
Mechanical and Microstructural Anisotropy of Laser Powder Bed Fusion 316L Stainless Steel

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Stainless Steel CL20ES
2.2. Additive Machine and Processing Parameters
2.3. Test Campaign Samples
- Mechanical anisotropy in relation to the orientation of the test specimen;
- Effect of the “focus level (FL)” parameter on the mechanical properties and integrity of the samples.
- Type 1: VERTICAL BUILD; notch plane of symmetry identical with the level of melting.
- Type 2: HORIZONTAL BUILD; notch plane of symmetry perpendicular to the level of melting; the notch bottom lies in one level.
- Type 3: HORIZONTAL BUILD; notch plane of symmetry perpendicular to levels of melting; the notch bottom line crossing levels of melting.
2.4. Analytical Methods
3. Results and Discussion
3.1. Anisotropy of Tensile Mechanical Properties
3.2. Notch Impact Toughness
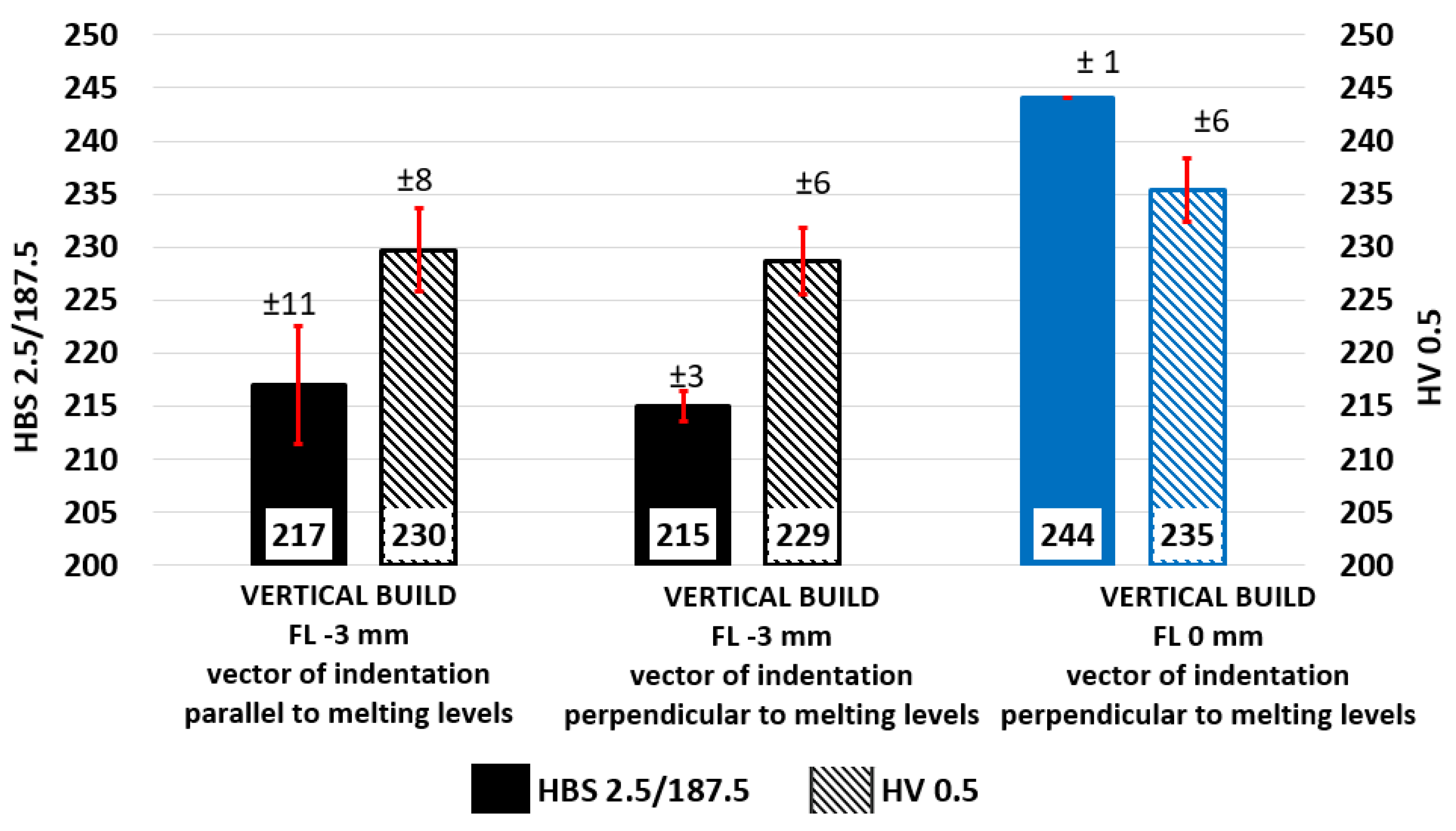
3.3. Hardness
- FL −3 mm, indentation parallel to melting levels −230 ± 8 HV 05;
- FL −3 mm, indentation perpendicular to melting levels −229 ± 6 HV 05;
- FL 0 mm, indentation perpendicular to melting levels −235 ± 6 HV 05.
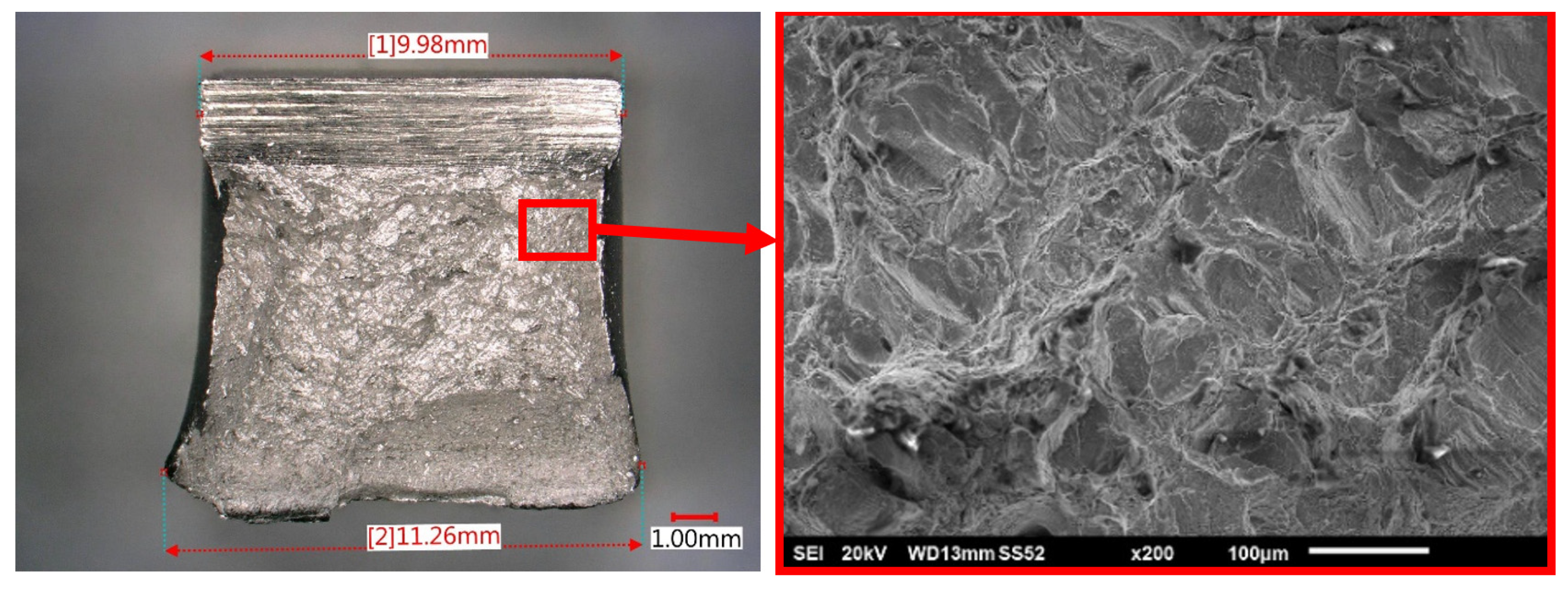
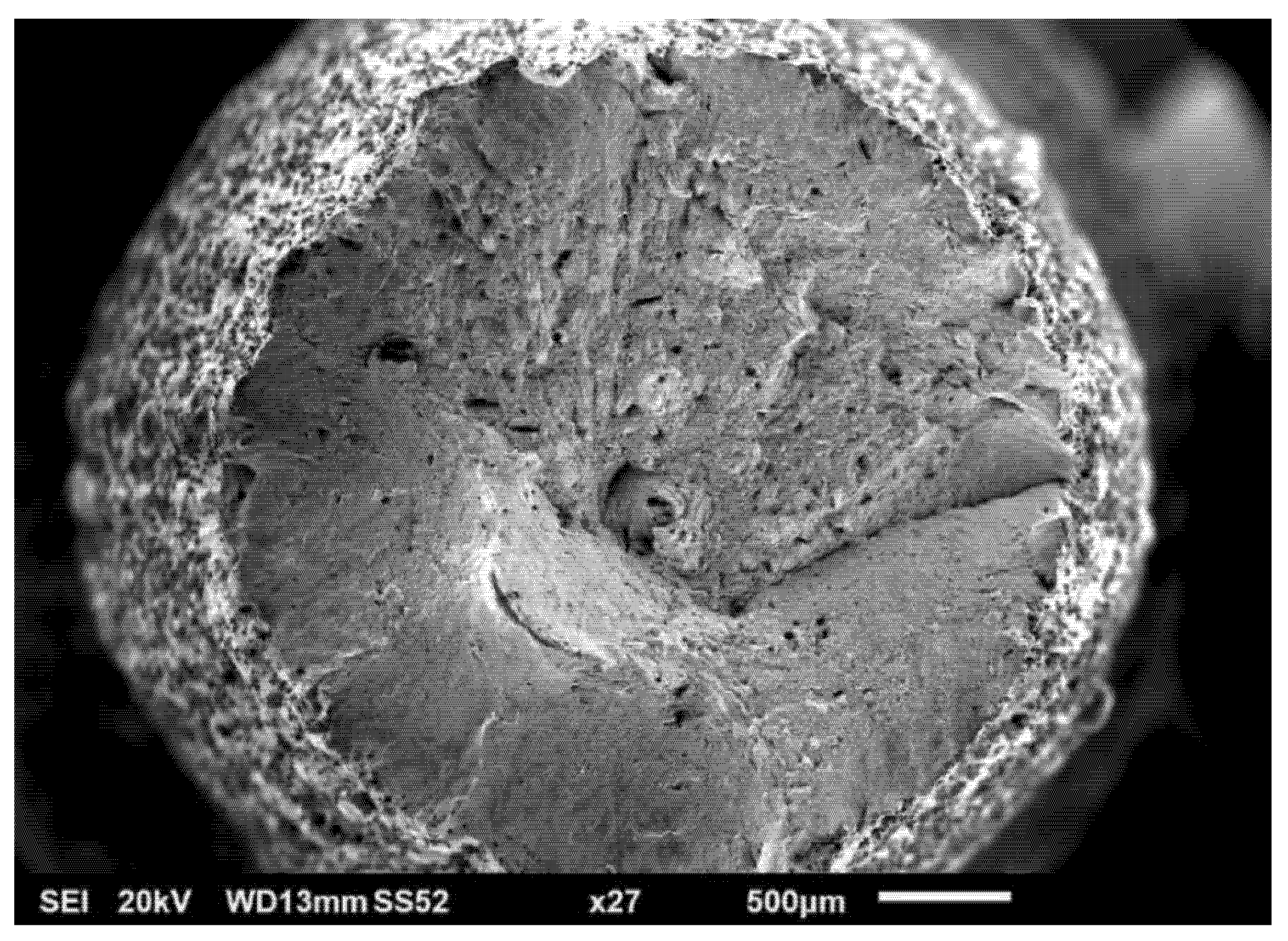
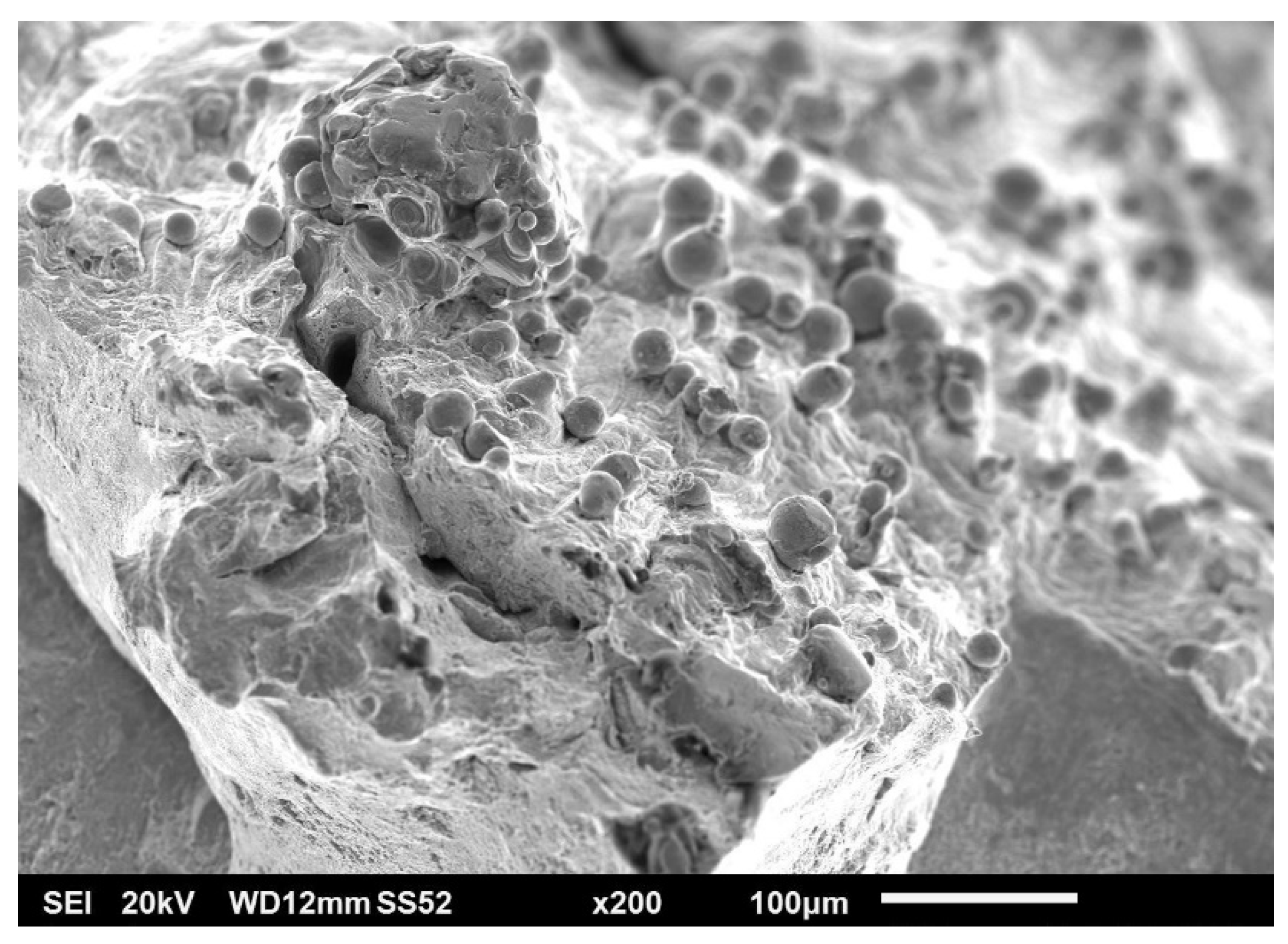
