
Hot Deformation Behavior and Processing Maps of ZnSnO3/Cu Composites

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
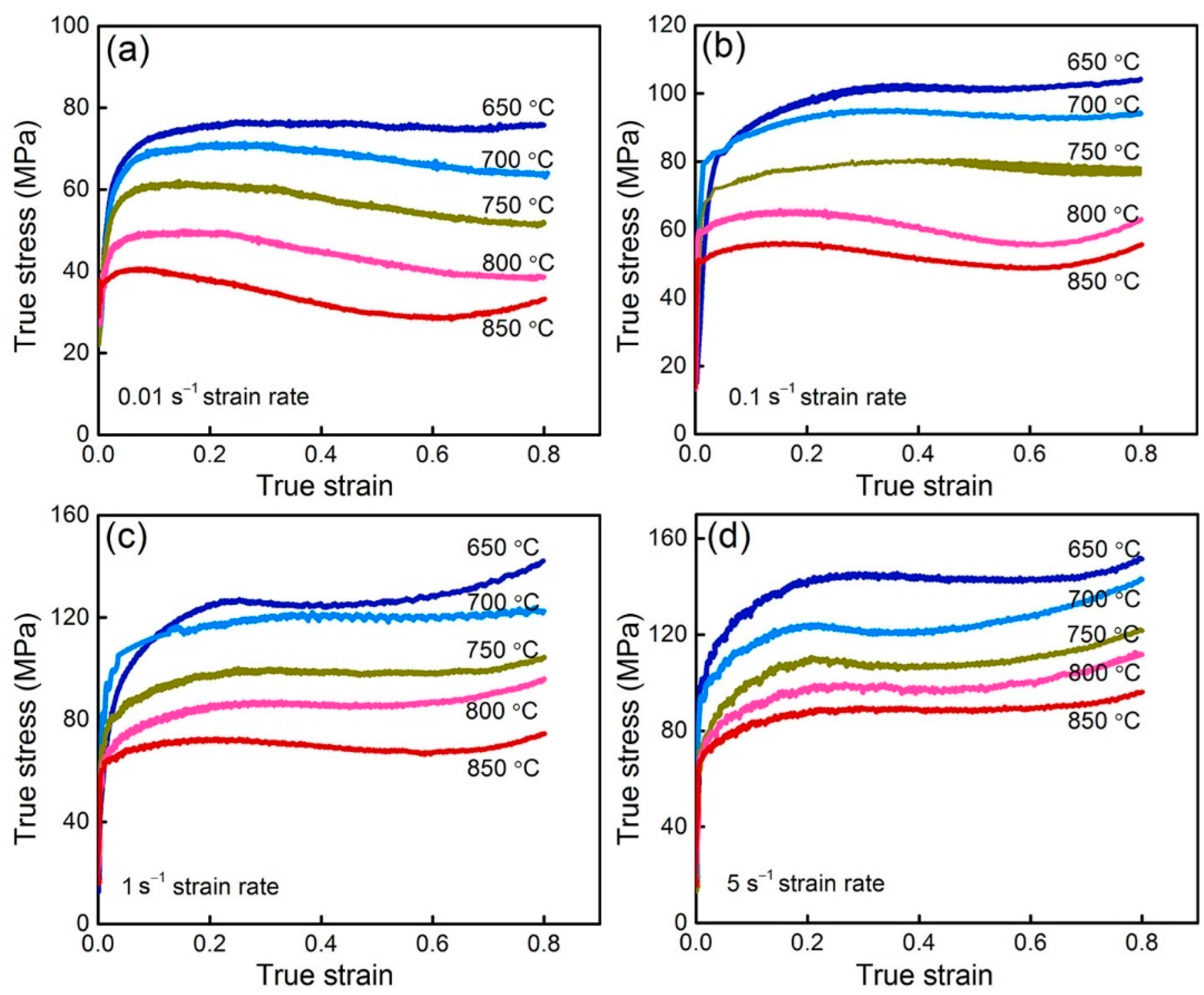
3.1. Flow Stress Behavior
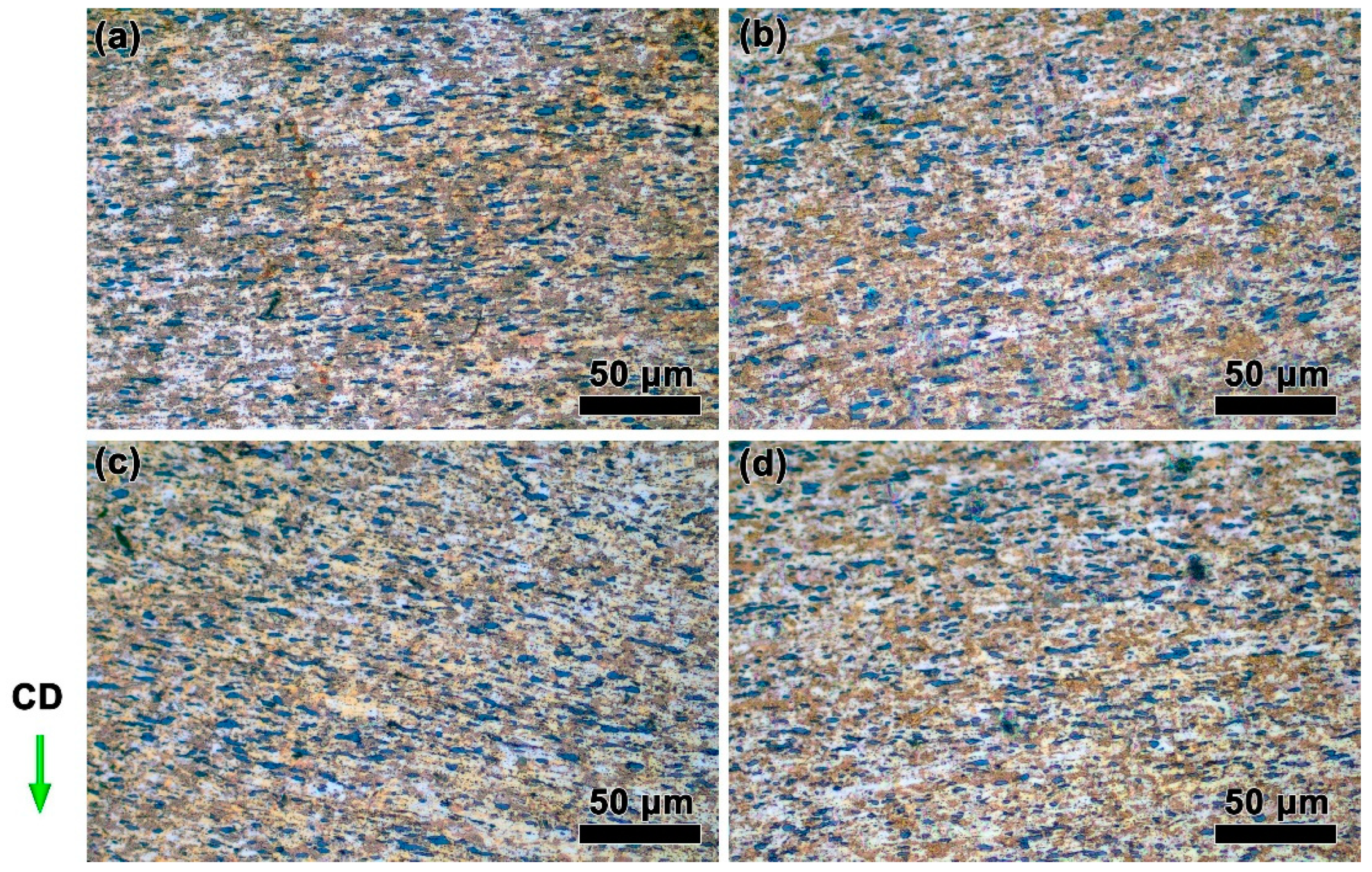
3.2. Microstructure Analysis
3.3. Constitutive Analysis
3.4. Processing Maps
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akbarpour, M.R.; Sadeghi, N.; Aghajani, H. Nano TiC-Graphene-Cu composites fabrication by a modified ball-milling method followed by reactive sintering: Effects of reinforcements content on microstructure, consolidation, and mechanical properties. Ceram. Int. 2022, 48, 130–136. [Google Scholar] [CrossRef]
- Feng, L.-C.; Xie, N.; Shao, W.-Z.; Lu, L.-X.; Zhen, L.; Zhao, J. Thermal conductivity determination of conductor/insulator composites by fractal: Geometrical tortuosity and percolation. Compos. Part B Eng. 2016, 92, 377–383. [Google Scholar] [CrossRef]
- Li, W.-J.; Shao, W.-Z.; Xie, N.; Zhang, L.; Li, Y.-R.; Yang, M.-S.; Chen, B.-A.; Zhang, Q.; Wang, Q.; Zhen, L. Air arc erosion behavior of CuZr/Zn2SnO4 electrical contact materials. J. Alloys Compd. 2018, 743, 697–706. [Google Scholar] [CrossRef]
- Zhang, X.; Xiao, Z.; Xia, Z.; Han, S.; Meng, X.; Zhao, Y.; Lei, Q. Microstructure and properties of Cu-TiNi composites prepared by vacuum hot pressing. J. Alloys Compd. 2022, 897, 162729. [Google Scholar] [CrossRef]
- Han, T.; Li, J.; Zhao, N.; Shi, C.; Liu, E.; He, F.; Ma, L.; Li, Q.; He, C. In-situ fabrication of nano-sized TiO2 reinforced Cu matrix composites with well-balanced mechanical properties and electrical conductivity. Powder Technol. 2017, 321, 66–73. [Google Scholar] [CrossRef]
- Shen, K.; Wang, M.; Li, S. Study on the properties and microstructure of dispersion strengthened copper alloy deformed at high temperatures. J. Alloys Compd. 2009, 479, 401–408. [Google Scholar] [CrossRef]
- Ďurišinová, K.; Ďurišin, J.; Orolínová, M.; Ďurišin, M.; Szabó, J. Effect of mechanical milling on nanocrystalline grain stability and properties of Cu–Al2O3 composite prepared by thermo-chemical technique and hot extrusion. J. Alloys Compd. 2015, 618, 204–209. [Google Scholar] [CrossRef]
