

A Critical Review on Modification Methods of Cement Composites with Nanocellulose and Reaction Conditions during Nanocellulose Production

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Cement and Cement Composites
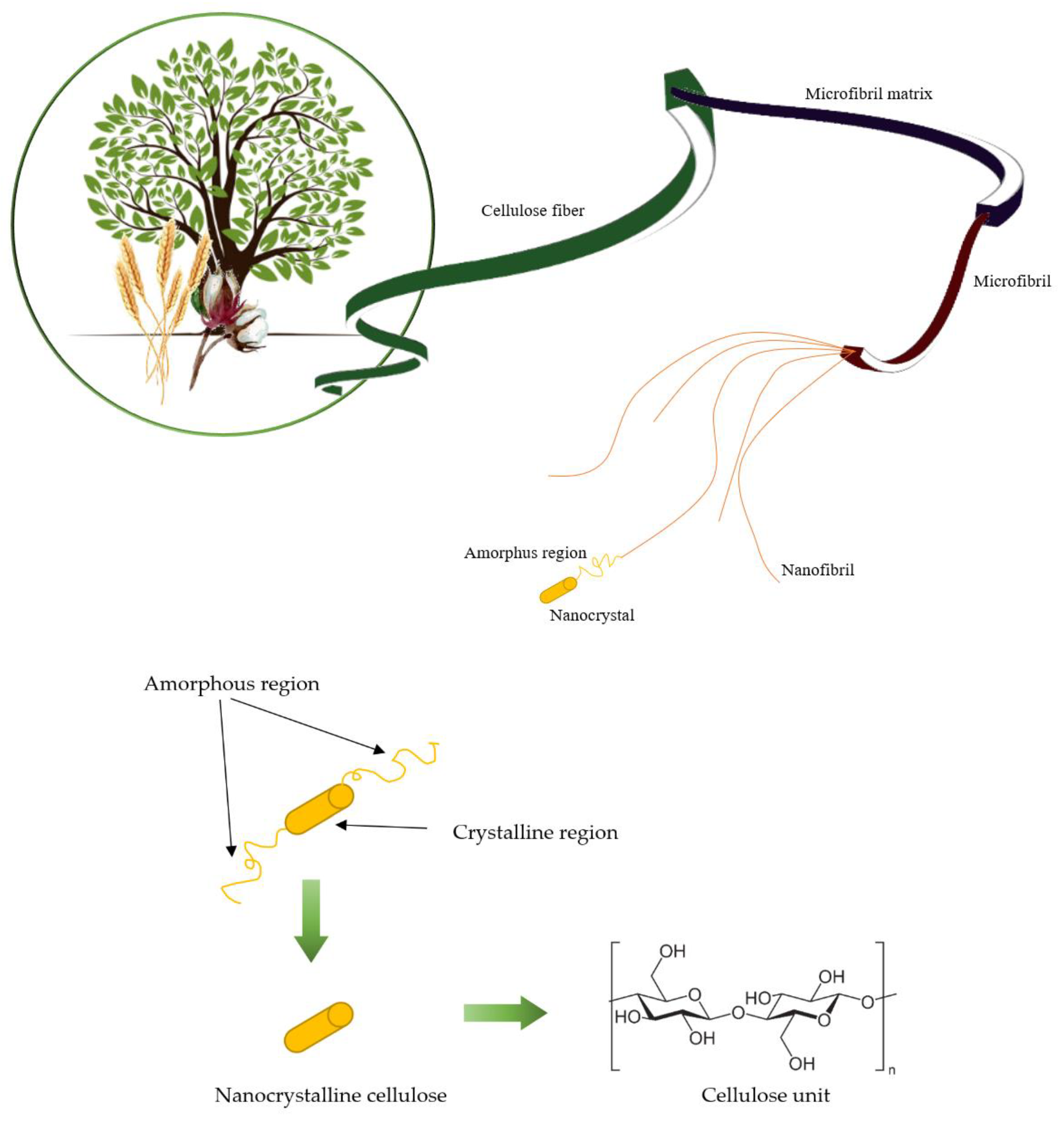
3. Cellulose and Nanocellulose

{kind=link}
{kind=link}
{kind=link}
| Type | Source | Synthesis Method | Features | Ref. |
|---|---|---|---|---|
| Cellulose nanocrystals (CNC) | cotton linters | single-step ammonium persulfate-assisted swelling, followed by oxidation | the high crystallinity index of 90.5% thermally stable excellent dispersibility | [67] |
| commercial microcrystalline cellulose | facile and rapid one-step hydrolysis by H2SO4/HNO3 mixed acid | high aspect ratio | [68] | |
| lignocellulosic biomass | hydrolysis by Ni(II)-transition metal salt followed by washing with distilled water, centrifugation, sonication, and dialysis | crystallinity: 78.8–90.5% diameter less than 100 nm (ranging from 8.8 to 67.8 nm) thermally stable | [69] | |
| Cellulose nanofibril (CNF) | banana peel | alkaline treatment, bleaching, and acid hydrolysis, and alkaline treatment and hydrolysis with xylanase | higher aspect ratio more stable suspension | [70] |
| sugarcane bagasse | set of recombinant enzymes: endoglucanase, xylanase and a lytic polysaccharide monooxygenase | much longer and more thermostable compared to the CNF prepared by TEMPO-mediated oxidation | [71] | |
| raw spruce cellulose pulp and α-cellulose | N-methylmorpholine-N-oxide method | diameters ˂ 500 nm | [72] | |
| Bacterial nanocellulose (BNC) | Bacterial strain Komagataeibacter xylinus (BCC529) | Static culture for 96 h at 30 °C | uniform in a film shape 20–40 nm resistant to high temperatures and good flame retardancy | [73] |
| Spherical nanocellulose (SNC) | oil palm empty fruit bunch pulp | ultrasound-assisted hydrolysis | high cellulose content—87.7% | [74] |
| Rectangular and square-shaped nanocellulose (RNC/SSNC) | walnut shell | 2,2,6,6-tetramethylpiperidine-1-oxyl radical (TEMPO) oxidation and sulfuric acid hydrolysis | rectangular shape with a length of 55–82 nm and a width of 49–81 nm crystallinity 40.1% thermally stable | [66] |
4. Methodology for Preparation of Nano-Sized Cellulose
4.1. Mechanical Processing
4.2. Chemical Processing
4.3. Enzymatic Processes
4.4. Bacterial Synthesis
5. Properties of Nanocellulose
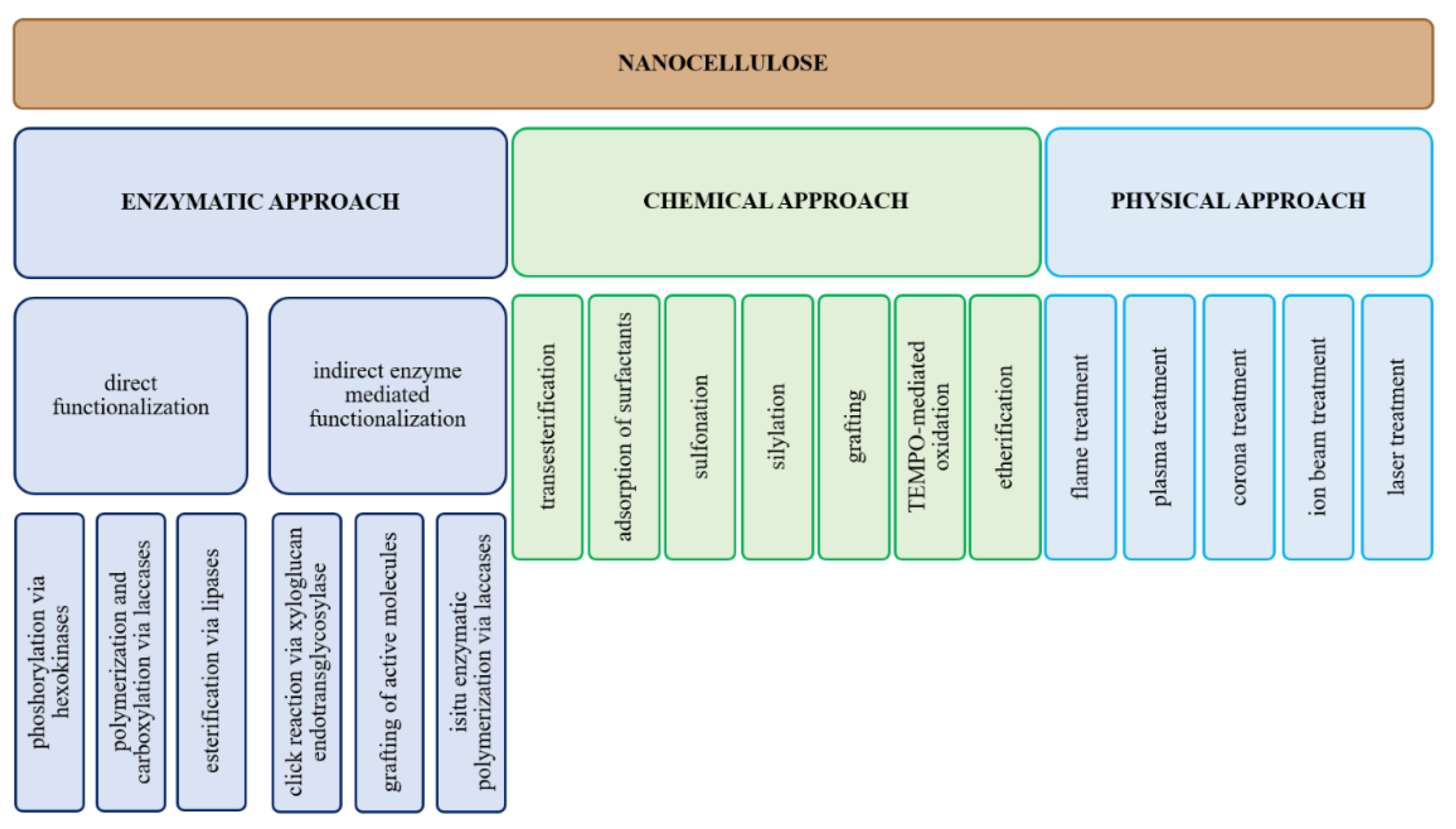
6. Nanocellulose Surface Modifications
| Type | Source | Preparation Method | Diameter | Length | Width | Shape | Degradation Temperature | Crystallinity Index | Zeta Potential | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|
| nm | Nm | nm | Tmax, °C | CrI, % | mV | |||||
| CNC | cotton | H3PO4 hydrolysis | 31 ± 14 | − | − | rod-like | − | − | − | [95] |
| commercial microcrystalline cellulose | H2SO4/HNO3 mixed acid hydrolysis 50 °C | − | 223 ± 16 | 14 ± 5 | rod-like | 318.6 | 89.8 | −35.0 | [68] | |
| SNC | cotton clothes (100% cotton) | H2SO4 acid hydrolysis | 14 ± 4 | − | − | spherical | 351 | 95 | −46.8 ± 1.6 | [96] |
| cotton linter | heterogeneous acid-catalyzed hydrolysis (Amberlite IR 120) | 25–45 | − | − | spherical or corn-like | 391 | 84 | - | [97] | |
| baby diaper waste | H2SO4 acid hydrolysis | 10–20 | − | − | spherical | − | 65.1 | −5.84 | [98] | |
| CNF | corn husk | high-intensity ultrasonication | 20.14 ± 4.32 | − | − | slender interconnected webs | 348 | 53.4 | − | [99] |
| ushar seed fiber | TEMPO-oxidation | 10–20 | − | − | web-like | 316 | 59 | − | [100] | |
| corncob residue | PFI refining | 43.1 ± 25.3 | − | − | twisted structure | 305 | 49.9 | −23.1 ± 2.3 | [101] | |
| BNC | grape pomace extract and corn steep liquor | the bacterial strain of G. xylinus NRRL B-42 | − | − | 18–57 | ribbon | 350 ± 4 | 68 (21 d) 85 (30 d) | − | [102] |
| pineapple and watermelon peels | bacterial culture Komagataeibacter hansenii | − | − | 70–130 | flat twisted ribbonlike fibrils | − | 67 | − | [103] | |
| RNC/SSNC | China cotton (CC), south African cotton (SAC), waste tissue papers (TP) | acid hydrolysis | 10–90 | − | − | rectangular and square | 230–250 | 89.9–97.8 | − | [60] |
| walnut shell | 2,2,6,6-tetramethylpiperidine-1-oxyl radical oxidation | − | 55–82 | 49–81 | rectangular | 250 | 40.1 | − | [66] |
7. Modification Methods of Cement Composites with Nanocellulose and Surface Modified Nanocellulose and Effect of Nanocellulose Types on Physical, Chemical and Mechanical Properties of Cement Composites
7.1. Akhlaghi et al.: Application of Bacterial Nanocellulose Fibers as Reinforcement in Cement Composites [83]
- flexural strength—(direct) the best results were achieved after adding 0.5 by volume of cement BNC powder. It may be because the powder filled the nanopores more and thus contributed to the final value. Compared to the reference mortar, the strength increased by 104%. Excellent results were also achieved with the use of 0.3% BNC powder, the strength increased by 94% compared to the reference mortar; (indirect) in all cases there was a reduction in strength by 20, 23, and 40% (unmodified fibers) and 17, 8, and 5% (modified fibers) compared to the reference mortar which could be caused by the uneven distribution of fibers in the structure of the material.
- compressive strength—the addition of 0.3% BNC gel contributed to the most significant increase in strength by 22% compared to control samples. Looking at the BNC content percentages, the strength improved in 5 out of 6 cases, but the addition of 0.5% BNC gel resulted in an 8% decrease in strength compared to the reference sample. It is possible that this was caused by the adhesive forces of the BNC gel, and the gel was not distributed evenly in the material structure; (indirect) plain fibers and modified fibers have contributed to a decrease in strength in all cases. Samples reached the highest decrease, equal to 15%, with the addition of 1.5% plain fibers. However, modifying the fibers with BNCs resulted in strength increases of 4, 8, and 14% in each of the cases where this modification was used (0.5, 1, and 1.5%), compared to the same doses of plain fibers. It may be due to the greater contact surface area with the cement matrix.
