
Mechanical Properties of Ultra-High Performance Concrete with Coal Gasification Coarse Slag as River Sand Replacement

Abstract
:1. Introduction
2. Materials and Methods
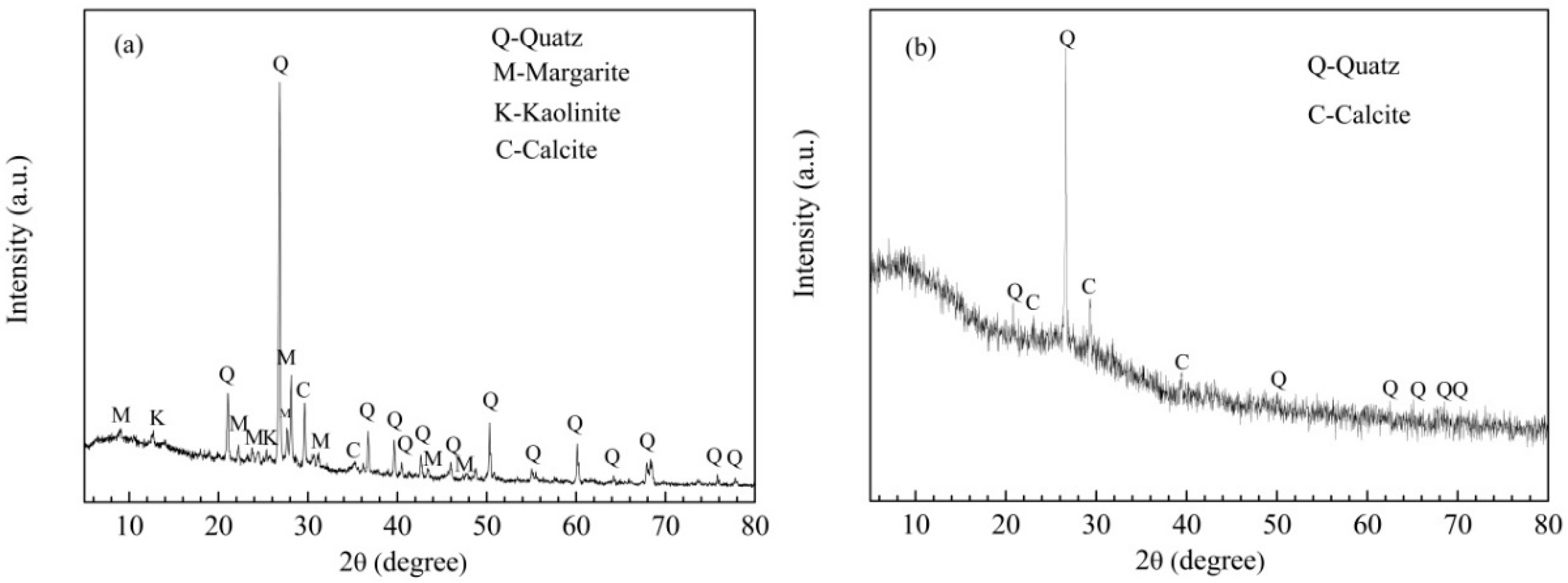
2.1. Raw Materials
2.2. Mix Design
2.3. Specimen Preparation
2.4. Test Methods
2.4.1. Fluidity Test
2.4.2. Mechanical Properties Tests
2.4.3. XRD and SEM Tests
3. Results and Discussion
3.1. Fluidity
3.2. Mechanical Properties
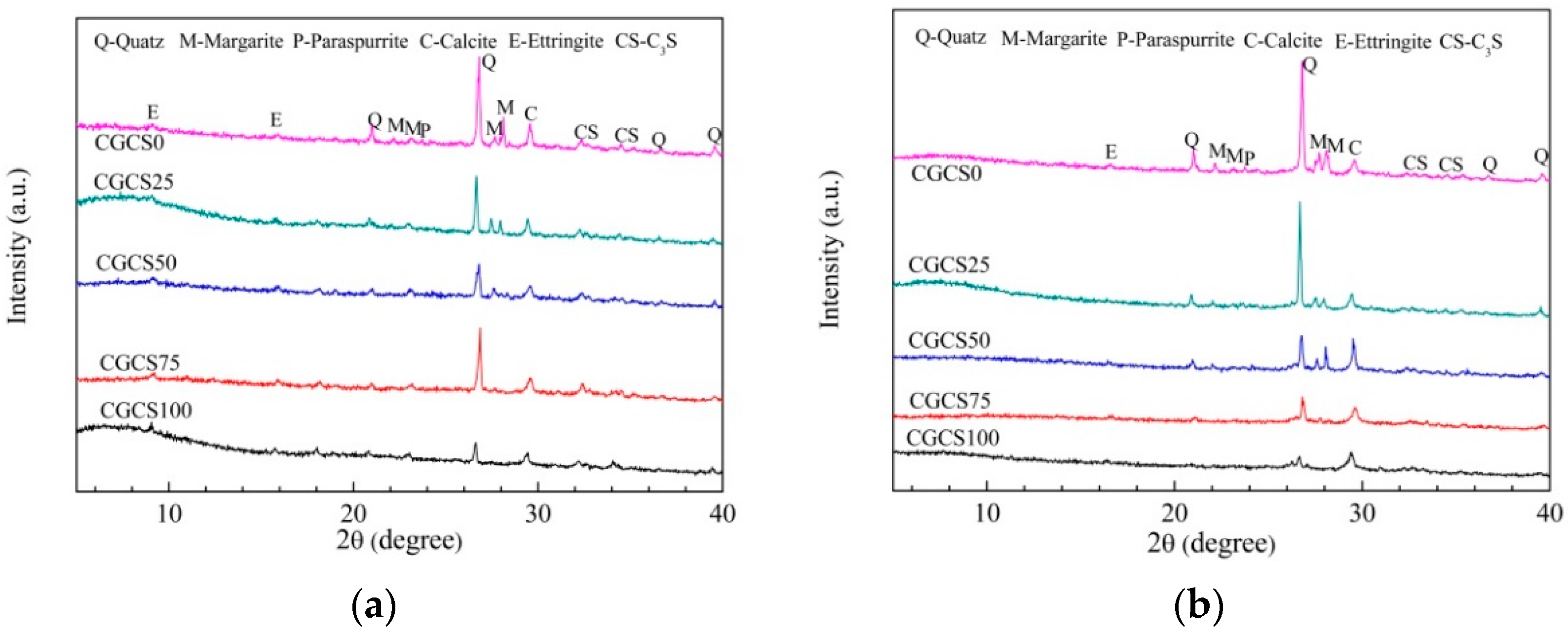
3.3. Hydration Products
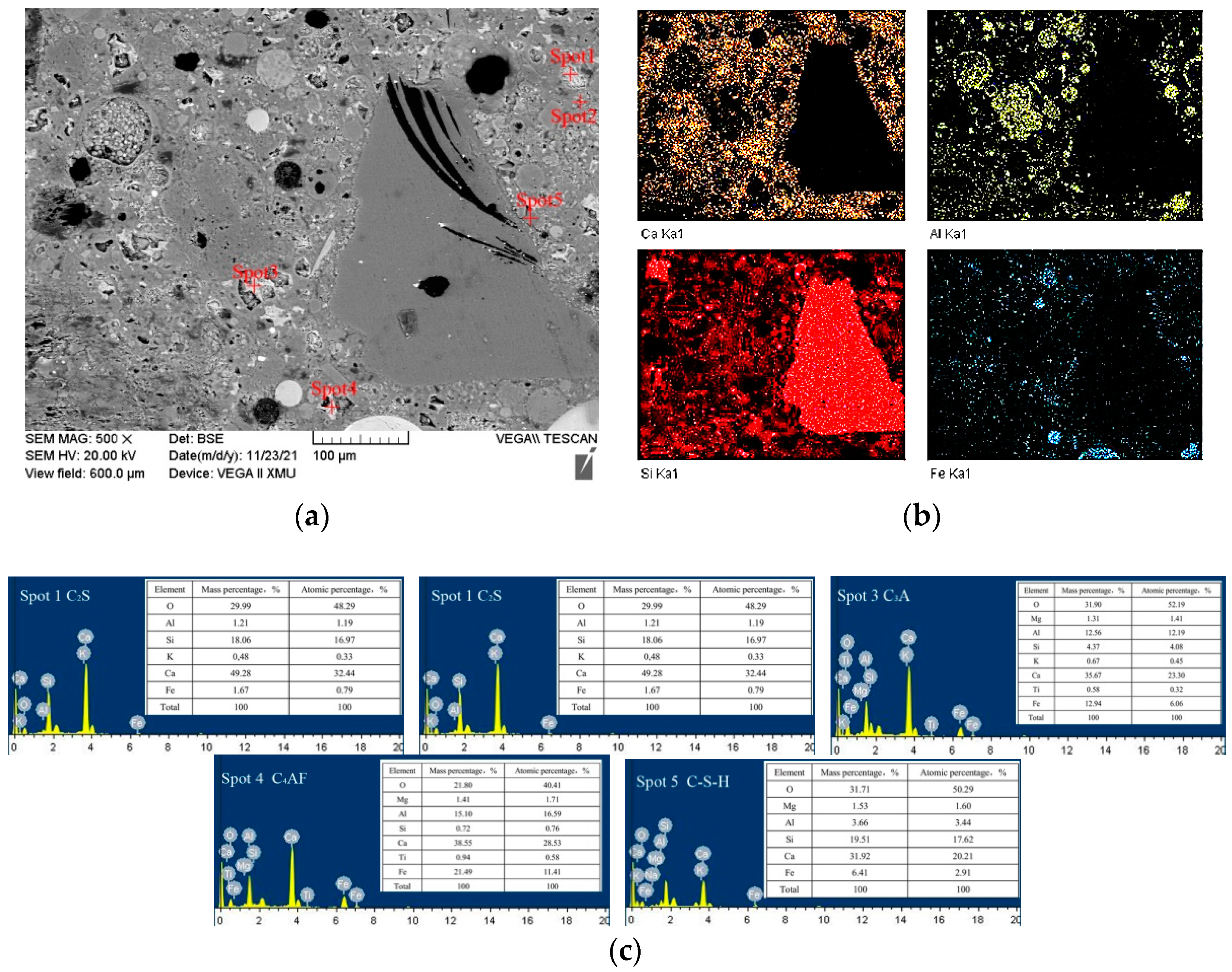
3.4. Microstructure Analysis
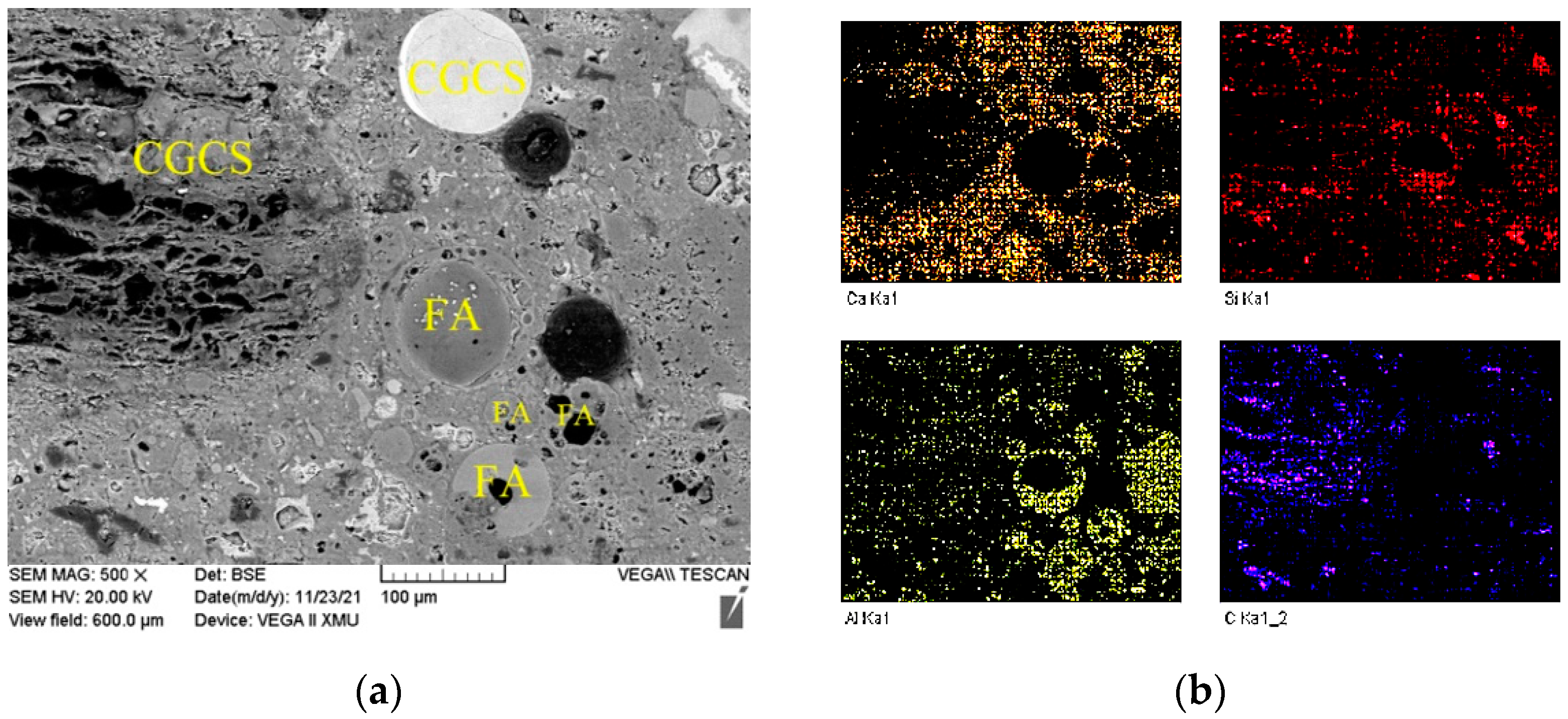
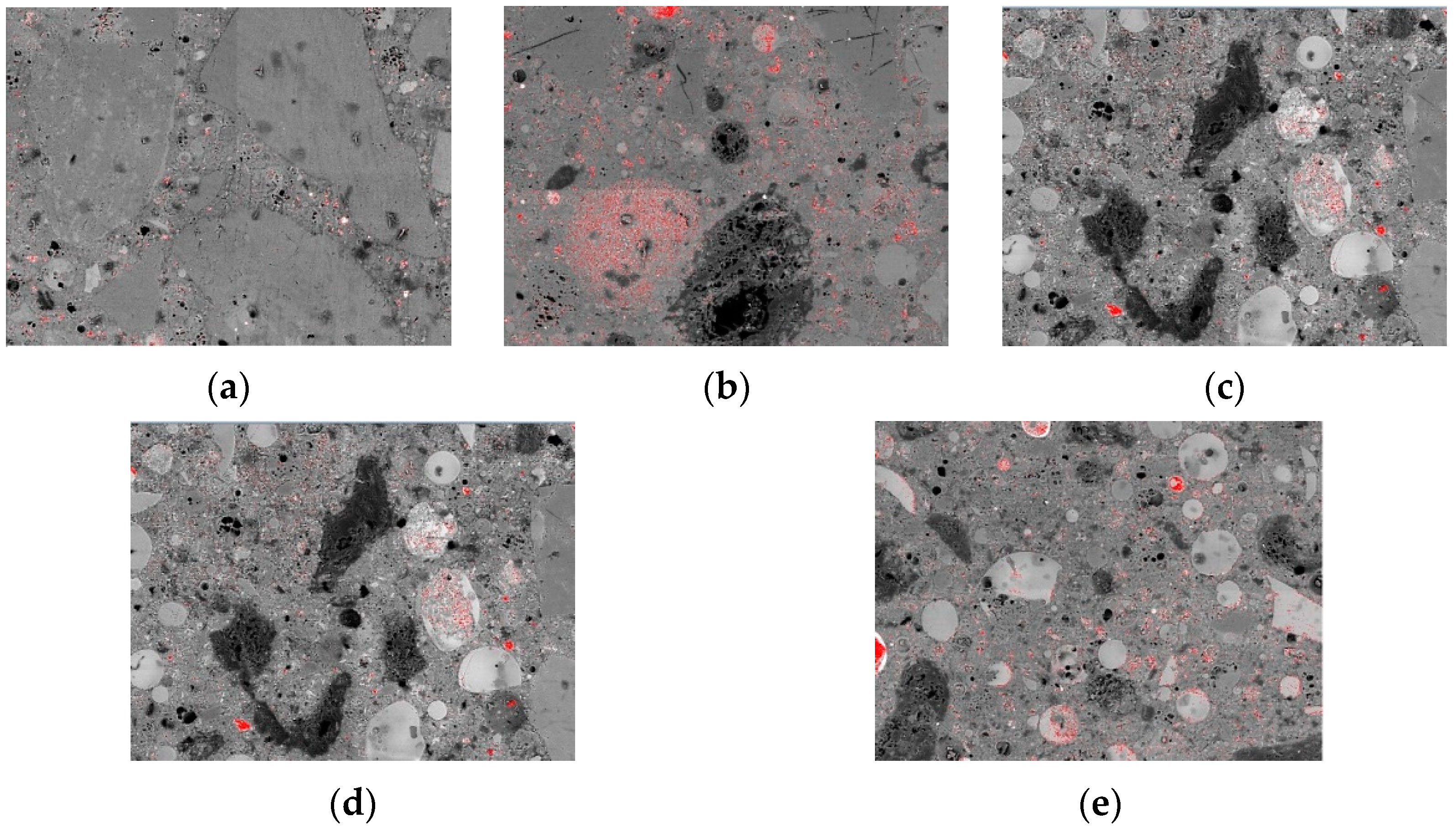
3.4.1. Internal Hydration Effect of CGCS
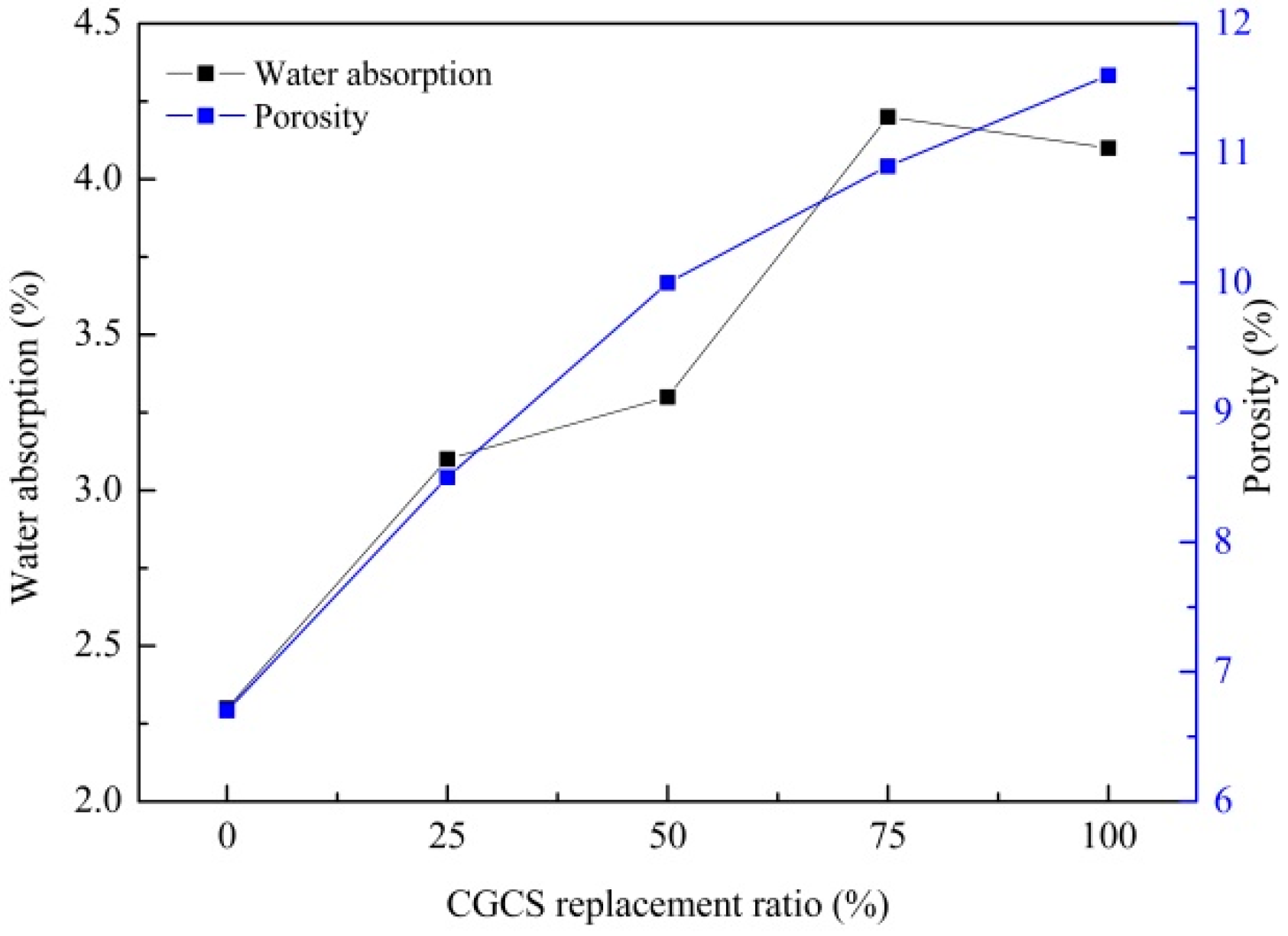
3.4.2. Pore Structure
3.4.3. Unreacted Cement
3.4.4. ITZ Microstructure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- National Development and Reform Commission. Layout Plan for Innovative Development of Modern Coal Chemical Industry, Ministry of Industry and Information Technology, 2017. Available online: https://www.gov.cn/zhengce/2017-03/30/content_5182202.htm (accessed on 30 March 2017). (In Chinese)
- Minchener, A.J. Coal gasification for advanced power generation. Fuel 2005, 84, 2222–2235. [Google Scholar] [CrossRef]
- Cui, K.Q. Safety Engineering Dictionary, 1st ed.; Chemical Industry Press: Beijing, China, 1995. (In Chinese) [Google Scholar]