- Vidyuk, T.M.; Dudina, D.V.; Korchagin, M.A.; Gavrilov, A.I.; Ukhina, A.V.; Bulanova, U.E.; Anisimov, A.G. Manufacturing of TiC-Cu composites by mechanical milling and spark plasma sintering using different carbon sources. Surf. Interfaces 2021, 27, 101445. [Google Scholar] [CrossRef]
- Yu, Z.; Zhu, H.; Huang, J.; Li, J.; Xie, Z. Processing and characterization of in-situ ultrafine TiB2-Cu composites from Ti-B-Cu system. Powder Technol. 2017, 320, 66–72. [Google Scholar] [CrossRef]
- Zhang, Z. Performance analysis and dynamic recrystallization of Cu-Al2O3 composites. Nonferrous Met. Mater. Eng. 2017, 38, 210–214. [Google Scholar]
- Gaiser, P.; Klingler, M.; Wilde, J. The influence of strain hardening of copper on the crack path in Cu/Al2O3/Cu direct bonded copper substrates. Int. J. Fatigue 2020, 140, 105821. [Google Scholar] [CrossRef]
- Beltrán, J.I.; Muñoz, M.C. Ab initio study of decohesion properties in oxide/metal systems. Phys. Rev. B 2008, 78, 245417. [Google Scholar] [CrossRef] [Green Version]
- Meng, L.; Wang, M.; Liu, X.; Wang, F. Hot compression deformation behavior and a modified physically-based constitutive model of Cu-6 %Ag alloy. Appl. Phys. A 2016, 122, 387. [Google Scholar] [CrossRef]
- Shukla, A.; Murty, S.N.; Sharma, S.; Mondal, K. Constitutive modeling of hot deformation behavior of vacuum hot pressed Cu–8Cr–4Nb alloy. Mater. Des. 2015, 75, 57–64. [Google Scholar] [CrossRef]
- Hao, Q.; Qi, L.; Wang, Y.; Wang, H.; Yang, B. Hot Deformation Behavior of Cu-9.83Ni-1.24Fe-0.7Mn-0.012Ce Alloy for Seawater Pipelines. Adv. Eng. Mater. 2018, 21. [Google Scholar] [CrossRef]
- Wang, F.; Li, Y.; Xie, G.; Wakoh, K.; Yamanaka, K.; Koizumi, Y.; Chiba, A. Investigation on hot deformation behavior of nanoscale TiC-strengthened Cu alloys fabricated by mechanical milling. Mater. Sci. Eng. A 2016, 668, 1–12. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y.; Tian, B.; Jia, Y.; Liu, Y.; Song, K.; Volinsky, A.A. Thermal deformation behavior of the Al2O3-Cu/(W, Cr) electrical contacts. Vacuum 2019, 164, 361–366. [Google Scholar] [CrossRef]