- water absorption—(direct) all dosages of BNC powder and gel decreased mortar saturation compared to the reference material. The decrease was from 37 to 6%, where the addition of BNC powder at 0.3% contributed to the 37% decrease. The BNC powder and gel sealed the structure of the mortars; (indirect) ordinary fibers caused an increase in water absorption by 24, 46, and 83% compared to reference samples. Modified fibers also affected this parameter in this way, but at the same caused a decrease in water absorption by 14, 17, and 25% (0.5, 1, and 1.5%) compared to plain fibers. The addition of fibers increased the absorbency because the material’s porosity increased due to their addition.
7.2. Diamanti et al.: Suspended Multifunctional Nanocellulose as Additive for Mortars [104]
- compressive strength—the addition of 2.4% ONC contributed to the most significant increase in strength by 34% compared to control samples. Also, the addition of 1.2% ONC increased the strength, at values of 0.3% and 0.6% showing no significant increase in strength and even a decrease in strength after the addition of 0.3% ONC compared to control samples. The higher percentage addition of ONC helped reduce the material’s porosity and thus increase strength.
- water absorption—as in the case of strength, ONC content affected water absorption. That is, samples with 2.4% ONC content had the lowest absorption compared to other samples and reference samples. The addition of 0.3% ONC increased the water absorption, meaning that this percentage negatively affected the material’s microstructure, just as it did for compressive strength.
- porosity tests—as in the case of strength, ONC content affected water absorption. That is, samples with 2.4% ONC content had the lowest. The results of the study presented by the authors showed that at ONC contents of 0.0%, 0.3%, and 0.6%, the content of large capillary pores is the most prominent—pores above 1μm, whereas in the case of ONC contents of 1.2% and 2.4% there were small and large capillary pores with diameters from 10 nm–1μm. Large capillary pores cause rapid movement of free water due to capillary forces. Therefore, the higher ONC content positively affected the characteristics mentioned above.
- thermal gravimetric analyses—thermal gravimetric studies have shown that the presence of ONC has no effect on the material’s thermal stability.
7.3. Nasir et al.: Engineered Cellulose Nanocrystals—Based Cement Mortar from Office Paper Waste: Flow, Strength, Microstructure, and Thermal Properties [105]
- flow—all doses of nanocellulose caused a decrease in flow diameter. The flow diameter for the mortar without CNC was the largest, and each dose gradually reduced its diameter regardless of the type of CNC. The decrease in each case was linear due to a larger CNC area and, thus, increased water demand. Such a trend may affect the workability and compaction of the material. Other authors also noted this behavior, among others [52,106]. The most significant percentage decrease in the size of the flow diameter was recorded for CNC labeled C2 at a dose of 1.5% and was 42% and the smallest for C1 at a dose of 0.25%, amounting to 5%, compared to the reference mortar.
- compressive strength—compressive strength testing was conducted at 3 intervals after 7, 14, and 28 days. Comparing the strengths after 28 days, it can be seen that the greatest increase was recorded for C1 mortar, for doses of 0.75%, 1.0%, and 1.5%. However, the authors pointed out that from an economic point of view, it is not economically viable to use doses of 1.0% and 1.5% for C1 mortar because the difference in strength compared to the 0.75% dose is insignificant. Therefore, they indicated that the best strength should be considered the strength after 28 days for the 0.75% dose for C1, which increased the strength by 21.9% over the reference mortar. For C2, an increase in strength was noted for the 0.75% dose and for C3 for the 0.25%, 0.5%, and 1.0% doses. In each case, the increase in strength was linear. There was no situation where, for example, after 3 days, there was higher strength than after 7. The optimal dose for CNC: C1, C2, and C3, a dose of 0.75%, was considered.
- flexural strength—strength, as in the case of compressive strength, was tested after 3, 7, and 28 days. In this case, the increase in strength was also linear. Also, as in the case of compressive strength, the best results were achieved by C1 mortar after 28 days for doses of 0.75%, 1.0%, and 1.5%. The authors found the 0.75% dosage optimal and economical in each case, but the 0.75% dosage for C1 resulted in the most significant strength increase of 31.3% compared to mortar without CNC.
- the volume of permeable voids—identical results to those for strength were obtained for the volume of permeable voids, that is, for mortar C1 for doses of 0.75%, 1.0%, and 1.5%, there was the most significant decrease in the content of permeable voids. It is confirmed by the results obtained for compressive and flexural strengths. The most significant decrease was achieved by C1 mortar for doses of 0.75% and a 1.0% decrease of 14.6%. In the case of this mortar, the decrease in the volume of permeable voids was also linear. In the case of C1 and C2 mortars, the distribution was more parabolic, and the smallest value was reached in the case of the dose of 0.75%. The C1 mortar was denser and thus settled better strength parameters than C2 and C3 mortars.
- thermal conductivity—The highest thermal conductivity of 0.96 W/mK was achieved by the samples for C1 mortar at a dosage of 1.5% CNC—a 13.5% increase in conductivity over the reference mortar. It was the most significant increase of all the mortars and each dose. The C1 mortar, for each dose, achieved higher results than the C2 and C3 mortars. It may be explained by the fact that CNC causes a slowdown in the water loss in the structure, and the lower pore occupancy causes a reduction in air content and, thus, an increase in thermal conductivity.
- mineralogy—after performing the test with FTIR, the authors noted that looking at the peaks obtained for samples C1, C2, and C3 and mortar without CNC, the differences between them were almost imperceptible. However, differences in intensity could be seen, for example, for the portlandite peak. Its intensity was lower than for the mortar sample without CNC. It may indicate that a secondary hydration reaction has occurred. The reaction likely took place between the CNC crystals and lime. It involves the formation of more C-S-H gel, resulting in increased durability of the CNC-added material and increased mechanical strength.