- National Development and Reform Commission; Ministry of Industry and Information Technology of People’s Republic of China. Notice on Promoting the Development of Industrial Agglomeration for Comprehensive Utilization of Large Amounts of Solid Waste. 2019. Available online: https://www.ndrc.gov.cn/fggz/hjyzy/zyzhly/201901/t20190116_1135529_ext.html (accessed on 9 January 2019). (In Chinese)
- Shang, X.; Ma, J.; Zhang, J.; Xu, D.; Zhang, L.; Zhou, J.; Duan, X.; Zhou, X. Research status and prospects of utilization technologies of slag from coal gasification. J. Environ. Eng. Technol. 2017, 7, 712–717. (In Chinese) [Google Scholar]
- Miao, Z.; Chen, L.; Chen, K.; Zhang, X.; Zhang, Y.; Wu, J. Physical properties and microstructures of residual carbon and slag particles present in fine slag from entrained-flow coal gasification. Adv. Powder Technol. 2020, 31, 3781–3789. [Google Scholar] [CrossRef]
- Aineto, M.; Acosta, A.; Iglesias, I. The role of a coal gasification fly ash as clay additive in building ceramic. J. Eur. Ceram. Soc. 2006, 26, 3783–3787. [Google Scholar] [CrossRef]
- Zhu, D.; Miao, S.; Xue, B.; Jiang, Y.; Wei, C. Effect of Coal Gasification Fine Slag on the Physicochemical Properties of Soil. Water Air Soil Pollut. 2019, 230, 155. [Google Scholar] [CrossRef]
