
Experimental Study on Laser Ablation Texture-Assisted Grinding of Tungsten Alloy
Abstract
:1. Introduction
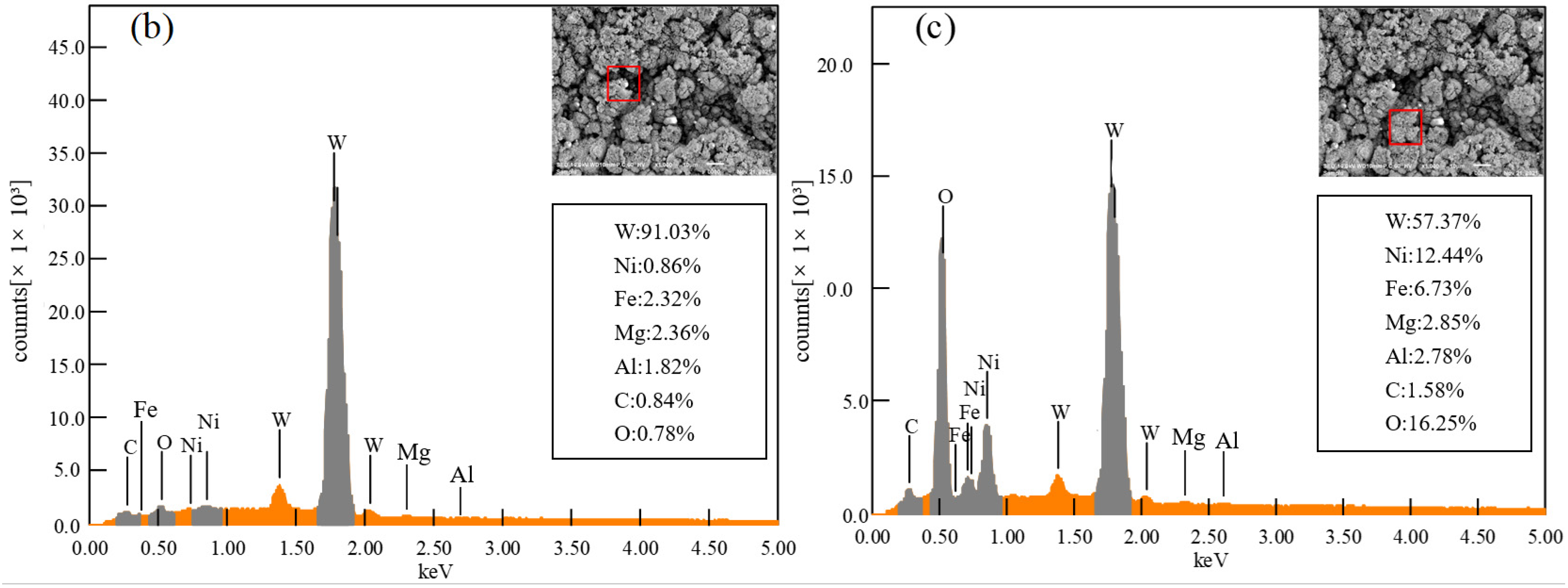
2. Components of Experimental Tungsten Alloy
3. Experimental Scheme
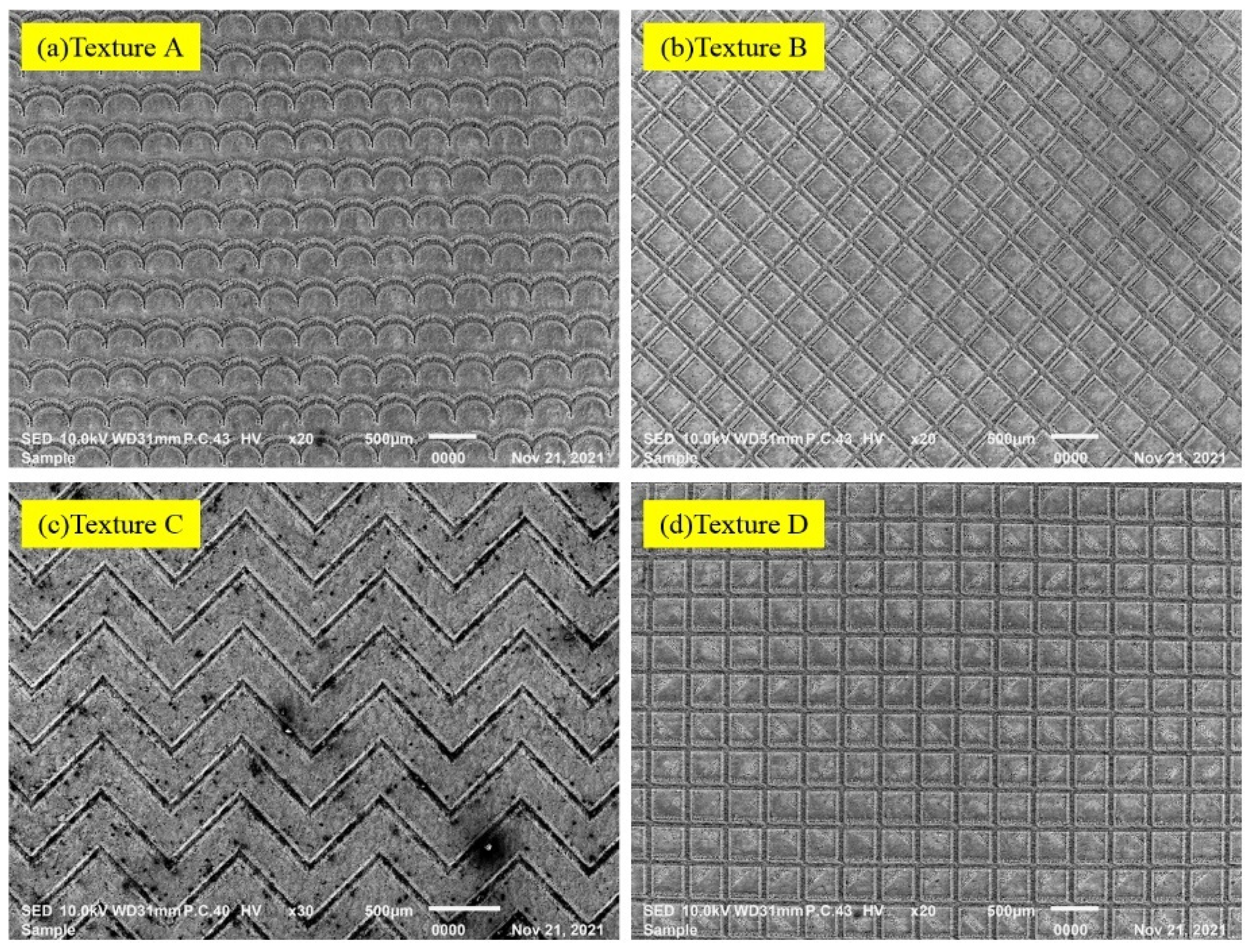
3.1. Experimental Scheme of Laser Ablation Texture
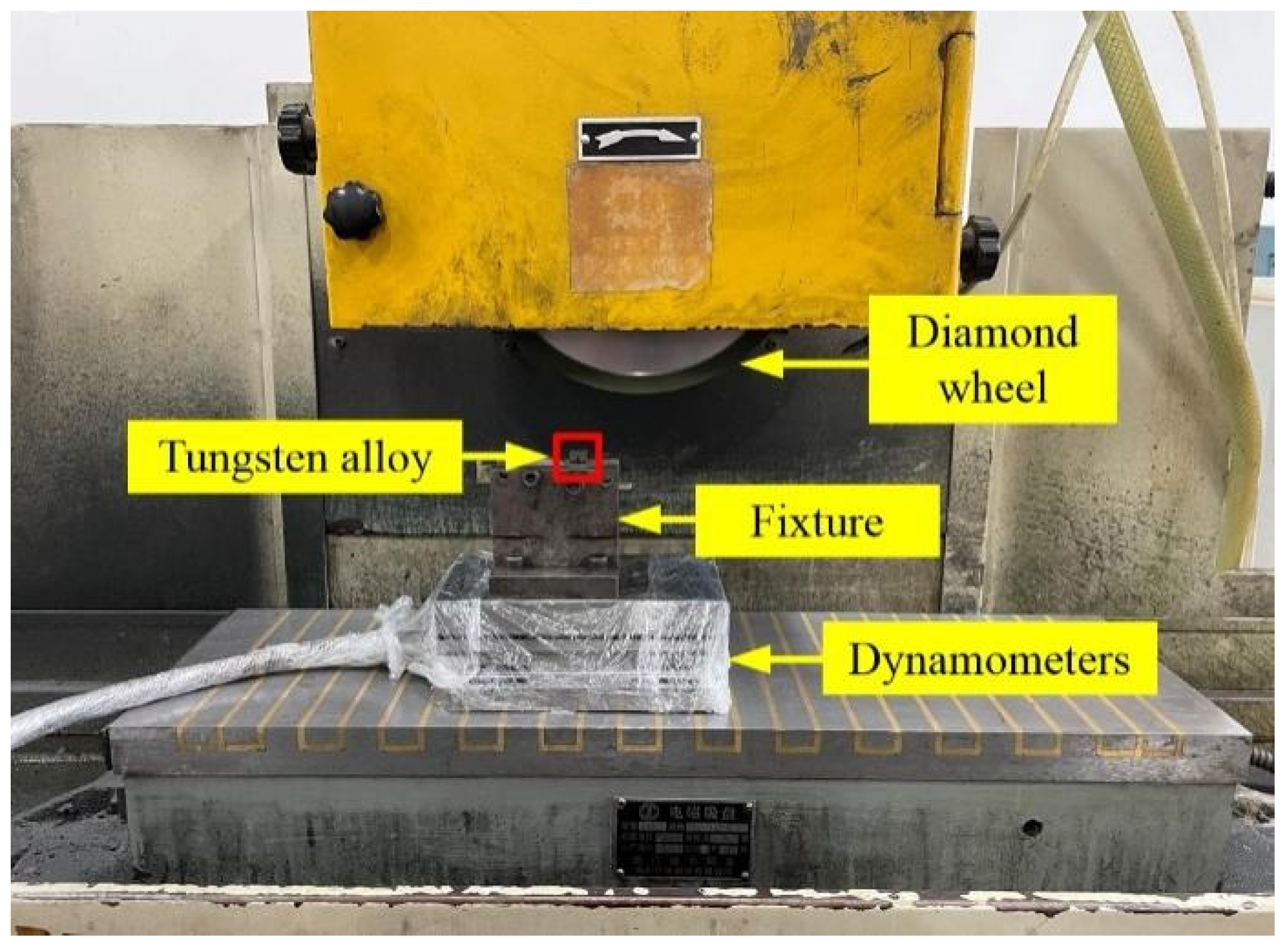
3.2. Grinding Experiments
4. Comparative Analysis of Grinding Results
4.1. Surface Topography
4.2. Grinding Force
4.3. Surface Roughness
4.4. Superiority Analysis of Texture-Assisted Grinding
5. Conclusions
- (1)
- Grooves, crushing, tungsten microcracks, material roll, the mixing and blending of the bonding phase and tungsten phase, and the adhesion of chipping could be found on the surface morphology of the tungsten alloy workpiece after both ordinary grinding and laser ablation texture-assisted grinding. However, the surface morphology of the laser ablation texture-assisted grinding is better than that of ordinary grinding.
- (2)
- Compared with ordinary grinding, the grinding force was reduced effectively with texture A on tungsten alloy, the normal force decreased by 49.91–59.46% and the tangential force decreased by 44.11–58.49%. The surface roughness could be reduced with the laser ablation texture-assisted grinding under the same working condition, the surface roughness decreased by 0.023 µm–0.204 µm and the best improvement ability of the surface roughness among the four types of textures was observed with texture A on the tungsten alloy.