- bond characteristics—based on the FTIR study, the authors hypothesized that the addition of CNC contributed to an increase in the number of hydration products or their density. Also, due to the larger crystals in the C1 samples, there may have been a greater degree of reactivity in these samples. Thus, the structure’s crystallinity and the formation of hydration products were regulated. Consequently, this contributed to the increased strength of the C1 samples. It is possible that the increased strength could also be related to the noted increase in the intensity of the C-S-H gel band.
- morphology and elemental analysis—images taken with a scanning electron microscope (SEM) showed that the microstructure became heterogeneous after the addition of CNC. Images of mortars with 0.75% CNC dosage were more compact than in comparison with samples with higher CNC addition. The increase in CNC content in the samples resulted in more cracks and a weak interfacial transition zone. In the case of C1, the dimensional stability of CNC may have resulted in improved strength parameters through better bridging of cracks formed in the structure. EDS analysis showed increased Si/Ca and Si/Al ratios and C1 samples compared to other samples, which indicates that more aluminum and silicon atoms have precipitated. With these, stronger Si-O-T chains are formed.
7.4. Barnat-Hunek et al.: Effect of Cellulose Nanofibrils and Nanocrystals on Physical Properties of Concrete [57]
- the specific density and bulk density—in the case of specific density, there is not much change in values between concretes, but in the case of bulk density, the wattage increased when NC was added to the concrete. The most significant increase compared to the reference concrete was recorded for concrete with CNF 1.0% by 11.9, slightly more extensive than for CNC 1.0% concrete, where the increase was 9.0%.
- absorptivity—the water absorption value decreased in both cases, that is, after the addition of CNC or CNF. The study also showed that the value decreased as the amount of CNC or CNF increased. The most significant decrease in water absorption was achieved by samples that contained CNC in an amount of 1.0%. It shows that the addition of CNC in this amount caused a sealing of the material’s structure and thus reduced the water absorption by 64.3% compared to the reference concrete.
- open porosity—the trend shown for absorbability also occurs for open porosity. As the number of nanocellulose increases, the open porosity value decreases in each case. A minor decrease was recorded in the case of absorbability for CNC 1.0% specimens. The authors for CNC 1.0% concrete recorded the most significant decrease in open porosity of 48.8% compared to concrete without NC.
- compressive strength—strength value increased by 37.9% when 1.0% CNC was added to the base mixture. It was the most significant increase comparing all concretes with NC. The rest of the concretes with NC also showed an increase in this value compared to the concrete without NC. The addition of NC did not cause a decrease in compressive strength but rather an increase. This tendency may be due to the shape of the CNC fibers.
- tensile strength—the tremendous increase in strength, in this case, was achieved by concrete with the addition of 1.0% NCF. The strength increased by 34.5% compared to concrete without NC. As in the case of compressive strength, an increase in strength was noted for each type of concrete with NC. The most significant increase for concrete with NCF may be due to the shape of the fibers—longer fibers may have inhibited more propagating cracks in the material.
- porosity (mercury injection capillary pressure method (MICP))—the study showed that a 1.0% CNC admixture reduced Cumulative pore volume the most. The authors noted a 40.7% decrease compared to the reference concrete. In this case, too, all admixtures contributed to the decrease in this value. Not only did the cumulative pore volume value decrease with increasing admixture, but also the dominant pore sizes. The largest dominant pore size was in the reference concrete, equal to 135 nm, but the addition of 1.0% CNC and NCF already contributed to a decrease in this value by 79.2% (28 nm) and 76.3% (32 nm), respectively.
- contact angle (CA) and surface free energy (SFE)—The value of CA increased with increasing NC content in the concrete. Measurements were taken after 0 and 5 min. The highest value after 5 min was reached by the 1.0% CNC concrete of 63°, which was 12.6 times higher than the value for the reference concrete. As well as, the SFE value for the 1.0% CNC concrete was the smallest at 46.1 mJ/m2—the highest hydrophobicity for this concrete was achieved (value after 5 min). The SFE value for the reference concrete after 5 min was 72.5 mJ/m2.
- freezing-thawing resistance (after 100 F-T cycles)—the above results were reflected in the results related to freezing-thawing resistance. Specimens achieved a minor decrease in compressive strength with 1.0% CNC admixture, where the decrease was only 0.18%. In comparison, for concrete without NC, this decrease was 2.38%.
- morphology and elemental analysis—the analysis showed that all concretes contained calcium, aluminum, and silicon oxides. Compared to all concretes, higher silicon dioxide content was observed in concretes with CNC content. CNC 1.0% concrete is characterized by a more compact structure than other NC concretes. It also has fewer pores in the structure and micro-cracks than concrete without NC. It is reflected in the results of durability tests.
7.5. Kamasamudram et al.: Cellulose Nanofibrils with and without Nanosilica for the Performance Enhancement of Portland Cement Systems [107]
- cement hydration—The CNF was coated with a layer of silica, which formed an additional C-S-H at the interface between the fibrils and the grout matrix through nucleation and pozzolanic reaction. This additional C-S-H can ultimately protect the fibrils from alkali attack and strengthen the bond between the fibrils and the cement matrix. The addition of CNF and Si-CNF at a w/c of 0.35 increased the peak heat flow of cement hydration. With CNF, this peak was shifted to the left, from which it can be inferred that the addition of this NC contributed to accelerating the cement hydration process. This effect unfortunately diminished when the w/c ratio increased. The authors did not notice a specific trend related to the acceleration or retardation of the cement hydration process, looking at the amount or type of NC. The increase in total heat release during hydration indicates that the addition of CNF accelerates the process.
- compressive strength—no significant effect of CNF and modified CNF on the increase in compressive strength after 90 days was found. It may be due to inadequate distribution of NC in the material structure. The addition of 0.1% and above of unmodified CNF resulted in a decrease in the material’s compressive strength. An increase in this parameter after 90 days of curing was noted at a dose of 0.05% CNF and was 24% for w/c 0.35 and 15% for w/c 0.45. In the case of Si-CNF, the highest increase after 90 days was found with the addition of 0.5% and was 22% for w/c 0.35 and 14% for w/c 0.45, compared to reference samples.
- fracture properties—tensile strength increased by 75% and 55% for 0.5% CNF and Si-CNF dosage, respectively. The unmodified CNF helped inhibit crack propagation more than Si-CNF, thereby increasing tensile strength. The addition of 0.5% Si-CNF did not significantly affect the elastic modulus. Its increase compared to the control samples was 15%. Otherwise, in the case of CNF, this increase was as high as about 200% and 250% for doses of 0.025% and 0.5%, respectively (compared to reference samples).
7.6. Fan et al.: Experiment and Molecular Dynamics Simulation of Functionalized Cellulose Nanocrystals as Reinforcement in Cement Composites [108]
- fluidity and hydration—the doses of 0.01% and 0.05% CNC-C reduce the fluidity of the mortars compared to the reference mortar, and in the case of doses of 0.1% and 0.3%, this value decreased dramatically. For this reason, these mixtures should increase the amount of water used to prepare mortars by 3% and 5%, respectively. By this treatment, the fluidity of the mortars will not change compared to the reference mortar. CNC-C had a more substantial effect on the fluidity of the mortar than CNC-S. The addition of CNC-C and CNC-S affected the increased C-H content in the material structure and decreased the C2S and C3S content.
- compressive strength—the strength of PPCNC-added samples increased by 11% compared to reference samples. The best results were achieved when CNC-C was used at a dosage of 0.05%—in this case, the compressive strength increased by 22.28% compared to the reference samples. Unfortunately, increasing the dosage above 0.05% results in a decrease in strength increase and even a decrease below the value for the reference samples. In the case of CNC-S, there was weak adsorption with C-S-H, which increased the number of pores in the structure resulting in a decrease in strength.
- flexural strength—the most significant increase in flexural strength was noted for the CNC-C 0.05% samples, for which the strength increased by 23% compared to the reference samples. None of the other samples achieved a higher value.
- SEM analysis—CNC affects the growth of hydrated products, changes the shape and size of hydrated crystals, and affects the compactness of the mortar structure. Polypropylene fibers coated with CNC have dramatically changed their morphology. It is because the hydrophilic CNC adhered very closely to the fibers. As a result, the modified fibers have better roughness and higher specific surface area than unmodified fibers.
7.7. El-Feky et al. Nano-Fibrillated Cellulose as a Green Alternative to Carbon Nanotubes in Nano-Reinforced Cement Composites [109]
- compressive strength—there was no positive effect of the presence of CNF on early strength for all content ranges tested. However, late-age compressive strength showed a significant increase for most CNF mixtures. The highest early-age compressive strength was 37.3 MPa for cement replacement by 0.02% CNF, with a reduction of 10.1% compared to the reference mix. After 28 days, the maximum compressive strength obtained for the CNF mixes was 51.4 MPa with 0.04% CNF with a 10.68% improvement over the reference mix.
- flexural strength—for mixtures with CNF, higher flexural strengths were obtained at 0.04 wt.%, with an improvement of about 25 percent over the reference mixture. The slight decrease in flexural strength in mixes with CNF contents higher than 0.04% may be due to agglomeration in the CNF particles and their poor dispersion in the cement matrix.
- tensile strength—the CNF mixtures achieved a tensile strength of 4.52 MPa, showing an improvement of about 40% over the control mixture for the 0.02% CNF admixture. The improvement in tensile strength with CNF was due to optimal dispersion through an indirect sonication process to which it was subjected before being added to the cementitious mix, leading to a denser microstructure and better crack-retention performance at the initial nano-scale level.
- morphology—the amount of non-hydrated cement is significantly lower than in CNTs and control mixtures. It may be due to the water absorption effect of CNF, which releases retarded water that helps hydrate unhydrated cement particles, and consequently strengthens the cement matrix by reducing porosity and micropores, as well as improving the strength of the cement matrix.
