1. Introduction
Nowadays, additive manufacturing (AM) technology has gained serious attention thanks to its major advantages such as product development, prototype manufacturing, and so on. It is also capable of overcoming the conventional disadvantages encountered in other manufacturing techniques, becoming the most efficient approach towards product development. Fabricating custom products is a major challenge considering market requests like low-cost and rapid manufacturing. AM, known as 3D printing, uses a layer-by-layer manufacturing technique. Unlike conventional methods, this technology provides a good reduction in waste materials and is also capable of shortening the manufacturing time, reducing the cost of geometrically complex parts in a relatively short period of time. Three-dimensional (3D) printing of polymer composites with enhanced mechanical properties solves the previous limitations by the addition of reinforcements, such as particles, fibres, or nanomaterials, into thermoplastic polymers, allowing the fabrication of polymer matrix composites, which are characterized by high performance and excellent functionality [
1,
2].
The whole process consists of five steps: (1) CAD design for 3D printing, (2) export to STL file, (3) parameter setting, (4) printing, and (5) surface finishing and/or post-processing techniques.
These composites show poor mechanical properties compared with composites manufactured by conventional methods, because composites reinforced with short fibres or particles are mechanically inferior to composites reinforced with continuous fibres. The possibility of employing continuous fibre reinforced thermoplastic composites may lead to a product with much higher mechanical performance, which could potentially be useful for advanced applications [
3]. Among a broad spectrum of AM processes [
4] for polymer and composite materials, FDM (fused deposition modelling) is the first choice owing to its flexibility, complex shapes’ development, higher printing speed, low cost, high strength and toughness, non-toxicity, and the diversity of materials in comparison with other AM technologies. A further later development of FDM is continuous filament fabrication (CFF) from Markforged [
5,
6]. In addition to printing thermoplastics, Markforged also adapts the FFF (fused filament fabrication) process to print non-plastics. In CFF manufacturing, a FFF printer with a second nozzle places continuous carbon fibres, fiberglass, or Kevlar
® in one piece, but instead of melting the entire filament, the heat of its nozzle is used to “integrate” into the thermoplastic layer. CFF is a promising alternative to conventional processes for the fabrication of CFRTPCs (continuous fiber-reinforced thermoplastic composites), such as vacuum forming, filament winding, pultrusion, bladder-assisted molding, or compression, which require expensive facilities and equipment, such as autoclaves or complex rigid molds for out-of-autoclave processes, hindering the wide application of composites. Although this technology is still in its infancy, two methods have been reported for embedding continuous fibres into the thermoplastic filament: embedding the continuous fibre in the injector in a “co-extrusion” process [
2] or embedding the continuous fibre directly in the component with a dual extrusion method. MarkForged
® has successful implemented the second method, claiming a remarkable improvement in the mechanical performances of 3D-printed composites [
7].
FDM is a complex process with many parameters that influence product quality and material properties, and the combination of these parameters is often difficult to understand; however, it is clear that the staircase effect is one of the key characteristics of all AM manufactured parts. This is the main factor that has a direct influence on surface roughness and can be observed on micro and macro levels. Many authors focused their attention on optimizing 3D printing parameters, early in the stage of pre-processing, for achieving a fine surface, but the printing time was high owing to the very small thickness of the layer.
The main issue in additive manufacturing refers to the quality of the surfaces. It is essential to maintain the long-term performance of the printed parts, as well as their functionality. Normally, in the composite manufacturing process, the surface finishing stage cannot be skipped, with dimensional accuracy playing an important role in achieving the desired surface. Surface roughness has a major influence upon the mechanical behaviour of the printed parts, like crack initiation, wear resistance, fatigue life, and so on. There are two main strategies that can be used for reducing the roughness of the 3D-printed parts: pre-processing and post-processing. The pre-processing stage is given by specific parameters of the printing machine, part orientation, geometry, and so on. Post-processing can be divided into two phases: primary and secondary. Primary post-processing includes the necessary steps to follow for all 3D-printed parts to be usable. Secondary post-processing includes surface finishing, a process that improves the properties, performance/functions, or even the aesthetics of the parts. The need for a reduction in surface roughness will be defined in compliance with the experimental approach/purpose for which the parts were printed. In this investigation, the secondary post-processing phase is important because it refers strictly to improving surface roughness via laser polishing.
