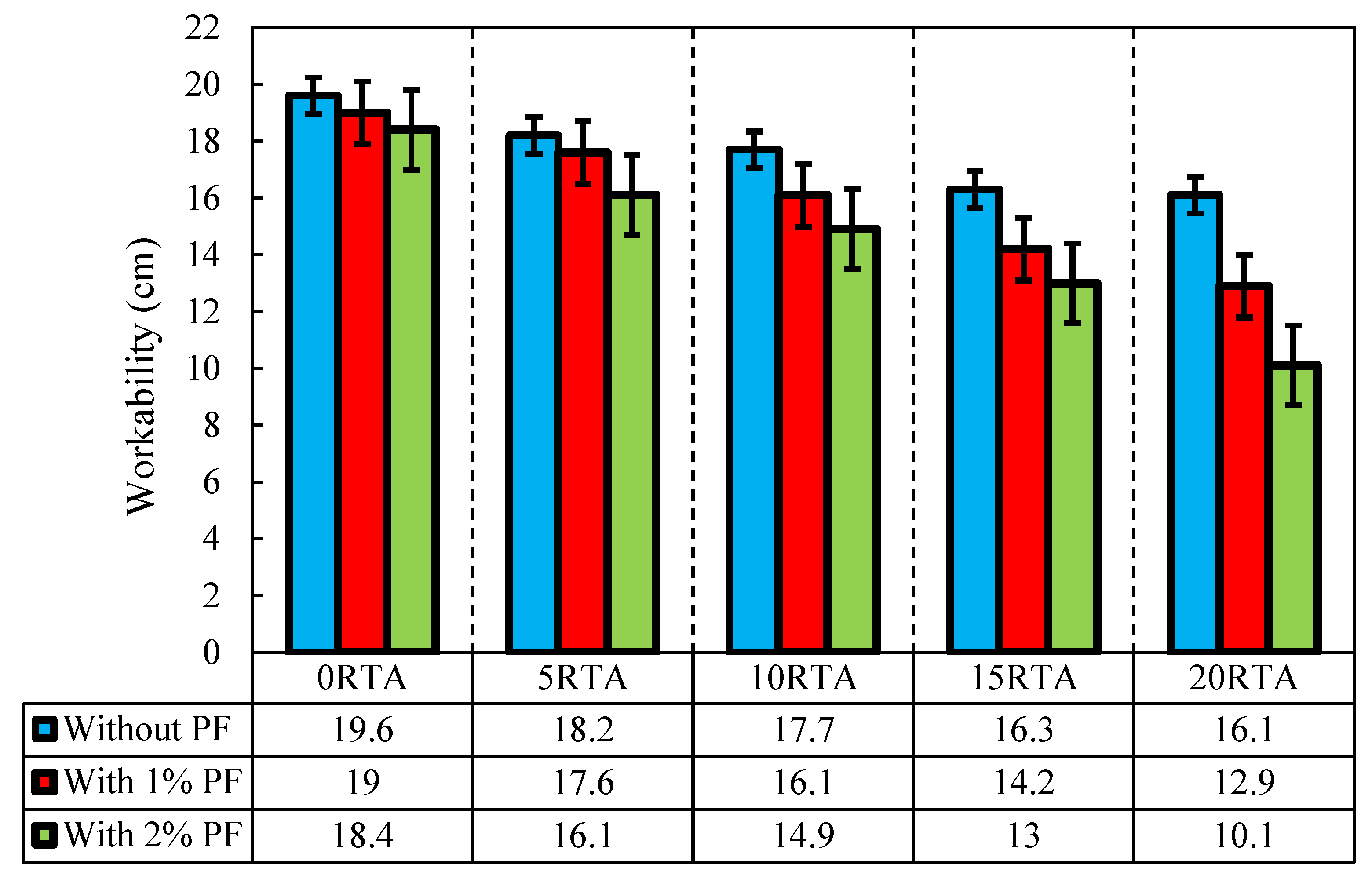
4.1. Slump
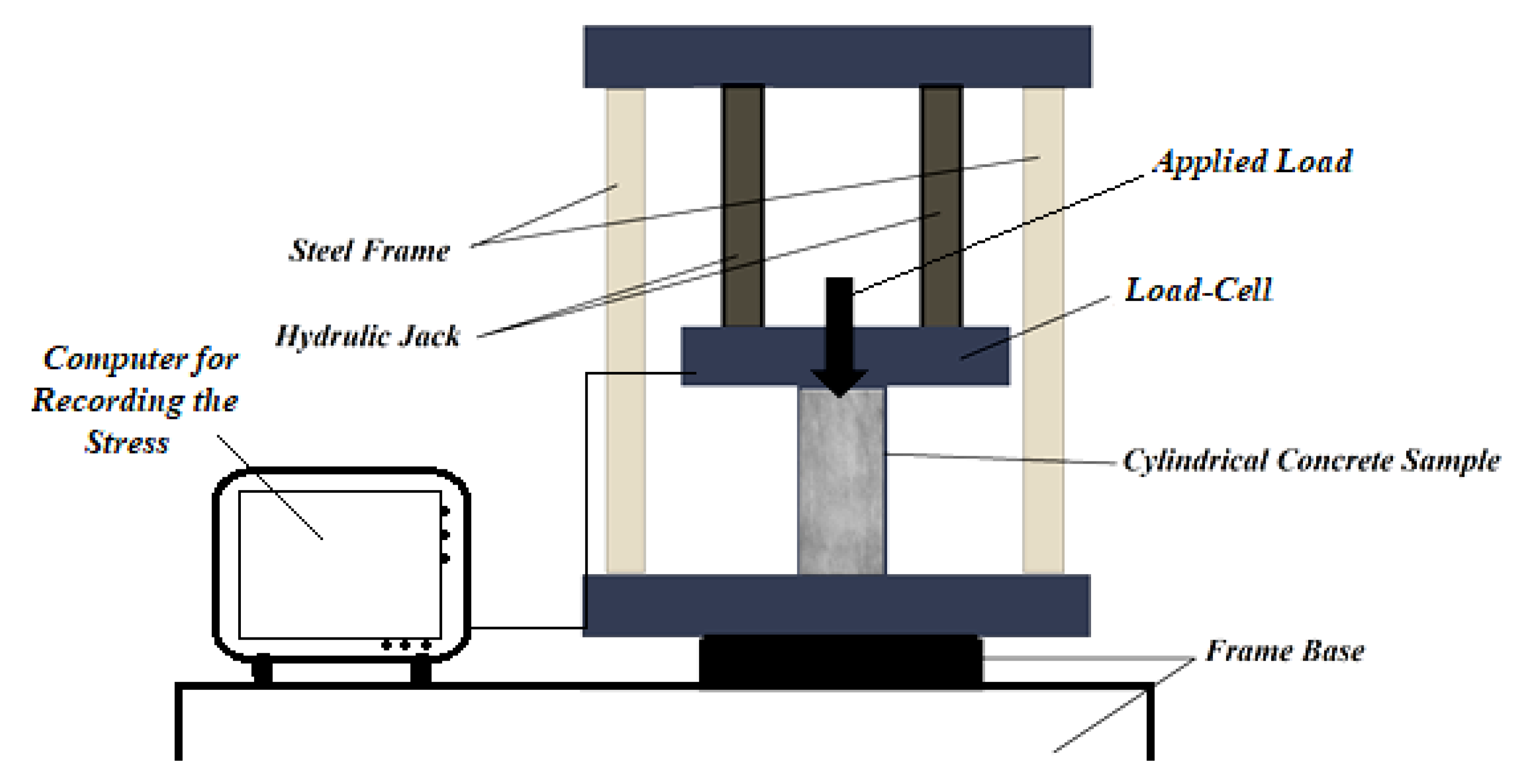
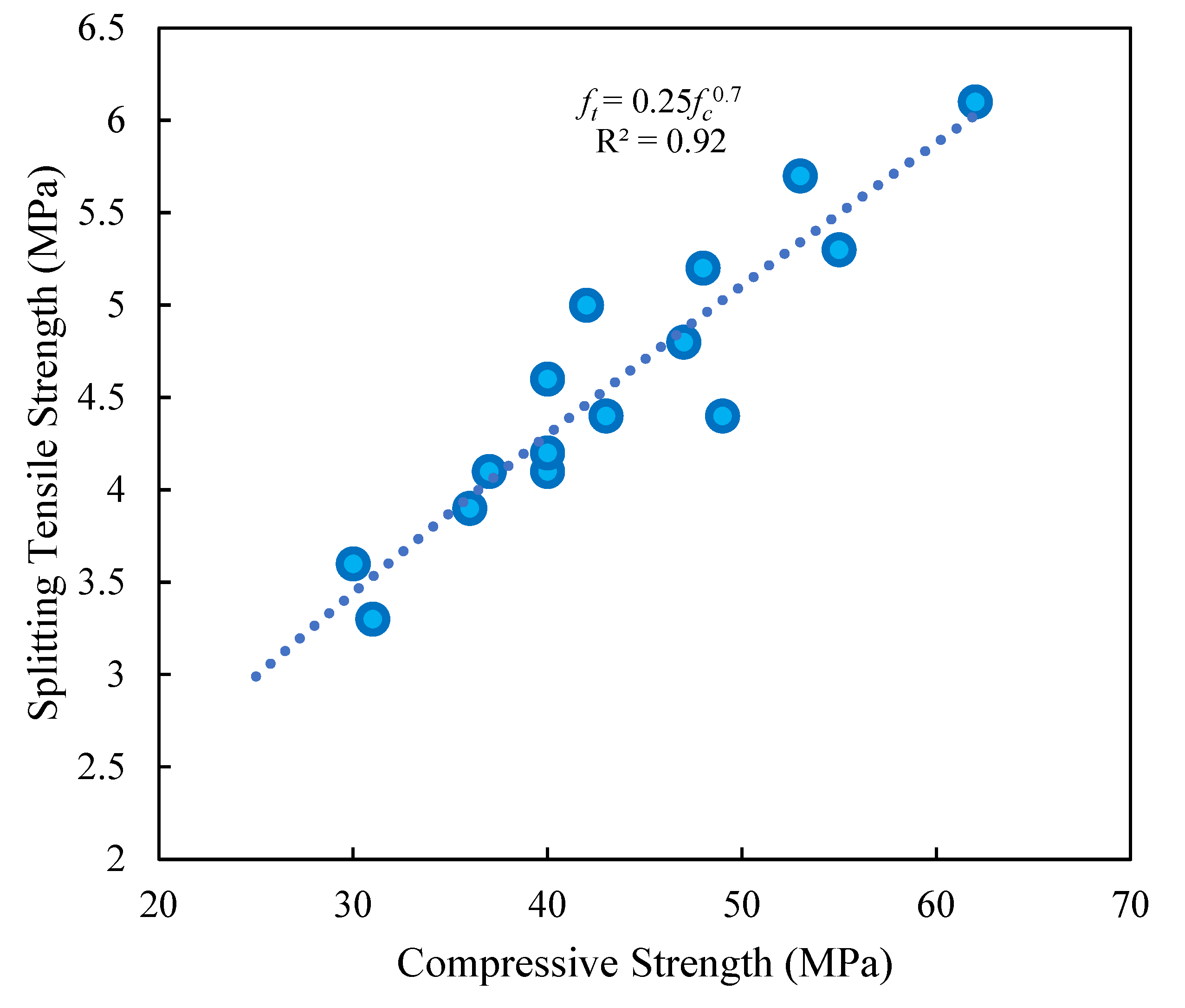
4.2. Compressive and Tensile Resistances
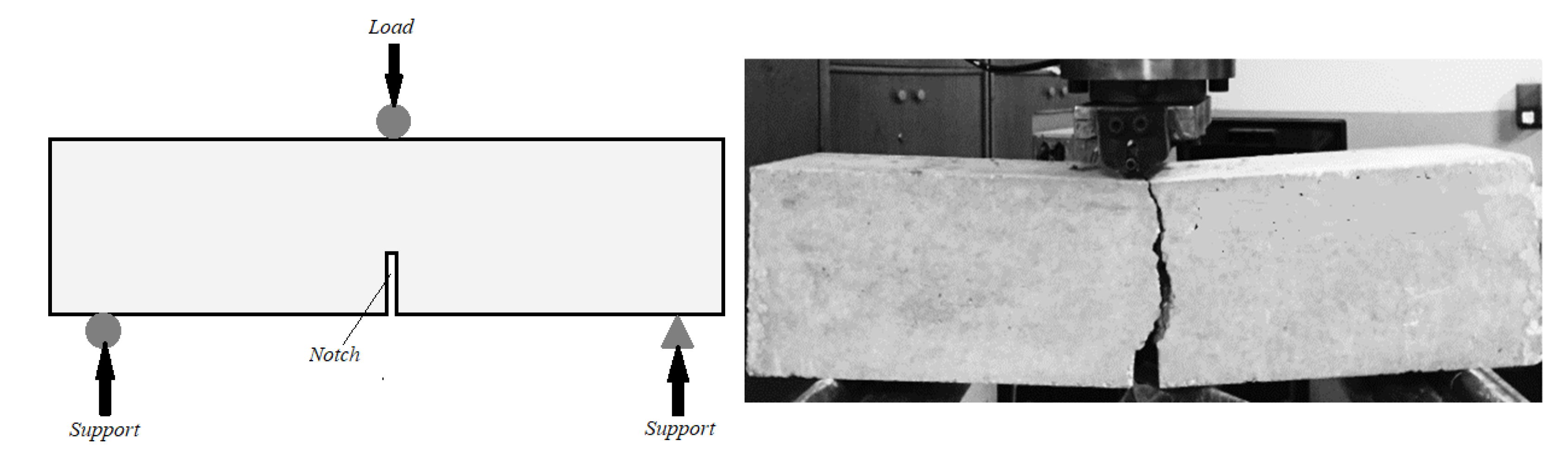
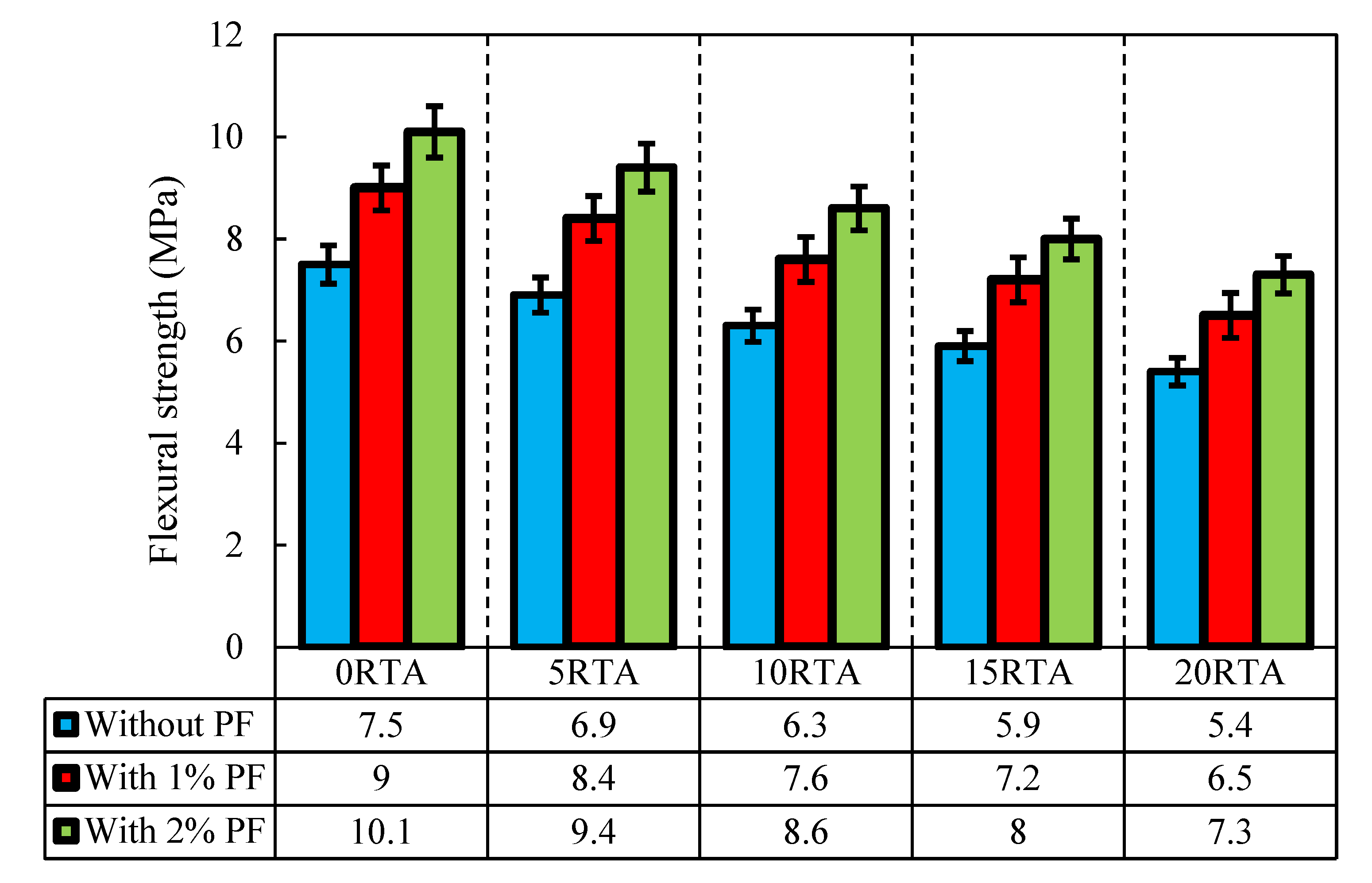
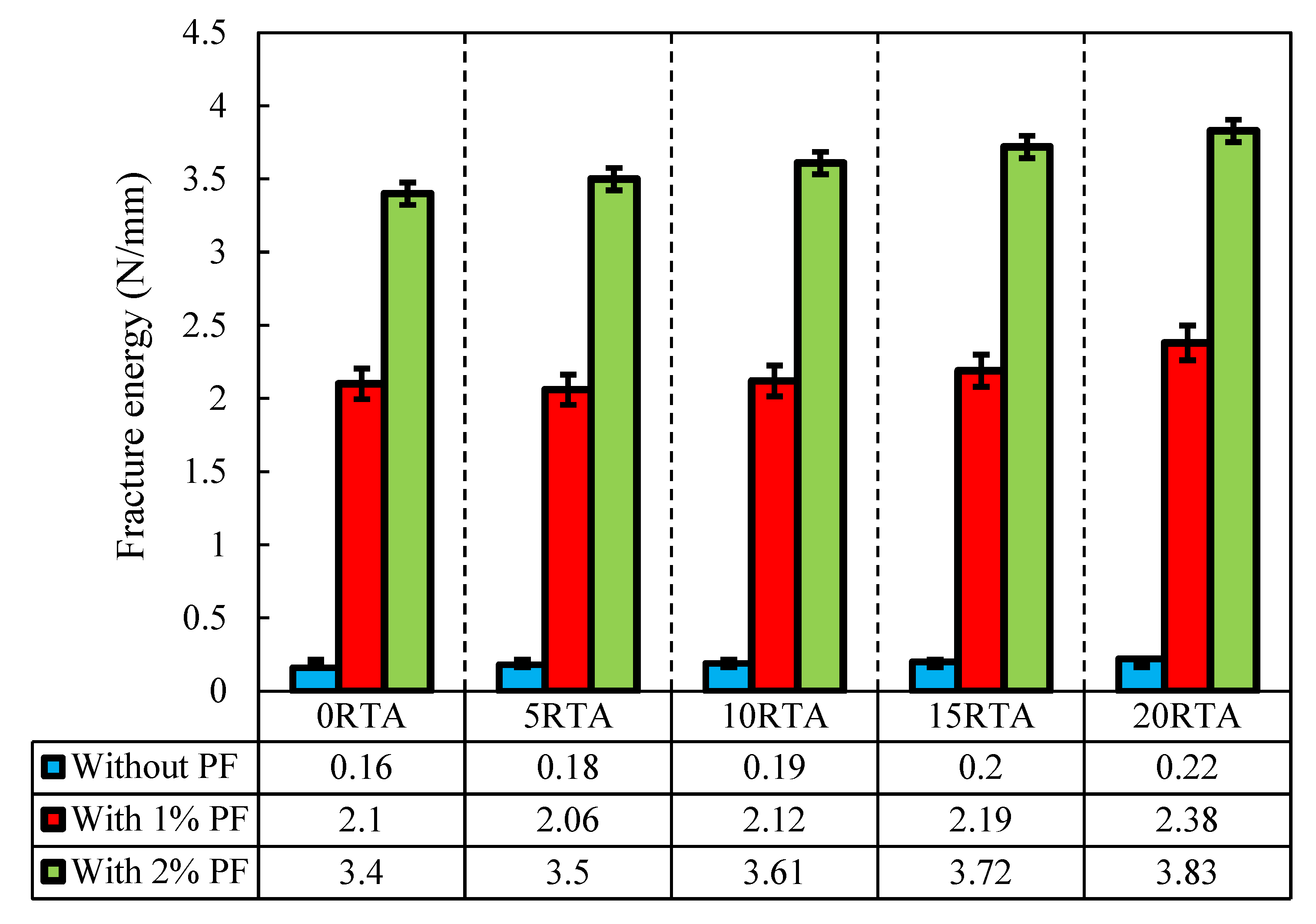