- X-RAY diffraction—The C-H content of the control mix was higher than that of the CNT and CNF mixes, which may explain the lower compressive strength compared to the CNT and CNF grout. C-H peaks at 2 theta were significantly higher in the CNF mix than in the CNT mix. It confirms the effect of CNF in increasing the hydration process and the calcium hydroxide content, leading to higher tensile and flexural strength and microstructure than CNT.
- atomic force microscopy—the particle size is more prominent for mixtures with CNF compared to CNT I at 1.71 μm (1.07 μm for CNT). The rib systems in the CNF blend were significantly heterogeneous compared to the CNT blend, while the C-S-H crumbs were more pronounced than in the CNT blend. It can be attributed to the effect of CNF on the hydration process, which produces a tight surface, reduces the size of pore structures, and blocks the penetration of any fluids into the cement paste. On the other hand, in CNT cement pastes, the ribbed texture essentially recognized the excellent dispersion of carbon nanotubes. It can be concluded that CNTs had a strong influence on cement composites through their physical effect, unlike CNFs, whose influence seems to be mainly due to their effect on the hydration process.
7.8. Haque et al.: A Comparative Investigation on the Effects of Nanocellulose from Bacteria and Plant—Based Sources for Cementitious Composites [110]
- the heat of hydration—the addition of CNF caused an increase in the heat of hydration, and the addition of BC in the early stages of hydration caused a delay in hydration. The accelerated heat flow in the case of CNF may be due to the larger surface area it creates. Despite the initial difference in the effect on hydration caused by CNF and BC additives after 7 days of curing, the authors found the same degree of hydration in both cases.
- compressive strength and flexural strength—the study showed that after 90 days of curing, the compressive and flexural strengths for both NCs resulted in strength increases of 10% and 60%, respectively. The authors determined that the most appropriate dosage should be used was 0.1%. Doses above this value cause a decrease in flexural strength for CNF and compressive strength for BC.
- thermogravimetric analysis (TGA)—compared to control samples, BC and CNF contributed to a decrease in C-H (after 7, 28, 56, and 90 days). The authors concluded that the degree of hydration after long-term curing depends on which nanocellulose was used.
- mercury intrusion porosimetry (MIP)—comparing BC and CNF, the authors found that the BC content of the material contributed to an increase in the porosity of the samples. In contrast, the addition of CNF led to an increase in total porosity but also reduced the critical pore diameter.
- dynamic vapor sorption (DVS)—when NCs were added, the amount of C-S-H in the structure increased (the structure did not change)—that is, the addition increased the specific surface area and the gel and interlayer porosity of the cement paste. The NCs caused a thickening of the matrix.
- morphology—the study showed that after the addition of NCs, BC, and CNF fibers with diameters of 60 nm and 30 nm appeared in the structure. The images showed a perfect distribution of NCs in the material’s structure.
- nanoindentation—the amount of HD CSH increased after adding NCs compared to the reference samples. The authors showed that adding 0.3%, CNF resulted in the highest amount of HD CSH.
- alkali-silica reaction (ASR)—BC did not affect ASR, while 0.1% CNF reduced ASR-induced expansion by 33%, compared to reference samples.
7.9. Tay et al.: Nanocellulose Reinforced Zeolite Based Geopolymer Concrete: Density Analysis through Response Surface Methodology [45]
- water immersion—the study lasted 30 days. It showed that none of the samples made for testing were damaged or cracked. It also applies to samples with nanocellulose.
- density—the authors in the paper identified the components of the geopolymer to show, which have a significant effect on its density. Analyses showed that the addition of nanocellulose also significantly affected the density of the final material, ranging from 1.5 to 2.4 g/cm3. It even produced two ultra-light geopolymer foam concretes during the study, which had densities of 1.486 and 1.496 g/cm3.
7.10. Damasco et al.: Synthesis of Nanocellulose from Durian Rinds for the Preparation of a Self—Healing Smart Concrete with Augmented Mechanical Properties [111]
- compressive strength and tensile strength—the strength increase was slight for SiUFNC compared to SiO2 (new concrete). The strengths for the healed concrete samples followed the same trend, that is, SiO2, SiUF, and SiUFNC increased in strength compared to the reference concrete—the highest values compared to all concretes were achieved by the concrete with SiUFNC—had a 28.6% higher strength value compared to the reference concrete.
- water absorption by capillarity—the study showed that the SiUFNC admixture most sealed the structure. After 70 days, concrete with SiUFNC had about 31% lower water absorption by capillarity than the reference concrete. The hydrophilic properties of NC likely influenced the healing process of the concrete.
- optical microscopy—in the SEM images of concrete with SiUFNC, it can be seen that the healing products filled cracks and pores in the concrete, which contributed to an increase in the mechanical parameters of the material.
7.11. Ramakrishnan et al.: Preparation of Nanofibrillated Cellulose and Nanocrystalline Cellulose from Surgical Cotton and Cellulose Pulp in Hot—Glycerol Medium [81]
- workability—from the results presented by the authors for w/c 0.45, we can see that adding 0.5% CNC or TEOS-CNC contributed to a slight improvement in workability. However, higher doses of NC worsened the workability of the mortars.
- compressive strength—during strength testing, it was noted that the best results were achieved for a w/c of 0.45. Strength was tested after 3, 7, and 28 days. The best results were obtained for mortars with CNC and TEOS-CNC at 0.5% and 1.0%. Increasing the dosage in each case led to an increase in material strength after 28 days. Adding NCN at doses of 0.5% and 1.0% led to strength increases of 24% and 30%, respectively, and 39% and 44% for TEOS-CNC. The high aspect ratio and specific strength of CNC and the results of their even distribution in the material helped achieve higher strength values than the reference samples.
- morphology—SEM images were taken of the reference mortar and the mortar with TEOS-CNC 1.0%. The images showed that the reference mortar had more micropores in the structure. In contrast, the mortar with TEOS-CNC 1.0% was characterized by a reduced number of pores because the TEOS-CNC admixture filled the pores formed in the structure, which is also reflected in the compressive strength results.
7.12. Claramunt et al.: Effect of Nanocelluloses on the Microstructure and Mechanical Performance of CAC Cementitious Matrices [112]
- modulus of rupture and modulus of elasticity—after adding either 0.4% or 0.8% nanocellulose, both values decreased compared to the control samples. It may be because the authors, with the increase in nanocellulose content, increased the w/c ratio from 0.30 to 0.35 and 0.45, respectively. It is possible that if the same w/c ratio had been maintained, as in other cases, these values would not have deteriorated. The addition of nanocellulose at a dose of 0.1% or 0.2% (CNC or CNF) improved strength parameters. In the case of NCF, only the 0.1% addition contributed to a slight improvement in the modulus of rupture. However, in the case of CNC 0.1%, the increase was significant. The addition of CNC may have contributed to enhancing the curing of calcium aluminate cement paste, which was reflected in the reduction of the degradation effect of the samples under accelerated aging.
- microstructure—during microstructure analysis, a crack-bridging effect was noted in samples with CNF. However, the low content of CNF, or its degradation, contributed to the reduction of this effect, thereby leading to a deterioration of the strength properties.
- porosity—the addition of 0.1% and 0.2% CNC increased the porosity of the samples. However, doing so seems to counteract the adverse effects of increased porosity and improve the mechanical properties of CAC pastes.