- Wei, H.L.; Liu, G.Q.; Zhao, H.T.; Zhang, M.H. Effect of carbon content on hot deformation behaviors of vanadium microalloyed steels. Mater. Sci. Eng. A 2014, 596, 112–120. [Google Scholar] [CrossRef]
- Wei, M.; Che, W.; Li, H.; Wang, Z.; Yan, F.; Liu, Y.; Liu, J. Ruddlesden-Popper type La2NiO4+δ oxide coated by Ag nanoparticles as an outstanding anion intercalation cathode for hybrid supercapacitors. Appl. Surf. Sci. 2019, 484, 551–559. [Google Scholar] [CrossRef]
- Leelavathi, A.; Ravishankar, N.; Madras, G. Enhanced preferential CO oxidation on Zn2SnO4 supported Au nanoparticles: Support and H 2 effects. J. Mater. Chem. A 2016, 4, 14430–14436. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, M.; Yang, B.; Tan, J.; Ding, X. Highly compressible, thermally stable, light-weight, and robust aramid nanofibers/Ti3AlC2 MXene composite aerogel for sensitive pressure sensor. ACS Nano 2020, 14, 10633–10647. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.; Zhou, Z.; Wang, Y. Preparation, electrical contact performance and arc-erosion behavior of Cu/La2NiO4 composites. In Proceedings of the 3rd International Conference on Material, Mechanical and Manufacturing Engineering, Guangzhou, China, 27–28 June 2015; pp. 1532–1536. [Google Scholar]
- Li, W.J.; Chen, Z.Y.; Jiang, H.; Sui, X.H.; Zhao, C.F.; Zhen, L.; Shao, W.Z. Effects of interfacial wettability on arc erosion behavior of Zn2SnO4/Cu electrical contacts. J. Mater. Sci. Technol. 2022, 109, 64–75. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, L.; Feng, Y.; Qian, G.; Zhou, Z.; Zhang, J.; Zhang, X. Corrosion behavior and mechanism of Cu/Ti3AlC2 composites under arc discharge in different atmospheres. Corros. Sci. 2021, 190, 109649. [Google Scholar] [CrossRef]
- Xie, H.; Ngai, T.L.; Zhang, P.; Li, Y. Erosion of Cu–Ti3SiC2 composite under vacuum arc. Vacuum 2015, 114, 26–32. [Google Scholar] [CrossRef]