- Kang, Y.; Wei, X.; Liu, G.; Mu, M.; Ma, X.; Gao, Y.; Zong, Z. CO2-hierarchical activated carbon prepared from coal gasification residue: Adsorption equilibrium, isotherm, kinetic and thermodynamic studies for methylene blue removal. Chin. J. Chem. Eng. 2019, 28, 1694–1700. [Google Scholar] [CrossRef]
- Qu, J.; Zhang, J.; Li, H.; Li, S. A high value utilization process for coal gasification slag: Preparation of high modulus sodium silicate by mechano-chemical synergistic activation. Sci. Total Environ. 2021, 801, 149761. [Google Scholar] [CrossRef]
- Acosta, A.; Iglesias, I.; Aineto, M.; Romero, M.; Rincón, J.M. Thermal and Sintering Characterization of IGCC Slag. J. Therm. Anal. 2002, 67, 249–255. [Google Scholar] [CrossRef]
- Tang, Y.; Yin, H.; Yuan, H.; Shuai, H.; Xin, Y. Phase and morphological transformation stages during carbothermal reduction nitridation process: From coal gasification slag wastes to Ca-α-SiAlON powders. Adv. Powder Technol. 2016, 27, 2232–2237. [Google Scholar] [CrossRef]
- Du, M.; Huang, J.; Liu, Z.; Zhou, X.; Guo, S.; Wang, Z.; Fang, Y. Reaction characteristics and evolution of constituents and structure of a gasification slag during acid treatment. Fuel 2018, 224, 178–185. [Google Scholar] [CrossRef]
- Liu, X.; Jin, Z.; Jing, Y.; Fan, P.; Qi, Z.; Bao, W.; Wang, J.; Yan, X.; Lv, P.; Dong, L. Review of the characteristics and graded utilisation of coal gasification slag. Chin. J. Chem. Eng. 2021, 35, 92–106. [Google Scholar] [CrossRef]