8. Properties of Cement Composites with Nanocellulose
9. Further Perspectives Regarding Nanocellulose
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dufresne, A. Nanocellulose: A new ageless bionanomaterial. Mater. Today 2013, 16, 220–227. [Google Scholar] [CrossRef]
- Du, H.; Liu, W.; Zhang, M.; Si, C.; Zhang, X.; Li, B. Cellulose nanocrystals and cellulose nanofibrils based hydrogels for biomedical applications. Carbohydr. Polym. 2019, 209, 130–144. [Google Scholar] [CrossRef] [PubMed]
- Eichhorn, S.J.; Dufresne, A.; Aranguren, M.; Marcovich, N.E.; Capadona, J.R.; Rowan, S.J.; Weder, C.; Thielemans, W.; Roman, M.; Renneckar, S.; et al. Review: Current international research into cellulose nanofibres and nanocomposites. J. Mater. Sci. 2010, 45, 1–33. [Google Scholar] [CrossRef] [Green Version]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose—Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Zhong, T.; Dhandapani, R.; Liang, D.; Wang, J.; Wolcott, M.P.; Van Fossen, D.; Liu, H. Nanocellulose from recycled indigo-dyed denim fabric and its application in composite films. Carbohydr. Polym. 2020, 240, 116283. [Google Scholar] [CrossRef]
- Jiang, S.; Xia, Z.; Farooq, A.; Zhang, M.; Li, M.; Liu, L. Efficient recovery of the dyed cotton–polyester fabric: Cellulose nanocrystal extraction and its application in composite films. Cellulose 2021, 28, 3235–3248. [Google Scholar] [CrossRef]
- Olaiya, N.G.; Oyekanmi, A.A.; Hanafiah, M.M.; Olugbade, T.O.; Adeyeri, M.K.; Olaiya, F.G. Enzyme-assisted extraction of nanocellulose from textile waste: A review on production technique and applications. Bioresour. Technol. Rep. 2022, 19, 101183. [Google Scholar] [CrossRef]
- Sharma, C.; Shailesh, S.N.; Srivastava, R. Analysis of cellulose extracted from waste products. Colloid Polym. Sci. 2022, 1–10. [Google Scholar] [CrossRef]
- Ruiz-Caldas, M.X.; Carlsson, J.; Sadiktsis, I.; Jaworski, A.; Nilsson, U.; Mathew, A.P. Cellulose Nanocrystals from Postconsumer Cotton and Blended Fabrics: A Study on Their Properties, Chemical Composition, and Process Efficiency. ACS Sustain. Chem. Eng. 2022, 10, 3787–3798. [Google Scholar] [CrossRef]
- Barik, B.; Maji, B.; Sarkar, D.; Mishra, A.K.; Dash, P. Cellulose-based nanomaterials for textile applications. In Bio-Based Nanomaterials: Synthesis Protocols, Mechanisms and Applications; Elsevier: Amsterdam, The Netherlands, 2022; pp. 1–19. ISBN 9780323851480. [Google Scholar]
- Maslennikov, A.; Peretz, R.; Vadivel, V.K.; Mamane, H. Recycled Paper Sludge (RPS)-Derived Nanocellulose: Production, Detection and Water Treatment Application. Appl. Sci. 2022, 12, 3077. [Google Scholar] [CrossRef]
- Yahya, R.; Elshaarawy, R.F.M. Recycling Oryza sativa wastes into poly-imidazolium acetic acid-tagged nanocellulose Schiff base supported Pd nanoparticles for applications in cross-coupling reactions. React. Funct. Polym. 2022, 170, 105137. [Google Scholar] [CrossRef]
- Yu, S.; Sun, J.; Shi, Y.; Wang, Q.; Wu, J.; Liu, J. Nanocellulose from Various Biomass Wastes: Its Preparation and Potential Usages Towards the High Value-Added Products; Elsevier: Amsterdam, The Netherlands, 2021; Volume 5, p. 100077. [Google Scholar]
- Peretz, R.; Sterenzon, E.; Gerchman, Y.; Vadivel, V.K.; Luxbacher, T.; Mamane, H. Nanocellulose production from recycled paper mill sludge using ozonation pretreatment followed by recyclable maleic acid hydrolysis. Carbohydr. Polym. 2019, 216, 343–351. [Google Scholar] [CrossRef]
- Illa, M.P.; Adepu, S.; Khandelwal, M. Industrial-scale fabrication and functionalization of nanocellulose. Nanocellul. Mater. Fabr. Ind. Appl. 2022, 21–42. [Google Scholar] [CrossRef]
- De France, K.; Zeng, Z.; Wu, T.; Nyström, G. Nanocellulose: Functional Materials from Nanocellulose: Utilizing Structure–Property Relationships in Bottom-Up Fabrication (Adv. Mater. 28/2021). Adv. Mater. 2021, 33, 2170216. [Google Scholar] [CrossRef]
- Yan, F.Y.; Krishniah, D.; Rajin, M.; Bono, A. Cellulose extraction from palm kernel cake using liquid phase oxidation. J. Eng. Sci. Technol. 2009, 4, 57–68. [Google Scholar]
- Nuruddin, M.; Chowdhury, A.; Haque, S.A.; Rahman, M.; Farhad, S.F.; Jahan, M.S.; Quaiyyum, A. Extraction and characterization of cellulose microfibrils from agricultural wastes in an integrated biorefinery initiative. Cellul. Chem. Technol. 2011, 45, 347–354. [Google Scholar]
- Macfarlane, C.; Warren, C.R.; White, D.A.; Adams, M.A. A rapid and simple method for processing wood to crude cellulose for analysis of stable carbon isotopes in tree rings. Tree Physiol. 1999, 19, 831–835. [Google Scholar] [CrossRef]
- Borella, S.; Leuenberger, M.; Saurer, M.; Siegwolf, R. Reducing uncertainties in δ13C analysis of tree rings: Pooling, milling, and cellulose extraction. J. Geophys. Res. Atmos. 1998, 103, 19519–19526. [Google Scholar] [CrossRef]
- Brendel, O.; Iannetta, P.P.M.; Stewart, D. A rapid and simple method to isolate pure alpha-cellulose. Phytochem. Anal. 2000, 11, 7–10. [Google Scholar] [CrossRef]
- Girskas, G.; Kizinievič, O.; Kizinievič, V. Analysis of durability (frost resistance) of MSWI fly ash modified cement composites. Arch. Civ. Mech. Eng. 2021, 21, 1–12. [Google Scholar] [CrossRef]
- Topic, J.; Prošek, Z.; Indrová, K.; Plachý, T.; Nežerka, V.; Kopecký, L.; Tesárek, P. Effect of PVA modification on the properties of cement composites. Acta Polytech. 2015, 55, 64–75. [Google Scholar] [CrossRef]
- Łukowski, P. Polymer-Cement Composites Containing Waste Perlite Powder. Materials 2016, 9, 839. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Garbalińska, H.; Wygocka, A. Microstructure modification of cement mortars: Effect on capillarity and frost-resistance. Constr. Build. Mater. 2014, 51, 258–266. [Google Scholar] [CrossRef]
- Ji, Y.; Zou, Y.; Ma, Y.; Wang, H.; Li, W.; Xu, W. Frost Resistance Investigation of Fiber-Doped Cementitious Composites. Materials 2022, 15, 2226. [Google Scholar] [CrossRef]
- Olivito, R.S.; Cevallos, O.A.; Carrozzini, A. Development of durable cementitious composites using sisal and flax fabrics for reinforcement of masonry structures. Mater. Des. 2014, 57, 258–268. [Google Scholar] [CrossRef]
- Nair, P.S.; Thachil, E.T. Microstructural studies of cement composites of thermoplastics. Polym. Polym. Compos. 2010, 18, 75–83. [Google Scholar] [CrossRef]
- Merlin, F.; Lombois, H.; Joly, S.; Lequeux, N.; Halary, J.L.; Van Damme, H. Cement-polymer and clay-polymer nano- and meso-composites: Spotting the difference. J. Mater. Chem. 2002, 12, 3308–3315. [Google Scholar] [CrossRef]
- del Camacho, M.C.; Galao, O.; Baeza, F.J.; Zornoza, E.; Garcés, P. Mechanical properties and durability of CNT cement composites. Materials 2014, 7, 1640–1651. [Google Scholar] [CrossRef]
- Santos, S.F.; Tonoli, G.H.D.; Mejia, J.E.B.; Fiorelli, J.; Savastano, H. Non-conventional cement-based composites reinforced with vegetable fibers: A review of strategies to improve durability. Mater. Constr. 2015, 65, e041. [Google Scholar] [CrossRef] [Green Version]
- Raso, M.A.; Blanes, J.C.; Peces, R.A.; Sabatés, F.P.; Aracri, E.; Lluciá, T.V.; Ardanuy, M.; Claramunt, J.; Arévalo, R.; Parés, F.; et al. Nanofibrillated cellulose (NFC) as a potential reinforcement for high performance cement mortar composites. BioResources 2012, 7, 3883–3894. [Google Scholar] [CrossRef]
- Almeida, A.E.F.S.; Tonoli, G.H.D.; Santos, S.F.; Savastano, H. Improved durability of vegetable fiber reinforced cement composite subject to accelerated carbonation at early age. Cem. Concr. Compos. 2013, 42, 49–58. [Google Scholar] [CrossRef]
- da Costa Correia, V.; Santos, S.F.; Teixeira, R.S.; Junior, H.S. Nanofibrillated cellulose and cellulosic pulp for reinforcement of the extruded cement based materials. Constr. Build. Mater. 2018, 160, 376–384. [Google Scholar] [CrossRef] [Green Version]
- Sun, X.; Wu, Q.; Lee, S.; Qing, Y.; Wu, Y. Cellulose Nanofibers as a Modifier for Rheology, Curing and Mechanical Performance of Oil Well Cement. Sci. Rep. 2016, 6, 31654. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tonoli, G.H.D.; Filho, U.P.R.; Savastano, H.; Bras, J.; Belgacem, M.N.; Lahr, F.A.R. Cellulose modified fibres in cement based composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 2046–2053. [Google Scholar] [CrossRef]
- Chin, K.M.; Ting, S.S.; Ong, H.L.; Omar, M. Surface functionalized nanocellulose as a veritable inclusionary material in contemporary bioinspired applications: A review. J. Appl. Polym. Sci. 2018, 135, 46065. [Google Scholar] [CrossRef] [Green Version]