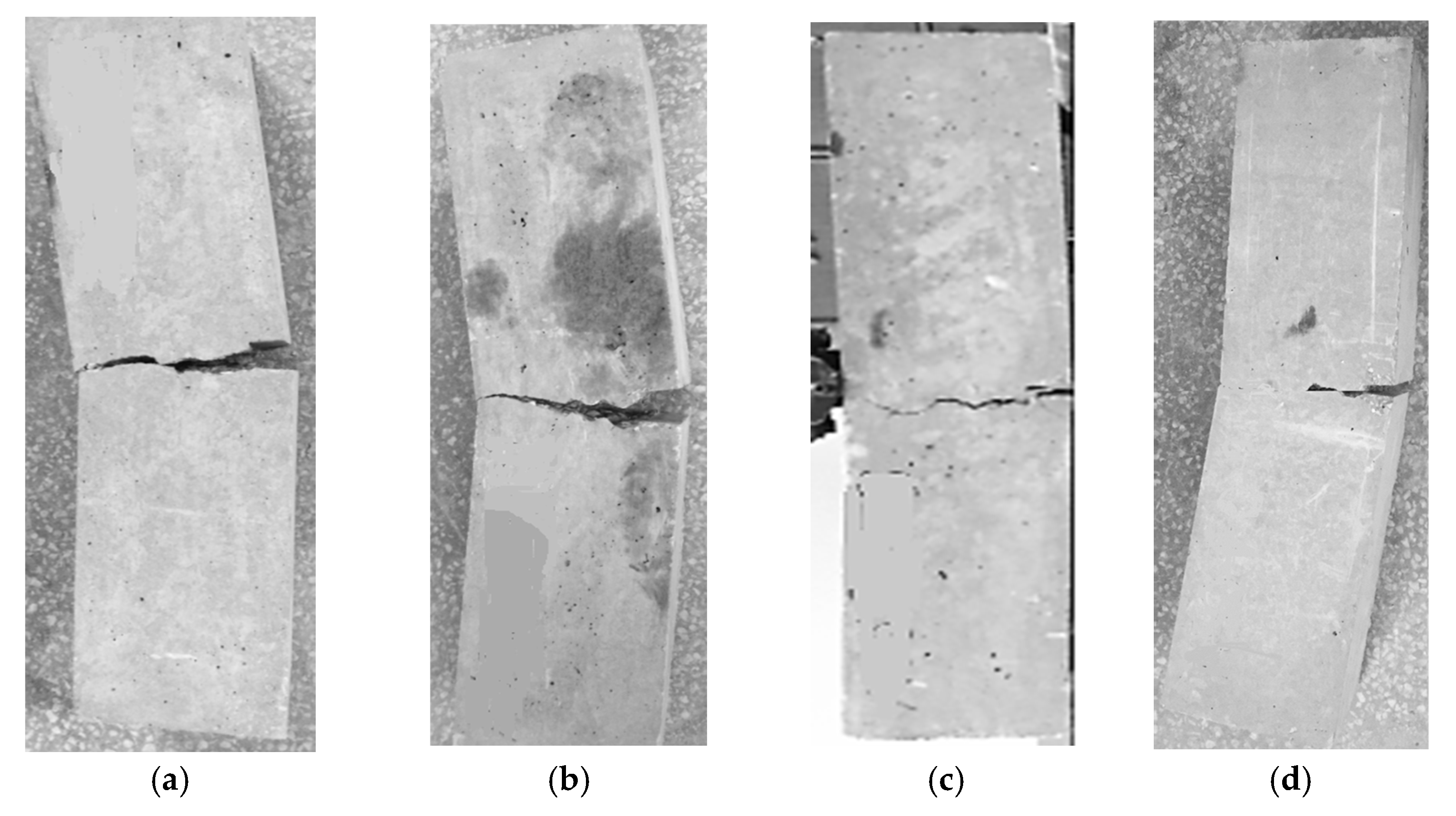
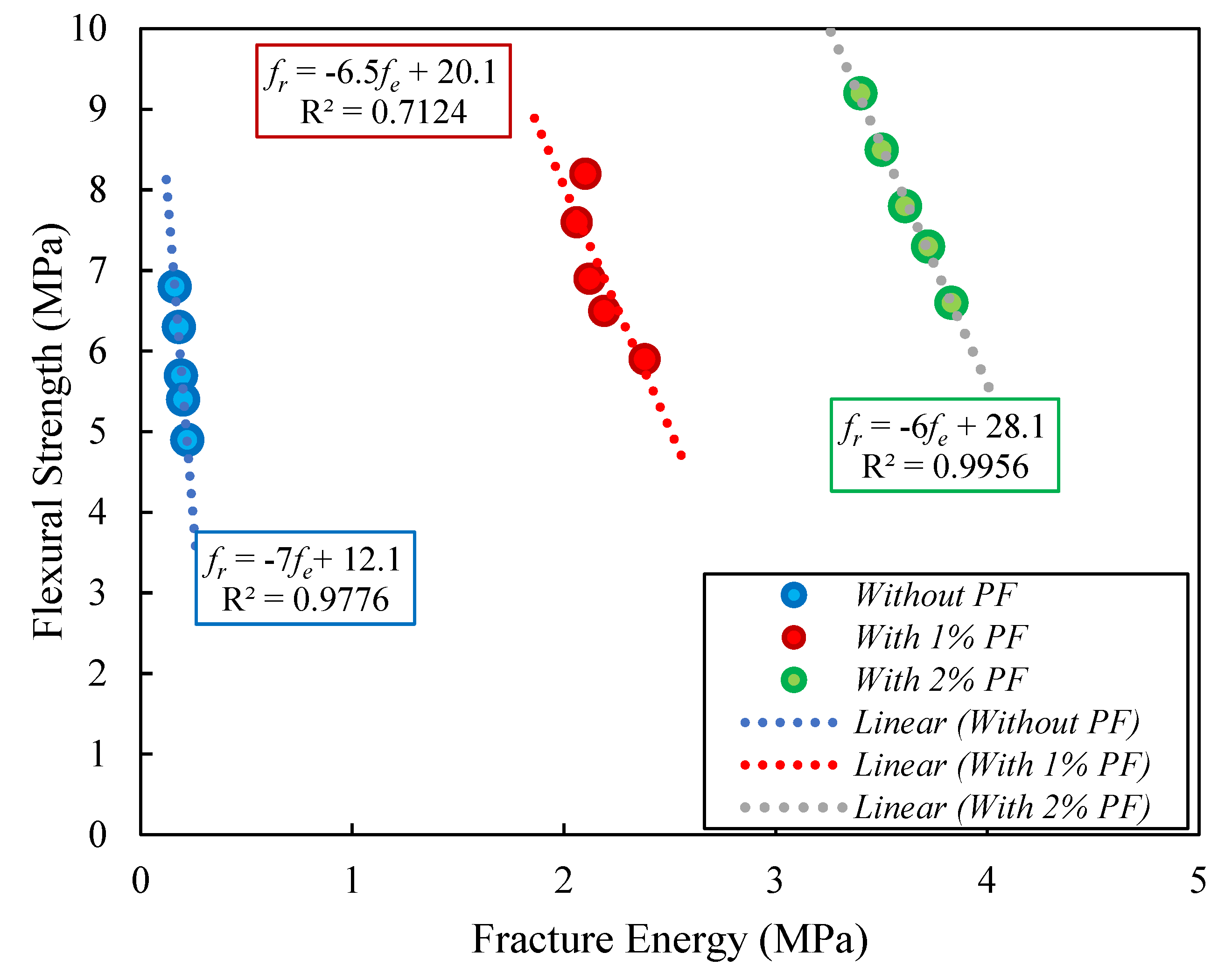
4.3. Flexural Resistance and Fracture Energy
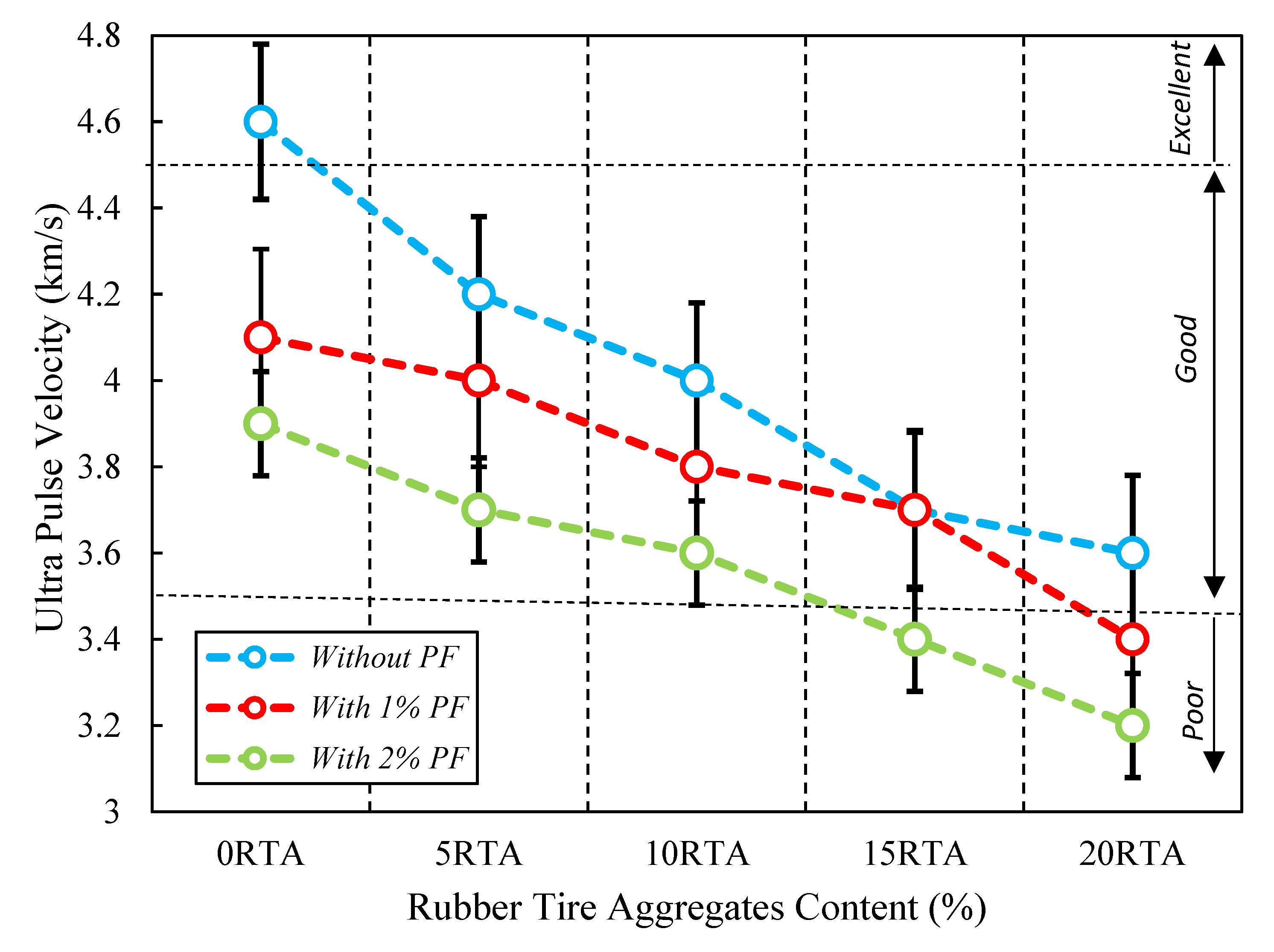
4.4. Ultrasonic Pulse Velocity
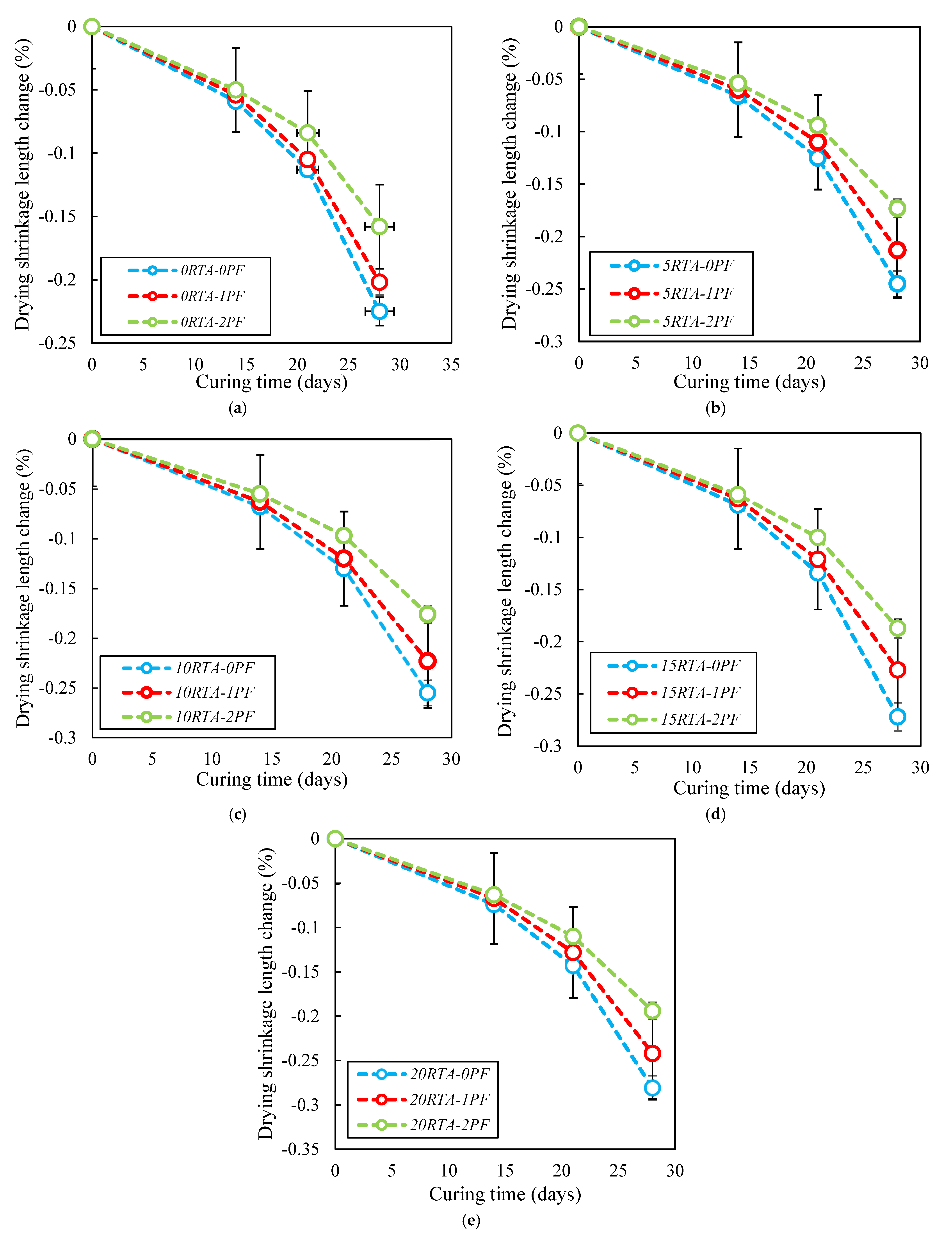
4.5. Drying Shrinkage
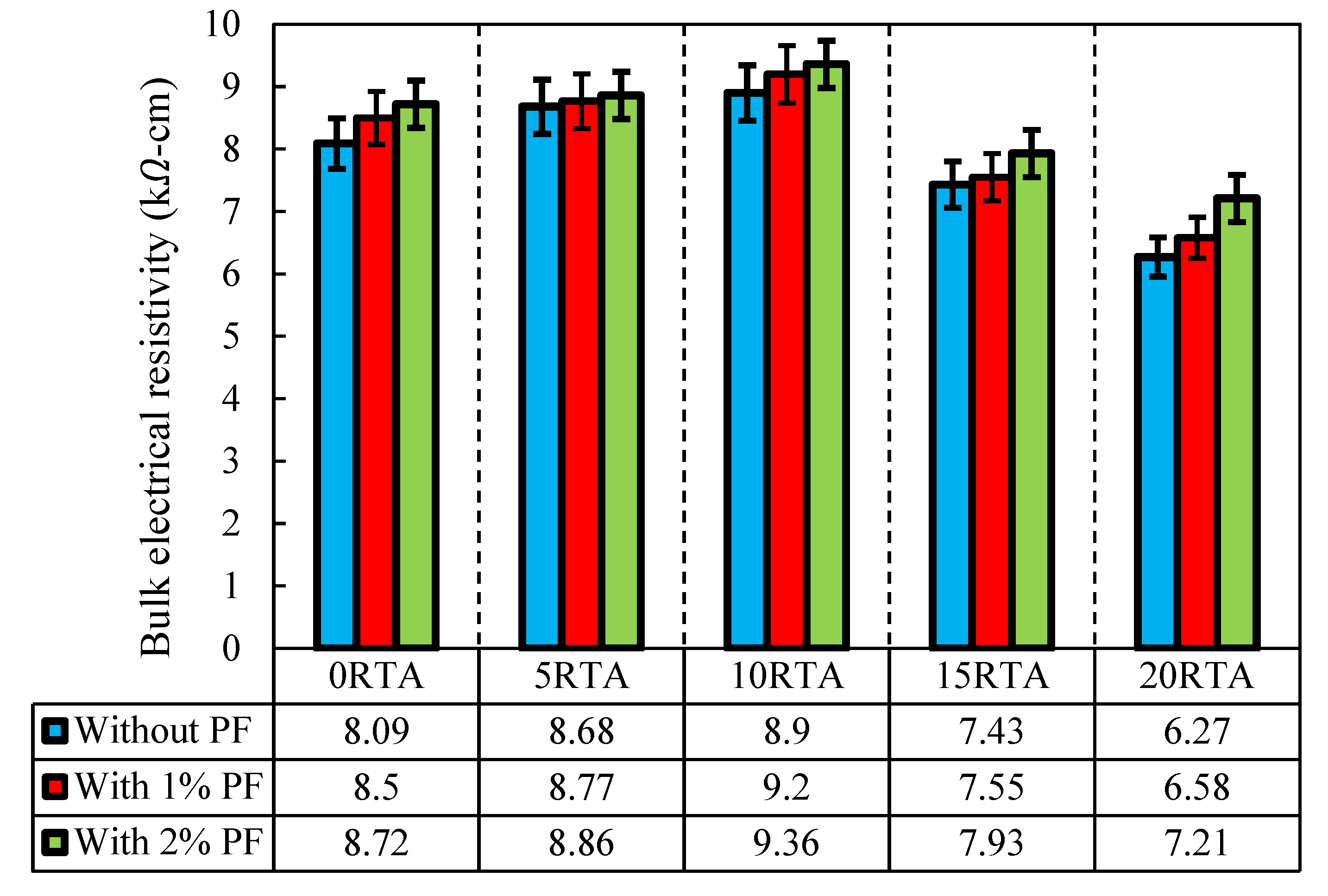
4.6. Bulk Electrical Resistivity