- Liu, J.; Wang, X.; Liu, J.; Liu, Y.; Li, H.; Wang, C. Hot deformation and dynamic recrystallization behavior of Cu-3Ti-3Ni-0.5Si alloy. J. Alloys Compd. 2018, 782, 224–234. [Google Scholar] [CrossRef]
- Wen, D.-X.; Lin, Y.; Li, H.-B.; Chen, X.-M.; Deng, J.; Li, L.-T. Hot deformation behavior and processing map of a typical Ni-based superalloy. Mater. Sci. Eng. A 2014, 591, 183–192. [Google Scholar] [CrossRef]
- Yang, P.; Zhou, M.; Zhang, Y.; Jia, Y.; Tian, B.; Liu, Y.; Li, X.; Volinsky, A.A. Effect of Y addition on microstructure evolution and precipitation of Cu-Co-Si alloy during hot deformation. Mater. Charact. 2021, 181, 111502. [Google Scholar] [CrossRef]
- Li, L.; Liu, S.; Zhou, M.; Zhang, Y.; Liang, S.; Huang, J.; Volinsky, A.A. Microstructure evolution of graphene reinforced Cu/CeO2/Cr electrical contact materials under thermal deformation behavior. J. Mater. Res. Technol. 2022, 18, 1412–1423. [Google Scholar] [CrossRef]
- Yang, J.; Kim, W. The effect of addition of Sn to copper on hot compressive deformation mechanisms, microstructural evolution and processing maps. J. Mater. Res. Technol. 2020, 9, 749–761. [Google Scholar] [CrossRef]
- Ban, Y.; Zhang, Y.; Jia, Y.; Tian, B.; Volinsky, A.; Zhang, X.; Zhang, Q.; Geng, Y.; Liu, Y.; Li, X. Effects of Cr addition on the constitutive equation and precipitated phases of copper alloy during hot deformation. Mater. Des. 2020, 191, 108613. [Google Scholar] [CrossRef]
- Zhang, Y.; Chai, Z.; Volinsky, A.A.; Sun, H.; Tian, B.; Liu, P.; Liu, Y. Hot Deformation Characteristics and Processing Maps of the Cu-Cr-Zr-Ag Alloy. J. Mater. Eng. Perform. 2016, 25, 1191–1198. [Google Scholar] [CrossRef]
- Chen, Y.-Y.; Li, B.-H.; Kong, F.-T. Effects of minor yttrium addition on hot deformability of lamellar Ti-45Al-5Nb alloy. Trans. Nonferrous Met. Soc. China 2007, 17, 58–63. [Google Scholar] [CrossRef]
- Shen, L.; Li, Z.; Dong, Q.; Xiao, Z.; Chen, C. Microstructure and texture evolution of novel Cu–10Ni–3Al–0. 8 Si alloy during hot deformation. J. Mater. Res. 2016, 31, 1113–1123. [Google Scholar]