- Ullah, M.W.; Manan, S.; Ul-Islam, M.; Vasilyevich, R.V.; Thomas, S.; Yang, G. Introduction to Nanocellulose. Nanocellul. Synth. Struct. Prop. Appl. 2021, 1–50. [Google Scholar] [CrossRef]
- Norrrahim, M.N.F.; Mohd Kasim, N.A.; Knight, V.F.; Ujang, F.A.; Janudin, N.; Abdul Razak, M.A.I.; Shah, N.A.A.; Noor, S.A.M.; Jamal, S.H.; Ong, K.K.; et al. Nanocellulose: The next super versatile material for the military. Mater. Adv. 2021, 2, 1485–1506. [Google Scholar] [CrossRef]
- Zhang, Z.; Angst, U. Microstructure and moisture transport in carbonated cement-based materials incorporating cellulose nanofibrils. Cem. Concr. Res. 2022, 162, 106990. [Google Scholar] [CrossRef]
- Cuenca, E.; Criado, M.; Mercedes Giménez, M.; Alonso, C.; Ferrara, L. Effects of Alumina Nanofibers and Cellulose Nanocrystals on Durability and Self-Healing Capacity of Ultrahigh-Performance Fiber-Reinforced Concretes. J. Mater. Civ. Eng. 2022, 34, 04022154. [Google Scholar] [CrossRef]
- Xuan, M.Y.; Wang, X.Y. Multi-technique investigation regarding the impact of cellulose nanofibers on ultra-high-performance concrete at the macroscopic and microscopic levels. Constr. Build. Mater. 2022, 327, 126936. [Google Scholar] [CrossRef]
- Türk, F.; Kaya, M.; Saydan, M.; Keskin, Ü.S. Environmentally friendly viscosity-modifying agent for self-compacting mortar: Cladophora sp. cellulose nanofibres. Eur. J. Environ. Civ. Eng. 2022, 1–16. [Google Scholar] [CrossRef]
- Tay, C.H.; Mazlan, N.; Wayayok, A.; Basri, M.S.; Mustafa, M.; Abdullah, A. Nanocellulose reinforced zeolite based geopolymer concrete: Density analysis through response surface methodology. Mater. Today Proc. 2022, 66, 2873–2882. [Google Scholar] [CrossRef]
- Gregory, D.A.; Tripathi, L.; Fricker, A.T.R.; Asare, E.; Orlando, I.; Raghavendran, V.; Roy, I. Bacterial cellulose: A smart biomaterial with diverse applications. Mater. Sci. Eng. R Rep. 2021, 145, 100623. [Google Scholar] [CrossRef]
- Liu, J.; Lv, C. Research Progress on Durability of Cellulose Fiber-Reinforced Cement-Based Composites. Int. J. Polym. Sci. 2021, 2021, 1014531. [Google Scholar] [CrossRef]
- Hisseine, O.A.; Soliman, N.A.; Tolnai, B.; Tagnit-Hamou, A. Nano-engineered ultra-high performance concrete for controlled autogenous shrinkage using nanocellulose. Cem. Concr. Res. 2020, 137, 106217. [Google Scholar] [CrossRef]
- Singh, H.; Gupta, R. Influence of cellulose fiber addition on self-healing and water permeability of concrete. Case Stud. Constr. Mater. 2020, 12, e00324. [Google Scholar] [CrossRef]
- Guo, A.; Sun, Z.; Sathitsuksanoh, N.; Feng, H. Review a review on the application of nanocellulose in cementitious materials. Nanomaterials 2020, 10, 2476. [Google Scholar] [CrossRef]
- Balea, A.; Fuente, E.; Blanco, A.; Negro, C. Nanocelluloses: Natural-Based Materials for Fiber-Reinforced Cement Composites. A Critical Review. Polymers 2019, 11, 518. [Google Scholar] [CrossRef] [Green Version]
- Hisseine, O.A.; Omran, A.F.; Tagnit-Hamou, A. Influence of Cellulose Filaments on Cement Paste and Concrete. J. Mater. Civ. Eng. 2018, 30, 04018109. [Google Scholar] [CrossRef]
- Jiao, L.; Su, M.; Chen, L.; Wang, Y.; Zhu, H.; Dai, H. Natural Cellulose Nanofibers as Sustainable Enhancers in Construction Cement. PLoS ONE 2016, 11, e0168422. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ardanuy, M.; Claramunt, J.; Toledo Filho, R.D. Cellulosic fiber reinforced cement-based composites: A review of recent research. Constr. Build. Mater. 2015, 79, 115–128. [Google Scholar] [CrossRef]
- Phanthong, P.; Reubroycharoen, P.; Hao, X.; Xu, G.; Abudula, A.; Guan, G. Nanocellulose: Extraction and application. Carbon Resour. Convers. 2018, 1, 32–43. [Google Scholar] [CrossRef]
- Nasir, M.; Hashim, R.; Sulaiman, O.; Asim, M. Nanocellulose: Preparation methods and applications. In Cellulose-Reinforced Nanofibre Composites: Production, Properties and Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2017; pp. 261–276. ISBN 9780081009659. [Google Scholar]
- Barnat-Hunek, D.; Szymańska-Chargot, M.; Jarosz-Hadam, M.; Łagód, G. Effect of cellulose nanofibrils and nanocrystals on physical properties of concrete. Constr. Build. Mater. 2019, 223, 2088. [Google Scholar] [CrossRef]
- Börjesson, M.; Westman, G. Crystalline Nanocellulose—Preparation, Modification, and Properties. In Cellulose—Fundamental Aspects and Current Trends; Poletto, M., Junior, H., Eds.; IntechOpen: London, UK, 2015. [Google Scholar] [CrossRef] [Green Version]
- Barnat-Hunek, D.; Grzegorczyk-Frańczak, M.; Szymańska-Chargot, M.; Łagód, G. Effect of Eco-Friendly Cellulose Nanocrystals on Physical Properties of Cement Mortars. Polymers 2019, 11, 2088. [Google Scholar] [CrossRef] [Green Version]
- Maiti, S.; Jayaramudu, J.; Das, K.; Reddy, S.M.; Sadiku, R.; Ray, S.S.; Liu, D. Preparation and characterization of nano-cellulose with new shape from different precursor. Carbohydr. Polym. 2013, 98, 562–567. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, F.; Jin, L.; Liu, B.; Mao, Y.; Liu, Y.; Huang, J. Preparation of spherical nanocellulose from waste paper by aqueous NaOH/thiourea. Cellulose 2019, 26, 5177–5185. [Google Scholar] [CrossRef]
- Thakur, V.; Guleria, A.; Kumar, S.; Sharma, S.; Singh, K. Recent advances in nanocellulose processing, functionalization and applications: A review. Mater. Adv. 2021, 2, 1872–1895. [Google Scholar] [CrossRef]
- Chen, X.Q.; Deng, X.Y.; Shen, W.H.; Jia, M.Y. Preparation and characterization of the spherical nanosized cellulose by the enzymatic hydrolysis of pulp fibers. Carbohydr. Polym. 2018, 181, 879–884. [Google Scholar] [CrossRef]
- Meyabadi, T.F.; Dadashian, F. Optimization of Enzymatic Hydrolysis of Waste Cotton Fibers for Nanoparticles Production Using Response Surface Methodology. Fibers Polym. 2012, 13, 313–321. [Google Scholar] [CrossRef]
- Zhang, J.; Elder, T.J.; Pu, Y.; Ragauskas, A.J. Facile synthesis of spherical cellulose nanoparticles. Carbohydr. Polym. 2007, 69, 607–611. [Google Scholar] [CrossRef]
- Zheng, D.; Zhang, Y.; Guo, Y.; Yue, J. Isolation and Characterization of Nanocellulose with a Novel Shape from Walnut (Juglans Regia L.) Shell Agricultural Waste. Polymers 2019, 11, 1130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wei, J.; Yang, Z.; Sun, Y.; Wang, C.; Fan, J.; Kang, G.; Zhang, R.; Dong, X.; Li, Y. Nanocellulose-based magnetic hybrid aerogel for adsorption of heavy metal ions from water. J. Mater. Sci. 2019, 54, 6709–6718. [Google Scholar] [CrossRef]
- Cheng, M.; Qin, Z.; Hu, J.; Liu, Q.; Wei, T.; Li, W.; Ling, Y.; Liu, B. Facile and rapid one–step extraction of carboxylated cellulose nanocrystals by H2SO4/HNO3 mixed acid hydrolysis. Carbohydr. Polym. 2020, 231, 115701. [Google Scholar] [CrossRef] [PubMed]
- Yahya, M.; Chen, Y.W.; Lee, H.V.; Hassan, W.H.W. Reuse of Selected Lignocellulosic and Processed Biomasses as Sustainable Sources for the Fabrication of Nanocellulose via Ni(II)-Catalyzed Hydrolysis Approach: A Comparative Study. J. Polym. Environ. 2018, 26, 2825–2844. [Google Scholar] [CrossRef]
- Tibolla, H.; Pelissari, F.M.; Menegalli, F.C. Cellulose nanofibers produced from banana peel by chemical and enzymatic treatment. LWT Food Sci. Technol. 2014, 59, 1311–1318. [Google Scholar] [CrossRef]
- Rossi, B.R.; Pellegrini, V.O.A.; Cortez, A.A.; Chiromito, E.M.S.; Carvalho, A.J.F.; Pinto, L.O.; Rezende, C.A.; Mastelaro, V.R.; Polikarpov, I. Cellulose nanofibers production using a set of recombinant enzymes. Carbohydr. Polym. 2021, 256, 117510. [Google Scholar] [CrossRef]
- Kulpinski, P. Cellulose nanofibers prepared by the N-methylmorpholine-N-oxide method. J. Appl. Polym. Sci. 2005, 98, 1855–1859. [Google Scholar] [CrossRef]
- Gao, H.; Sun, Q.; Han, Z.; Li, J.; Liao, B.; Hu, L.; Huang, J.; Zou, C.; Jia, C.; Huang, J.; et al. Comparison of bacterial nanocellulose produced by different strains under static and agitated culture conditions. Carbohydr. Polym. 2020, 227, 115323. [Google Scholar] [CrossRef]
- Azrina, Z.A.Z.; Beg, M.D.H.; Rosli, M.Y.; Ramli, R.; Junadi, N.; Alam, A.K.M.M. Spherical nanocrystalline cellulose (NCC) from oil palm empty fruit bunch pulp via ultrasound assisted hydrolysis. Carbohydr. Polym. 2017, 162, 115–120. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, X.; Li, J.; Wang, Q.; Wang, F.; Kong, L. Homogeneous Isolation of Nanocellulose from Cotton Cellulose by High Pressure Homogenization. J. Mater. Sci. Chem. Eng. 2013, 1, 49–52. [Google Scholar] [CrossRef]
- Chu, Y.; Sun, Y.; Wu, W.; Xiao, H. Dispersion Properties of Nanocellulose: A Review. Carbohydr. Polym. 2020, 250, 116892. [Google Scholar] [CrossRef] [PubMed]