- Wu, L.B.; Song, M.Y.; Xie, X.; Ma, Y.J. A review on resource utilization of coal gasification slag as building materials in China. Sci. Technol. Eng. 2021, 21, 6565–6574. [Google Scholar] [CrossRef]
- Blaisi, N.I.; Roessler, J.G.; Watts, B.E.; Jerry, P.; Christopher, C.F.; Timothy, G.T. Construction material properties of high temperature arc gasification slag as a portland cement replacement. J. Clean. Prod. 2018, 196, 1266–1272. [Google Scholar] [CrossRef]
- Liu, K.P.; Zhao, Z.Z.; Li, G.; Guan, Y.; Tang, Z.Q.; Chen, Q. Influence of Coal Gasification Slag on Cement Concrete Performance. J. Arch. Civ. Eng. 2017, 34, 190–195. (In Chinese) [Google Scholar]
- Otieno, M.; Maboea, D. Coal gasification and composite ashes as partial replacements for Portland cement in concrete—Strength and selected durability performance. MRS Adv. 2020, 5, 2807–2816. [Google Scholar] [CrossRef]
- Lei, T. Study on Composition and Pavement Performance of Cement Stabilized Base Material for Coal Gasification Coarse Slag. Ph.D. Thesis, Chang’an University, Xi’an, China, June 2017. (In Chinese). [Google Scholar]
- Li, Z.Z.; Zhang, Y.Y.; Zhao, H.Y.; Chen, H.X.; He, R. Structure characteristics and composition of hydration products of coal gasification slag mixed cement and lime. Constr. Build. Mater. 2019, 213, 265–274. [Google Scholar] [CrossRef]
- Luo, F.; Jiang, Y.S.; Wei, C.D. Potential of decarbonized coal gasification residues as the mineral admixture of cement-based material. Constr. Build. Mater. 2021, 269, 121259. [Google Scholar] [CrossRef]
