
Enhanced Mechanical Properties of Yellow ZrN Ceramic with Addition of Solid Solution of TiN

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
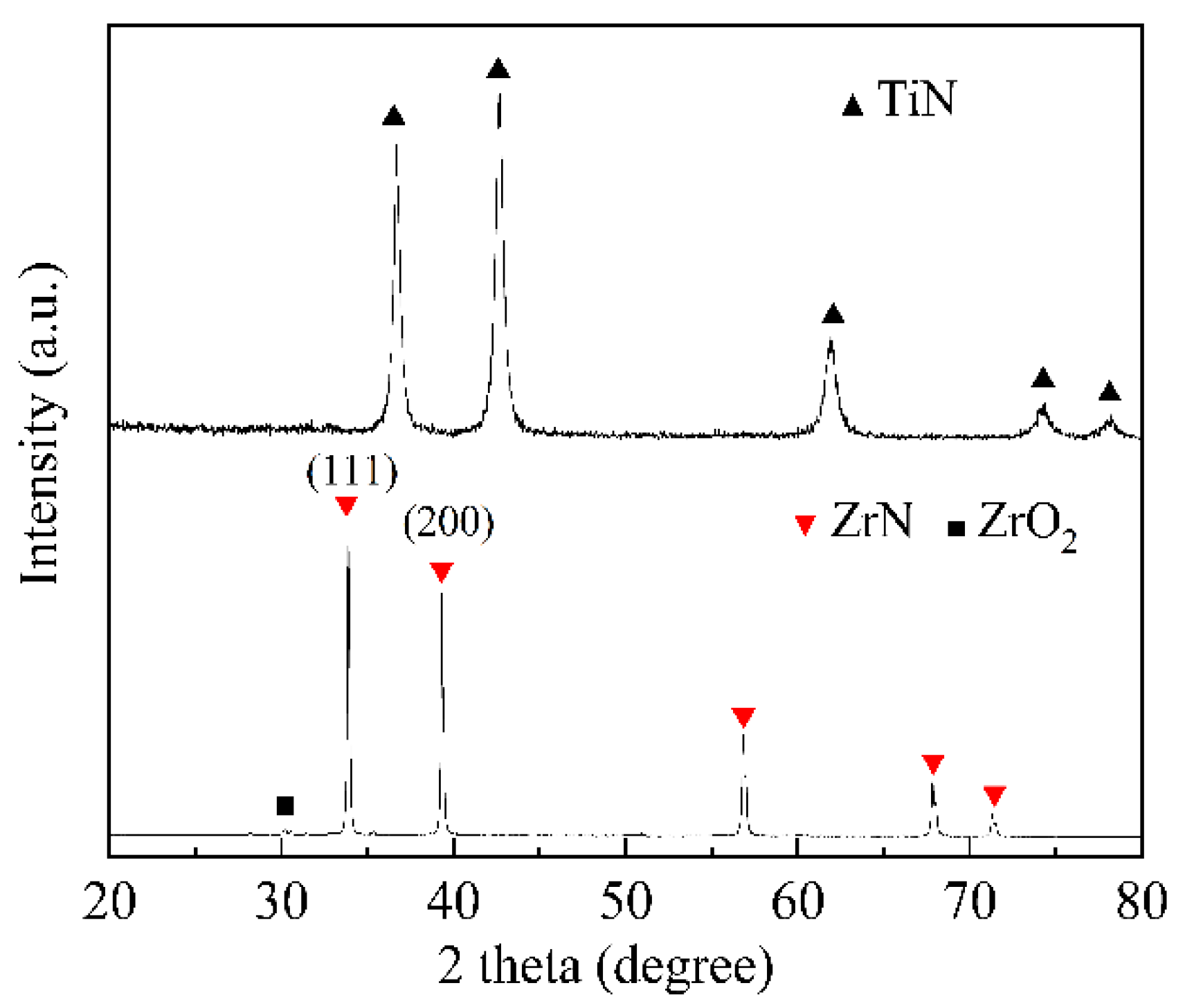
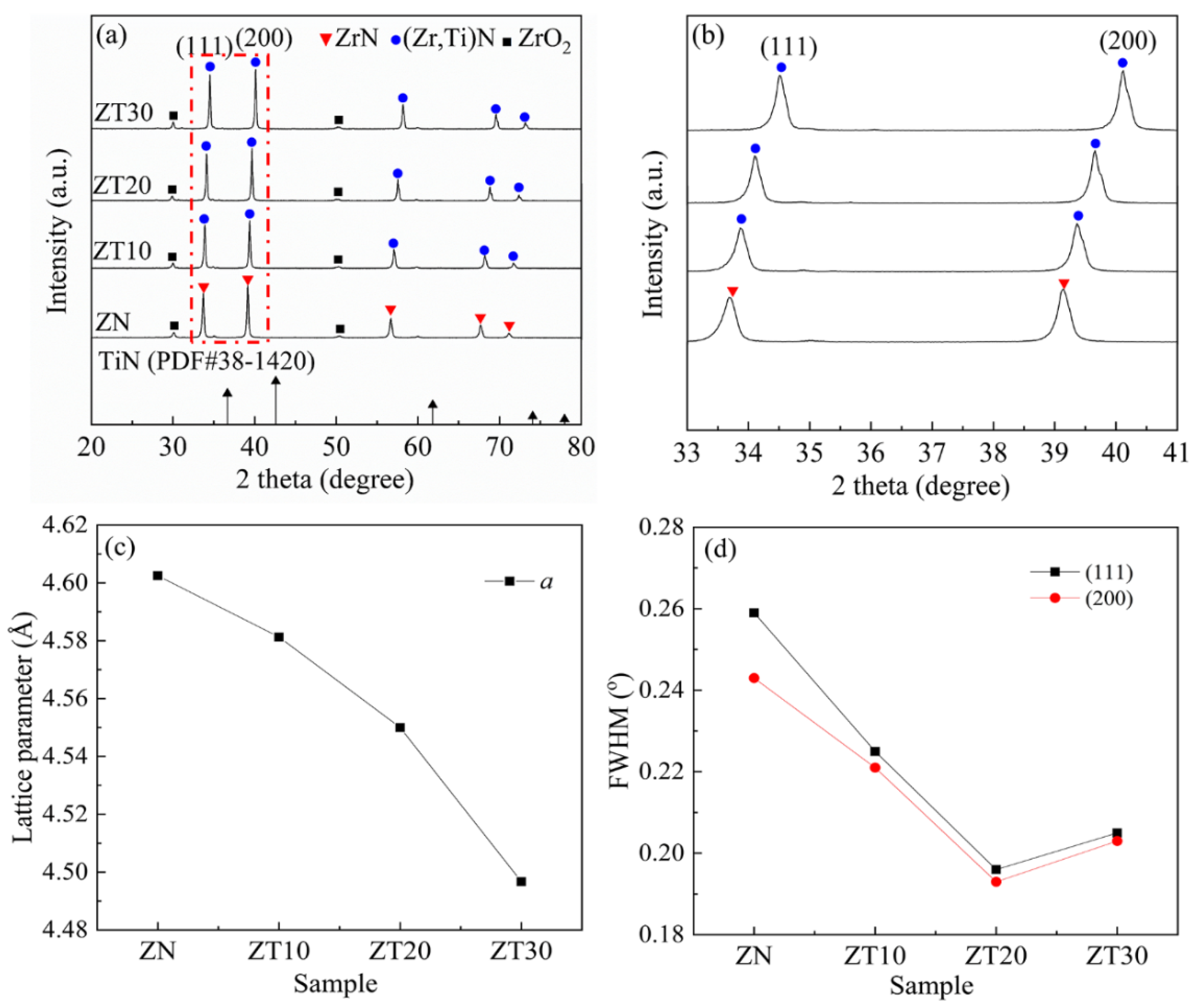
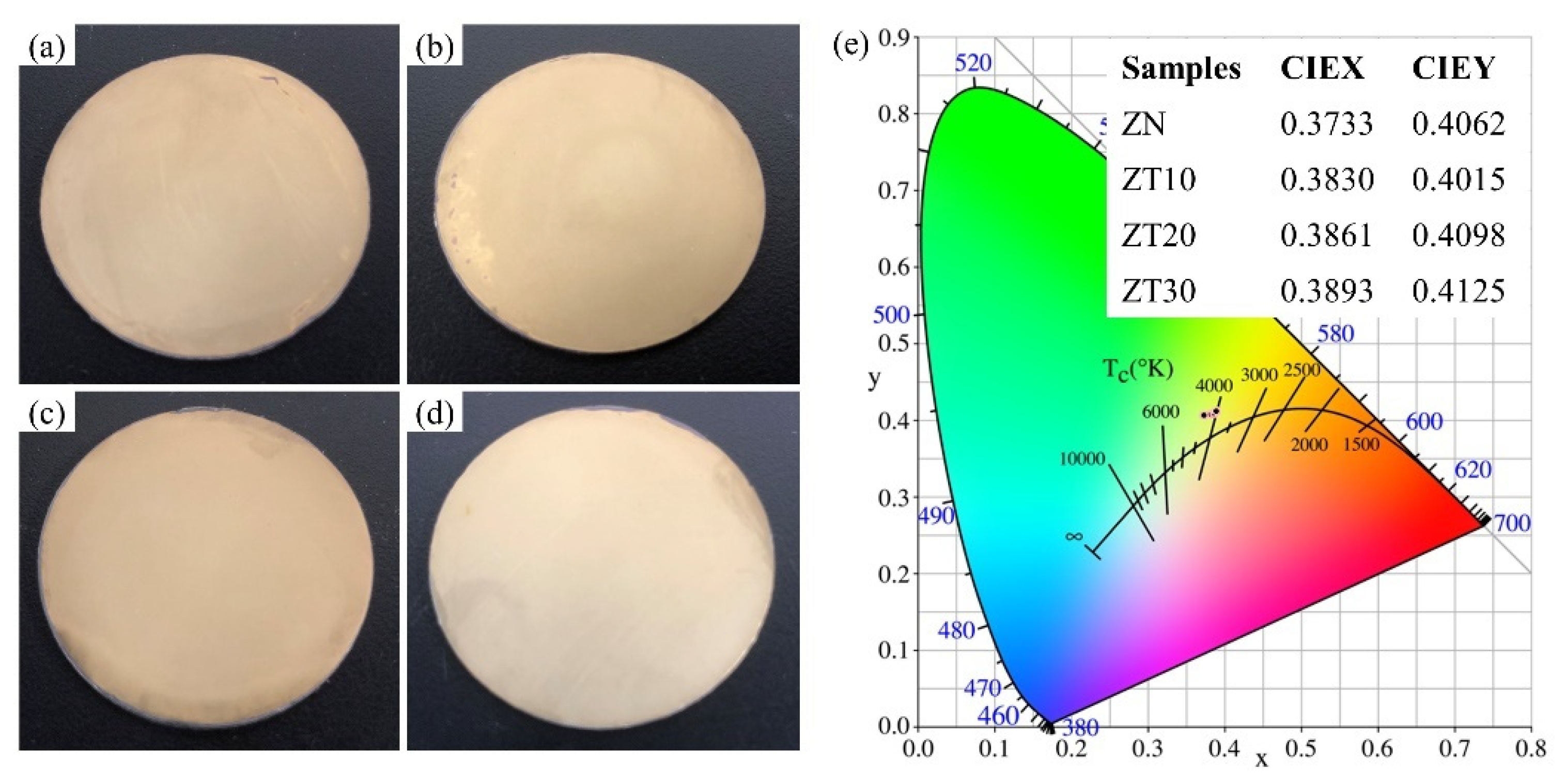
3.1. Phase Compositions
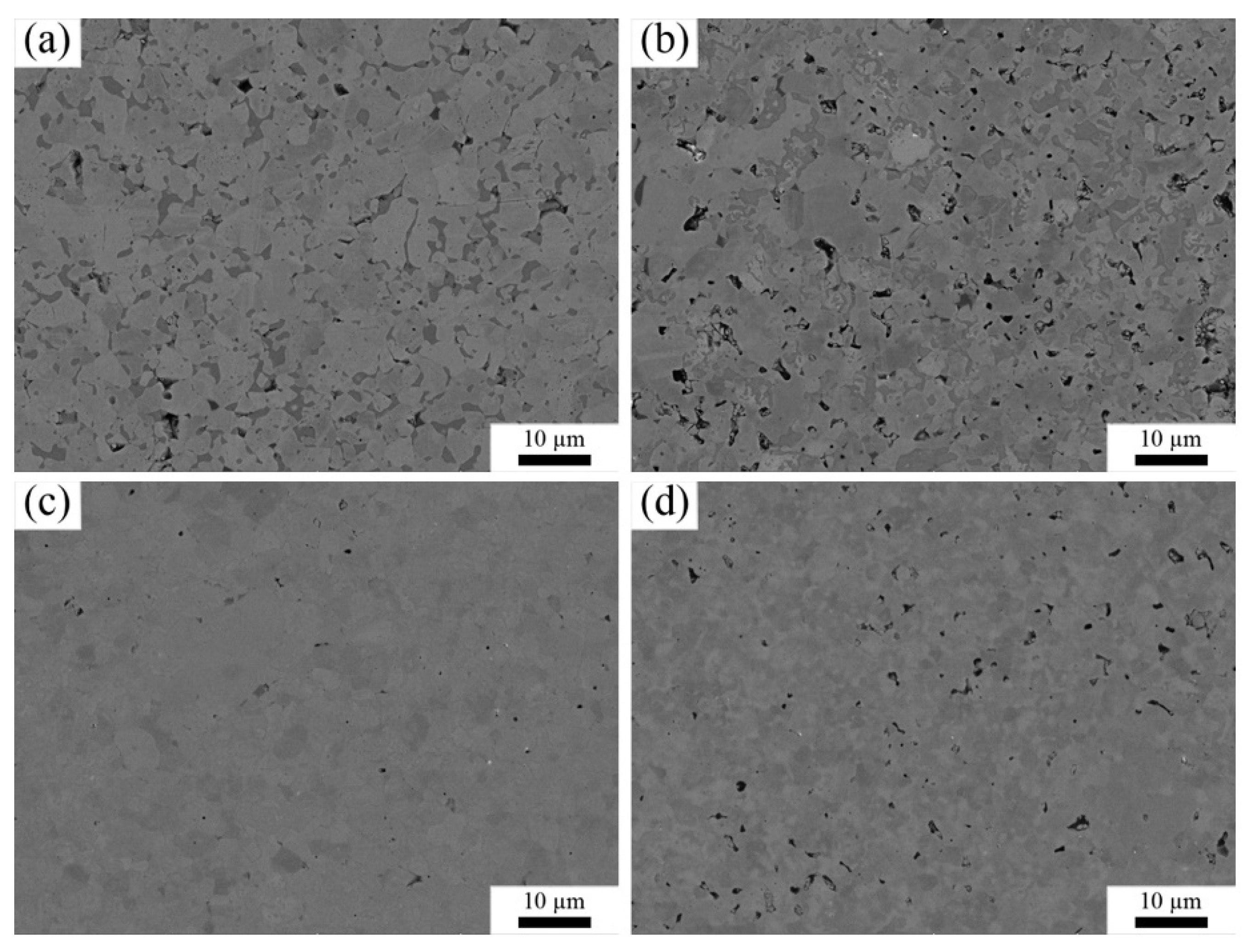
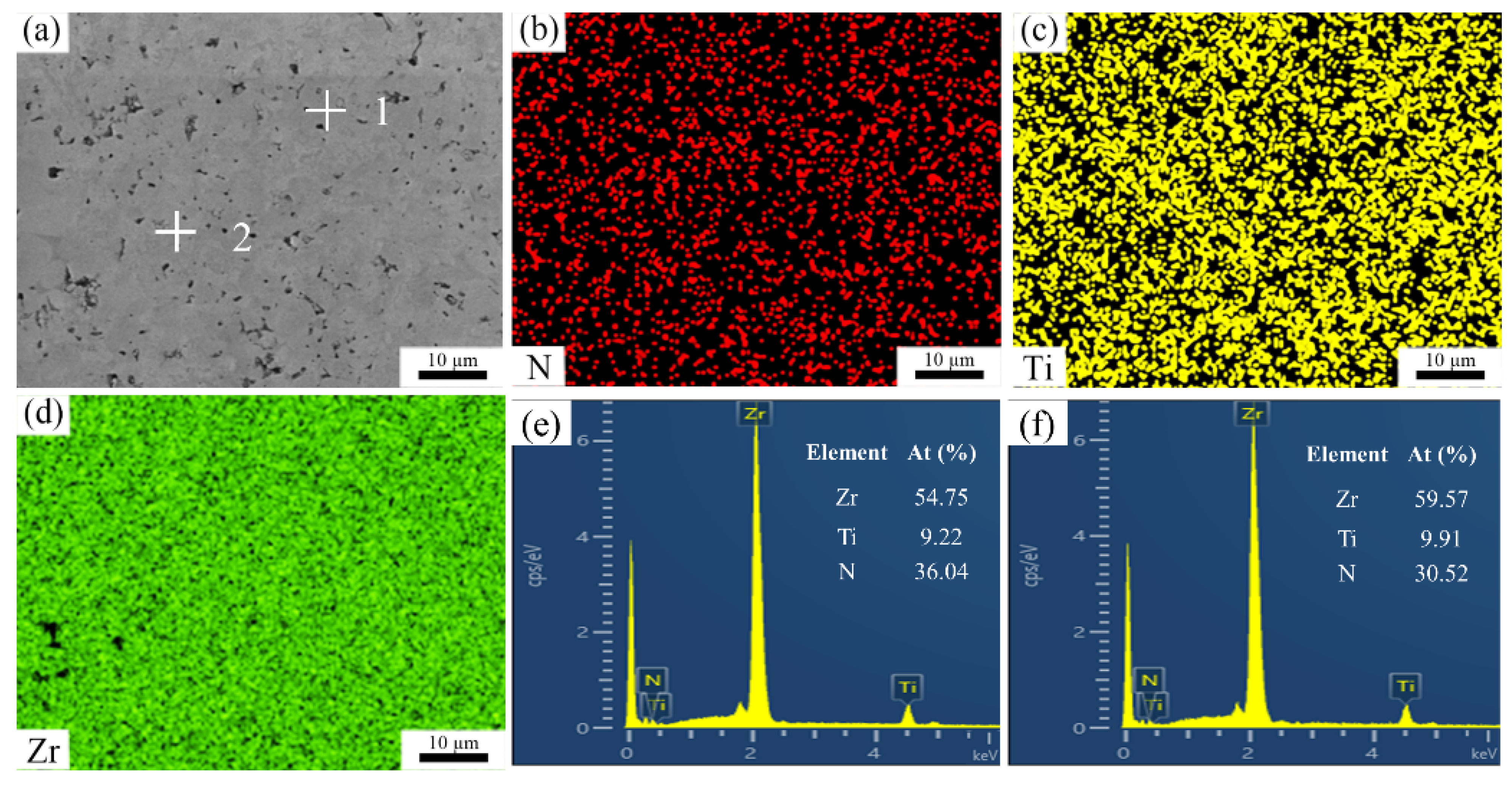
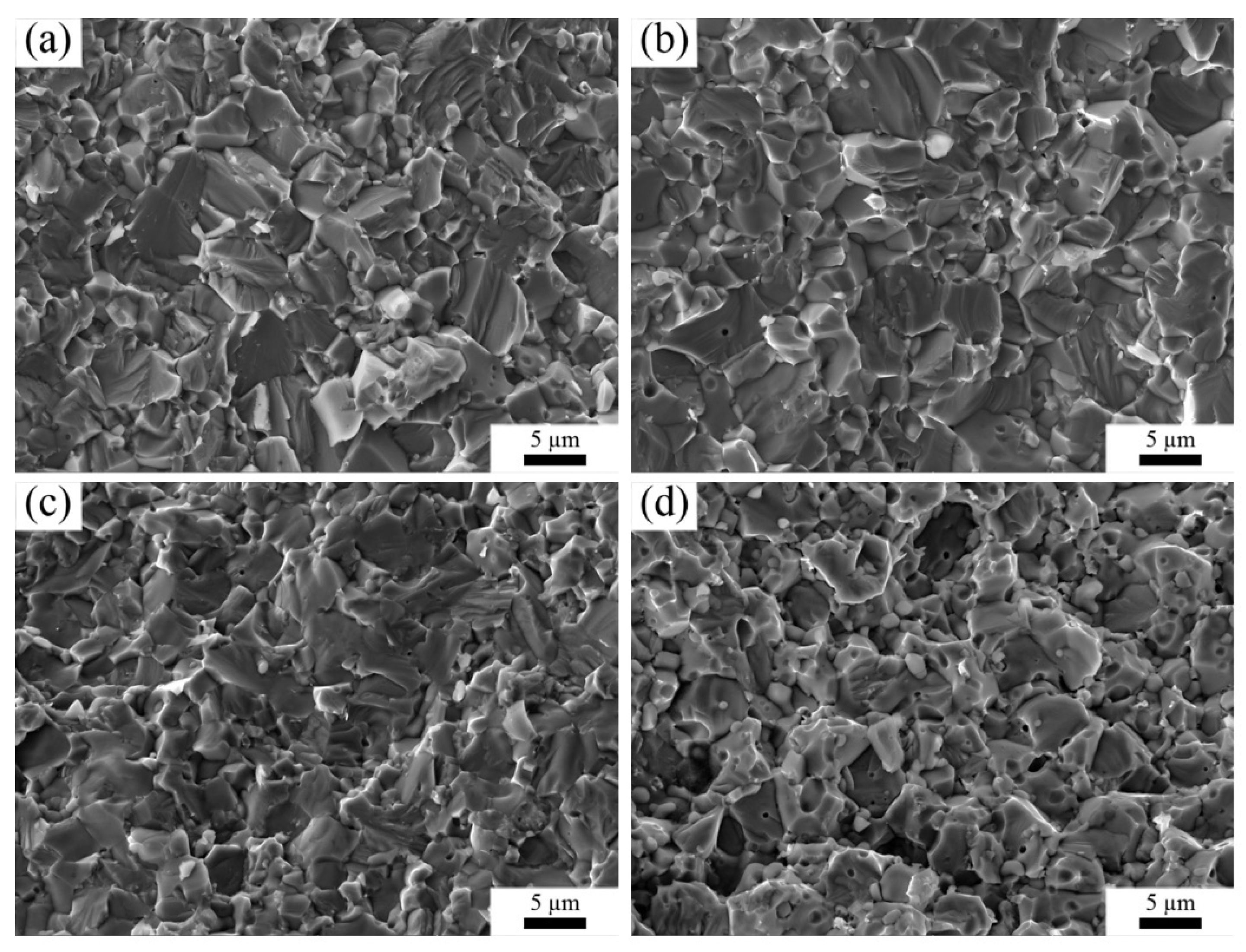
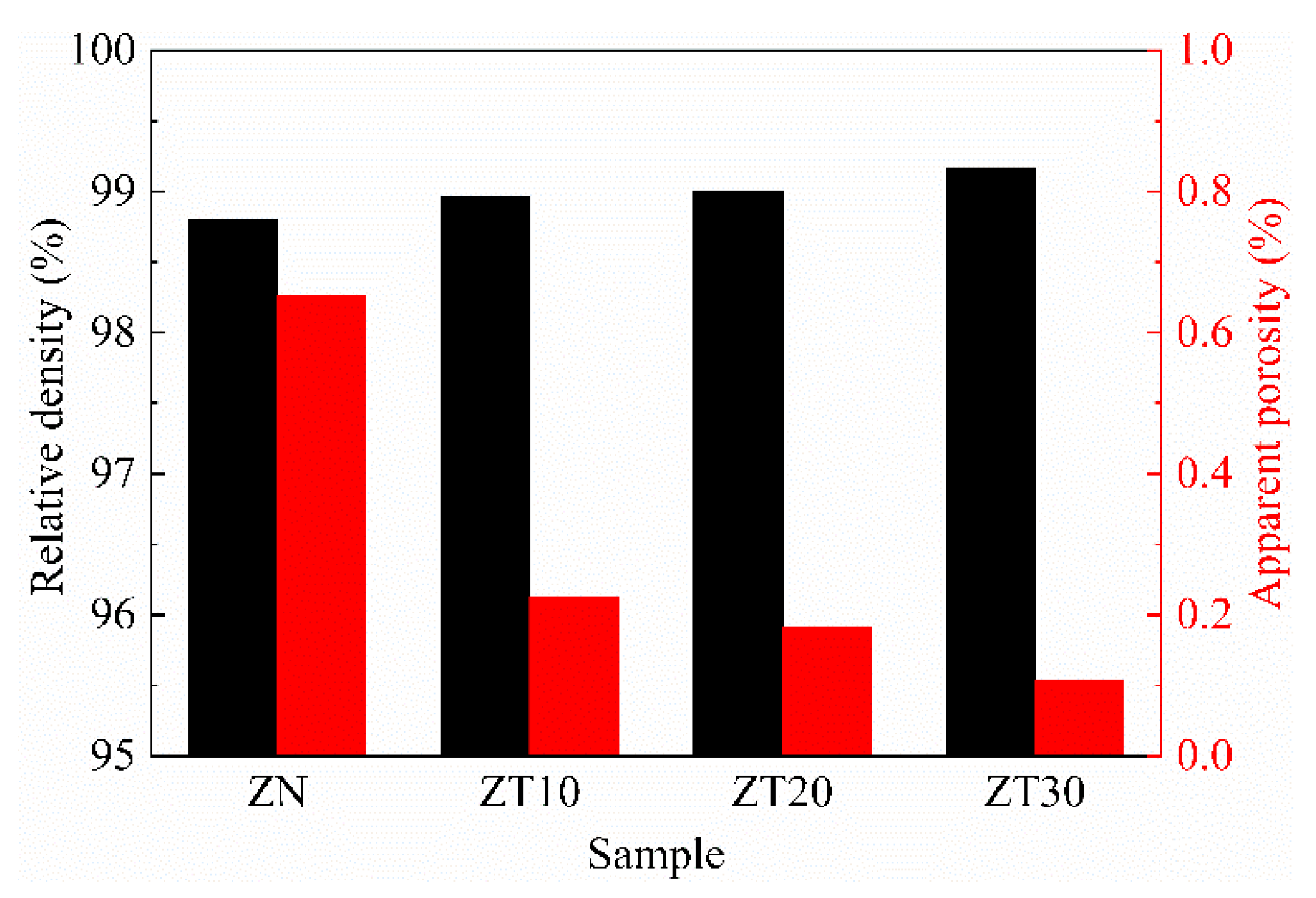
3.2. Microstructure and Density
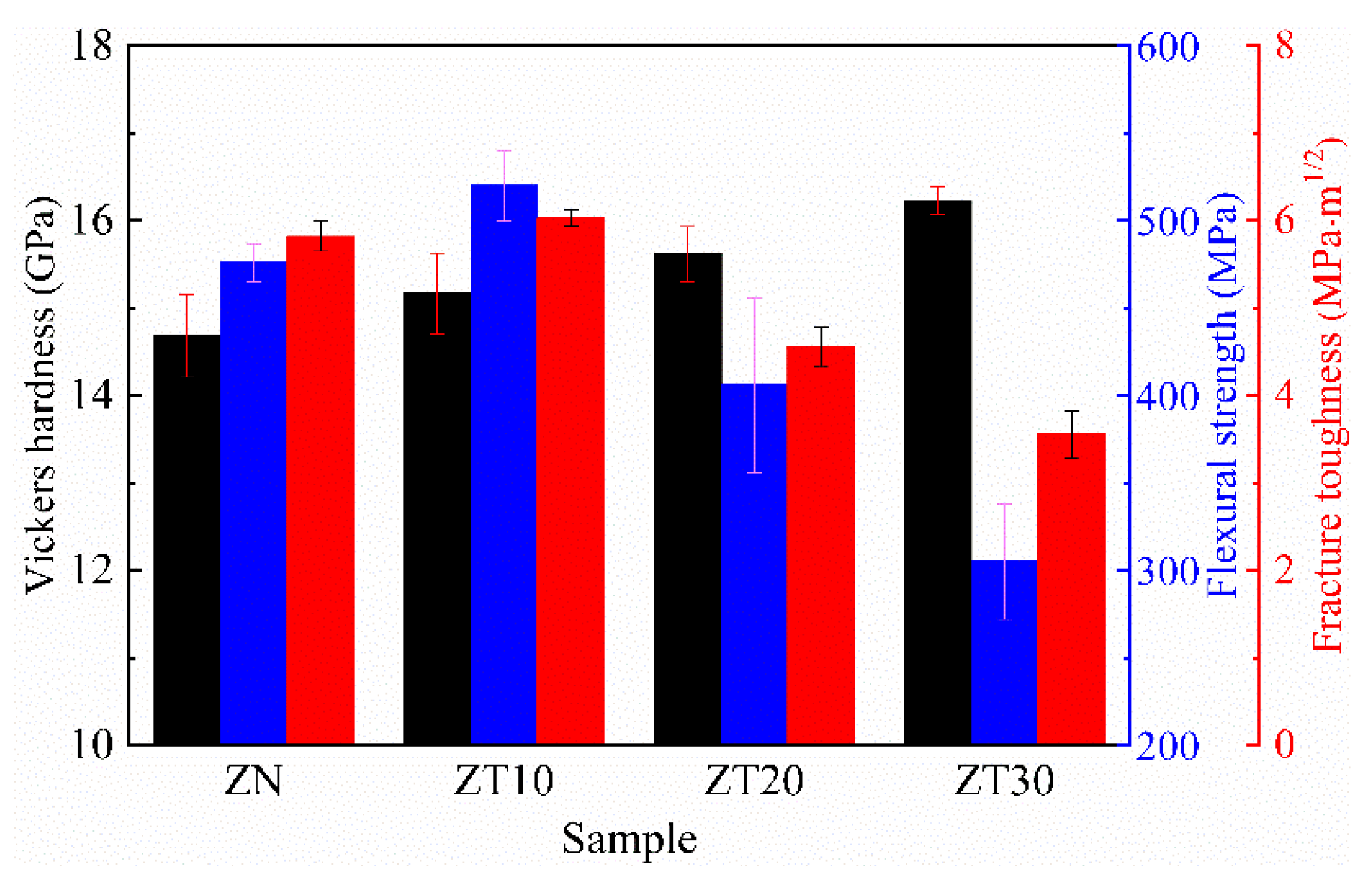
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Das, S.; Dubois, D.; Sozal, M.S.I.; Emirov, Y.; Jafarizadeh, B.; Wang, C.; Drozd, V.; Durygin, A.; Cheng, Z. Synthesis