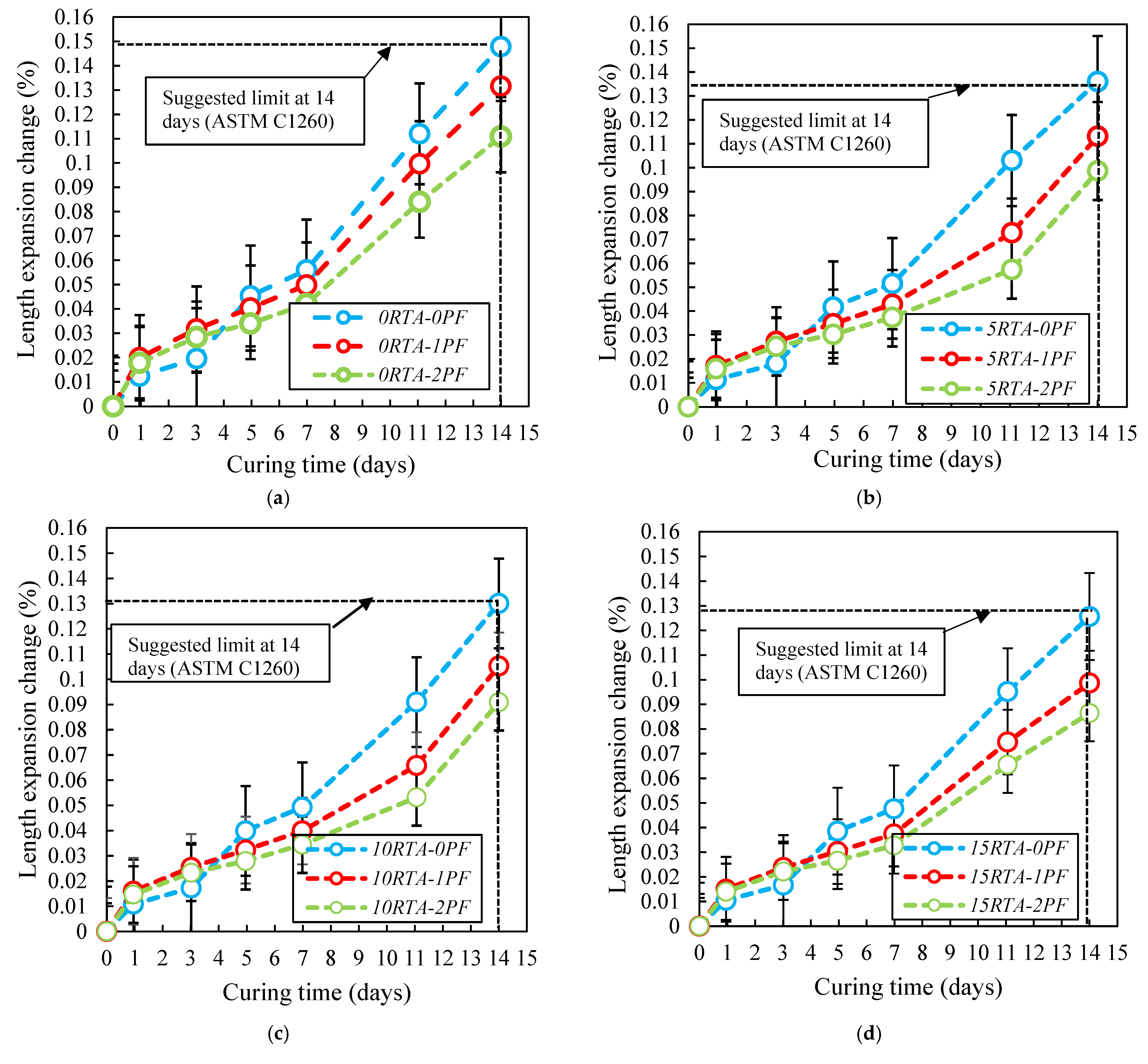
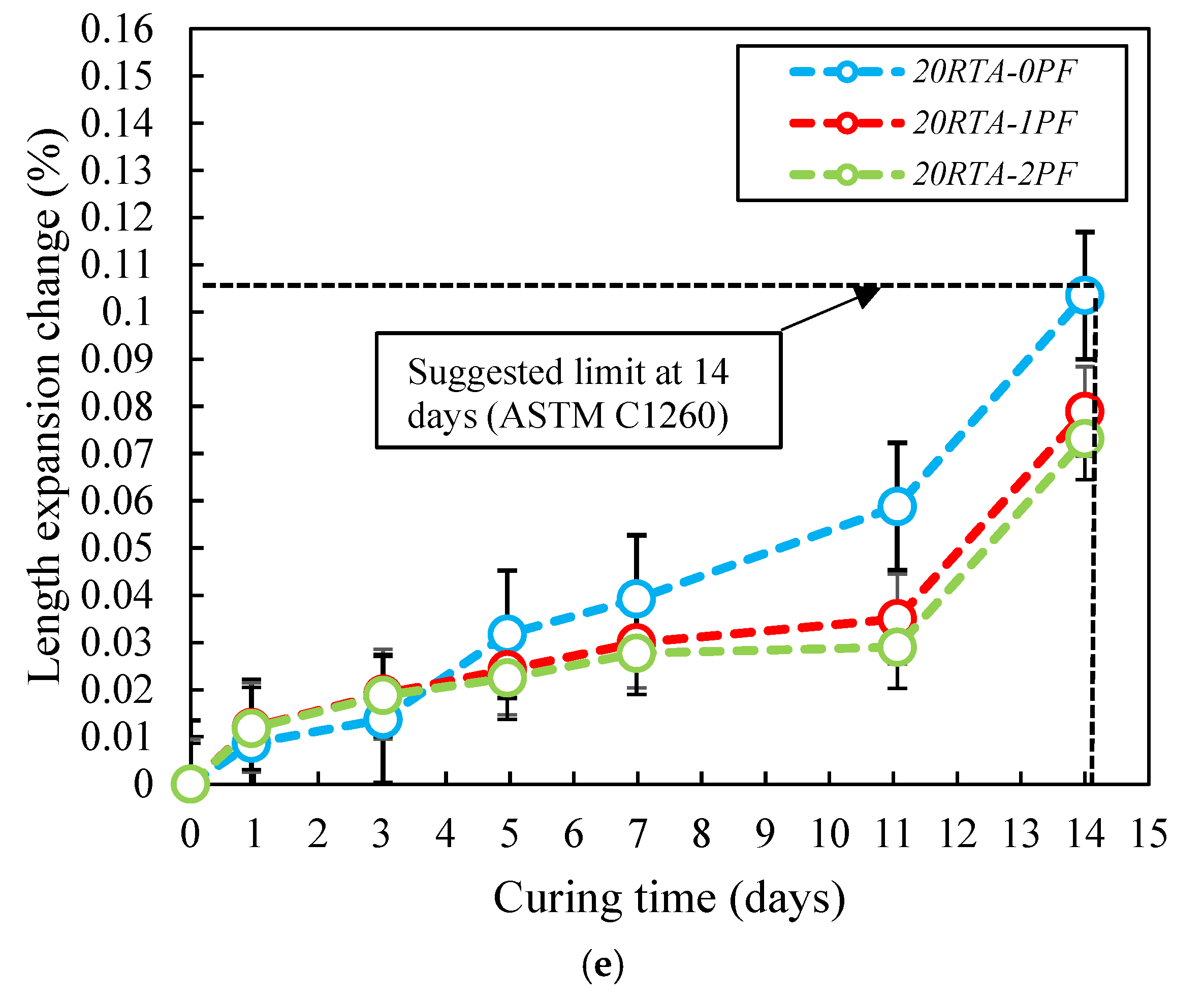
4.7. Expansion
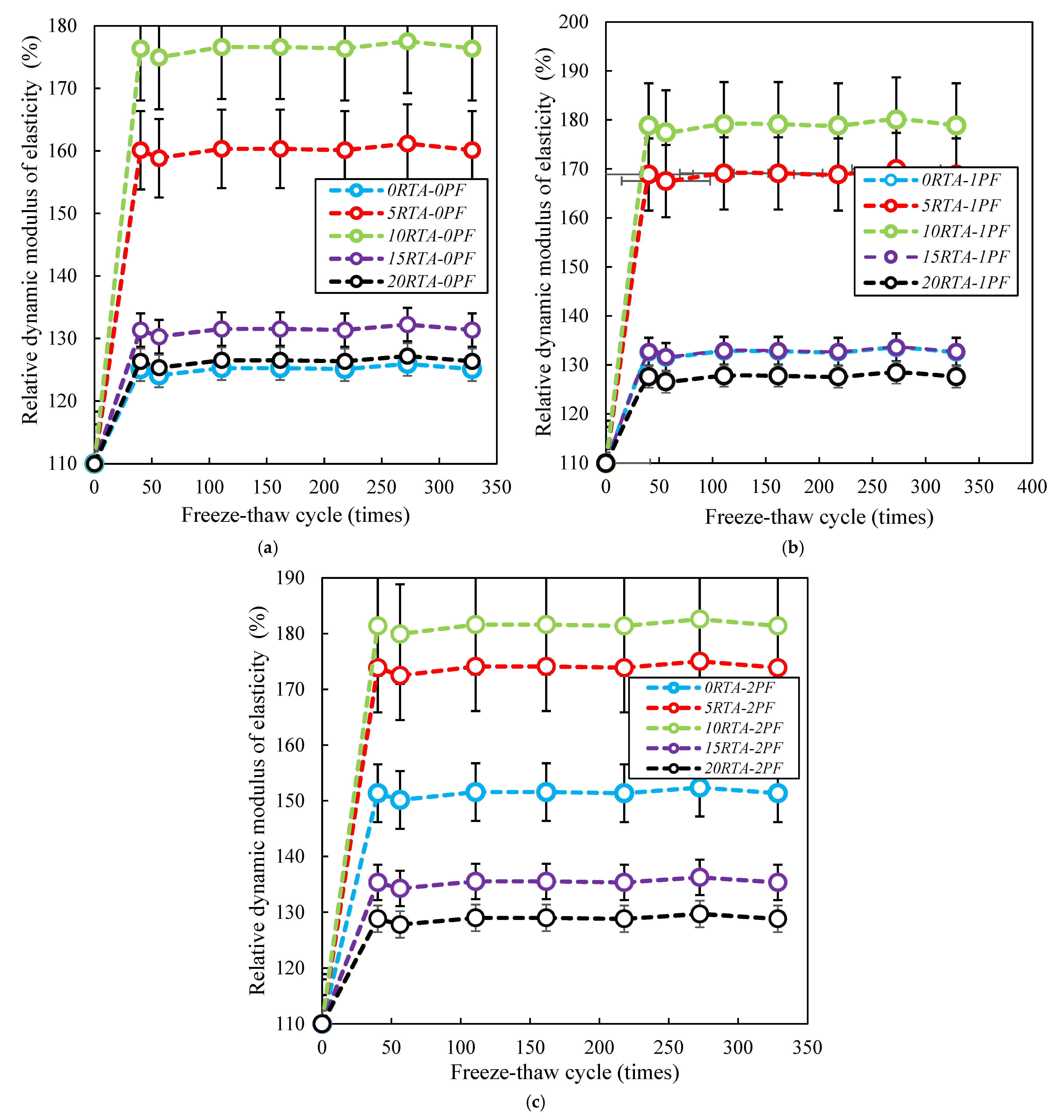
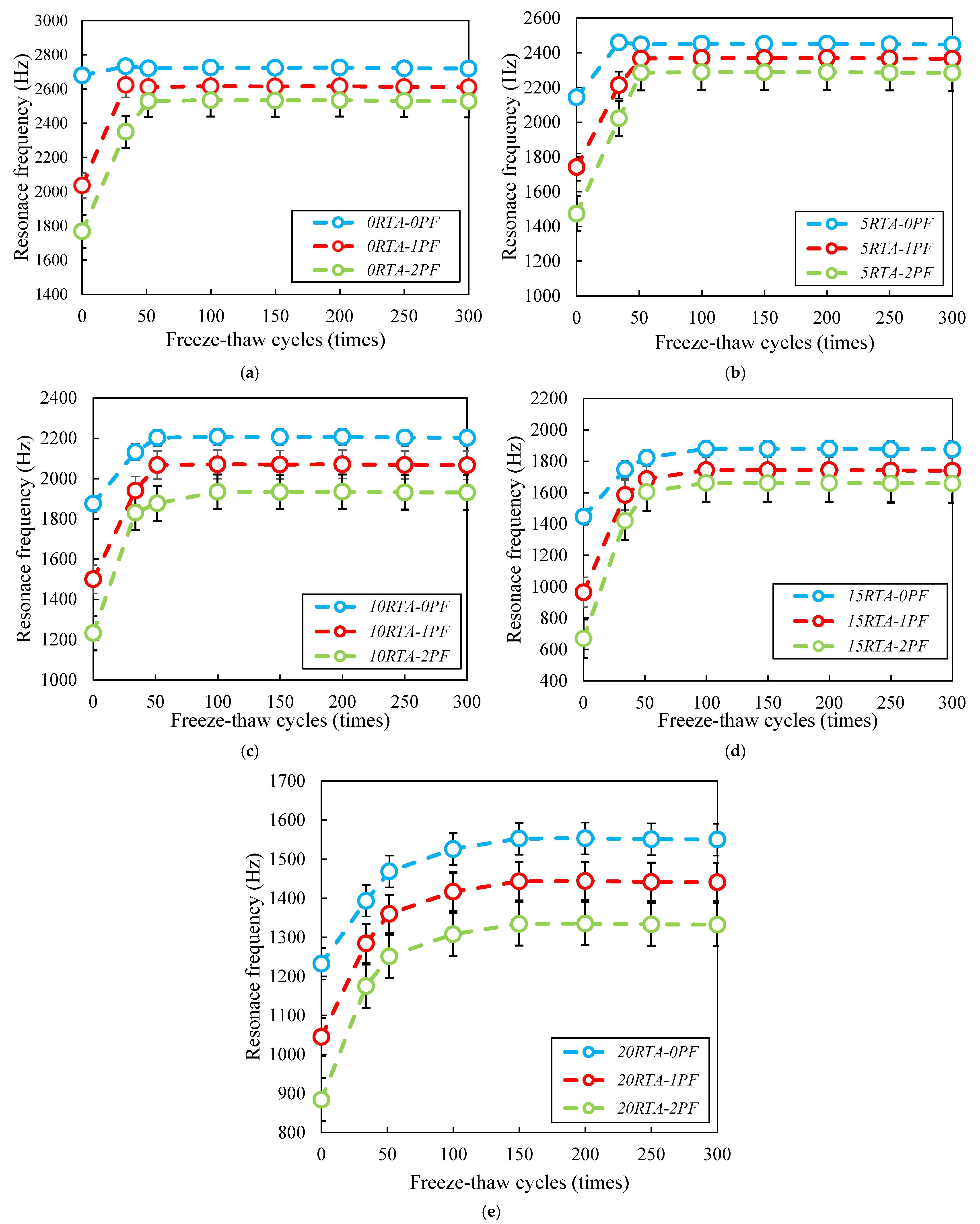
4.8. Freeze-Thaw Resistance
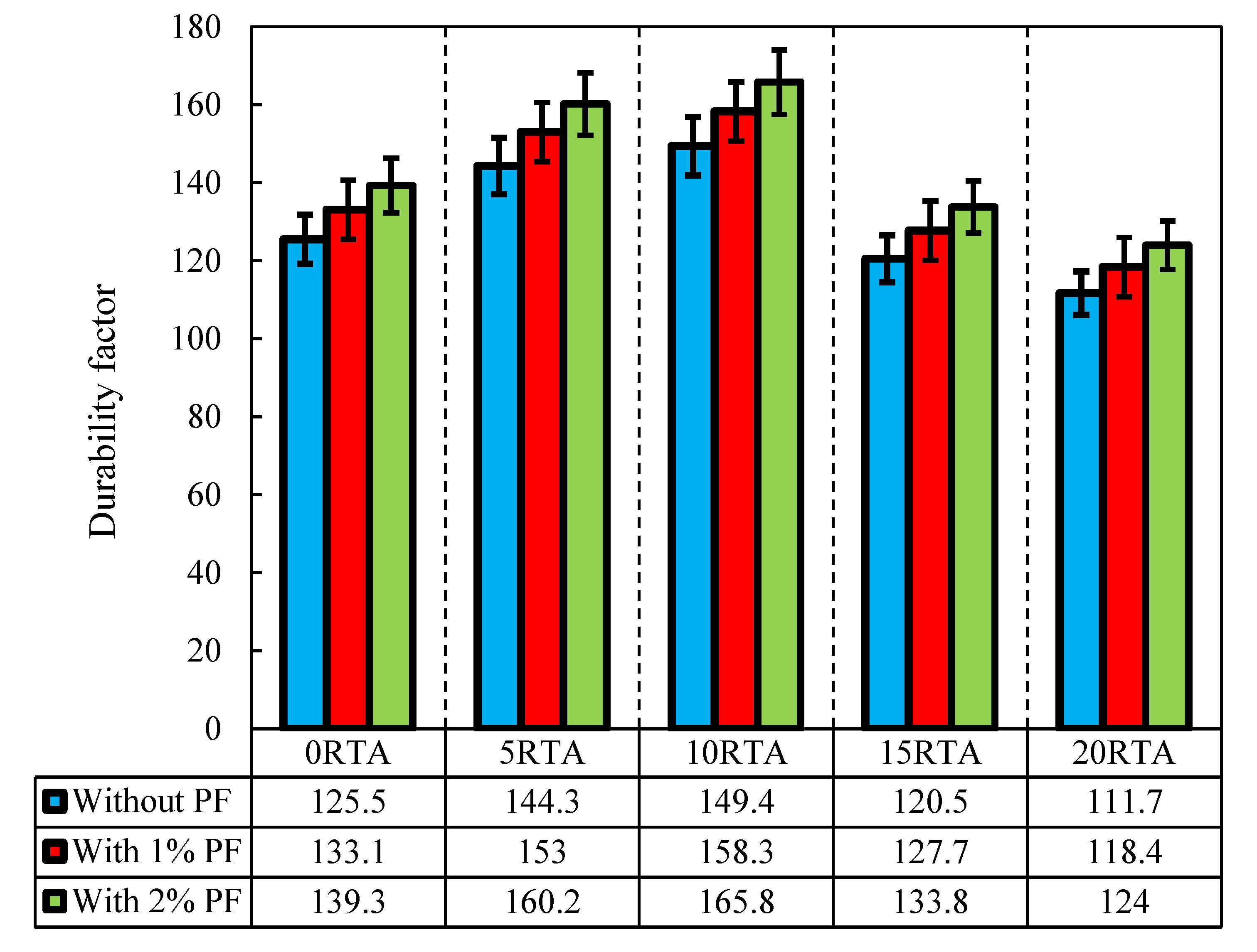
4.9. Freeze-Thaw Damage Durability Aspect
