
Coal Ash Enrichment with Its Full Use in Various Areas

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
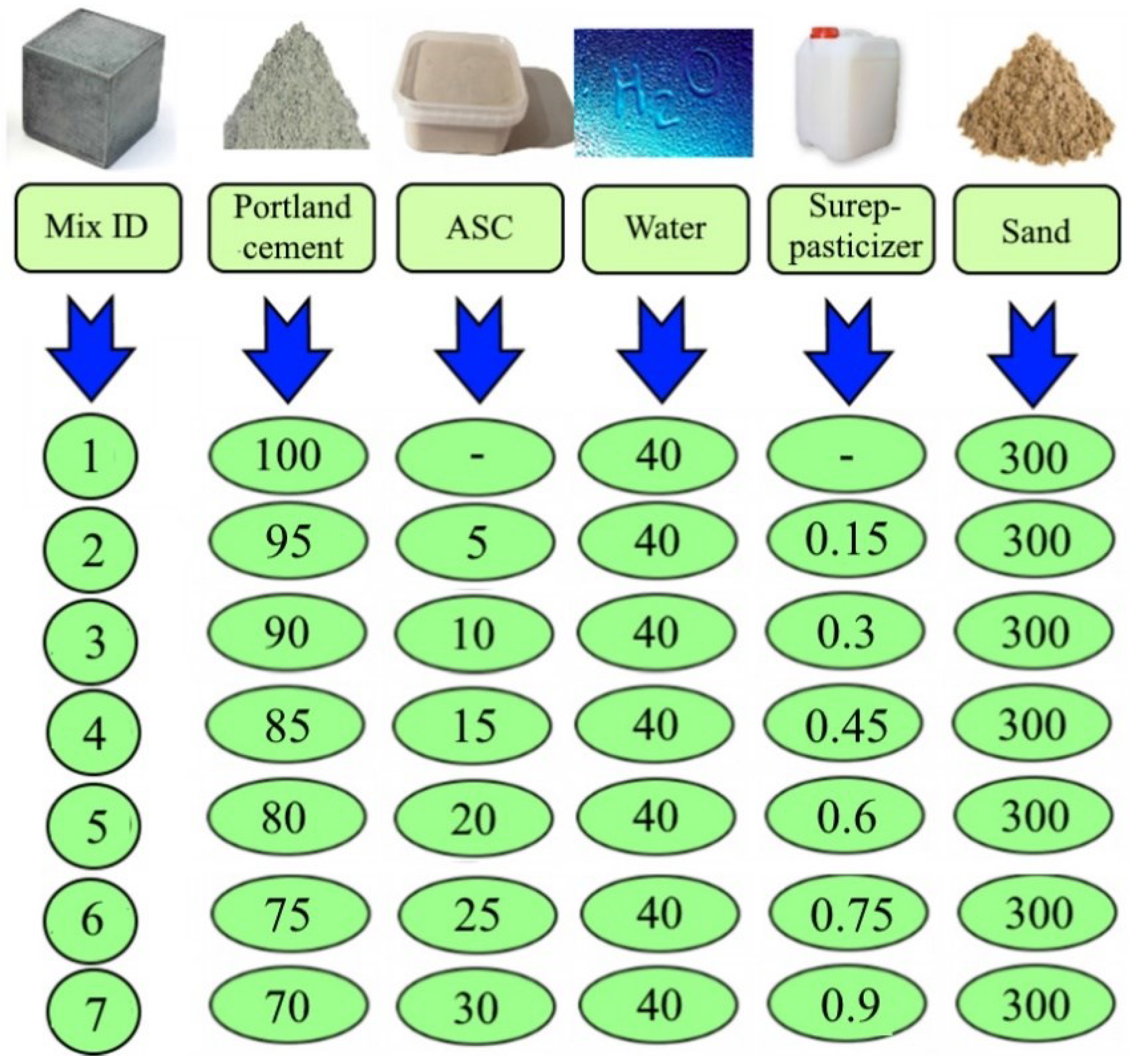
2.2. Mix Design
2.3. Methods
3. Results and Discussion
3.1. Technology of Coal Ash Complex Enrichment and Separation of Components
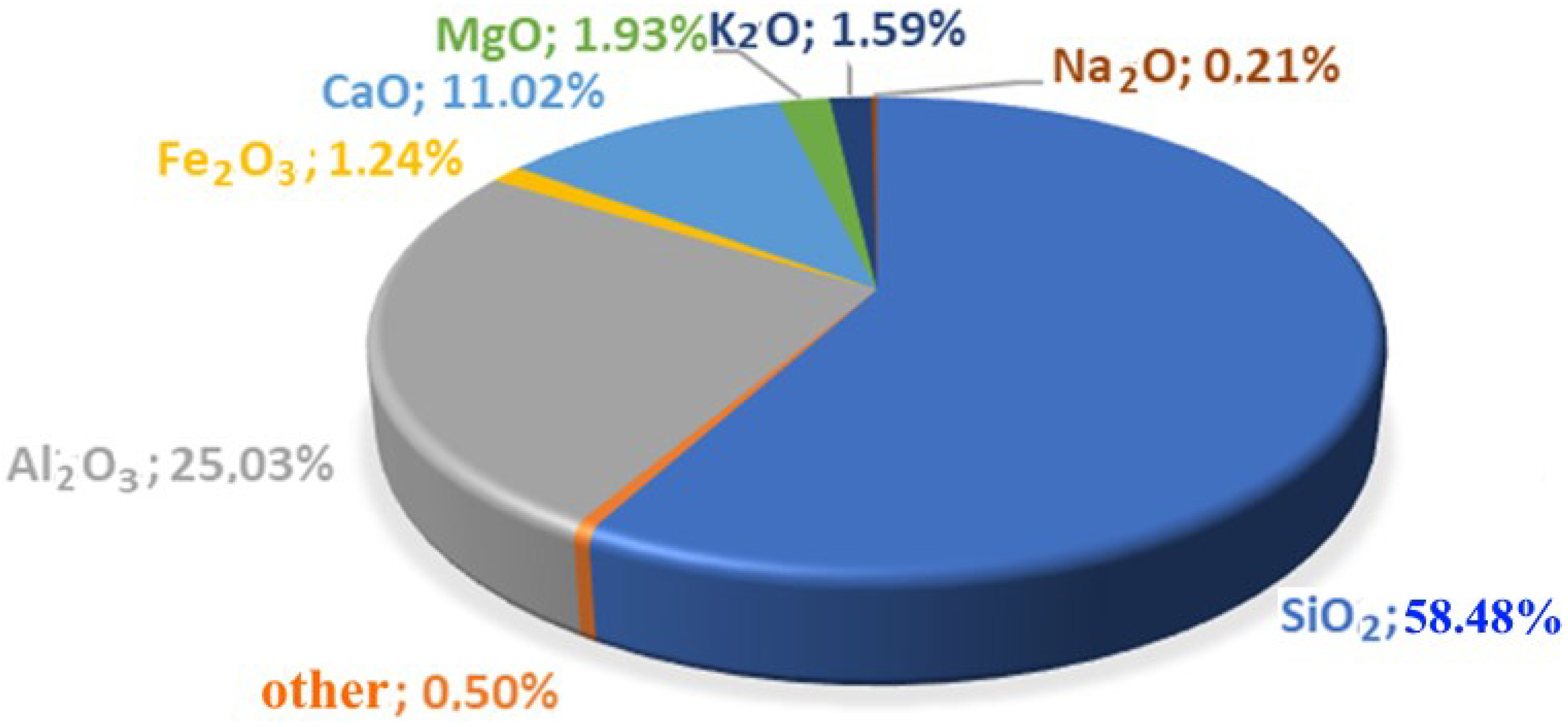
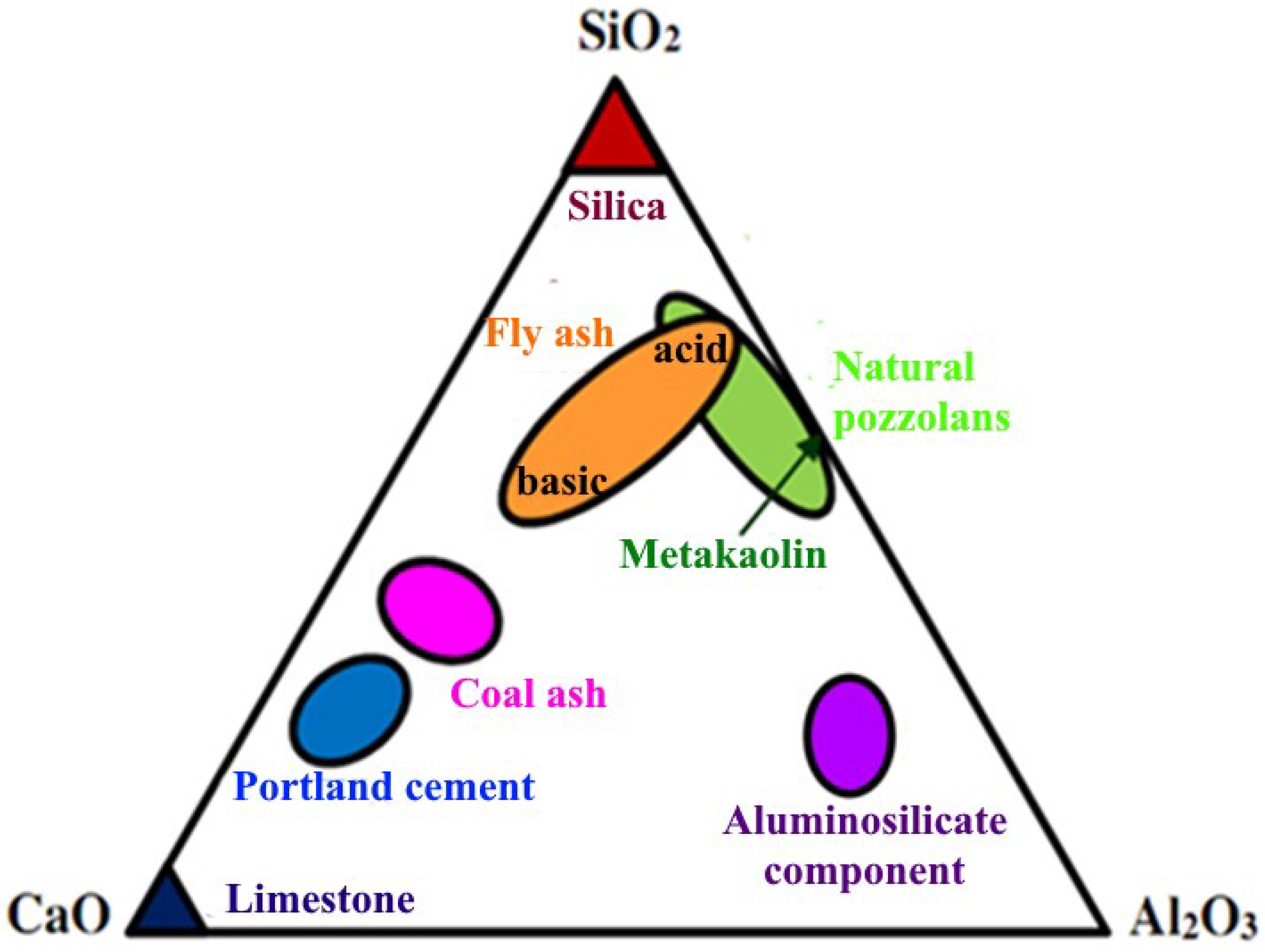
3.2. Use of the Aluminosilicate Part as a Pozzolanic Additive to Cement
3.3. Carbon Underburning for Fuel Briquettes
3.4. Iron-Containing Part for Metallurgy and Agriculture
- -
- Does not have a negative impact on the anti-corrosion properties of metals because the percentage of sulfur in them is minimal and they also retain strength and other characteristics of metals;
- -
- Does not contain nitrogen, which leads to the destruction of metals and the formation of cracks.
- -
- Improves metabolic processes, promotes more lush flowering;
- -
- Helps the plant to absorb vitamins; this compound is especially useful for bulbous plants because with its deficiency the bulbs begin to exfoliate and dry out;
- -
- Improves the resistance of plants to diseases and adverse climatic conditions; promotes the development and growth of roots;
- -
- Participates in the process of photosynthesis, promotes the formation of enzymes, increases the immunity of plants, and their frost resistance; improves soil uniformity;
- -
- Helps plants regulate water balance, and resist winter frosts; with an insufficient amount of this substance, ammonia accumulates in the leaves and roots, which slows down the growth of the plant;
- -
- Participates in the formation of carbohydrates, from which starch and cellulose are subsequently formed; contributes to the normalization of the water balance of plants, as well as the activation of enzymes.