- (3)
- There are three main reasons why laser ablation texture-assisted grinding can improve grinding quality and effectively reduce grinding force. On the one hand, the texture groove of the laser ablation is beneficial for storing grinding debris, facilitating chip removal, storing grinding fluid and avoiding grinding the wheel clog, which makes the extrusion friction of tungsten alloy workpiece less, the temperature lower and the grinding force lower. On the other hand, the hardness of the tungsten alloy is reduced after laser ablation, and the tungsten alloy material is softened, which makes the tungsten alloy workpiece with micro texture easier to be removed, so that the grinding force is reduced and the surface quality is better. Finally, for the texture making the tungsten alloy surface in a discrete state, when extruding and rubbing between the grinding wheel and workpiece, the discrete material is more easily removed because of lacking constraint.
- (4)
- Finally, the grinding effect is related to the area ratio of the texture. For the area ratio of texture A being the most, the grinding effect with texture A was more outstanding in improving the quality of the tungsten alloy. Meanwhile, for similar area ratios of the other textures ablated on the workpieces, the grinding forces and roughness were similar and close.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Kiran, U.R.; Panchal, A.; Sankaranarayana, M.; Rao, G.N.; Nandy, T. Effect of alloying addition and microstructural parameters on mechanical properties of 93% tungsten heavy alloys. Mater. Sci. Eng. A 2015, 640, 82–90. [Google Scholar] [CrossRef]
- Pan, Y.; Kang, R.; Dong, Z.; Du, W.; Yin, S.; Bao, Y. On-line prediction of ultrasonic elliptical vibration cutting surface roughness of tungsten heavy alloy based on deep learning. J. Intell. Manuf. 2020, 33, 675–685. [Google Scholar] [CrossRef]
- Guo, J.; Song, C.; Niu, L.; Shi, X.; Jin, Z.; Guo, C.; Namba, Y. Suppression of grain boundary steps in chemical mechanical polishing of W-Ni-Fe alloy by a citric acid-based slurry. Manuf. Lett. 2020, 25, 40–43. [Google Scholar] [CrossRef]
- Thamizhmanii, S.; Ahmad, R.; Hasan, S. Performance of CBN and PCBN Tools on the Machining of Hard AISI 440C Martensitic Stainless Steel. Adv. Mater. Res. 2011, 264–265, 1137–1147. [Google Scholar] [CrossRef] [Green Version]
- Kang, R.K.; Song, X.; Dong, Z.G.; Pan, Y.A.; Zhang, Y.; Bao, Y. Study on Surface Integrity of Tungsten Alloy Processed by Ultrasonic Elliptical Vibration Cutting. Surface Technology. Surf. Technol. 2021, 50, 321–328. (In Chinese) [Google Scholar]
- Nandam, S.R.; Ravikiran, U.; Rao, A.A. Machining of Tungsten Heavy Alloy under Cryogenic Environment. Procedia Mater. Sci. 2014, 6, 296–303. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.Z. Research on Electrolytic Grinding Process of Tungsten Alloy. Master’s Thesis, Dalian University of Technology, Dalian, China, 2019. [Google Scholar]
- Xu, L. Wear Mechanism of Diamondtool in Rotary Ultrasonic Grinding Of Tungsten Alloy. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, May 2021. [Google Scholar]
- Xie, J.B.; Fang, G.D.; Chen, Z.; Liang, J. Numerical and Experimental Studies On Scattered Mechanical Properties For 3D Needled C/C-Sic Composites. Compos. Struct. 2018, 192, 545–554. [Google Scholar] [CrossRef]