- Heggset, E.B.; Chinga-Carrasco, G.; Syverud, K. Temperature stability of nanocellulose dispersions. Carbohydr. Polym. 2017, 157, 114–121. [Google Scholar] [CrossRef] [PubMed]
- Isogai, A. Emerging Nanocellulose Technologies: Recent Developments. Adv. Mater. 2021, 33, 2000630. [Google Scholar] [CrossRef] [PubMed]
- Hajian, A.; Lindström, S.B.; Pettersson, T.; Hamedi, M.M.; Wågberg, L. Understanding the Dispersive Action of Nanocellulose for Carbon Nanomaterials. Nano Lett. 2017, 17, 1439–1447. [Google Scholar] [CrossRef]
- Voronova, M.I.; Zakharov, A.G.; Kuznetsov, O.Y.; Surov, O.V. The effect of drying technique of nanocellulose dispersions on properties of dried materials. Mater. Lett. 2012, 68, 164–167. [Google Scholar] [CrossRef]
- Ramakrishnan, A.; Ravishankar, K.; Dhamodharan, R. Preparation of nanofibrillated cellulose and nanocrystalline cellulose from surgical cotton and cellulose pulp in hot-glycerol medium. Cellulose 2019, 26, 3127–3141. [Google Scholar] [CrossRef]
- Qu, J.; Yuan, Z.; Wang, C.; Wang, A.; Liu, X.; Wei, B.; Wen, Y. Enhancing the redispersibility of TEMPO-mediated oxidized cellulose nanofibrils in N,N-dimethylformamide by modification with cetyltrimethylammonium bromide. Cellulose 2019, 26, 7769–7780. [Google Scholar] [CrossRef]
- Akhlaghi, M.A.; Bagherpour, R.; Kalhori, H. Application of bacterial nanocellulose fibers as reinforcement in cement composites. Constr. Build. Mater. 2020, 241, 118061. [Google Scholar] [CrossRef]
- Bertsch, P.; Fischer, P. Adsorption and interfacial structure of nanocelluloses at fluid interfaces. Adv. Colloid Interface Sci. 2020, 276, 102089. [Google Scholar] [CrossRef]
- Cheng, Z.; Xu, Q.; Gao, Y. Research progress in nano-cellulose modification. In Advanced Materials Research; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2013; Volume 627, pp. 859–863. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Lona, L.M.F.; Pinheiro, I.F.; de Souza, S.F.; Mei, L.H.I. Polymer composites reinforced with natural fibers and nanocellulose in the automotive industry: A short review. J. Compos. Sci. 2019, 3, 51. [Google Scholar] [CrossRef] [Green Version]
- Kargarzadeh, H.; Mariano, M.; Huang, J.; Lin, N.; Ahmad, I.; Dufresne, A.; Thomas, S. Recent developments on nanocellulose reinforced polymer nanocomposites: A review. Polymer 2017, 132, 368–393. [Google Scholar] [CrossRef]
- Ljungberg, N.; Bonini, C.; Bortolussi, F.; Boisson, C.; Heux, L.; Cavaillé, J.Y. New nanocomposite materials reinforced with cellulose whiskers in atactic polypropylene: Effect of surface and dispersion characteristics. Biomacromolecules 2005, 6, 2732–2739. [Google Scholar] [CrossRef] [PubMed]
- Spoljaric, S.; Salminen, A.; Luong, N.D.; Seppälä, J. Ductile nanocellulose-based films with high stretchability and tear resistance. Eur. Polym. J. 2015, 69, 328–340. [Google Scholar] [CrossRef]
- Kumar, A.; Durand, H.; Zeno, E.; Balsollier, C.; Watbled, B.; Sillard, C.; Fort, S.; Baussanne, I.; Belgacem, N.; Lee, D.; et al. The surface chemistry of a nanocellulose drug carrier unravelled by MAS-DNP. Chem. Sci. 2020, 11, 3868–3877. [Google Scholar] [CrossRef] [Green Version]
- Kaboorani, A.; Riedl, B. Surface modification of cellulose nanocrystals (CNC) by a cationic surfactant. Ind. Crops Prod. 2015, 65, 45–55. [Google Scholar] [CrossRef]
- Lu, J.; Sun, C.; Yang, K.; Wang, K.; Jiang, Y.; Tusiime, R.; Yang, Y.; Fan, F.; Sun, Z.; Liu, Y.; et al. Properties of polylactic acid reinforced by hydroxyapatite modified nanocellulose. Polymers 2019, 11, 1009. [Google Scholar] [CrossRef] [Green Version]
- Xiang, W.; Preisig, N.; Ketola, A.; Tardy, B.L.; Bai, L.; Ketoja, J.A.; Stubenrauch, C.; Rojas, O.J. How Cellulose Nanofibrils Affect Bulk, Surface, and Foam Properties of Anionic Surfactant Solutions. Biomacromolecules 2019, 20, 4361–4369. [Google Scholar] [CrossRef]
- Afrin, S.; Karim, Z. Isolation and Surface Modification of Nanocellulose: Necessity of Enzymes over Chemicals. ChemBioEng Rev. 2017, 4, 289–303. [Google Scholar] [CrossRef]
- Espinosa, S.C.; Kuhnt, T.; Foster, E.J.; Weder, C. Isolation of thermally stable cellulose nanocrystals by phosphoric acid hydrolysis. Biomacromolecules 2013, 14, 1223–1230. [Google Scholar] [CrossRef]
- Doan, T.K.Q.; Chiang, K.Y. Characteristics and kinetics study of spherical cellulose nanocrystal extracted from cotton cloth waste by acid hydrolysis. Sustain. Environ. Res. 2022, 32, 1–14. [Google Scholar] [CrossRef]
- Ahmed-Haras, M.R.; Kao, N.; Ward, L. Single-step heterogeneous catalysis production of highly monodisperse spherical nanocrystalline cellulose. Int. J. Biol. Macromol. 2020, 154, 246–255. [Google Scholar] [CrossRef] [PubMed]
- Trilokesh, C.; Bavadharani, P.; Mahapriyadarshini, M.; Janani, R.; Uppuluri, K.B. Recycling Baby Diaper Waste into Cellulose and Nanocellulose. Waste Biomass Valorization 2021, 12, 4299–4306. [Google Scholar] [CrossRef]
- Yang, X.; Han, F.; Xu, C.; Jiang, S.; Huang, L.; Liu, L.; Xia, Z. Effects of preparation methods on the morphology and properties of nanocellulose (NC) extracted from corn husk. Ind. Crops Prod. 2017, 109, 241–247. [Google Scholar] [CrossRef]
- Oun, A.A.; Rhim, J.W. Characterization of nanocelluloses isolated from Ushar (Calotropis procera) seed fiber: Effect of isolation method. Mater. Lett. 2016, 168, 146–150. [Google Scholar] [CrossRef]
- Liu, C.; Li, B.; Du, H.; Lv, D.; Zhang, Y.; Yu, G.; Mu, X.; Peng, H. Properties of nanocellulose isolated from corncob residue using sulfuric acid, formic acid, oxidative and mechanical methods. Carbohydr. Polym. 2016, 151, 716–724. [Google Scholar] [CrossRef]
- Cerrutti, P.; Roldán, P.; García, R.M.; Galvagno, M.A.; Vázquez, A.; Foresti, M.L. Production of bacterial nanocellulose from wine industry residues: Importance of fermentation time on pellicle characteristics. J. Appl. Polym. Sci. 2016, 133, 43109. [Google Scholar] [CrossRef]
- Kumbhar, J.V.; Rajwade, J.M.; Paknikar, K.M. Fruit peels support higher yield and superior quality bacterial cellulose production. Appl. Microbiol. Biotechnol. 2015, 99, 6677–6691. [Google Scholar] [CrossRef]
- Diamanti, M.V.; Tedeschi, C.; Taccia, M.; Torri, G.; Massironi, N.; Tognoli, C.; Vismara, E. Suspended Multifunctional Nanocellulose as Additive for Mortars. Nanomaterials 2022, 12, 1093. [Google Scholar] [CrossRef]
- Nasir, M.; Aziz, M.A.; Zubair, M.; Ashraf, N.; Hussein, T.N.; Allubli, M.K.; Manzar, M.S.; Al-Kutti, W.; Al-Harthi, M.A. Engineered cellulose nanocrystals-based cement mortar from office paper waste: Flow, strength, microstructure, and thermal properties. J. Build. Eng. 2022, 51, 104345. [Google Scholar] [CrossRef]
- Filho, A.; Parveen, S.; Rana, S.; Vanderlei, R.; Fangueiro, R. Mechanical and micro-structural investigation of multi-scale cementitious composites developed using sisal fibres and microcrystalline cellulose. Ind. Crops Prod. 2020, 158, 112912. [Google Scholar] [CrossRef]
- Kamasamudram, K.S.; Ashraf, W.; Landis, E.N. Cellulose nanofibrils with and without nanosilica for the performance enhancement of Portland cement systems. Constr. Build. Mater. 2021, 285, 121547. [Google Scholar] [CrossRef]
- Fan, Q.; Meng, X.; Li, Z.; Ma, G.; Wang, Z.; Zhang, K.; He, C.; Meng, D. Experiment and molecular dynamics simulation of functionalized cellulose nanocrystals as reinforcement in cement composites. Constr. Build. Mater. 2022, 341, 127879. [Google Scholar] [CrossRef]
- El-Feky, M.S.; El-Tair, A.M.; Kohail, M.; Serag, M.I. Nano-fibrillated cellulose as a green alternative to carbon nanotubes in nano reinforced cement composites. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 484–491. [Google Scholar] [CrossRef]
- Haque, M.I.; Ashraf, W.; Khan, R.I.; Shah, S. A comparative investigation on the effects of nanocellulose from bacteria and plant-based sources for cementitious composites. Cem. Concr. Compos. 2022, 125, 104316. [Google Scholar] [CrossRef]
- Damasco, I.Y.; Gallawan, J.M.M.; Lawagon, C.P. Synthesis of Nanocellulose from Durian Rinds for the Preparation of a Self-healing Smart Concrete with Augmented Mechanical Properties. Chem. Eng. Trans. 2022, 92, 667–672. [Google Scholar] [CrossRef]
- Claramunt, J.; Ventura, H.; Toledo Filho, R.D.; Ardanuy, M. Effect of nanocelluloses on the microstructure and mechanical performance of CAC cementitious matrices. Cem. Concr. Res. 2019, 119, 64–76. [Google Scholar] [CrossRef]
- Carbon Footprint. Available online: https://www.cement.org/cement-concrete/resilient-construction/carbon-footprint (accessed on 17 October 2022).