Many researchers have had different perspectives on improving the quality of surfaces. Currently, the most common techniques are as follows:
Sanding: performed manually, and thus unsuitable for industrial production [
8].
Chemical post-processing: chemical baths can be used to smooth printed parts via ME (material extrusion) [
9].
Epoxy coating: applying homogenized epoxy resin and hardener, which improves the surface roughness of the printed part [
10].
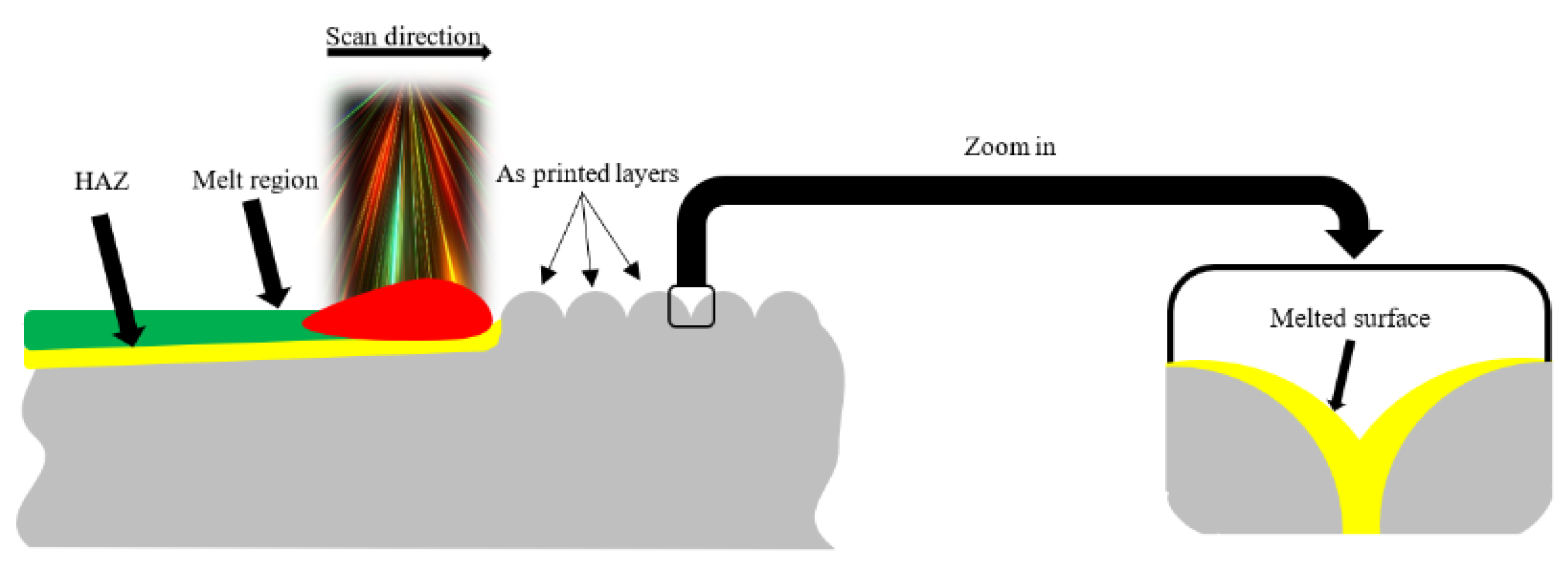
None of the mentioned techniques above are used at an industrial scale. Therefore, a new technique suitable for large-scale applications is required. To bring CFF to an industrial level, an auxiliary process that is automatable, adaptable, and does not affect mechanical properties of the part is necessary. To this end, auxiliary assistance after the part is printed can be utilized. The application of heat on the rough surface can be an easy way to achieve a smooth surface; however, it is difficult to control a temperature field to reach the desired results. It is challenging to reduce the surface roughness to desired values while not affecting sub-surface features. Therefore, the use of focused energy sources instead of energy fields is a necessity in making sure that only the desired geometry is removed [
11] as shown in
Figure 1.