- Li, H.; Hu, Y.; Li, S.; Li, Q.; Zhu, G.; Zhang, J.; Wang, X. Recycling and product chain of coal-based solid waste. Resour. Sci. 2021, 43, 456–464. [Google Scholar] [CrossRef]
- Bajaber, M.; Hakeem, I. UHPC evolution, development, and utilization in construction: A review. J. Mater. Res. Technol. 2020, 10, 1058–1074. [Google Scholar] [CrossRef]
- Ahmed, T.; Elchalakani, M.; Basarir, H.; Karrech, A.; Sadrossadat, E.; Yang, B. Development of ECO-UHPC utilizing gold mine tailings as quartz sand alternative. Clean. Eng. Technol. 2021, 4, 100176. [Google Scholar] [CrossRef]
- Shen, Z.J.; Deifalla, A.F.; Kamiński, P.; Dyczko, A. Compressive Strength Evaluation of Ultra-High-Strength Concrete by Machine Learning. Materials 2022, 15, 3523. [Google Scholar] [CrossRef]
- Bendixen, M.; Best, J.; Hackney, C.; Iversen, L.L. Time is running out for sand. Nature 2019, 571, 29–31. [Google Scholar] [CrossRef] [PubMed]
- Miraldo, S.; Lopes, S.; Pacheco-Torgal, F.; Lopes, A. Advantages and shortcomings of the utilization of recycled wastes as aggregates in structural concretes. Constr. Build. Mater. 2021, 298, 123729. [Google Scholar] [CrossRef]
- Liu, T.; Wei, H.; Zou, D.; Zhou, A.; Jian, H. Utilization of waste cathode ray tube funnel glass for ultra-high performance concrete. J. Clean. Prod. 2019, 249, 119333. [Google Scholar] [CrossRef]