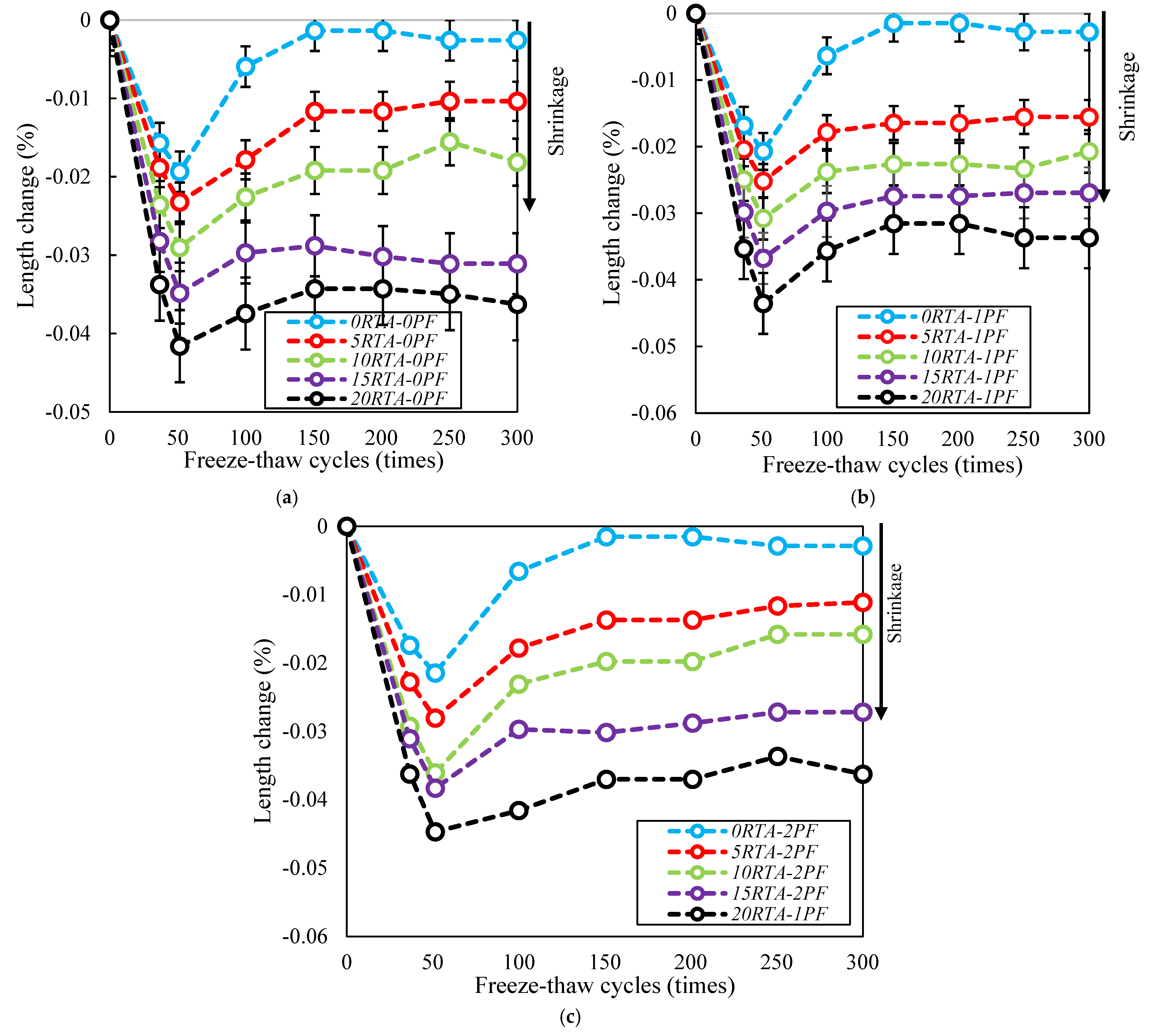
4.10. Length Change
5. Conclusions
- Workability was reduced by adding more RTA, especially when a combination of 20% RA and 2% PF was utilized, which resulted in a slump reduction of nearly 49%. Conversely, when PF was not utilized in the concrete mixtures, workability was reduced