4. Conclusions
- A technology has been developed for complex enrichment and separation of coal ash into components with the possibility of their use in various industries, in particular: the aluminosilicate part as a pozzolanic cement additive; carbon underburning for fuel briquettes; the iron-containing part for fertilizers. Complex enrichment and separation into components of coal ash were carried out according to the author’s technology, which includes six stages: disintegration, flotation, two-stage magnetic separation, grinding, and drying;
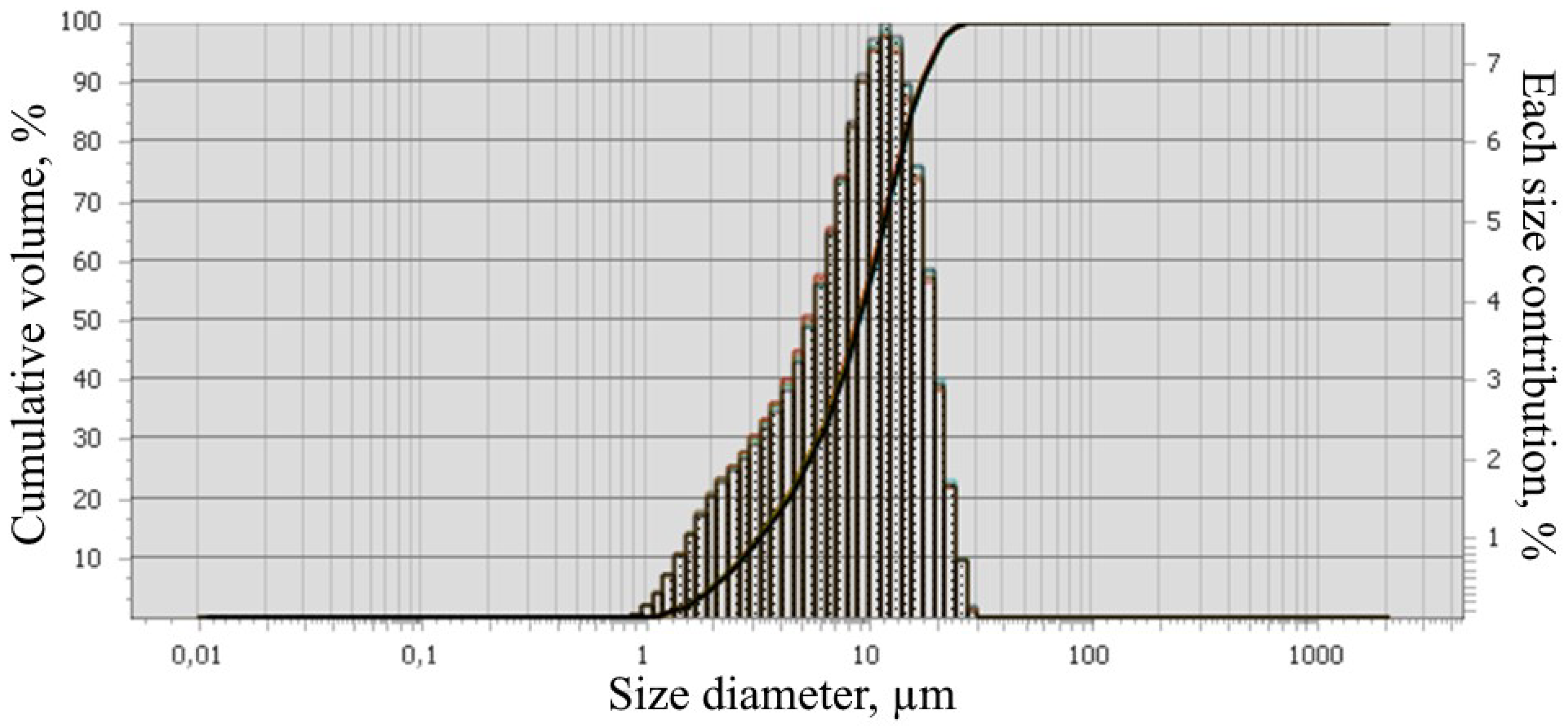
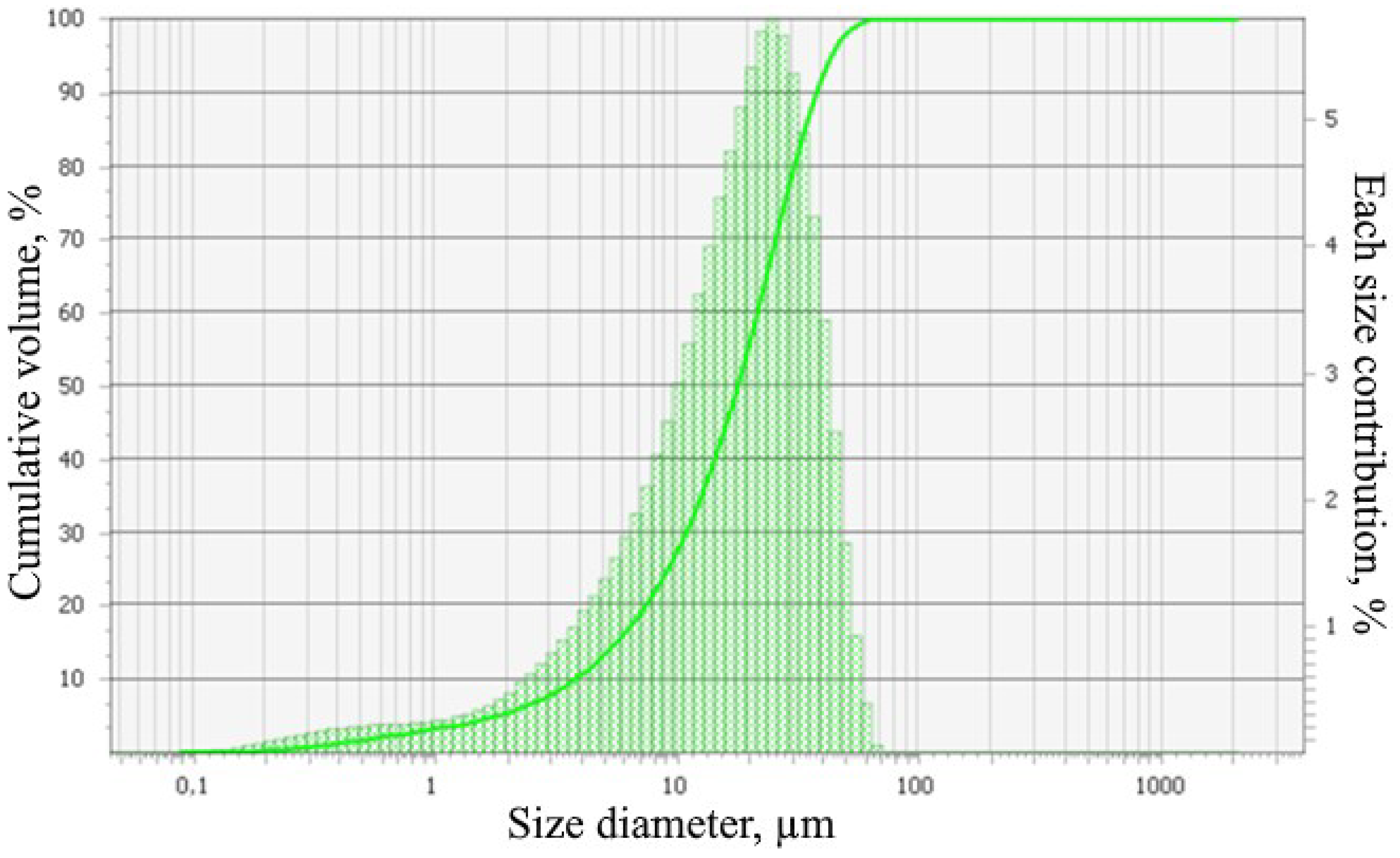
- The aluminosilicate component has a fairly constant particle size distribution with a mode of 13.56 μm, a specific surface area of 1597.2 m2/kg, and a bulk density of 900 kg/m3. The compressive strength for seven and twenty-eight daily samples when Portland cement is replaced by 15% with an aluminosilicate additive increases to 30–35%;
- According to the developed technology, high-calorie fuel briquettes are obtained from underburnt with a density of 1000–1200 kg/m3, a calorific value of 19.5–20 MJ/kg, and an ash content of 0.5–1.5%. The resulting fuel briquettes do not include any binders, except for one natural such hydrolytic lignin (7 wt.%), contained in the cells of plant waste;
- The iron-containing component is an effective micro-fertilizer. This is due to the fact that this material: is an excellent source of minerals; improves the quality of acidic soil; helps soil microorganisms decompose organic matter faster, turning it into elements available to plants; promotes the rooting of seedlings; helps to more effectively deal with many pests and diseases. The iron-bearing component recovered by two-stage magnetic separation has the potential to be used in metallurgy as a coking additive, in particular for the production of iron and steel.