- Wei, H.; Zhou, A.; Liu, T.; Zou, D.; Jian, H. Dynamic and environmental performance of eco-friendly ultra-high performance concrete containing waste cathode ray tube glass as a substitution of river sand. Resour. Conserv. Recycl. 2020, 162, 105021. [Google Scholar] [CrossRef]
- Jiao, Y.B.; Zhang, Y.; Guo, M.; Zhang, L.D.; Ning, H.; Liu, S.Q. Mechanical and fracture properties of ultra-high performance concrete (UHPC) containing waste glass sand as partial replacement material. J. Clean. Prod. 2020, 277, 123501. [Google Scholar] [CrossRef]
- Yang, R.; Yu, R.; Shui, Z.; Gao, X.; Xiao, X.; Fan, D.; Chen, Z.; Cai, J.; Li, X.; He, Y. Feasibility analysis of treating recycled rock dust as an environmentally friendly alternative material in Ultra-High Performance Concrete (UHPC). J. Clean. Prod. 2020, 258, 120673. [Google Scholar] [CrossRef]
- Zhao, S.; Fan, J.; Sun, W. Utilization of iron ore tailings as fine aggregate in ultra-high performance concrete. Constr. Build. Mater. 2013, 50, 540–548. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Li, B.X.; Zhou, M.K. The influences of iron ore tailings as fine aggregate on the strength of ultra-high performance concrete. Adv. Mater. Sci. Eng. 2015, 2015, 412878. [Google Scholar] [CrossRef] [Green Version]
- Pyo, S.; Tafesse, M.; Kim, B.J.; Kim, H.K. Effects of quartz-based mine tailings on characteristics and leaching behavior of ultra-high performance concrete. Construct. Build. Mater. 2018, 166, 110–117. [Google Scholar] [CrossRef]