3.4. Fractography of Tensile Test Bars
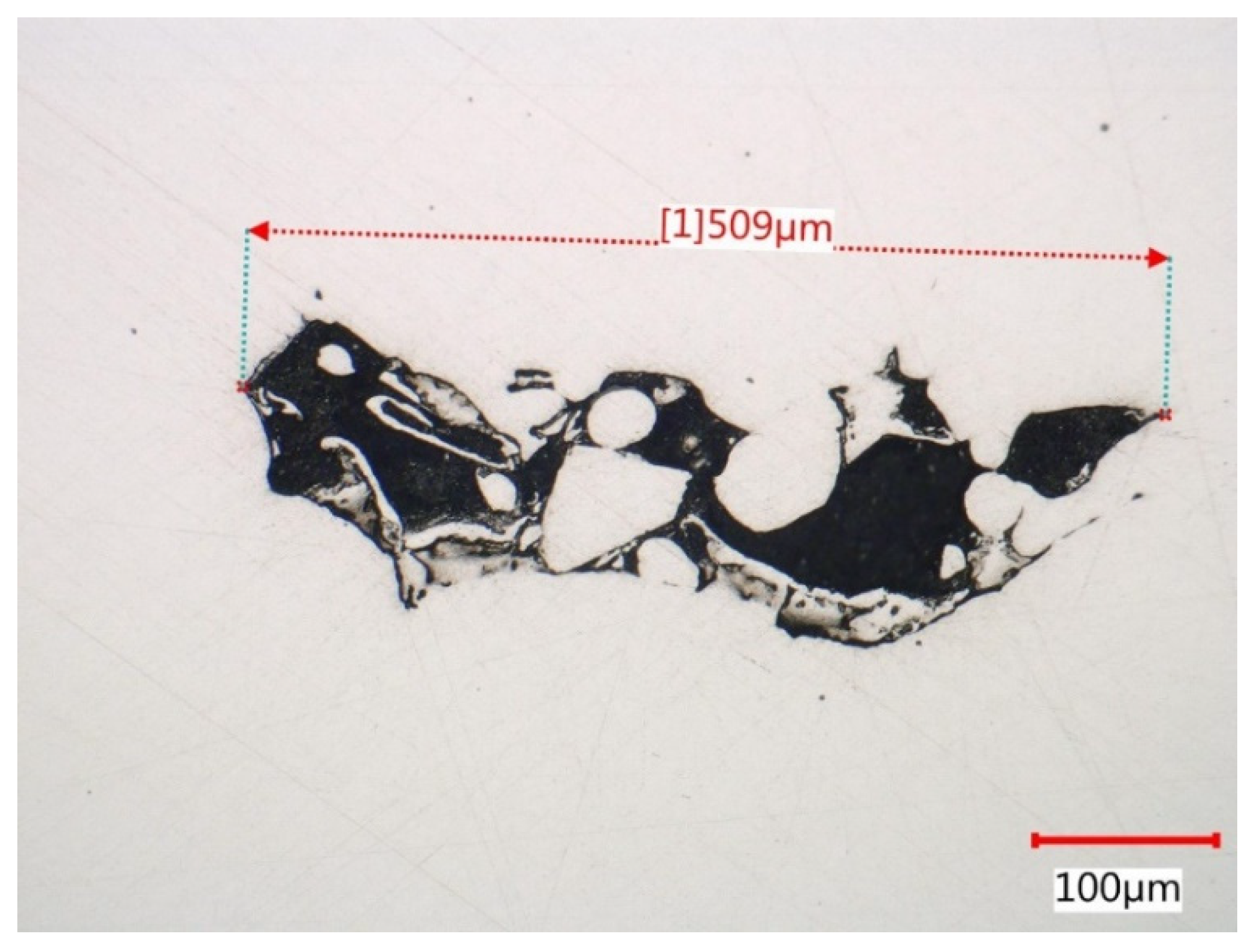
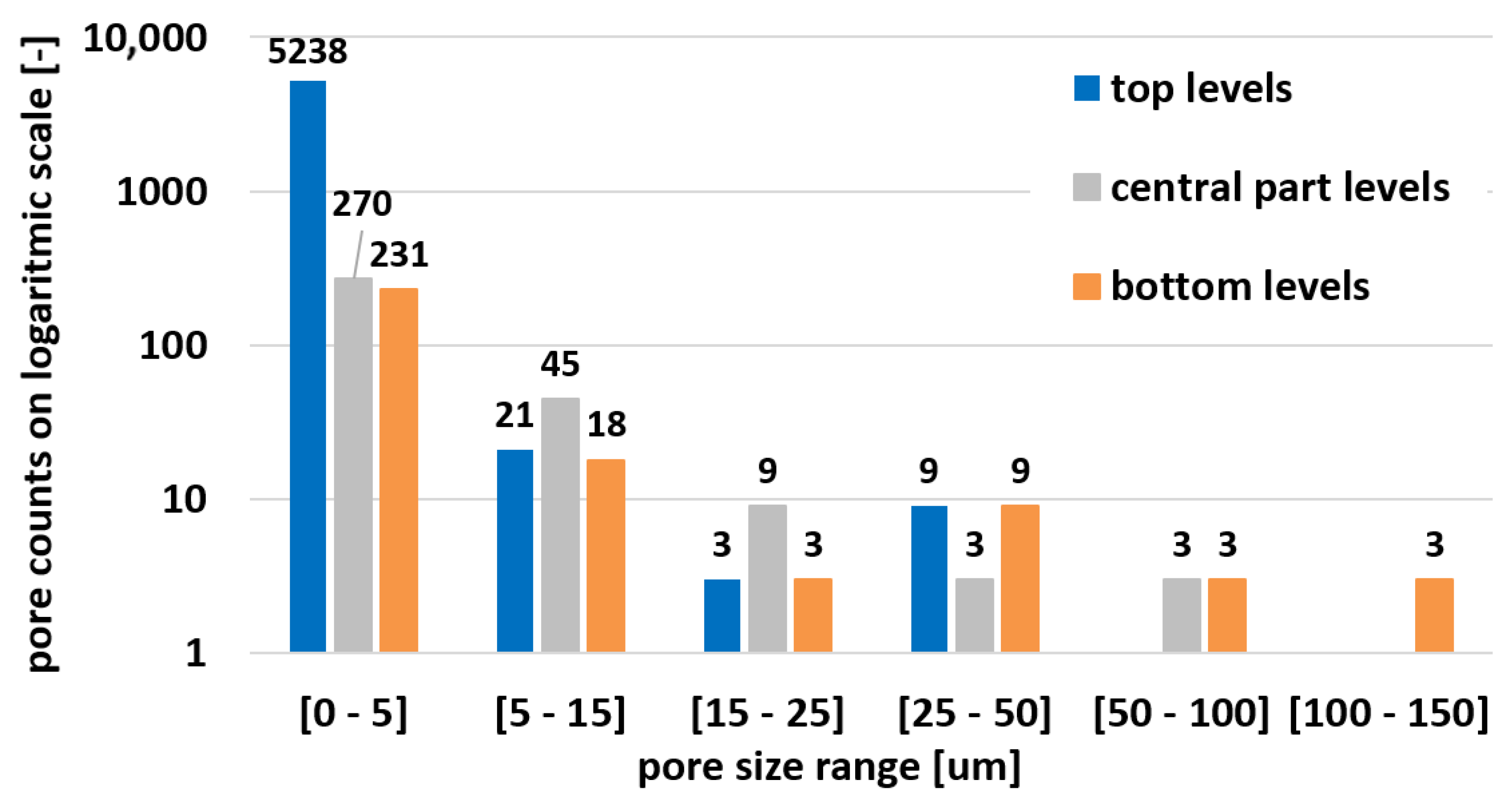
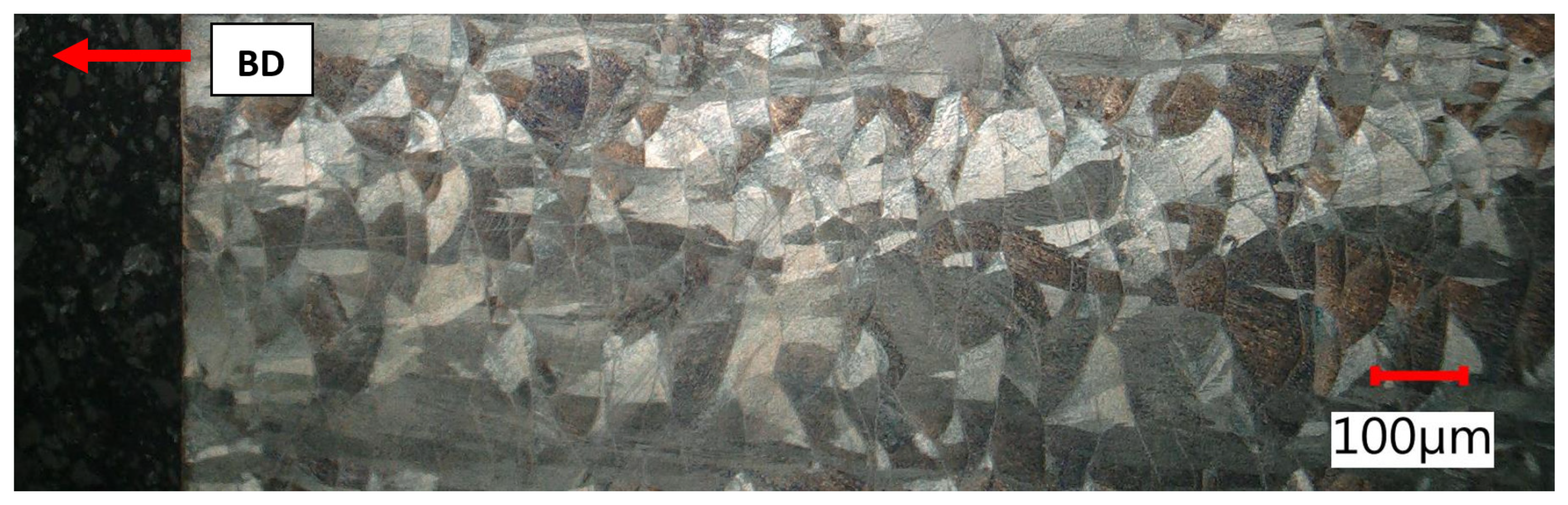
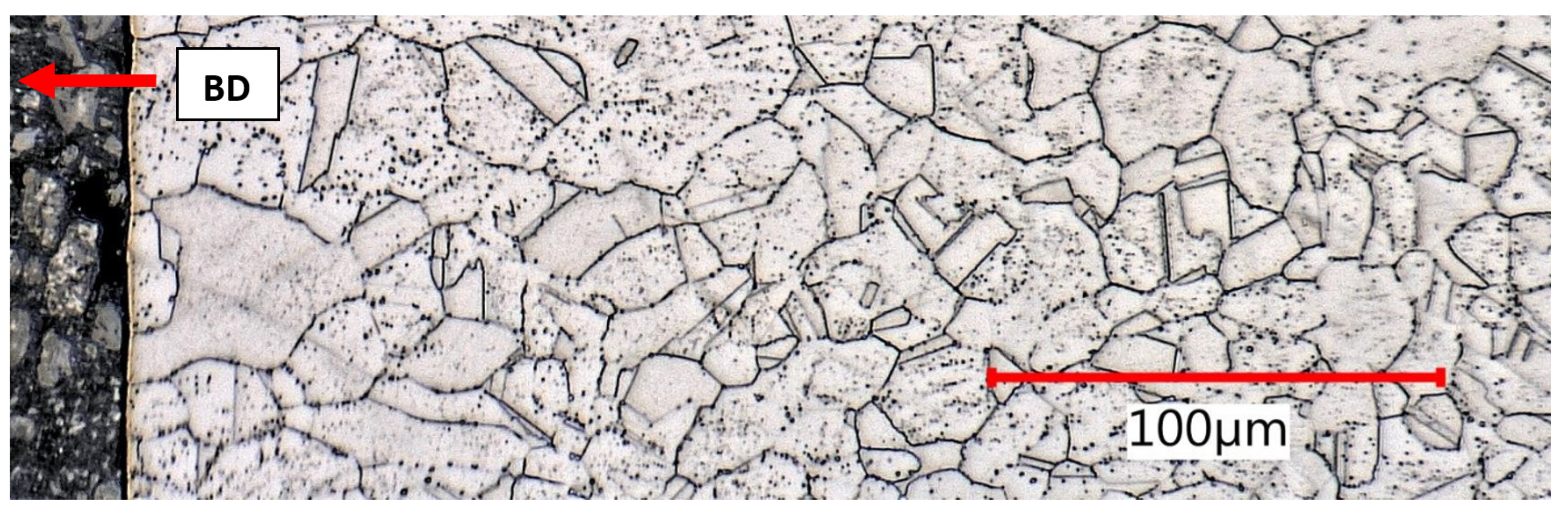
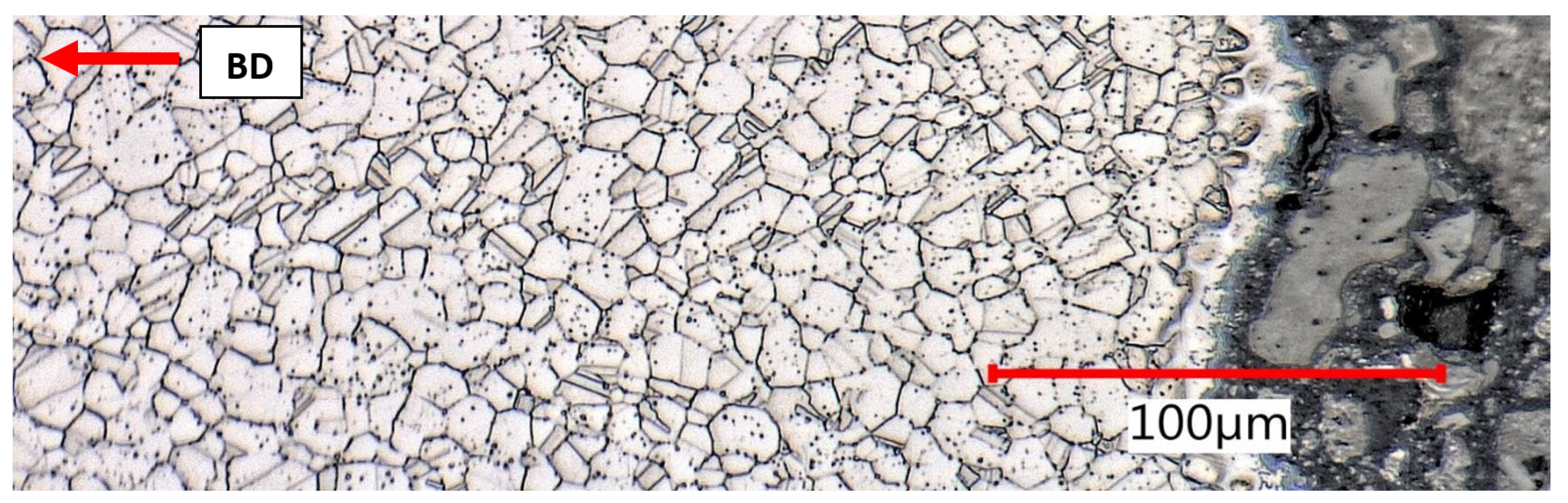
3.5. Optical Microscopy and Porosity Analysis
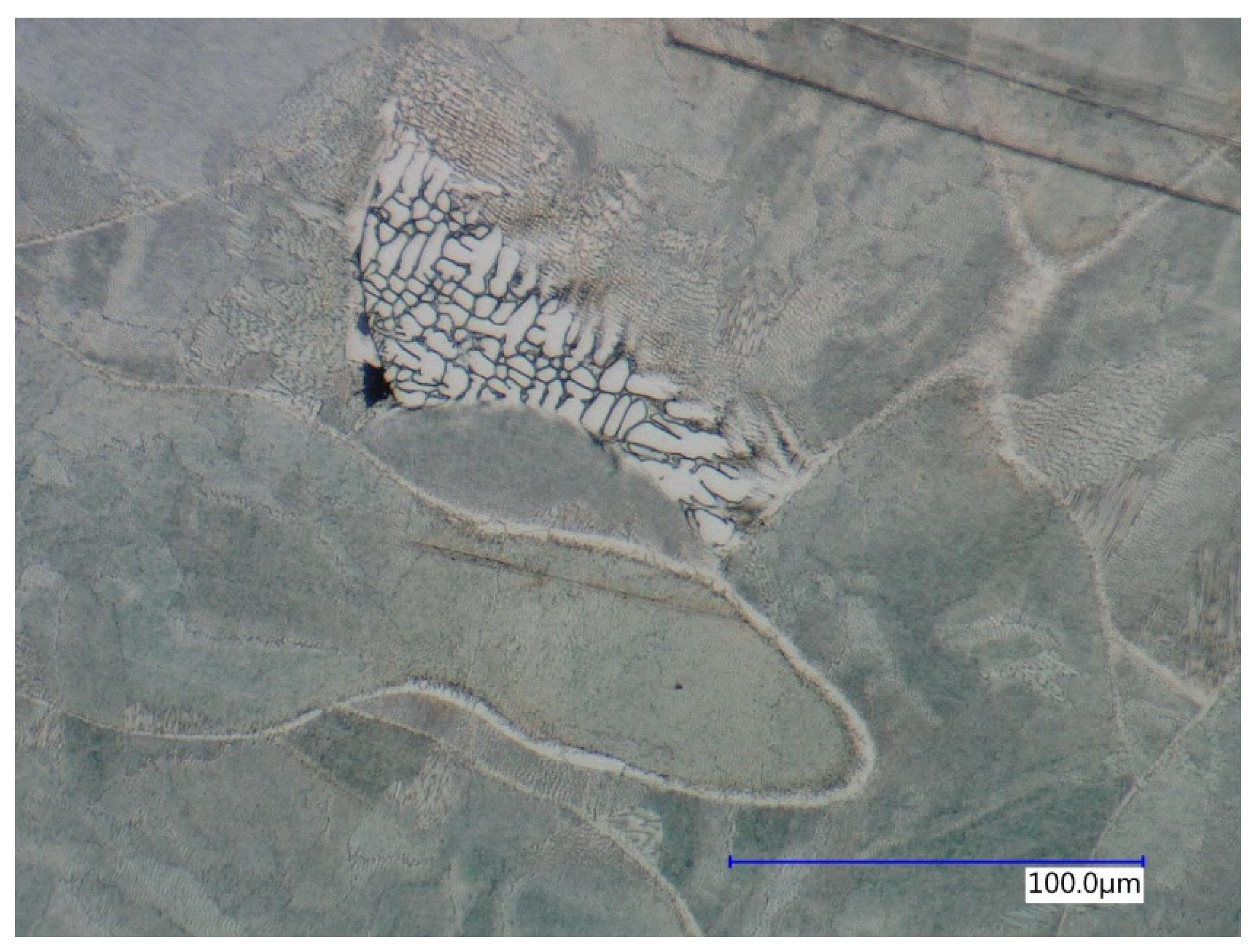
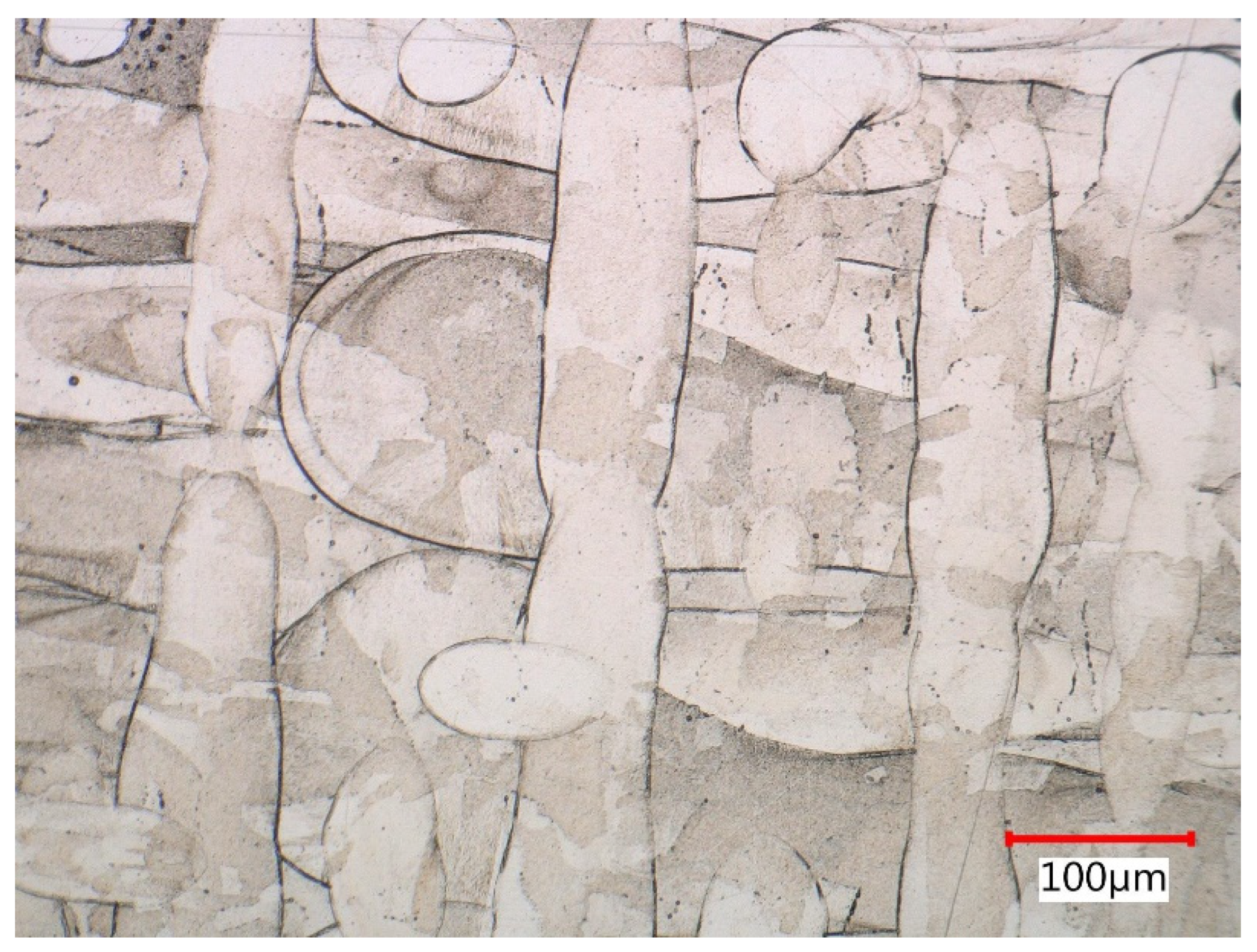
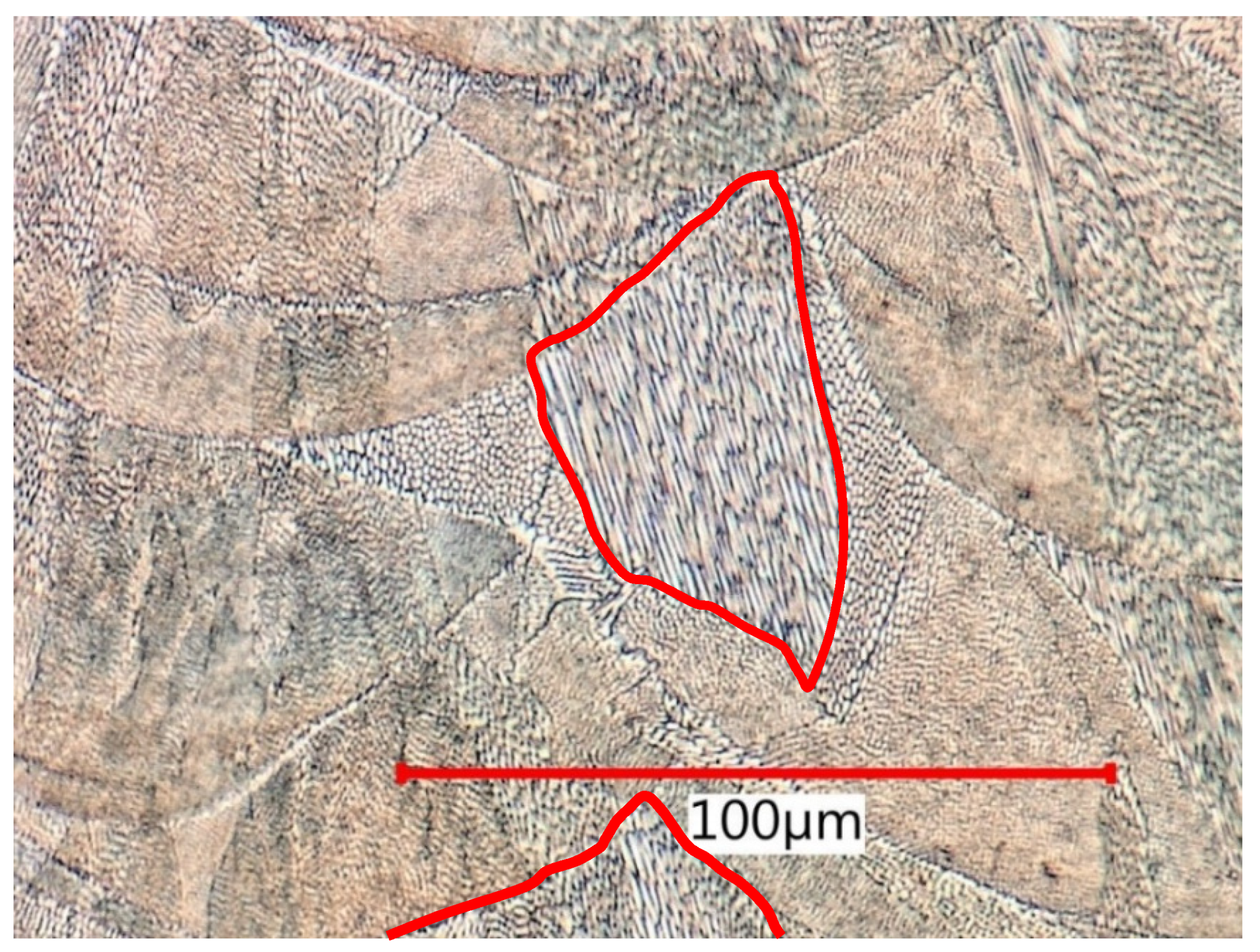
3.6. Annealing and Recrystallization, Grain Formation
4. Conclusions
- The anisotropy of tensile properties persisted in as-built material after stress relief annealing. Tilted (45°) samples showed 14% higher Rm, 16% higher YTS, and 16% lower E. Horizontal samples exhibited the best tensile properties—10% higher UTS, 15% higher YTS, 2% higher E against baseline.
- The shifting of focus level to the level of melting (FL = 0mm) brought an indistinct increase of Rm by 1.2% and a 1.25% increase of E, but a significant increase of YTS by 7.3%.
- Depending on the orientation and process parameters, the YTS/UTS ratio in the range of 0.7 to 0.85 was found.
- Although the effect of notch orientation to melting levels was not significant based on the results, the lowest values of impact toughness KCV (127 J/cm2) were achieved in the case of orienting the notch plane of symmetry into the melting level. Theoretically, two subsequent melting levels were torn apart in this case. Considering real coherency between melting levels, results were in line with expectations.