- Westkämper, E. Grinding Assisted by Nd:YAG Lasers. CIRP Ann. 1995, 44, 317–320. [Google Scholar] [CrossRef]
- Bonse, J.; Kirner, S.V.; Griepentrog, M.; Spaltmann, D.; Krüger, J. Femtosecond Laser Texturing of Surfaces for Tribological Applications. Materials 2018, 11, 801. [Google Scholar] [CrossRef] [Green Version]
- Dubey, A.K.; Yadava, V. Laser Beam Machining—A Review. Int. J. Mach. Tool. Manuf. 2008, 48, 609–628. [Google Scholar] [CrossRef]
- Santosh, S.; Thomas, J.K.; Pavithran, M.; Nithyanandh, G.; Ashwath, J. An experimental analysis on the influence of CO2 laser machining parameters on a copper-based shape memory alloy. Opt. Laser Technol. 2022, 153, 108210. [Google Scholar] [CrossRef]
- Etsion, I. State of the Art in Laser Surface Texturing. J. Tribol. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Zhang, X.H.; Deng, Z.H.; Chen, G.Y.; Ren, Y.H.; Wan, L.L.; Liu, W.; Zhang, G.F. A theoretical and experimental study on laser-induced deterioration in wet grinding of Al2O3 engineering ceramic. Int. J. Adv. Manuf. Technol. 2015, 82, 1949–1957. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, J.; Li, S.; Wen, D. Laser textured Ti-6Al-4V surfaces and grinding performance evaluation using CBN grinding wheels. Opt. Laser Technol. 2018, 109, 389–400. [Google Scholar] [CrossRef]
- Azarhoushang, B.; Soltani, B.; Zahedi, A. Laser-assisted grinding of silicon nitride by picosecond laser. Int. J. Adv. Manuf. Technol. 2017, 93, 2517–2529. [Google Scholar] [CrossRef]
- Zhang, X.H.; Chen, G.Y.; An, W.K.; Deng, Z.H.; Liu, W.; Yang, C. Experimental Study of Machining Characteristics in Laser Induced Wet Grinding Silicon Nitride. Mater. Manuf. Process. 2014, 29, 1477–1482. [Google Scholar] [CrossRef]
- Zhang, X.H.; Chen, G.Y.; An, W.K.; Deng, Z.H.; Zhou, Z.X. Experimental investigations of machining characteristics of laser-induced thermal cracking in alumina ceramic wet grinding. Int. J. Adv. Manuf. Technol. 2014, 72, 1325–1331. [Google Scholar] [CrossRef]
- Du, D.; He, Y.; Sui, B.; Xiong, L.; Zhang, H. Laser texturing of rollers by pulsed Nd:YAG laser. J. Mater. Process. Technol. 2005, 161, 456–461. [Google Scholar] [CrossRef]
- Kadivar, M.; Shamray, S.; Soltani, B.; Daneshi, A.; Azarhoushang, B. Laser-assisted micro-grinding of Si3N4. Precis. Eng. 2019, 60, 394–404. [Google Scholar] [CrossRef]
- Han, Y.; Li, Y.; Ye, L.; Du, Z.; Liu, Z.; Li, X.; Zhao, M.-C.; Atrens, A. A novel dissolution-precipitation mechanism during liquid phase sintering and its strengthening effects in W-Ni-Fe alloys with low W contents. Mater. Des. 2022, 220, 110841. [Google Scholar] [CrossRef]
- Pahlevani, A.; Semnani, H.M.; Abdoos, H. New low-temperature sintering tungsten-nickel-antimony alloy: Microstructure evolution and mechanical properties. Int. J. Refract. Met. Hard Mater. 2022, 108, 105952. [Google Scholar] [CrossRef]
- Ben Ghorbal, G.; Tricoteaux, A.; Thuault, A.; Louis, G.; Chicot, D. Comparison of conventional Knoop and Vickers hardness of ceramic materials. J. Eur. Ceram. Soc. 2017, 37, 2531–2535. [Google Scholar] [CrossRef]
- Li, J.Y.; Jin, Z.J. Experimental study on Grinding Process of High-purity Tungsten. Aeronaut. Manuf. Technol. 2017, 6, 55–59. (In Chinese) [Google Scholar]