- As a result, the complete utilization of coal ash in various industries has been achieved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Nomenclature
| ASC | aluminosilicate component |
| K | quality factor |
| ID | identify |
| Mb | basic module |
| T | Tesla |
| SEM | scanning electron microscopy |
| XRD | X-ray diffraction |
| XRF | X-ray fluorescence |
References
- Pavlíková, M.; Zemanová, L.; Záleská, M.; Pokorný, J.; Lojka, M.; Jankovský, O.; Pavlík, Z. Ternary Blended Binder for Production of a Novel Type of Lightweight Repair Mortar. Materials 2019, 12, 996. [Google Scholar] [CrossRef] [PubMed]
- Kharun, M.; Klyuev, S.; Koroteev, D.; Chiadighikaobi, P.C.; Fediuk, R.; Olisov, A.; Vatin, N.; Alfimova, N. Heat Treatment of Basalt Fiber Reinforced Expanded Clay Concrete with Increased Strength for Cast-in-Situ Construction. Fibers 2020, 8, 67. [Google Scholar] [CrossRef]
- Smirnova, O.M. Development of Classification of Rheologically Active Microfillers for Disperse Systems with Portland Cement and Super Plasticizer. Int. J. Civ. Eng. Technol. 2018, 9, 1966–1973. [Google Scholar]
- Fediuk, R.S.; Smoliakov, A.K.; Timokhin, R.A.; Batarshin, V.O.; Yevdokimova, Y.G. Using Thermal Power Plants Waste for Building Materials. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2017; Volume 87. [Google Scholar]
- Sata, V.; Jaturapitakkul, C.; Kiattikomol, K. Influence of Pozzolan from Various By-Product Materials on Mechanical Properties of High-Strength Concrete. Constr. Build. Mater. 2007, 21, 1589–1598. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Murali, G.; Vatin, N.; Klyuev, S.; Ozbakkaloglu, T.; Vasilev, Y. Use of Recycled Concrete Aggregates in Production of Green Cement-Based Concrete Composites: A Review. Crystals 2021, 11, 232. [Google Scholar] [CrossRef]
- Xuan, D.X.; Houben, L.J.M.; Molenaar, A.A.A.; Shui, Z.H. Mechanical Properties of Cement-Treated Aggregate Material—A Review. Mater. Des. 2012, 33, 496–502. [Google Scholar] [CrossRef]
- Vasilyeva, N.; Fedorova, E.; Kolesnikov, A. Big Data as a Tool for Building a Predictive Model of Mill Roll Wear. Symmetry 2021, 13, 859. [Google Scholar] [CrossRef]
- Yoon, M.S.; Han, S.J.; Kim, S.S. The Mechanical Properties of Coal-Ash Generated in South Korea for Using Tide Embankment Material. In Proceedings of the International Offshore and Polar Engineering Conference, Anchorage, AK, USA, 30 June–4 July 2013. [Google Scholar]
- Guo, X.; Shi, H.; Dick, W.A. Compressive Strength and Microstructural Characteristics of Class C Fly Ash Geopolymer. Cem. Concr. Compos. 2010, 32, 142–147. [Google Scholar] [CrossRef]
- Fediuk, R.; Timokhin, R.; Mochalov, A.; Otsokov, K.; Lashina, I. Performance Properties of High-Density Impermeable Cementitious Paste. J. Mater. Civ. Eng. 2019, 31, 04019013. [Google Scholar] [CrossRef]
- Pérez-Calvo, J.-F.; Sutter, D.; Gazzani, M.; Mazzotti, M. Advanced Configurations for Post-Combustion CO2 Capture Processes Using an Aqueous Ammonia Solution as Absorbent. Sep. Purif. Technol. 2021, 274, 118959. [Google Scholar] [CrossRef]
- Fediuk, R. Reducing Permeability of Fiber Concrete Using Composite Binders. Spec. Top. Rev. Porous Media Int. J. 2018, 9, 79–89. [Google Scholar] [CrossRef]
- Katz, A. Properties of Concrete Made with Recycled Aggregate from Partially Hydrated Old Concrete. Cem. Concr. Res. 2003, 33, 703–711. [Google Scholar] [CrossRef]