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Met. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Momeni, A.; Arabi, H.; Rezaei, A.; Badri, H.; Abbasi, S. Hot deformation behavior of austenite in HSLA-100 microalloyed steel. Mater. Sci. Eng. A 2011, 528, 2158–2163. [Google Scholar] [CrossRef]
- Rajamuthamilselvan, M.; Ramanathan, S. Hot deformation behaviour of 7075 alloy. J. Alloys Compd. 2011, 509, 948–952. [Google Scholar] [CrossRef]
- Rokni, M.R.; Zarei-Hanzaki, A.; Roostaei, A.A.; Abedi, H.R. An investigation into the hot deformation characteristics of 7075 aluminum alloy. Mater. Des. 2011, 32, 2339–2344. [Google Scholar] [CrossRef]
- Prasad, Y.; Seshacharyulu, T. Processing maps for hot working of titanium alloys. Mater. Sci. Eng. A 1998, 243, 82–88. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Z.; Tian, B.; Zhang, Y.; Li, H. Effect of TiC particle size of particle-strengthen Cu-based composites on deformation behavior at high temperature. T. Mater. Heat Treat 2015, 8, 1–5. [Google Scholar]
- Cheng, M.; Hao, S.; Xie, J.; Wang, A.; Ma, D.; Sun, Y. Hot deformation behavior of SiCp/A1-Cu composite. J. Mater. Eng. 2017, 45, 17–23. [Google Scholar]
- Zhang, H.; Liu, Y.; Zhang, F.; Zhang, D.; Zhu, H.; Fan, T. Hot Deformation Behavior and Processing Maps of Diamond/Cu Composites. Met. Mater. Trans. A 2018, 49, 2202–2212. [Google Scholar] [CrossRef]
- Liu, B.; Zhao, G.; Zhang, X.; Guo, J.; Gong, S.; Xie, G.; Li, Z. High-temperature deformation behavior of a novel high strength and high elasticity Cu–20Ni–20Mn–0.3 Nb–0.3 Cr–0.1 Zr alloy. Intermetallics 2021, 132, 107162. [Google Scholar] [CrossRef]
- Ding, Z.; Jia, S.; Zhao, P.; Deng, M.; Song, K. Hot deformation behavior of Cu–0.6Cr–0.03Zr alloy during compression at elevated temperatures. Mater. Sci. Eng. A 2013, 570, 87–91. [Google Scholar] [CrossRef]
- Yong, P.; Zhu, X.; Yanlin, J.; Rui, Z.; Jiang, Y.; Wenting, Q.; Zhou, L. Hot deformation behavior of a CuAlMn shape memory alloy. J. Alloys Compd. 2020, 845, 156161. [Google Scholar] [CrossRef]