and flash sintering of zirconium nitride powder. J. Am. Ceram. Soc. 2022, 105, 3925–3936. [Google Scholar] [CrossRef]
- Kim, M.; Kim, S.; Kang, J.; Song, S.H.; Lee, D. Effects of ZrN and W particle sizes on the mechanical and ablation properties of ZrN/W composites. Met. Mater. Int. 2018, 25, 733–739. [Google Scholar] [CrossRef]
- Alipour, H.; Hamedani, A.; Alahyarizadeh, G.; Jahanzadeh, A. First principle study on the mechanical response of ZrC and ZrN at high-pressure conditions: Anisotropy perspective. Mol. Simulat. 2021, 47, 1135–1148. [Google Scholar] [CrossRef]
- Tang, Y.; Zhang, G.J.; Xue, J.X.; Wang, X.G.; Xu, C.M.; Huang, X. Densification and mechanical properties of hot-pressed ZrN ceramics doped with Zr or Ti. J. Eur. Ceram. Soc. 2013, 33, 1363–1371. [Google Scholar] [CrossRef]
- Lu, Y.J.; Yuan, Z.X.; Shen, H.F.; Huai, X.C.; Huang, Z.K. High-temperature phase relations of ZrN–ZrO2–Y2O3 ternary system. J. Adv. Ceram. 2018, 7, 388–391. [Google Scholar] [CrossRef] [Green Version]
- Petukhov, O.S.; Ragulya, A.V.; Borodianska, H.Y. Synthesis of the ZrN–ZrB2 composite by spark plasma sintering. Powder Metall. Met. Ceram. 2019, 58, 416–430. [Google Scholar] [CrossRef]
- Zgalat-Lozynskyy, O.B.; Ieremenko, L.I.; Tkachenko, I.V.; Grinkevich, K.E.; Ivanchenko, S.E.; Zelinskiy, A.V.; Shpakova, G.V.; Ragulya, A.V. Tribological