Laser polishing is a post-processing technique based on scanning the part’s surface with a laser beam, originally developed to improve the surface quality of metallic parts. This treatment has recently been investigated for polylactic acid (PLA) [
11,
12,
13], fibre-reinforced PLA-FDM [
14], and acrylonitrile butadiene styrene (ABS) [
12,
15,
16]. It certainly has more advantages than the traditional polishing techniques, not only thanks to its ability to adapt to the type of material, but also because it is a non-contact polishing technique, which leads to no tool loss. Laser polishing has been successfully used to improve the surface quality of parts fabricated from various materials such as glass, diamond, and various metals [
17]. Its operating parameters differ from one material to another. Thus, after parameter optimization on a material, the process can be automated using a robotic arm and can be applied to a wide range of sizes and shapes. Nevertheless, when these beams impact the material surface to be polished, the surface starts to melt owing to the high temperature, especially in the case of polymer materials, which is also addressed by the present study; therefore, an optimization of the laser polishing process parameters is vital in order to obtain optimum results in terms of a reduction in surface roughness along with the clean, unaltered surface of the sample. Among the various additive manufacturing technologies within the current research study, Markforged X7 FDM/CFF 3D printing technology was used to manufacture the tested specimens, using their in-house developed nylon type material, Onyx, which incorporates chopped carbon fibres. This material is purpose-built for the requirements of the aerospace, transportation, and automotive industry, having a strong resistance to solvents and petrochemicals. It is the ideal material for the production of parts that require a nice appearance in compliance with industry requirements. Onyx has been chosen for this work mainly because of its superior resistance to heat compared with other plastic 3D printing materials and because of the varied range of applications in which it could be found. After part-printing, the surface roughness of the 3D-printed samples was measured before and after laser polishing using a MARSURF PS10 surface profilometer.
4. Conclusions
Generally, post-processing plays an important role in enhancing the mechanical/chemical and esthetical properties, complying to the imposed tolerances. These essential characteristics of the surfaces lead to the increase in demand at the industrial level of the post-processing operations. Even though this study is focused on the change in surface roughness, a comprehensive experimental study on the mechanical properties of the treated part should also be taken in consideration. Therefore, laser polishing was employed to improve the surface quality of Onyx specimens. Modification in surface roughness and geometrical deviations was studied. The main conclusions are as follows:
After laser polishing with the optimal parameters, the surface roughness of Onyx specimens was greatly reduced, especially for S2, S3, and S4. Sample S3 obtained the greatest reduction from 19.5 µm to 1.725 µm.
The increase in the number of passes and reducing laser power and frequency improves the smoothing.
For higher laser power and frequency values, the geometry of the test samples was greatly affected. Therefore, Onyx reacted better at a lower frequency and no debris was found on the test samples.
Using the same laser parameters for S1 and S5, by changing the laser path, it has been observed that it had little influence on the surface roughness, but had a major impact on the geometrical deviation of the samples.
While the laser process involves material removal/melting, causing a dimension variation, an experimental study on the mechanical properties of the treated part should also be taken in consideration.
In this work, an approach to improve the surface quality of new additively manufactured polymer parts using the laser polishing process was developed. These results can be of high interest in the context of intensive interest for the use of newly developed continuous filament fabrication (CFF) 3D printing technology, as an alternative solution for conventional CFRTPC composites developed using techniques like vacuum forming, filament winding, pultrusion, bladder-assisted moulding, or compression. These conventional processes require expensive facilities and equipment, such as autoclaves or complex rigid molds for out-of-autoclave processes, hindering the wide application of composites.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}