- The impact toughness KCV of FL = 0 mm vertical samples was higher by 48% (188 J/cm2) compared to baseline.
- Macrohardness measurement represented by Brinell scale did not exhibit any systematic differences among planes of measurement as well as among vectors of indentation (215–217 HBS 2.5/187.5). From this point of view, consistent results of macrohardness and microhardness (229–230 HV0.5) could be observed.
- Using both hardness measurement methods, F= 0 mm samples exhibited higher values (244 HBS 2.5/187.5, resp. 235 HV0.5).
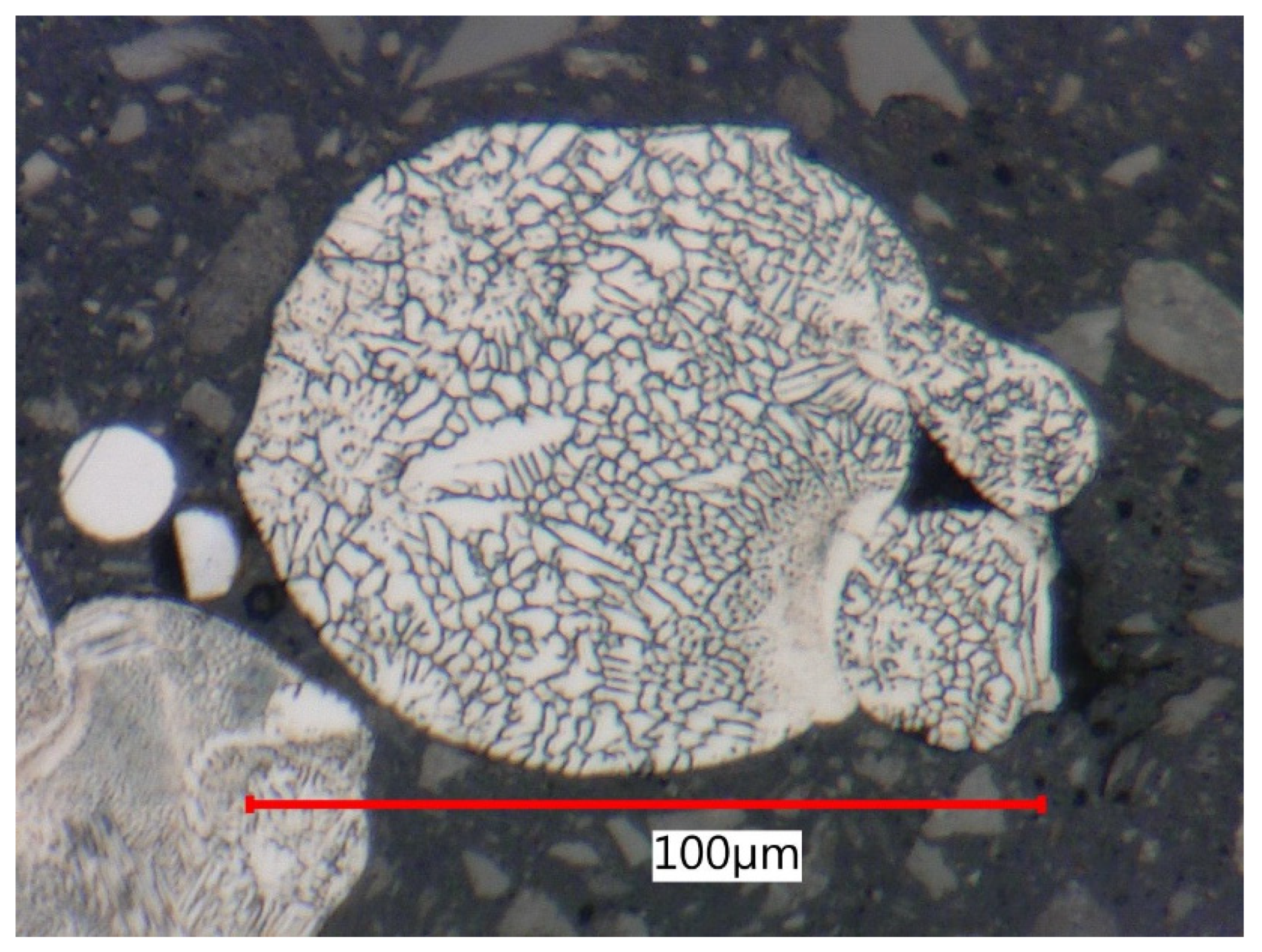
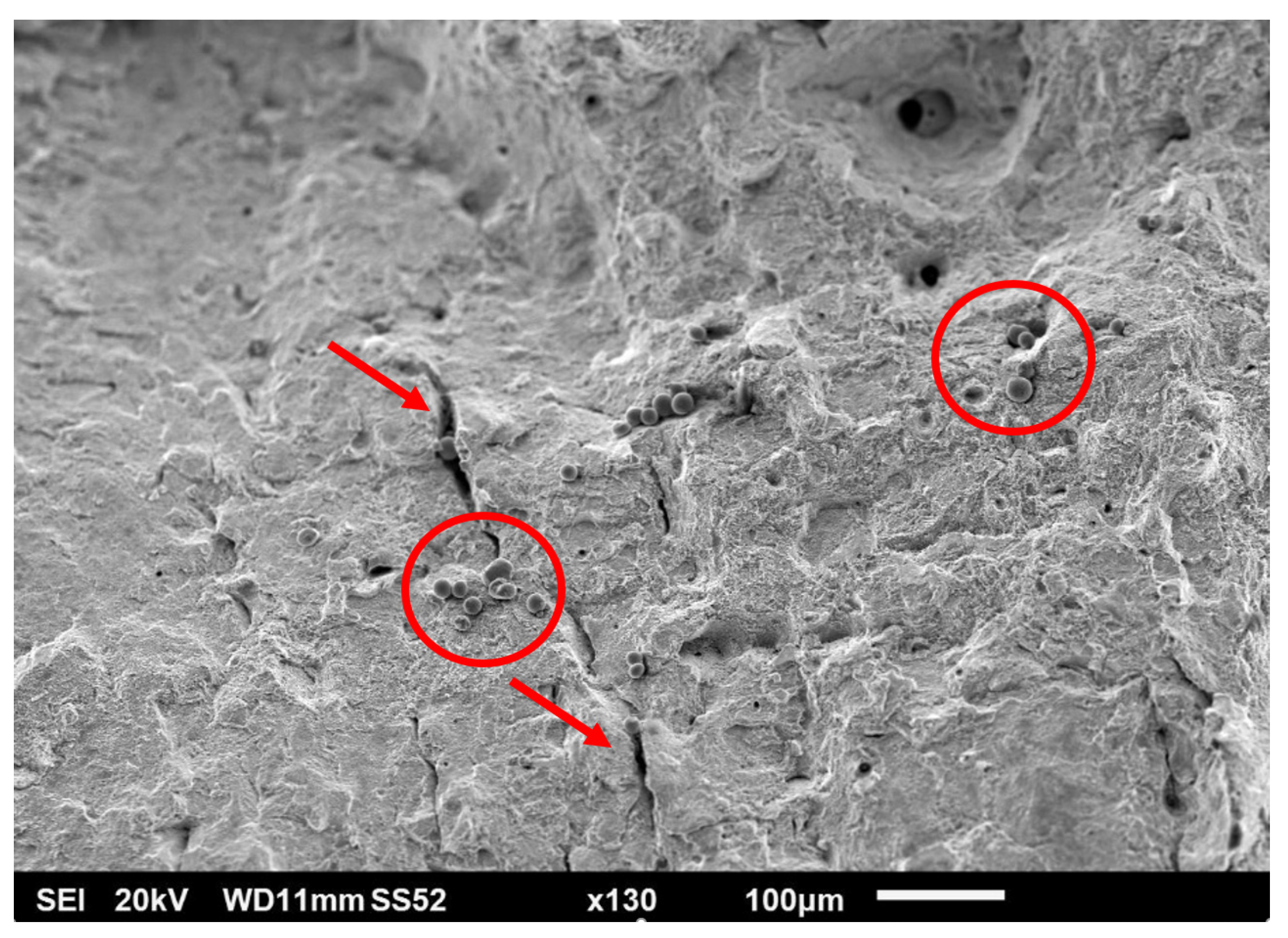
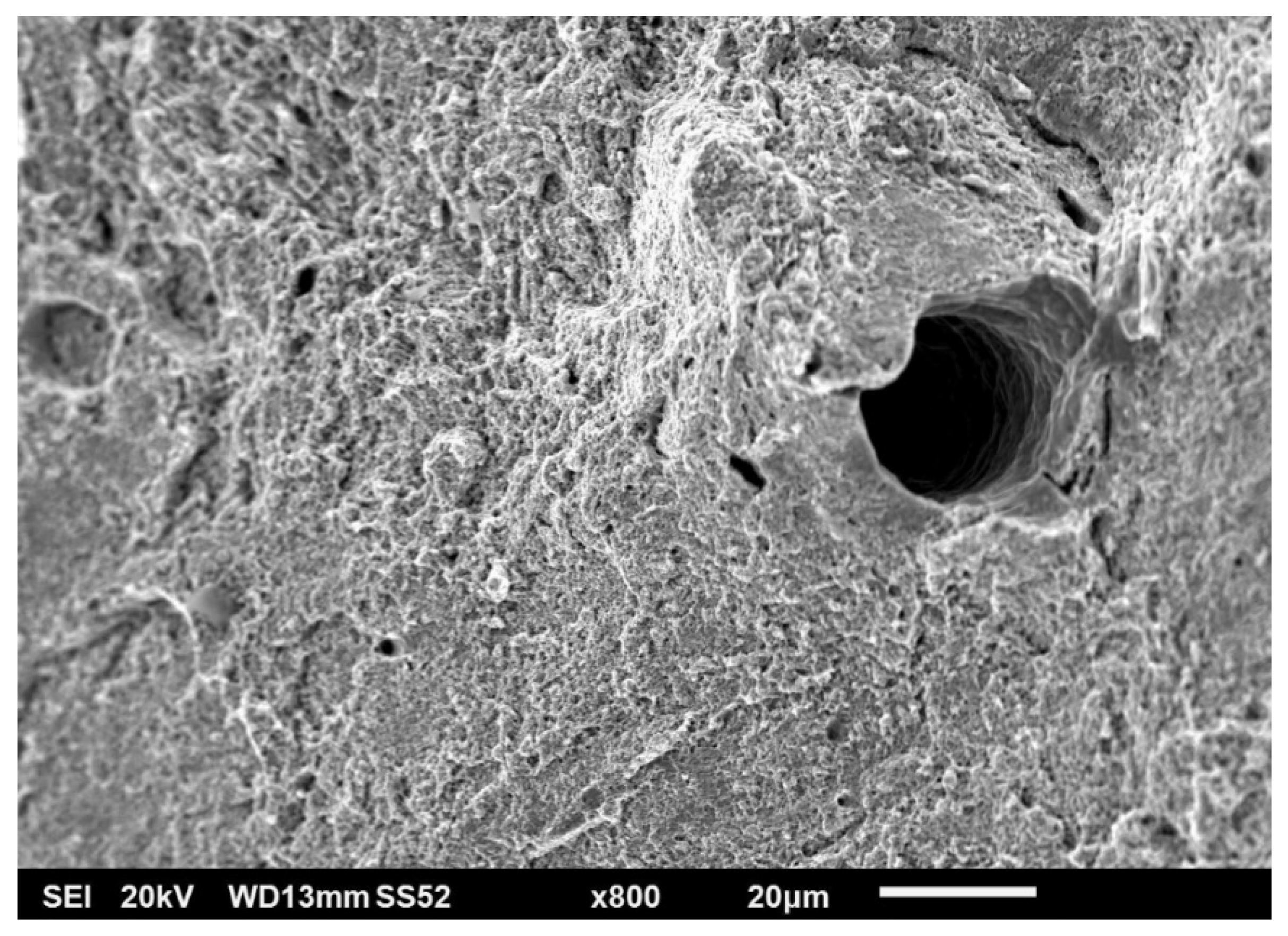
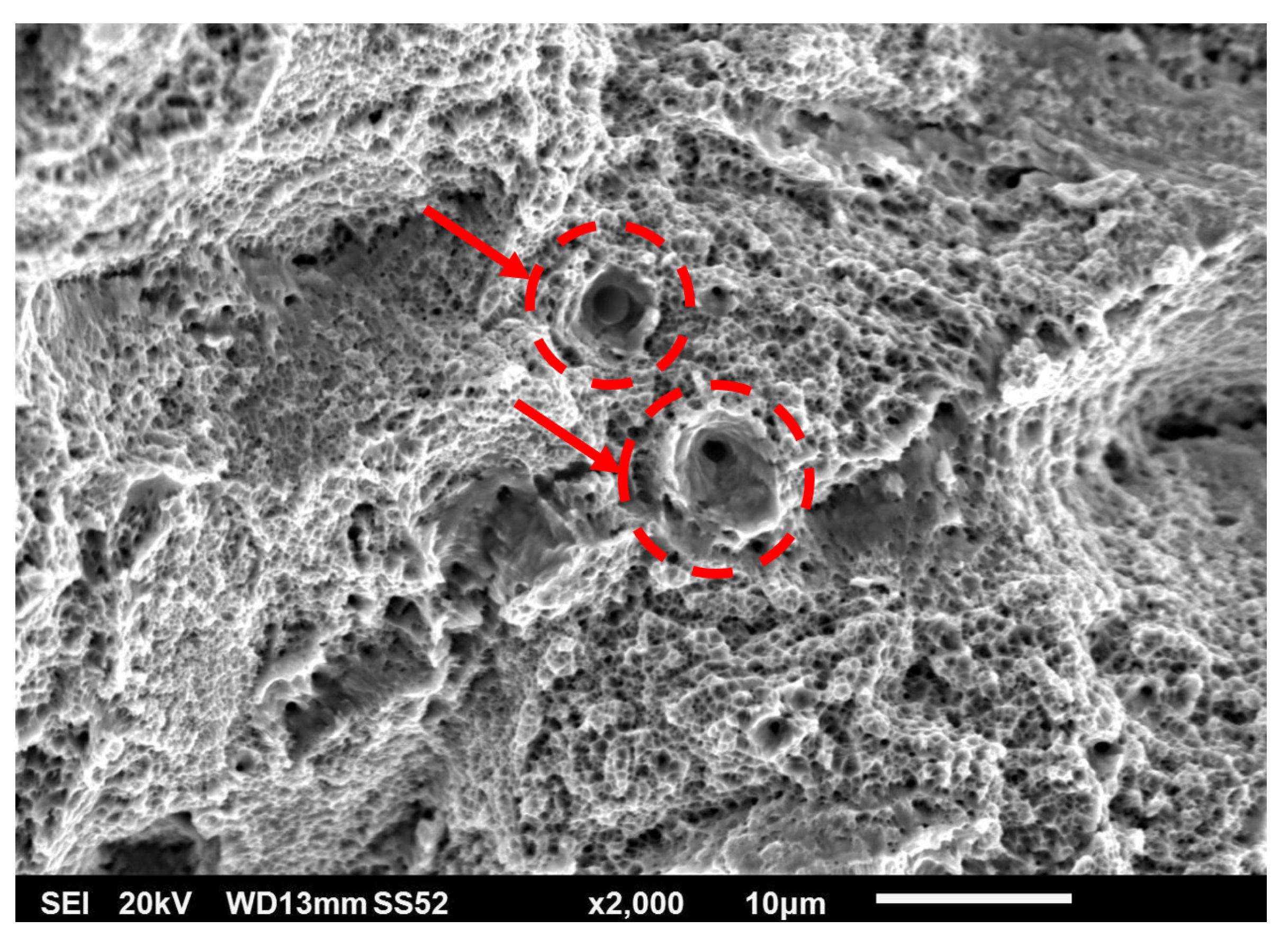
- Fractography analysis was performed using both scanning electron and optical microscopy. Fracture surfaces of tensile test samples contained typical features of ductile cracking with significant necking, high angled neck surface, and fine dimple morphology of the fracture. Several defects were observed on the metal-clean fracture surfaces—secondary cracks, voids, deformed spherical pores, non-spherical pores, and unmelted powder particles.