less. So, this property was reduced by about 18% when only 20% RTA was used. Additionally, utilizing 1% PF and 20% rubber reduced slump by about 31%.
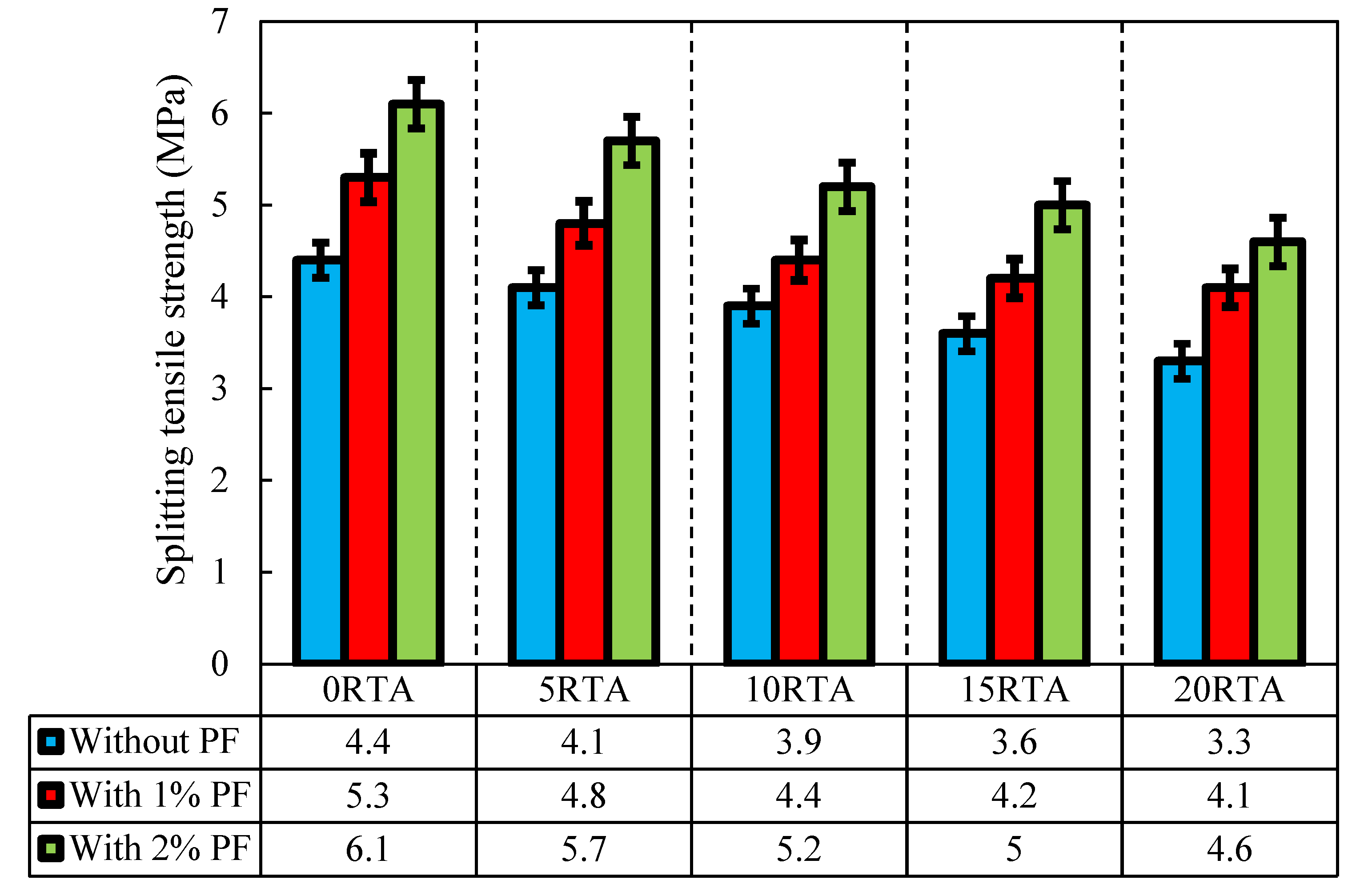
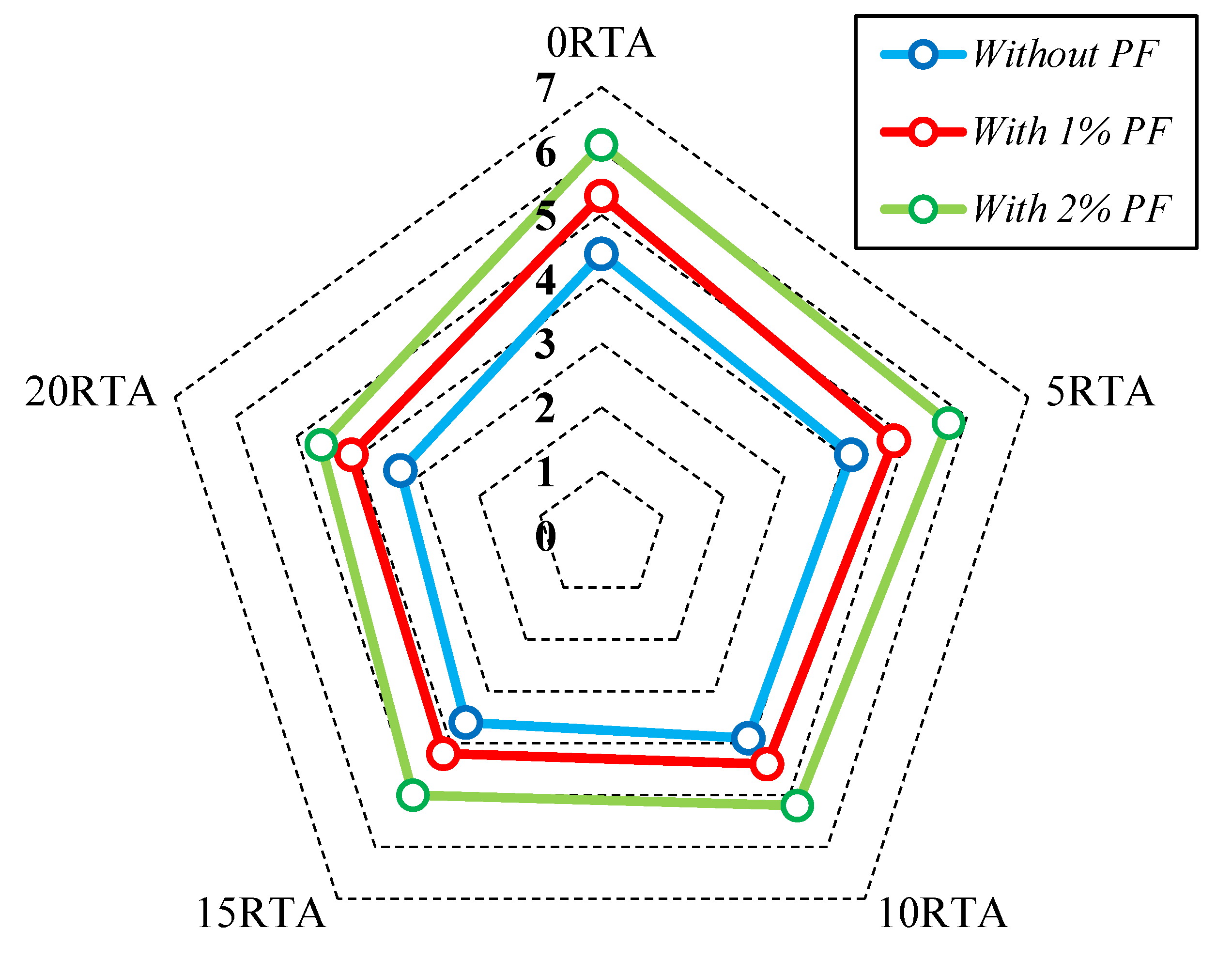
- Utilizing RTA reduced the concrete’s tensile resistance. While PF greatly enhanced this feature. Due to the minor value of RTA relative to FNA, the tensile strength decreased by 28% when 20% RTA was used. Though, incorporating 2% PF amplified the tensile resistance by 5% and prohibited the drop of tensile resistance because of the fiber-bridging character in preventing the quick cracks growth.