- Reches, Y.; Thomson, K.; Helbing, M.; Kosson, D.S.; Sanchez, F. Agglomeration and reactivity of nanoparticles of SiO2, TiO2, Al2O3, Fe2O3, and clays in cement pastes and effects on compressive strength at ambient and elevated temperatures. Constr. Build. Mater. 2018, 167, 860–873. [Google Scholar] [CrossRef]
- Mohammadkazemi, F.; Doosthoseini, K.; Ganjian, E.; Azin, M. Effects of Bacterial Nanocellulose on Properties of Fiber-Cement Composites and Durability to Freeze-Thaw Cycling. Concr. Res. 2015, 7, 47–56. [Google Scholar]
- Barnat-Hunek, D.; Omiotek, Z.; Szafraniec, M.; Dzierżak, R. An integrated texture analysis and machine learning approach for durability assessment of lightweight cement composites with hydrophobic coatings modified by nanocellulose. Measurement 2021, 179, 109538. [Google Scholar] [CrossRef]



| Year | Type of Cellulose | Type of Composite Material | Type of Article | Ref. |
|---|---|---|---|---|
| 2022 | CNF | Cement Paste and Mortar | Research article | [41] |
| 2022 | CNC | Ultrahigh-Performance Fiber-Reinforced Concretes | Research article | [42] |
| 2022 | CNF | Ultra-High-Performance Concrete | Research article | [43] |
| 2022 | BNC | Self-Compacting Mortar | Research article | [44] |
| 2022 | CNF | Zeolite Based Geopolymer Concrete | Research article | [45] |
| 2021 | BNC | Concrete | Review | [46] |
| 2021 | Cellulose Fiber | Cement | Special Issue | [47] |
| 2020 | Cellulose Filaments | Ultra-High Performance Concrete | Research article | [48] |
| 2020 | Cellulose fiber | Concrete | Case study | [49] |
| 2020 | CNC, CNF, BNC, CF | Cementitious Materials | Review | [50] |
| 2019 | CNC, CNF | Cement Composites | Review | [51] |
| 2018 | Cellulose Filaments | Cement Paste and Concrete | Research article | [52] |
| 2016 | CNF | Cement | Research article | [53] |
| 2015 | Cellulose Fiber | Cement-based composites | Review | [54] |
| 2009 | Cellulose fibres | Cement Composites | Research article | [37] |
| Type of NC | Source | Type of Cement Composite | w/c Ratio | Method of Use: | NC Dosage | Procedure for Adding NC | Positive Effect of NC on the Properties of the Cement Composite | Ref. |
|---|---|---|---|---|---|---|---|---|
| BNC | Gluconacetobacter xylinus bacteria | mortar | 0.50 | direct-powder and gel; indirect—BC coated onto the polypropylene fibers | direct—0.1%, 0.3%, and 0.5% by volume of cement; indirect—0.5%, 1.0% and, 1.5% by volume of mortar | direct—BNC added to batch water; indirect—polypropylene fibers treatment with BNCs added to mortar mix | 0.3% BNC powder: the flexular strength increased by 94%; 0.3% BNC gel: increase in compressive strength by 22%; BNC powder and gel: decrease in water absorption from 6 to 37% | [83] |
| ONC | cotton wool | mortar | 0.48 | direct | 0.3%, 0.6%, 1.2% and 2.4% by weight of cement | suspension of the ONCs added to premixed commercial mortar | 2.4% ONC: the largest increase in compressive strength by 34% 2.4% ONC: the lowest water absorption 2.4% ONC: reduce the porosity ONC has no effect on the thermal stability | [104] |
| CNC | office paper waste | mortar | 0.50 | 0.25%, 0.5%, 0.75%, 1.0% and 1.5% by weight of cement | powder—three different CNCs added as an additive to cement mixes; C1, C2, C3 for which the CrI was 79.91%, 84.23%, and 89.31%, respectively | C1 0.25%: the smallest decrease in the size of the flow diameter—5%; increased the compressive strength by 21.9% after 28 days; C1 0.75%: the flexular strength increased by 31.3%; C1 0.75% and 1.0%: the largest decrease in volume of permeable voids—14.6%; C1 1.5%: a 13.5% increase in thermal conductivity | [105] | |
| CNC CNF | CNC-apple; CNF-carrot | concrete | 0.45 | direct | 0.5% and 1.0% by weight of cement | water suspensions | CNC 1.0%: reduction in the water absorption by 64.3%; the largest decrease in open porosity of 48.8%; CNC 1.0%: compressive strength value increased by 37.9%; NCF 1.0%: the tensile strength increased by 34.5%; CNC 1.0%: reduction in cumulative pore volume by 40.7%; CNC 1.0%: the highest hydrophobicity for this concrete—SFE value 46.1 mJ/m2; CNC 1.0%: the smallest decrease in compressive strength—0.18% after 100 F-T cycles; CNC 1.0%: a more compact structure compared | [57] |
| CNF | bleached softwood pulp | cement paste | 0.35 0.45 | direct-CNF and CNF modified with nanosilica (Si-CNF) | 0.025%, 0.05%, 0.1%, 0.3%, and 0.5% by weight of cement | water suspensions | CNF 0.05%: the highest increase in compressive strength after 90 days of curing—24% for w/c 0.35 and 15% for w/c 0.45; Si-CNF 0.5%: the highest increase in compressive strength after 90 days of curing—22% for w/c 0.35 and 14% for w/c 0.45; CNF 0.5% and Si-CNF 0.5%: tensile strength increased by 75% (CNF) and 55% (Si-CNF); CNF 0.025% and CNF 0.5%: increase in elastic modulus by 200% (0.025%)and 250% (0.5%) | [107] |
| CNC | wood pulp cotton | mortar | 0.55 | direct —CNCs: CNC-C-containing carboxyl groups and CNC-S-containing sulfo groups; indirect—film CNC coated onto the polypropylene fibers | direct—0.01%, 0.05%, 0.1%, 0.3% for CNC-C and CNC-S and 0.5% for CNC-S by weight of cement; indirect—0.3% volume ratio of fiber to mortar | direct-CNCs solution; indirect-polypropylene fibers coated with CNC (PPCNC) | PPCNC: compressive strength increased by 11%; CNC-C 0.05%: the compressive strength increased by 22.28%; CNC-C 0.05%: flexural strength increased by 23%; CNC affects the growth of hydrated products, changes the shape and size of hydrated crystals, and affects the compactness of the mortar structure | [108] |
| CNF | cotton | mortar | 0.43 | direct | 0.02%, 0.04%, 0.06%, and 0.08% by weight of cement | solution | CNF 0.04%: increase in compressive strength by 10.65% after 28 days; CNF 0.04%: increase in flexural strengths by 25%; CNF 0.02%: improvement of about 40% in tensile strength; CNF: the amount of non-hydrated cement is significantly lower than in mixtures with CNTs and in the control mixture | [109] |
| BNC | Acetobacter xylinum bacteria | cement paste | 0.35 | direct | 0.05%, 0.1%, 0.3% by weight of cement | slurry | CNF 0.1% and BNC 0.1%: after 90 days of curing, the compressive and flexural strengths for both NCs resulted in strength increases of 10% and 60%; CNF: an increase in total porosity, but also reduction of the critical pore diameter; CNF 0.3%: the highest amount of HD CSH; CNF 0.1%: ASR-induced expansion reduced by 33% | [110] |
| CNF | bleached sulfate hardwood pulp | mortar | 0.50 | |||||
| CNF | produced by ZoepNano | geopolymer foam concrete | N/A | direct | 0.4% by weight of basic geopolymer slurry | slurry | CNF: none of the samples were damaged, or cracked after 30 days of water immersion study | [45] |
| NC | durian rinds | self-healing smart concrete | 0.05 | indirect | 5.0% by weight of cement (self-healing material) | powder-SiO2 encapsulated with NC and UF (SiUFNC) | SiUFNC: a 28.6% higher strength value of compressive strength and tensile strength; SiUFNC: about 31% lower water absorption by capillarity; SiUFNC: the healing products filled cracks and pores in the concrete | [111] |
| CNC | N/A | mortar | 0.40 0.45 0.50 | direct | 0.5%, 1.0%, 1.5% by weight of cement | CNC and TEOS-CNC (CNC surface modified with TEOS) powder dispersed in the water | CNC 0.5% and TEOS-CNC 0.5% (w/c 0.45): a slight improvement in workability; CNC 0.5% and 1.0% (w/c 0.45): compressive strength increases of 24% and 30%; TEOS-CNC 0.5% and 1.0% (w/c 0.45): compressive strength increases of 39% and 44%; TEOS-CNC 1.0%: reduced number of pores in mortar structure | [81] |
| CNC | crystalline microcellulose | cement paste | 0.30 0.35 0.40 | direct | 0.1%, 0.2%, 0.4% and 0.8% by weight of cement | solution | CNC 0.1% or 0.2%: and CNF 0.1% or 0.2%: contributed to improvement in strength parameters; CNC 0.1%: significant increase of modulus of rupture; CNC: reduction of the degradation effect of the samples under accelerated aging | [112] |
| CNF | sisal pulp |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szafraniec, M.; Grabias-Blicharz, E.; Barnat-Hunek, D.; Landis, E.N. A Critical Review on Modification Methods of Cement Composites with Nanocellulose and Reaction Conditions during Nanocellulose Production. Materials 2022, 15, 7706. https://doi.org/10.3390/ma15217706
Szafraniec M, Grabias-Blicharz E, Barnat-Hunek D, Landis EN. A Critical Review on Modification Methods of Cement Composites with Nanocellulose and Reaction Conditions during Nanocellulose Production. Materials. 2022; 15(21):7706. https://doi.org/10.3390/ma15217706
Chicago/Turabian StyleSzafraniec, Małgorzata, Ewelina Grabias-Blicharz, Danuta Barnat-Hunek, and Eric N. Landis. 2022. "A Critical Review on Modification Methods of Cement Composites with Nanocellulose and Reaction Conditions during Nanocellulose Production" Materials 15, no. 21: 7706. https://doi.org/10.3390/ma15217706