- Porosity investigation was performed in three levels along vertical tensile test samples with very promising results in the range of 0.036% to 0.103%. Across all samples according to the pore size distribution curve, more then 95% of total pore area was created by spherical pores smaller than 25 µm.
- Microstructural investigation of solution annealed (1070 °C) tensile test samples showed outstanding tendency to recrystallization, grain polygonization, annealing twins formation, and even distribution of carbides in solid solution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; Additive Manufacturing—General Principles—Terminology Technical Report. International Organization for Standardization: Geneva, Switzerland, 2015.
- Yang, Y.; Zhu, Y.; Khonsari, M.M.; Yang, H. Wear anisotropy of selective laser melted 316L stainless steel. Wear 2019, 428, 376–386. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Simson, T.; Emmel, A.; Dwars, A.; Böhm, J. Residual stress measurements on AISI 316L samples manufactured by selective laser melting. Addit. Manuf. 2017, 17, 183–189. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.S.; Miranda, G. 316L stainless steel mechanical and tribological behavior—A comparison between selective laser melting, hot pressing and conventional casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Krakhmalev, P.; Yadroitsava, I.; Fredriksson, G.; Yadroitsev, I. In situ heat treatment in selective laser melted martensitic AISI 420 stainless steels. Addit. Manuf. 2015, 87, 380–385. [Google Scholar] [CrossRef]
- Meier, H.; Haberland, C.; Fredriksson, G.; Yadroitsev, I. Experimental studies on selective laser melting of metallic parts. Mater. Und Werkst. 2008, 39, 665–670. [Google Scholar] [CrossRef]
- Feenstra, D.R.; Cruz, V.; Gao, X.; Molotnikov, A.; Birbilis, N. Effect of build height on the properties of large format stainless steel 316L fabricated via directed energy deposition. Addit. Manuf. 2020, 34, 101205. [Google Scholar] [CrossRef]
- Durand-Hill, M.; Henckel, J.; Di Laura, A.; Hart, A.J.; Birbilis, N. Can custom 3D printed implants successfully reconstruct massive acetabular defects? A 3D-CT assessment. J. Orthop. Res. 2020, 38, 2640–2648. [Google Scholar] [CrossRef]
- Anssari Moin, D.; Derksen, W.; Waars, H.; Hassan, B.; Wismeijer, D. Computer-assisted template-guided custom-designed 3D-printed implant placement with custom-designed 3D-printed surgical tooling. Clin. Oral Implant. Res. 2017, 28, 582–585. [Google Scholar] [CrossRef]