- Ji, G.; Li, Q.; Ding, K.; Yang, L.; Li, L. A physically-based constitutive model for high temperature deformation of Cu-0.36Cr-0.03Zr alloy. J. Alloys Compd. 2015, 648, 397–407. [Google Scholar] [CrossRef]
- Chen, J.; Wang, J.; Xiao, X.; Wang, H.; Chen, H.; Yang, B. Contribution of Zr to strength and grain refinement in Cu Cr Zr alloy. Mater. Sci. Eng. A 2019, 756, 464–473. [Google Scholar] [CrossRef]
- Lv, L.; Jiang, X.S.; Zhang, M.M.; Sun, H.L.; Shao, Z.Y.; Fu, N.N.; Jin, W.T. Effect of La on microstructures and mechanical properties of Cu/Ti3SiC2/C nanocomposites sintered by vacuum hot-pressing and hot isostatic pressing. Mater. Res. Express 2020, 7, 026543. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P. Processing maps for hot deformation of rolled AZ31 magnesium alloy plate: Anisotropy of hot workability. Mater. Sci. Eng. A 2008, 487, 316–327. [Google Scholar] [CrossRef]
- Xia, X.; Chen, Q.; Zhang, K.; Zhao, Z.; Ma, M.; Li, X.; Li, Y. Hot deformation behavior and processing map of coarse-grained Mg–Gd–Y–Nd–Zr alloy. Mater. Sci. Eng. A 2013, 587, 283–290. [Google Scholar] [CrossRef]
- Srinivasan, N.; Prasad, Y.V.R.K.; Rao, P.R. Hot deformation behaviour of Mg–3Al alloy—A study using processing map. Mater. Sci. Eng. A 2008, 476, 146–156. [Google Scholar] [CrossRef]
- Zhang, Y.; Chai, Z.; Volinsky, A.; Tian, B.; Sun, H.; Liu, P.; Liu, Y. Processing maps for the Cu-Cr-Zr-Y alloy hot deformation behavior. Mater. Sci. Eng. A 2016, 662, 320–329. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.-J.; Chen, Z.-Y.; Tang, X.-P.; Shao, W.-Z.; Zhen, L. Hot Deformation Behavior and Processing Maps of ZnSnO3/Cu Composites. Materials 2022, 15, 7402. https://doi.org/10.3390/ma15207402
Li W-J, Chen Z-Y, Tang X-P, Shao W-Z, Zhen L. Hot Deformation Behavior and Processing Maps of ZnSnO3/Cu Composites. Materials. 2022; 15(20):7402. https://doi.org/10.3390/ma15207402
Chicago/Turabian StyleLi, Wei-Jian, Zi-Yao Chen, Xiao-Peng Tang, Wen-Zhu Shao, and Liang Zhen. 2022. "Hot Deformation Behavior and Processing Maps of ZnSnO3/Cu Composites" Materials 15, no. 20: 7402. https://doi.org/10.3390/ma15207402