- Li, L.C.; Fu, J.Z. A Study Of Grinding Force Mathematical Model. J. CIRP Ann. 1980, 29, 245–249. [Google Scholar]
- Tang, J.; Du, J.; Chen, Y. Modeling and experimental study of grinding forces in surface grinding. J. Mater. Process. Technol. 2009, 209, 2847–2854. [Google Scholar] [CrossRef]
- Ma, Z.; Wang, Q.; Chen, H.; Chen, L.; Qu, S.; Wang, Z.; Yu, T. A grinding force predictive model and experimental validation for the laser-assisted grinding (LAG) process of zirconia ceramic. J. Mater. Process. Technol. 2022, 302, 117492. [Google Scholar] [CrossRef]
- Mao, C.; Liang, C.; Zhang, Y.C.; Zhang, M.J.; Hu, Y.L.; Bi, Z.M. Grinding Characteristics of Cbn-WC-10Co Composites. Ceram. Int. 2017, 43, 16539–16547. [Google Scholar] [CrossRef]
- Mao, C.; Zhang, Y.C.; Peng, X.X.; Zhang, B.; Hu, Y.L.; Bi, Z.M. Wear Mechanism of Single Cbn-WC-10Co Fiber Cutter In Machining Of Ti-6Al-4V Alloy. J. Mater. Process. Tech. 2018, 259, 45–57. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Designation | Content of Alloying Element (Mass Fraction /%) | Content of Impurity (Mass Fraction /%) ≤ | |||||
|---|---|---|---|---|---|---|---|
| W | Ni | Fe | Al | Mg | C | O | |
| 95W-3.5Ni-1.5Fe | About 95 | 3.4–3.6 | 1.4–1.6 | 0.002 | 0.003 | 0.008 | 0.005 |
| Parameters | Power/(W) | Scanning Speed/(mm/s) | Pulse Frequency/(kHz) | Pulse Width/(ns) |
|---|---|---|---|---|
| Value | 20 | 100 | 50 | 20 |
| No. | Grinding Wheel Speed (r/min) | Feed Rate (m/min) | Depth of Cut (μm) | Texture Mode | Note |
|---|---|---|---|---|---|
| 1 | 3000 | 6 | 2 | Without texture | |
| 2 | 3000 | 6 | 17 | Without texture | |
| 3 | 3000 | 2/4/6/8 | 7 | Without texture | Only used for measuring force |
| 4 | 3000 | 6 | 2/7/12/17 | Without texture | Only used for measuring force |
| 5 | 3000 | 6 | 7 | Texture A | |
| 6 | 3000 | 6 | 17 | Texture A | |
| 7 | 3000 | 2/4/6/8 | 7 | Texture A | Only used for measuring force |
| 8 | 3000 | 6 | 2/7/12/17 | Texture A | Only used for measuring force |
| 9 | 3000 | 6 | 7 | Texture B | |
| 10 | 3000 | 6 | 17 | Texture B | |
| 11 | 3000 | 2/4/6/8 | 7 | Texture B | Only used for measuring force |
| 12 | 3000 | 6 | 2/7/12/17 | Texture B | Only used for measuring force |
| 13 | 3000 | 6 | 7 | Texture C | |
| 14 | 3000 | 6 | 17 | Texture C | |
| 15 | 3000 | 2/4/6/8 | 7 | Texture C | Only used for measuring force |
| 16 | 3000 | 6 | 2/7/12/17 | Texture C | Only used for measuring force |
| 17 | 3000 | 6 | 7 | Texture D | |
| 18 | 3000 | 6 | 17 | Texture D | |
| 19 | 3000 | 2/4/6/8 | 7 | Texture D | Only used for measuring force |
| 20 | 3000 | 6 | 2/7/12/17 | Texture D | Only used for measuring force |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, B.; Guo, Y.; Li, S.; Liu, G. Experimental Study on Laser Ablation Texture-Assisted Grinding of Tungsten Alloy. Materials 2022, 15, 7028. https://doi.org/10.3390/ma15197028
Chen B, Guo Y, Li S, Liu G. Experimental Study on Laser Ablation Texture-Assisted Grinding of Tungsten Alloy. Materials. 2022; 15(19):7028. https://doi.org/10.3390/ma15197028
Chicago/Turabian StyleChen, Bing, Ye Guo, Shunshun Li, and Guoyue Liu. 2022. "Experimental Study on Laser Ablation Texture-Assisted Grinding of Tungsten Alloy" Materials 15, no. 19: 7028. https://doi.org/10.3390/ma15197028