- Shah, F.A.; Jergéus, E.; Chiba, A.; Palmquist, A. Osseointegration of 3D printed microalloyed CoCr implants-Addition of 0.04% Zr to CoCr does not alter bone material properties. J. Biomed. Mater. Res. Part A 2018, 106, 1655–1663. [Google Scholar] [CrossRef]
- Mangano, C.; Bianchi, A.; Mangano, F.G.; Dana, J.; Colombo, M.; Solop, I.; Admakin, O. Custom-made 3D printed subperiosteal titanium implants for the prosthetic restoration of the atrophic posterior mandible of elderly patients. 3D Print. Med. 2020, 6, 1–14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vance, A.; Bari, K.; Arjunan, A. Compressive performance of an arbitrary stiffness matched anatomical Ti64 implant manufactured using Direct Metal Laser Sintering. Mater. Des. 2018, 160, 1281–1294. [Google Scholar] [CrossRef]
- Jardini, A.L.; Larosa, M.A.; Filho, R.M.; de Zavaglia, C.A.C.; Bernardes, L.F.; Lambert, C.S.; Calderoni, D.R.; Kharmandayan, P. Cranial reconstruction: 3D biomodel and custom-built implant created using additive manufacturing. J. Cranio-Maxillofac. Surg. 2014, 42, 1877–1884. [Google Scholar] [CrossRef]
- Tepylo, N.; Huang, X.; Patnaik, P.C. Laser-Based Additive Manufacturing Technologies for Aerospace Applications. Adv. Eng. Mater. 2019, 21, 1900617. [Google Scholar] [CrossRef]