properties of ZrN–Si3N4–TiN composites consolidated by spark plasma sintering. Powder Metall. Met. Ceram. 2022, 60, 597–607. [Google Scholar] [CrossRef]
- Delbari, S.A.; Nayebi, B.; Ghasali, E.; Shokouhimehr, M.; Shahedi, M. Spark plasma sintering of TiN ceramics codoped with SiC and CNT. Ceram. Int. 2019, 45, 3207–3216. [Google Scholar] [CrossRef]
- Lazar, A.; Kosmac, T.; Zavasnik, J.; Abram, A.; Kocjan, A. TiN-nanoparticulate-reinforced ZrO2 for electrical discharge machining. Materials. 2019, 12, ma12172789. [Google Scholar] [CrossRef] [Green Version]
- Frank, F.; Kainz, C.; Tkadletz, M.; Czettl, C.; Pohler, M.; Schalk, N. Microstructural and micro-mechanical investigation of cathodic arc evaporated ZrN/TiN multilayer coatings with varying bilayer thickness. Surf. Coat. Technol. 2022, 432, 128070. [Google Scholar] [CrossRef]
- Neuman, E.W.; Thompson, M.; Fahrenholtz, W.G.; Hilmas, G.E. Thermal properties of ZrB2–TiB2 solid solutions. J. Eur. Ceram. Soc. 2021, 41, 7437–7441. [Google Scholar] [CrossRef]
- Sabahi, N.A.; Delbari, S.A.; Shahedi, A.M.; Le, Q.V.; Shokouhimehr, M. Characterization of reactive spark plasma sintered (Zr, Ti)B2–ZrC–SiC composites. J. Taiwan. Inst. Chem. E. 2021, 119, 187–195. [Google Scholar] [CrossRef]