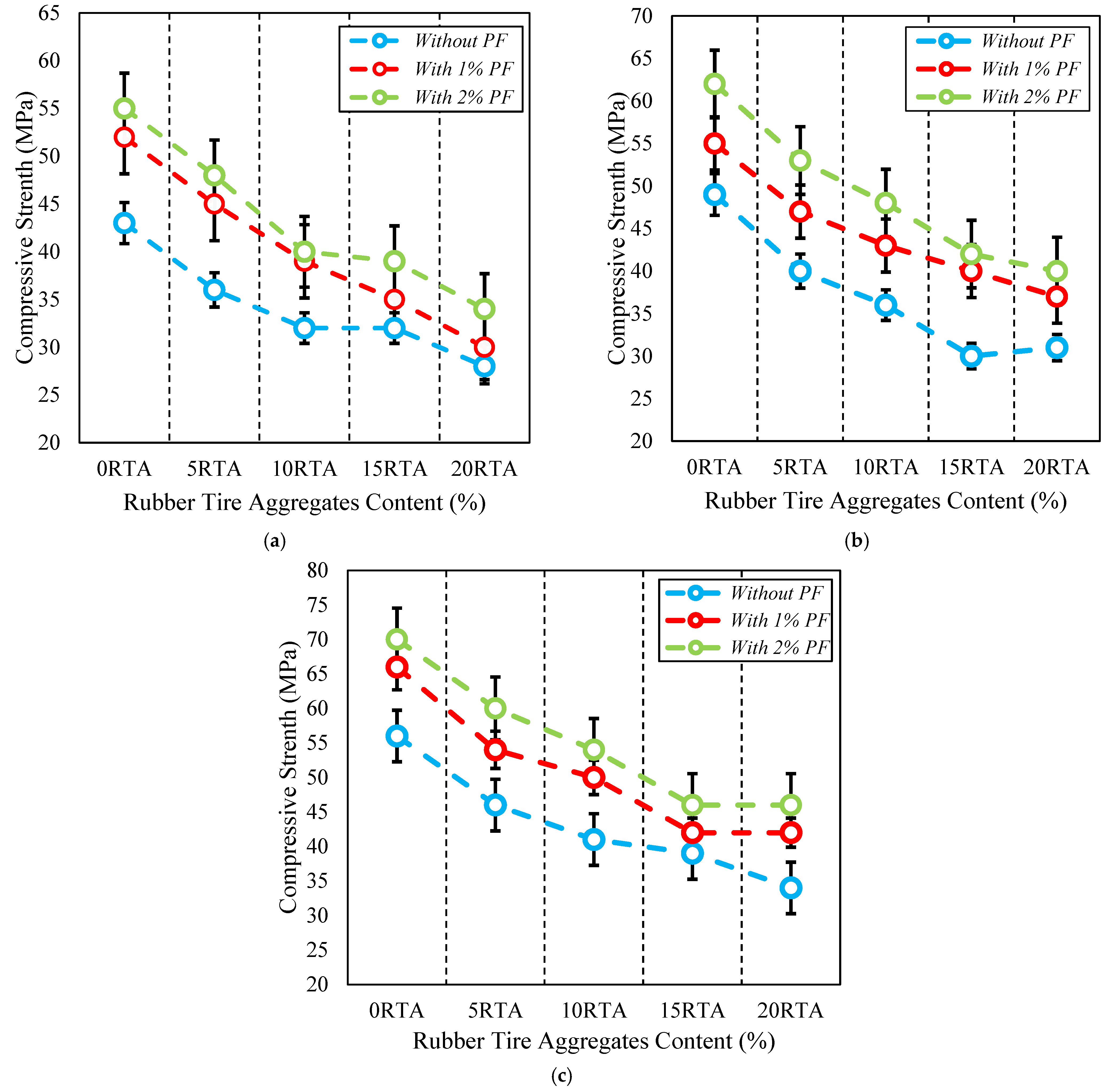
- Compressive resistance of concrete was decreased when RTA was used; however, this characteristic was significantly increased when PF was incorporated. In comparison to concrete produced with merely 0%, 5%, 10%, 15%, and 20% RTA combining 2% PF increased the concrete’s 7-day compressive resistance by about 24%, 29%, 24%, 25% and 22%, correspondingly.
- By employing RTA, the specimens’ flexural resistance was decreased while PF significantly enhances the flexural performance of the specimens, particularly when RTA was not utilized, due to its bridging function, which increases particle connection and elevates concrete’s tensile and compressive resistances.
- Incorporating SF and RTA significantly declined the ultrasonic pulse velocity due to the elastic modulus of RTA being lesser than that of the concrete paste and FNA, when 20% RTA was employed, the ultrasonic pulse velocity decreased in the weak zone.
- Due to the RTA’s lower stiffness than that of the FNA, and because of which RTA could easily deform under the internal drying shrinkage stress, the specimens’ shrinkage length changes increased with the RTA content; however, the addition of PF decreased these length changes. Therefore, using 5%, 10%, 15%, and 20% RTA as a substitute for FNA increased shrinkage length at 28 days by 10%, 14%, 21%, and 27%, correspondingly.
- A total of 10% of RTA was the optimal amount to maximize bulk resistivity. With the addition of 2% PF and 10% RTA, this characteristic was improved by roughly 12%. It is worth noting that the ideal rate to achieve the highest possible bulk resistivity was established based on the amounts of PF and RTA employed in this investigation. Additionally, SF significantly improved bulk resistivity, particularly when more than 10% RTA was utilized;
- By adding RTA, the length growth under alkali-silica reaction assault was significantly reduced. Additionally, by adding more RTA, the impact of PF on the alkali-silica response development decreased, and there is no discernible alteration between the length growth of the sample with 2% PF reinforcement and concrete with 1% PF and 20% RTA.
- According to the materials utilized in this investigation, 10% is the ideal amount of RTA to maximize the durability factor before it begins to significantly decline. Additionally, the durability factor increased by 13%, 31%, and 37%, respectively, when 2% PF was added together with 0%, 5%, and 10% RTA compared to the control mix.