- Balyakin, A.V.; Vdovin, R.A.; Ispravnikova, S.S. Application of additive technologies for manufacturing turbine stator parts in aircraft engines. J. Phys. Conf. Ser. 2020, 1515, 042108. [Google Scholar] [CrossRef]
- Igashira, K.; Nomura, Y. Application of Additive Manufacturing to Parts and Components for Industrial Gas Turbine. J. Smart Process. 2019, 8, 74–77. [Google Scholar] [CrossRef]
- Praniewicz, M.; Ameta, G.; Fox, J.; Saldana, C. Data registration for multi-method qualification of additive manufactured components. Addit. Manuf. 2020, 35, 101292. [Google Scholar] [CrossRef]
- Russell, R.; Wells, D.; Waller, J.; Poorganji, B.; Ott, E.; Nakagawa, T.; Sandoval, H.; Shamsaei, N.; Seifi, M. Qualification and certification of metal additive manufactured hardware for aerospace applications. Addit. Manuf. Aerosp. Ind. 2019, 33–66. [Google Scholar]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Gibson, D.; Rosen, B. Stucker. Additive Manufacturing Technologies, 2nd ed.; Springer: New York, NY, USA, 2014; ISBN 978-1-4939-2113-3. [Google Scholar]
- National Institute of Standards and Technology. Energetics Incorporated, Measurement Science Roadmap for Metal-Based Additive Manufacturing. 2013. Available online: https://www.nist.gov/system/files/documents/el/isd/NISTAdd_Mfg_Report_FINAL-2.pdf (accessed on 7 October 2021).