- Liu, Y.L.; Wei, Y. Effect of calcined bauxite powder or aggregate on the shrinkage properties of UHPC. Cem. Concr. Compos. 2021, 118, 103967. [Google Scholar] [CrossRef]
- Shi, W.; Bai, J.; Kong, L.; Li, H.; Bai, Z.; Vassilev, S.V.; Li, W. An overview of the coal ash transition process from solid to slag. Fuel 2020, 287, 119537. [Google Scholar] [CrossRef]
- Song, J.; Ma, J.; Li, F.; Chai, L.; Chen, W.; Dong, S.; Li, X. Study on Fractal Characteristics of Mineral Particles in Undisturbed Loess and Lime-Treated Loess. Materials 2021, 14, 6549. [Google Scholar] [CrossRef] [PubMed]
- GB175-2007; Common Portland Cement. Chinese Standard. China Standards Press: Beijing, China, 2007. (In Chinese)
- Kim, H.; Koh, T.; Pyo, S. Enhancing flowability and sustainability of ultra high performance concrete incorporating high replacement levels of industrial slags. Constr. Build. Mater. 2016, 123, 153–160. [Google Scholar] [CrossRef]
- ASTM C230/C230M-2014; Standard Specification for Flow Table for Use in Test of Hydraulic Cement. American Society for Testing Materials Standard: New York, NY, USA, 2014.
- ASTM C1585-2013; Standard Test Method for Measurement of Rate of Absorptionof Water by Hydraulic Cement Concretes. American Society for Testing Materials Standard: New York, NY, USA, 2013.