- Demirskyi, D.; Borodianska, H.; Nishimura, T.; Suzuki, T.S.; Yoshimi, K.; Vasylkiv, O. Deformation-resistant Ta0.2Hf0.8C solid-solution ceramic with superior flexural strength at 2000 °C. J. Am. Ceram. Soc. 2021, 105, 512–524. [Google Scholar] [CrossRef]
- Derakhshandeh, M.R.; Fazili, A.; Golenji, R.B.; Alipour, F.; Eshraghi, M.J.; Nikzad, L. Fabrication of (TixZr1−x)B2–(ZrxTi1−x)N composites by reactive spark plasma sintering of ZrB2–TiN. J. Alloys Compd. 2021, 887, 161403. [Google Scholar] [CrossRef]
- Yılmaz, Z.; Savacı, U.; Turan, S.; Ay, N. The effect of in-situ formed layered hBN on the machinability and mechanical properties of SPS sintered SiC. Ceram. Int. 2021, 48, 1047–1056. [Google Scholar] [CrossRef]
- Rubink, W.S.; Ageh, V.; Lide, H.; Ley, N.A.; Young, M.L.; Casem, D.T.; Faierson, E.J.; Scharf, T.W. Spark plasma sintering of B4C and B4C–TiB2 composites: Deformation and failure mechanisms under quasistatic and dynamic loading. J. Eur. Ceram. Soc. 2021, 41, 3321–3332. [Google Scholar] [CrossRef]
- Firshtman, N.; Kalabukhov, S.; Frage, N. Effect of boron carbide composition on its densification behavior during spark plasma sintering (SPS). Ceram. Int. 2018, 44, 21842–21847. [Google Scholar] [CrossRef]
- ASTM Standard B311-93; Test Method for Density Determination for Powder Metallurgy (P/M) Materials Containing Less Than Two Percent Porosity. American Society for Testing and Materials: Philadelphia, PA, USA, 2002.