- Roach, A.M.; White, B.C.; Garland, A.; Jared, B.H.; Carroll, J.D.; Boyce, B.L. Size-dependent stochastic tensile properties in additively manufactured 316L stainless steel. Addit. Manuf. 2020, 32, 101090. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Ahuja, B.; Schaub, A.; Junker, D.; Karg, M.; Tenner, F.; Plettke, R.; Merklein, M.; Schmidt, M. A round robin study for laser beam melting in metal powder bed. S. Afr. J. Ind. Eng. 2016, 27, 30–42. [Google Scholar] [CrossRef] [Green Version]
- A Review on Properties of Aerospace Materials through Additive Manufacturing. Int. J. Mod. Trends Eng. Res. 2017, 4, 120–137. [CrossRef]
- Bartolomeu, F.; Faria, S.; Carvalho, O.; Pinto, E.; Alves, N.; Silva, F.S.; Miranda, G. Predictive models for physical and mechanical properties of Ti6Al4V produced by Selective Laser Melting. Mater. Sci. Eng. A 2016, 663, 181–192. [Google Scholar] [CrossRef]
- Röttger, A.; Geenen, K.; Windmann, M.; Binner, F.; Theisen, W. Comparison of microstructure and mechanical properties of 316 L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater. Sci. Eng. A 2016, 678, 365–376. [Google Scholar] [CrossRef]
- Margerit, P.; Weisz-Patrault, D.; Ravi-Chandar, K.; Constantinescu, A. Tensile and ductile fracture properties of as-printed 316L stainless steel thin walls obtained by directed energy deposition. Addit. Manuf. 2021, 37, 101664. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Buford, A.; Goswami, T. Review of wear mechanisms in hip implants: Paper I—General. Mater. Des. 2004, 25, 385–393. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Yao, J.; Man, C.; Cheng, X.; Xiao, K.; Li, X. Mechanical properties and corrosion behavior of selective laser melted 316L stainless steel after different heat treatment processes. J. Mater. Sci. Technol. 2019, 35, 1499–1507. [Google Scholar] [CrossRef]
- CL20ES Stainless Steel Material Data Sheet: Material Data Sheet. Concept Laser: Metal Powder Materials. Germany. 2011. Available online: https://www.laserproto.com/wp-content/uploads/2017/10/Stainless-Steel-111123_CL-20ES.pdf (accessed on 8 October 2021).
- AK Steel. Austenitic Stainless Steels—Stainless Grades. Cleveland, USA. 2021. Available online: https://www.aksteel.com/our-products/stainless/austenitic-stainless-steels (accessed on 8 October 2021).
- Gor, M.; Soni, H.; Wankhede, V.; Sahlot, P.; Grzelak, K.; Szachgluchowicz, I.; Kluczynski, J. A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L. Materials 2021, 14, 6527. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Chen, Y.; Boardman, R.; Yang, S.; Gao, N. Investigation on Porosity and Microhardness of 316L Stainless Steel Fabricated by Selective Laser Melting. Metals 2017, 7, 64. [Google Scholar] [CrossRef] [Green Version]
- Hajnys, J.; Pagac, M.; Kotera, O.; Petru, J.; Scholz, S. Influence of basic process parameters on mechanical and 316L steel in SLM process for renishaw AM400. MM Sci. J. 2019, 16, 2790–2794. [Google Scholar] [CrossRef] [Green Version]
- Hitzler, L.; Hirsch, J.; Tomas, J.; Merkel, M.; Hall, W.; Andreas, O. In-plane anisotropy of selective laser-melted stainless steel: The importance of the rotation angle increment and the limitation window. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 233, 1419–1428. [Google Scholar] [CrossRef]
- ASTM E8/E8M-11; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM E23—07a; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2015.
- EN ISO 6892-1; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. European Committee for Standardization: Brussels, Belgium, 2009.
- EN ISO 148-1; Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method. European Committee for Standardization: Brussels, Belgium, 2016.
- EN ISO 6506-1; Metallic Materials—Brinell Hardness Test—Part 1: Test Method. European Committee for Standardization: Brussels, Belgium, 2014.
- EN ISO 6507-1; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. European Committee for Standardization: Brussels, Belgium, 2018.
- EN 10088-3; Stainless Steels—Part 3: Technical Delivery Conditions for Semi-Finished Products, Bars, Rods, Wire, Sections and Bright Products of Corrosion Resisting Steels for General Purposes. European Committee for Standardization: Brussels, Belgium, 2005.
- Andronov, V.; Simota, J.; Beranek, L.; Blazek, J.; Rusar, F.A.; Guo, S.; Raush, J. Optimization of Process Parameters for Additively Produced Tool Steel 1.2709 with a Layer Thickness of 100 μm. Materials 2021, 14, 2852. [Google Scholar] [CrossRef]
- Chen, W.; Yin, G.; Feng, Z.; Liao, X. Effect of Powder Feedstock on Microstructure and Mechanical Properties of the 316L Stainless Steel. Metals 2018, 8, 729. [Google Scholar] [CrossRef] [Green Version]
- ASTM E140—12B(2019)e1; Standard Hadness Conversion Tables for Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Supeficial Hardness, Knoop Hardness, Scleroscope Hardness, and Leeb Hardness. ASTM International: West Conshohocken, PA, USA, 2019.
- Diaz Vallejo, N.; Lucas, C.; Ayers, N.; Graydon, K.; Hyer, H.; Sohn, Y. Process Optimization and Microstructure Analysis to Understand Laser Powder Bed Fusion of 316L Stainless Steel. Metals 2021, 11, 832. [Google Scholar] [CrossRef]
- Pauzon, C.; Hryha, E.; Foret, P.; Nyborg, L. Effect of argon and nitrogen atmospheres on the properties of stainless steel 316 L parts produced by laser-powder bed fusion. Mater. Des. 2019, 179, 107873. [Google Scholar] [CrossRef]
- Laleh, M.; Hughes, A.E.; Yang, S.; Li, J.; Xu, W.; Gibson, I.; Tan, M.Y. Two and three-dimensional characterisation of localised corrosion affected by lack-of-fusion pores in 316L stainless steel produced by selective laser melting. Corros. Sci. 2020, 165, 108394. [Google Scholar] [CrossRef]
- Benarji, K.; Ravi Kumar, Y.; Jinoop, A.N.; Paul, C.P.; Bindra, K.S. Effect of Heat-Treatment on the Microstructure, Mechanical Properties and Corrosion Behaviour of SS 316 Structures Built by Laser Directed Energy Deposition Based Additive Manufacturing. Met. Mater. Int. 2021, 27, 488–499. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (w.t.%) | Fe | Cr | Ni | Mo | Mn | Si | P | S | C |
|---|---|---|---|---|---|---|---|---|---|
| CL20ES | Balance | 16.5–18.5 | 10–13 | 2–2.25 | 0–2 | 0–1 | 0–0.045 | 0–0.03 | 0–0.03 |
| 316L | 16–18 | 10–14 | 2–3 | 0–2 | 0–0.075 | 0–0.045 | 0–0.03 | 0–0.03 |
| Property | CL20ES Data Sheet [36] | Convent. 316L [37] |
|---|---|---|
| Yield point YTS (MPa) | (1) 374 | 290 |
| Tensile Strength UTS (MPa) | (1) 650 | 627 |
| Elongation A (%) | (1), (2) 65 | 55 |
| Young’s modulus E (MPa) | (3) approx 200 × 103 | 193 × 103 |
| Thermal conductivity λ (W/mK) | (3) approx 15 | 16 |
| Hardness | (4) 20 HRC | 79 HRB |
| Orientation | Type | Focus Level (mm) | Quantity |
|---|---|---|---|
| Vertical | Tensile | −3 | 5 |
| Horizontal | Tensile | −3 | 5 |
| 45° | Tensile | −3 | 5 |
| Vertical | Tensile | 0 | 5 |
| Vertical | Notched | −3 | 5 |
| Horizontal | Notched | −3 | 10 |
| Vertical | Notched | 0 | 5 |
| YTS (MPa) | UTS (MPa) | E (%) | YTS/UTS Ratio | HBS | HV | |
|---|---|---|---|---|---|---|
| CL 20 ES Datasheet | 374 | 650 | 65 | 0.58 | - | - |
| 316L typical (+AT) | 290 | 630 | 55 | 0.46 | 180 | 180 |
| 316L acc. to 10088-3 | min 200 | min 500 | min 45 | 0.4 | max 215 | max 226 |
| VERTICAL 90°, FL -3 | 476 | 607 | 46 | 0.78 | 217 | 230 |
| TILTED 45°, FL-3 | 550 | 689 | 37 | 0.8 | 217 | 230 |
| HORIZONTAL 0°, FL-3 | 548 | 666 | 45 | 0.82 | 217 | 230 |
| VERTICAL 90°, FL 0 | 511 | 615 | 43 | 0.83 | 244 | 256 |
| Max. ⌀ (µm) | (0–5) | (5–15) | (15–25) | (25–50) | (50–100) | (100–150) | Pore Area Summary (mm2) | Porosity (%) | Maximum Size (µm) |
|---|---|---|---|---|---|---|---|---|---|
| Top | 5238 | 21 | 3 | 9 | 0 | 0 | 9981 | 0.103 | 43 |
| Central | 270 | 45 | 9 | 3 | 3 | 0 | 3527 | 0.036 | 55.8 |
| Bottom | 231 | 18 | 3 | 9 | 3 | 3 | 8688 | 0.089 | 119.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pitrmuc, Z.; Šimota, J.; Beránek, L.; Mikeš, P.; Andronov, V.; Sommer, J.; Holešovský, F. Mechanical and Microstructural Anisotropy of Laser Powder Bed Fusion 316L Stainless Steel. Materials 2022, 15, 551. https://doi.org/10.3390/ma15020551
Pitrmuc Z, Šimota J, Beránek L, Mikeš P, Andronov V, Sommer J, Holešovský F. Mechanical and Microstructural Anisotropy of Laser Powder Bed Fusion 316L Stainless Steel. Materials. 2022; 15(2):551. https://doi.org/10.3390/ma15020551
Chicago/Turabian StylePitrmuc, Zdeněk, Jan Šimota, Libor Beránek, Petr Mikeš, Vladislav Andronov, Jiří Sommer, and František Holešovský. 2022. "Mechanical and Microstructural Anisotropy of Laser Powder Bed Fusion 316L Stainless Steel" Materials 15, no. 2: 551. https://doi.org/10.3390/ma15020551