- Up to 50 freeze-thaw cycles resulted in a momentous change in the specimens’ length. Due to ongoing cement hydration, autogenous shrinkage happened when the specimens were kept in the freeze-thaw chamber. At low cycle counts, the length changes of the specimens abruptly decreased and then gradually increased. The specimens’ length reduction also got worse as PF content increased. Alternatively, it declined as the RTA content increased, and the length changes recovered less as the RTA increased.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Karimi Pour, A.; Jahangir, H.; Rezazadeh Eidgahee, D. A thorough study on the effect of red mud, granite, limestone and marble slurry powder on the strengths of steel fibres-reinforced self-consolidation concrete: Experimental and numerical prediction. J. Build. Eng. 2021, 44, 103398. [Google Scholar] [CrossRef]
- Gencel, O.; Kazmi, S.M.S.; Munir, M.J.; Kaplan, G.; Bayraktar, O.Y.; Yarar, D.O.; Karimi Pour, A.; Ahma, M.R. Influence of bottom ash and polypropylene fbers on the physico-mechanical, durability and thermal performance of foam concrete: An experimental investigation. Constr. Build. Mater. 2021, 306, 124887. [Google Scholar] [CrossRef]
- Karimi Pour, A.; Ghalehnovi, M.; Golmohammadi, M.; Brito, J. Experimental Investigation on the Shear Behaviour of Stud-Bolt Connectors of Steel-Concrete-Steel Fibre-Reinforced Recycled Aggregates Sandwich Panels. Materials 2021, 14, 5185. [Google Scholar] [CrossRef]
- Sutcu, M.; Gencel, O.; Erdogmus, E.; Kizinievic, O.; Kizinievic, V.; Karimi Pour, A.; Muñoz Velasco, P. Low cost and eco-friendly building materials derived from wastes: Combined effects of bottom ash and water treatment sludge. Constr. Build. Mater. 2022, 324, 126669. [Google Scholar] [CrossRef]
- Binti Katman, H.Y.; Khai, W.J.; Serkan Kırgız, M.; Nehdi, M.L.; Benjeddou, O.; Thomas, B.S.; Papatzani, S.; Rambhad, K.; Kumbhalkar, M.A.; Karimi Pour, A. Transforming Conventional Construction Binders and Grouts into High-Performance Nanocarbon Binders and Grouts for Today’s Constructions. Buildings 2022, 12, 1041. [Google Scholar] [CrossRef]
- Khitab, A.; Serkan Kırgız, M.; Nehdi, M.L.; Mirza, J.; de Sousa Galdino, A.G.; Karimi Pour, A. Mechanical, thermal, durability and microstructural behavior of hybrid waste-modified green reactive powder concrete. Constr. Build. Mater. 2022, 344, 128184. [Google Scholar] [CrossRef]
- Fasihihour, N.; Mohebbi Najm Abad, J.; Karimi Pour, A.; Mohebbi, M.R. Experimental and numerical model for mechanical properties of concrete containing fly ash: Systematic Review. Measurement 2022, 188, 110547. [Google Scholar] [CrossRef]
- Abdelmonem, A.; El-Feky, M.S.; El-Sayed, A.R.N.; Kohail, M. Performance of high strength concrete containing recycled rubber. Constr. Build. Mater. 2019, 227, 116660. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, Z.; Xu, J.; Han, Q. Microporous structures and compressive strength of high-performance rubber concrete with internal curing agent. Constr. Build. Mater. 2019, 215, 128–134. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, X.; Wang, R.; Lei, Y. Performance enhancement of rubberised concrete via surface modification of rubber: A review. Constr. Build. Mater. 2019, 227, 116691. [Google Scholar] [CrossRef]
- Strukar, K.; Šipoš, T.K.; Miličević, I.; Bušić, R. Potential use of rubber as aggregate in structural reinforced concrete element—A review. Eng. Struct. 2019, 188, 452–468. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, S.; Wang, R.; Dang, F. Potential use of waste tire rubber as aggregate in cement concrete—A comprehensive review. Constr. Build. Mater. 2019, 225, 1183–1201. [Google Scholar] [CrossRef]
- Guo, Q.; Zhang, R.; Luo, Q.; Wu, H.; Sun, H.; Ye, Y. Prediction on damage evolution of recycled crumb rubber concrete using quantitative cloud imagine correlation. Constr. Build. Mater. 2019, 209, 340–353. [Google Scholar] [CrossRef]
- Záleská, M.; Pavlik, Z.; Čítek, D.; Jankovský, O.; Pavlíková, M. Eco-friendly concrete with scrap-tyre-rubber-based aggregate—Properties and thermal stability. Constr. Build. Mater. 2019, 225, 709–722. [Google Scholar] [CrossRef]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Youssf, O.; Mills, J.E. A comprehensive review on the mechanical properties of waste tire rubber concrete. Constr. Build. Mater. 2020, 237, 117651. [Google Scholar] [CrossRef]
- Feng, W.; Liu, F.; Yang, F.; Li, L.; Jin, L.; Chen, B.; Yuan, B. Experimental study on the effect of strain rates on the dynamic flexural properties of rubber concrete. Constr. Build. Mater. 2019, 224, 408–419. [Google Scholar] [CrossRef]
- Chan, C.W.; Yu, T.; Zhang, S.S. and Xu, Q.F. Compressive behaviour of FRP-confined rubber concrete. Constr. Build. Mater. 2019, 211, 416–426. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Si, R.; Guo, S. Mechanical, durability, and microstructural properties of macro synthetic polypropylene (PP) fibre-reinforced rubber concrete. J. Clean. Prod. 2019, 234, 1351–1364. [Google Scholar] [CrossRef]
- Farhad, A.; Ronny, G. Experimental investigation into the properties of self-compacting rubberised concrete incorporating polypropylene and steel fibers. Int. Fed. Struct. Concr. 2018, 20, 267–281. [Google Scholar]
- Nguyen, T.H.; Toumi, A.; Turatsinze, A. Mechanical properties of steel fibre reinforced and rubberised cement-based mortars. Mater. Des. 2010, 31, 641–647. [Google Scholar] [CrossRef]
- Karimi Pour, A. Experimental and numerical evaluation of steel fibres RC patterns influence on the seismic behaviour of the exterior concrete beam-column connections. Eng. Struct. 2022, 263, 114358. [Google Scholar] [CrossRef]
- Karimi Pour, A.; Brito, J.; Ghalehnvoi, M.; Gencel, O. Torsional behaviour of rectangular high-performance fibre-reinforced concrete beams. Structures 2022, 35, 511–519. [Google Scholar] [CrossRef]
- Karimi Pour, A.; Ghalehnovi, M.; Edalati, M.; Brito, J. Properties of Fibre-Reinforced High-Strength Concrete with Nano-Silica and Silica Fume. Appl. Sci. 2021, 11, 9696. [Google Scholar] [CrossRef]
- Ghalehnovi, M.; Karimi Pour, A.; Anvari, A.; Brito, J. Flexural strength enhancement of recycled aggregate concrete beams with steel fbre-reinforced concrete jacket. Eng. Struct. 2021, 240, 112325. [Google Scholar] [CrossRef]
- Ghalehnovi, M.; Karimi Pour, A.; Brito, J.; Chaboki, H.R. Crack Width and Propagation in Recycled Coarse Aggregate Concrete Beams Reinforced with Steel Fibres. Appl. Sci. 2020, 10, 7587. [Google Scholar] [CrossRef]
- Karimi Pour, A. Effect of untreated coal waste as fine and coarse aggregates replacement on the properties of steel and polypropylene fibres reinforced concrete. Mech. Mater. 2020, 150, 103592. [Google Scholar] [CrossRef]
- Rezaiee-Pajand, M.; Karimi Pour, A.; Mohebbi Najm Abad, J. Crack Spacing Prediction of Fibre-Reinforced Concrete Beams with Lap-Spliced Bars by Machine Learning Models. Iran. J. Sci. Technol. Trans. Civ. Eng. 2020, 45, 833–850. [Google Scholar] [CrossRef]
- Anvari, A.; Ghalehnovi, M.; Brito, J.; Karimi Pour, A. Improved bending behaviour of steel fibres recycled aggregate concrete beams with a concrete jacket. Mag. Concr. Res. 2019, 73, 608–626. [Google Scholar] [CrossRef]
- Farokhpour, M.; Ghalehnovi, M.; Karimi Pour, A.; Amanian, M. Effect of Polypropylene Fibers on the Behavior of Recycled Aggregate Concrete. In Proceedings of the 5th National Conference on Recent Achievements in Civil Engineering, Architecture and Urbanism, Tehran, Iran, 14 February 2019. [Google Scholar]
- Ghalehnovi, M.; Farokhpour Tabrizi, M.; Karimi Pour, A. Investigation of the effect of steel fibers on failure extension of recycled aggregate concrete beams with lap-spliced bars. Sharif J. Civ. Eng. 2019, 18, 12. [Google Scholar]
- Si, R.; Wang, J.; Guo, S.; Dai, Q.; Han, S. Evaluation of laboratory performance of self-consolidating concrete with recycled tire rubber. J. Clean. Prod. 2018, 180, 823–831. [Google Scholar] [CrossRef]
- ASTM C150/C150M; Standard Specification for Portland Cement. Annual Book of ASTM Standards. ASTM International Standards Organization: West Conshohocken, PA, USA, 2012.
- ASTM D2419; Standard Test Method for the Sand Equivalent Value of Soils and Fine Aggregate. ASTM International Standards Organization: West Conshohocken, PA, USA, 2002.
- ASTM C143/C143M-15a; Standard Test Method for Slump of Hydraulic Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- Wang, Y.; Chen, J.; Gao, D.; Huang, E. Mechanical properties of steel fibers and nano-silica modified crumb rubber concrete. Adv. Civ. Eng. 2018, 10, 124875. [Google Scholar]
- JCI-S-002-2003; Method of Test for the Load-Displacement Curve of Fiber Reinforced Concrete by Use of Notched Beam. Japan Concrete Institute (JCI): Tokyo, Japan, 2003.
- Guo, S.; Dai, Q.; Sun, X.; Sun, Y. Ultrasonic scattering measurement of air void size distribution in hardened concrete samples. Constr. Build. Mater. 2016, 113, 415–422. [Google Scholar] [CrossRef]
- ASTM C157/C157M-17; Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete. ASTM International: West Conshohocken, PA, USA, 2017.
- Hamed, L.; Ghods, P.; Alizadeh, A.R.; Salehi, M. Electrical resistivity of concrete. Concr. Int. 2015, 37, 41–46. [Google Scholar]
- ASTM C1260-14; Standard test method for potential alkali reactivity of aggregates (mortar-bar method). ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C666/C666M-15; Standard test method for resistance of concrete to rapid freezing and thawing. ASTM International: West Conshohocken, PA, USA, 2015.
- Alsaif, A.; Susan, A.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Freeze-thaw resistance of steel fibre reinforced rubberised concrete. Constr. Build. Mater. 2019, 195, 450–458. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical | |
|---|---|
| Feature | Value |
| Final set period | 190 min |
| Initial set period | 146 min |
| Exact surface | 3215 cm2/g |
| Precise gravity | 3.20 g/cm3 |
| Autoclave extension | 0.07% |
| Chemical | |
| (%) | 22.34 |
| (%) | 5.12 |
| (%) | 3.27 |
| (%) | 58.29 |
| (%) | 2.46 |
| (%) | 1.97 |
| (%) | 0.36 |
| (%) | 0.58 |
| (%) | 1.34 |
| (%) | 0.24 |
| (%) | 2.34 |
| 1.69 | |
| Fine Aggregates | |
|---|---|
| Feature | Value |
| Fineness moduli | 2.65 |
| Precise gravity | 2.81 g/cm3 |
| Water absorption | 1.69% |
| Extreme size | 4.74 mm |
| Coarse Aggregates | |
| Precise gravity | 2.37 g/cm3 |
| Water absorption | 0.41% |
| Ultimate aggregate size | 11.4 mm |
| Mixes | Cement | PF | CAN | FNA | RTA | Superplasticizer | Water/Cement |
|---|---|---|---|---|---|---|---|
| 0RTA-0PF | 450 | 0 | 950 | 815 | 0 | 1.5 | 0.47 |
| 0RTA-1PF | 450 | 89 | 950 | 815 | 0 | 2.0 | 0.47 |
| 0RTA-2PF | 450 | 178 | 950 | 815 | 0 | 2.0 | 0.47 |
| 5RTA-0PF | 450 | 0 | 950 | 797 | 18 | 2.0 | 0.47 |
| 5RTA-1PF | 450 | 89 | 950 | 797 | 18 | 2.1 | 0.47 |
| 5RTA-2PF | 450 | 178 | 950 | 797 | 18 | 2.2 | 0.47 |
| 10RTA-0PF | 450 | 0 | 950 | 779 | 36 | 2.2 | 0.47 |
| 10RTA-1PF | 450 | 89 | 950 | 779 | 36 | 2.2 | 0.47 |
| 10RTA-2PF | 450 | 178 | 950 | 779 | 36 | 2.2 | 0.47 |
| 15RTA-0PF | 450 | 0 | 950 | 760 | 54 | 2.2 | 0.47 |
| 15RTA-1PF | 450 | 89 | 950 | 760 | 54 | 2.3 | 0.47 |
| 15RTA-2PF | 450 | 178 | 950 | 760 | 54 | 2.3 | 0.47 |
| 20RTA-0PF | 450 | 0 | 950 | 742 | 72 | 2.3 | 0.47 |
| 20RTA-1PF | 450 | 89 | 950 | 742 | 72 | 2.3 | 0.47 |
| 20RTA-2PF | 450 | 178 | 950 | 742 | 72 | 2.3 | 0.47 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karimi Pour, A.; Mohajeri, Z.; Noroozinejad Farsangi, E. Impact of Polypropylene Fibers on the Mechanical and Durability Characteristics of Rubber Tire Fine Aggregate Concrete. Materials 2022, 15, 8043. https://doi.org/10.3390/ma15228043
Karimi Pour A, Mohajeri Z, Noroozinejad Farsangi E. Impact of Polypropylene Fibers on the Mechanical and Durability Characteristics of Rubber Tire Fine Aggregate Concrete. Materials. 2022; 15(22):8043. https://doi.org/10.3390/ma15228043
Chicago/Turabian StyleKarimi Pour, Arash, Zahra Mohajeri, and Ehsan Noroozinejad Farsangi. 2022. "Impact of Polypropylene Fibers on the Mechanical and Durability Characteristics of Rubber Tire Fine Aggregate Concrete" Materials 15, no. 22: 8043. https://doi.org/10.3390/ma15228043