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. Chinese Standard. China Standards Press: Beijing, China, 2007. (In Chinese)
- Sohail, M.G.; Wang, B.; Jain, A.; Kahraman, R.; Ozerkan, N.G.; Gencturk, B.; Dawood, M.; Belarbi, A. Advancements in Concrete Mix Designs: High-Performance and Ultrahigh-Performance Concretes from 1970 to 2016. J. Mater. Civ. Eng. 2018, 30, 2144. [Google Scholar] [CrossRef]
- Li, J.; Chen, Z.; Li, L.; Qiao, Y.; Yuan, Z.; Zeng, L.; Li, Z. Study on pore and chemical structure characteristics of atmospheric circulating fluidized bed coal gasification fly ash. J. Clean. Prod. 2021, 308, 127395. [Google Scholar] [CrossRef]
- T/CES 10107-2020; Technical Requirements for Ultra-High Performance Concrete. Chinese Standard. China Standards Press: Beijing, China, 2020. (In Chinese)
- Mo, Z.Y.; Gao, X.J.; Su, A.S. Mechanical performances and microstructures of metakaolin contained UHPC matrix under steam curing conditions. Construct. Build. Mater. 2021, 268, 121112. [Google Scholar] [CrossRef]
- Ghafari, E.; Ghahari, S.A.; Costa, H.; Júlio, E.; Portugal, A.; Durães, L. Effect of supplementary cementitious materials on autogenous shrinkage of ultra high performance concrete. Constr. Build. Mater. 2016, 127, 43–48. [Google Scholar] [CrossRef]
- Qiu, J.; Zhu, M.; Zhou, Y.; Guan, X. Effect and mechanism of coal gangue concrete modification by fly ash. Constr. Build. Mater. 2021, 294, 123563. [Google Scholar] [CrossRef]
- Zhang, W.; Gu, J.; Zhou, X.; Li, Y.; Wang, Y.; Xue, Y.; Liu, X. Circulating fluidized bed fly ash based multi-solid wastes road base materials: Hydration characteristics and utilization of SO3 and f -CaO. J. Clean. Prod. 2021, 316, 128355. [Google Scholar] [CrossRef]
- Pachideh, G.; Gholhaki, M. Effect of pozzolanic wastes on mechanical properties, durability and microstructure of the cementitious mortars. J. Build. Eng. 2020, 29, 101178. [Google Scholar] [CrossRef]
- Toufigh, V.; Pachideh, G. Cementitious mortars containing pozzolans under elevated temperatures. Struct. Concr. 2022. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | K2O | TiO2 | SO3 | P2O5 | Loss |
|---|---|---|---|---|---|---|---|---|---|---|---|
| RS | 68.46 | 15.65 | 5.05 | 3.69 | 0.05 | 1.75 | 2.42 | 0.86 | 0.22 | 0.30 | 1.85 |
| CGCS | 41.94 | 15.46 | 17.70 | 12.61 | 1.68 | 1.71 | 1.36 | 0.71 | 2.48 | 0.21 | 9.16 |
| P·O 42.5 | 23.04 | 4.50 | 4.78 | 64.81 | 2.02 | 0.31 | 0.22 | - | 0.636 | - | 2.34 |
| FA | 42.43 | 21.83 | 12.81 | 15.12 | 2.12 | 2.04 | 1.02 | - | - | - | 0.42 |
| SF | 96.78 | 0.78 | 0.56 | 0.64 | 0.73 | 0.78 | 0.67 | - | - | - | 2.23 |
| Material | Maximum Particle Size (μm) | Apparent Density (kg·m−3) | 24 h Water Absorption (%) |
|---|---|---|---|
| RS | 2360 | 2480 | 0.56 |
| CGCS | 2360 | 1630 | 4.0 |
| Mixture | RS | CGS | P·O 42.5 | FA | SF | Steel Fibre | SPS | Water | w/b |
|---|---|---|---|---|---|---|---|---|---|
| CGCS0 | 995 | 0 | 495 | 335 | 165 | 150 | 17 | 222 | 0.22 |
| CGCS25 | 746 | 249 | 495 | 335 | 165 | 150 | 17 | 231 | 0.23 |
| CGCS50 | 497 | 498 | 495 | 335 | 165 | 150 | 21 | 277 | 0.28 |
| CGCS75 | 248 | 747 | 495 | 335 | 165 | 150 | 23 | 304 | 0.31 |
| CGCS100 | 0 | 995 | 495 | 335 | 165 | 150 | 28 | 369 | 0.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Z.; Lian, X.; Zhai, X.; Li, X.; Guan, M.; Wang, X. Mechanical Properties of Ultra-High Performance Concrete with Coal Gasification Coarse Slag as River Sand Replacement. Materials 2022, 15, 7552. https://doi.org/10.3390/ma15217552
Zhu Z, Lian X, Zhai X, Li X, Guan M, Wang X. Mechanical Properties of Ultra-High Performance Concrete with Coal Gasification Coarse Slag as River Sand Replacement. Materials. 2022; 15(21):7552. https://doi.org/10.3390/ma15217552
Chicago/Turabian StyleZhu, Ziqi, Xiaoqing Lian, Xiaowei Zhai, Xiaojun Li, Muhong Guan, and Xiang Wang. 2022. "Mechanical Properties of Ultra-High Performance Concrete with Coal Gasification Coarse Slag as River Sand Replacement" Materials 15, no. 21: 7552. https://doi.org/10.3390/ma15217552