- Evans, A.G.; Charles, E.A. Fracture toughness determinations by indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Zhao, J.; Li, Q.; Cao, W.; Liu, Z.; Deng, X.; Ding, X.; Ran, S. Influences of B4C content and particle size on the mechanical properties of hot pressed TiB2–B4C composites. J. Asian Ceram. Soc. 2021, 9, 1239–1247. [Google Scholar] [CrossRef]
- Ma, K.; Shi, X.; Cao, X.; Yang, Z.; Zuo, J.; Xu, J.; Li, M. Mechanical, electrical properties and microstructures of hot-pressed B4C–WB2 composites. Ceram. Int. 2022, 48, 20211–20219. [Google Scholar] [CrossRef]
- D’Angio’, A.; Zou, J.; Binner, J.; Ma, H.B.; Hilmas, G.E.; Fahrenholtz, W.G. Mechanical properties and grain orientation evolution of zirconium diboride-zirconium carbide ceramics. J. Eur. Ceram. Soc. 2018, 38, 391–402. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Li, C.; Ma, L.; Inoue, A. Formation of Zr70Ni23Ti7 glassy alloy and phase transformation upon annealing. J. Mater. Res. 2011, 17, 693–696. [Google Scholar] [CrossRef]
- Pope, C.G. X-Ray diffraction and the Bragg equation. J. Chem. Educ. 1997, 74, 129–131. [Google Scholar] [CrossRef]
- Gu, J.; Fu, Z. Pressure-enhanced densification of TaC ceramics during flash spark plasma sintering. J. Am. Ceram. Soc. 2018, 102, 98–103. [Google Scholar] [CrossRef] [Green Version]
- Bajpai, S.; Kundu, R.; Balani, K. Effect of B4C reinforcement on microstructure, residual stress, toughening and scratch resistance of (Hf, Zr)B2 ceramics. Mater. Sci. Eng. A. 2020, 796, 140022. [Google Scholar] [CrossRef]
- Silvestroni, L.; Failla, S.; Gilli, N.; Melandri, C.; Savacı, U.; Turan, S.; Sciti, D. Disclosing small scale length properties in core-shell structured B4C–TiB2 composites. Mater. Des. 2021, 197, 109204. [Google Scholar] [CrossRef]
- Qu, J.; Xiong, W.; Ye, D.; Yao, Z.; Liu, W.; Lin, S. Effect of WC content on the microstructure and mechanical properties of Ti(C0.5N0.5)–WC–Mo–Ni cermets. Int. J. Refract. Met. Hard Mater. 2010, 28, 243–249. [Google Scholar] [CrossRef]
- Dorner, A.N.; Werbach, K.; Hilmas, G.E.; Fahrenholtz, W.G. Effect of tantalum solid solution additions on the mechanical behavior of ZrB2. J. Eur. Ceram. Soc. 2021, 41, 3219–3226. [Google Scholar] [CrossRef]
- Oliete, P.B.; Peña, J.I.; Larrea, A.; Orera, V.M.; Llorca, J.; Pastor, J.Y.; Martín, A.; Segurado, J. Ultra-high-strength nanofibrillar Al2O3–YAG–YSZ eutectics. Adv. Mater. 2007, 19, 2313–2318. [Google Scholar] [CrossRef]
- Shi, S.; Cho, S.; Goto, T.; Sekino, T. Fine TiC dispersed Al2O3 composites fabricated via in situ reaction synthesis and conventional process. J. Am. Ceram. Soc. 2021, 104, 2753–2766. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Z.; Gao, Z.; Zhao, J.; Li, S.; Hao, Q.; Ran, S. Enhanced Mechanical Properties of Yellow ZrN Ceramic with Addition of Solid Solution of TiN. Materials 2022, 15, 7866. https://doi.org/10.3390/ma15217866
Wu Z, Gao Z, Zhao J, Li S, Hao Q, Ran S. Enhanced Mechanical Properties of Yellow ZrN Ceramic with Addition of Solid Solution of TiN. Materials. 2022; 15(21):7866. https://doi.org/10.3390/ma15217866
Chicago/Turabian StyleWu, Zongpeng, Zhen Gao, Jun Zhao, Saisai Li, Qi Hao, and Songlin Ran. 2022. "Enhanced Mechanical Properties of Yellow ZrN Ceramic with Addition of Solid Solution of TiN" Materials 15, no. 21: 7866. https://doi.org/10.3390/ma15217866