- Richardson, A.; Coventry, K.; Bacon, J. Freeze/Thaw Durability of Concrete with Recycled Demolition Aggregate Compared to Virgin Aggregate Concrete. J. Clean. Prod. 2011, 19, 272–277. [Google Scholar] [CrossRef]
- Kroehong, W.; Sinsiri, T.; Jaturapitakkul, C. Effect of Palm Oil Fuel Ash Fineness on Packing Effect and Pozzolanic Reaction of Blended Cement Paste. Procedia Eng. 2011, 14, 361–369. [Google Scholar] [CrossRef]
- Babu, K.G.; Babu, D.S. Behaviour of Lightweight Expanded Polystyrene Concrete Containing Silica Fume. Cem. Concr. Res. 2003, 33, 755–762. [Google Scholar] [CrossRef]
- Radonjanin, V.; Malešev, M.; Marinković, S.; Al Malty, A.E.S. Green Recycled Aggregate Concrete. Constr. Build. Mater. 2013, 47, 1503–1511. [Google Scholar] [CrossRef]
- Bogdanov, R.R.; Ibragimov, R.A. Process of Hydration and Structure Formation of the Modified Self-Compacting Concrete. Mag. Civ. Eng. 2017, 5, 14–24. [Google Scholar] [CrossRef]
- Zapata, L.E.; Portela, G.; Suárez, O.M.; Carrasquillo, O. Rheological Performance and Compressive Strength of Superplasticized Cementitious Mixtures with Micro/Nano-SiO2 Additions. Constr. Build. Mater. 2013, 41, 708–716. [Google Scholar] [CrossRef]
- Korniejenko, K.; Frączek, E.; Pytlak, E.; Adamski, M. Mechanical Properties of Geopolymer Composites Reinforced with Natural Fibers. Procedia Eng. 2016, 151, 388–393. [Google Scholar] [CrossRef]
- Temuujin, J.; Minjigmaa, A.; Davaabal, B.; Bayarzul, U.; Ankhtuya, A.; Jadambaa, T.; Mackenzie, K.J.D. Utilization of Radioactive High-Calcium Mongolian Flyash for the Preparation of Alkali-Activated Geopolymers for Safe Use as Construction Materials. Ceram. Int. 2014, 40, 16475–16483. [Google Scholar] [CrossRef]
- ACTM C 618-03; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2003; pp. 3–6.
- Mathew, B.J.; Sudhakar, M.; Natarajan, C. Strength, Economic and Sustainability Characteristics of Coal Ash—GGBS Based Geopolymer Concrete. Int. J. Comput. Eng. Res. 2013, 3, 207–212. [Google Scholar]
- Bhatt, A.; Priyadarshini, S.; Acharath Mohanakrishnan, A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, Chemical, and Geotechnical Properties of Coal Fly Ash: A Global Review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Pavlu, T.; Kocí, V.; Hájek, P. Environmental Assessment of Two Use Cycles of Recycled Aggregate Concrete. Sustainability 2019, 11, 6185. [Google Scholar] [CrossRef]
- Siddique, R. Waste Materials and By-Products in Concrete; Springer Science & Business Media: Berlin, Germany, 2008; ISBN 9783540742937. [Google Scholar]
- Fediuk, R.; Smoliakov, A.; Stoyushko, N. Increase in Composite Binder Activity. IOP Conf. Ser. Mater. Sci. Eng. 2016, 156, 012042. [Google Scholar] [CrossRef]
- Farzadnia, N.; Noorvand, H.; Yasin, A.M.; Aziz, F.N.A. The Effect of Nano Silica on Short Term Drying Shrinkage of POFA Cement Mortars. Constr. Build. Mater. 2015, 95, 636–646. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Winnefeld, F.; Provis, J.L.; Ideker, J.H. Advances in Alternative Cementitious Binders. Cem. Concr. Res. 2011, 41, 1232–1243. [Google Scholar] [CrossRef]
- Shen, Y.; Zhao, P.; Shao, Q. Porous Silica and Carbon Derived Materials from Rice Husk Pyrolysis Char. Microporous Mesoporous Mater. 2014, 188, 46–76. [Google Scholar] [CrossRef]
- Rahal, K. Mechanical Properties of Concrete with Recycled Coarse Aggregate. Build. Environ. 2007, 42, 407–415. [Google Scholar] [CrossRef]
- Esmaeili, J.; Andalibi, K. Investigation of the Effects of Nano-Silica on the Properties of Concrete in Comparison with Micro-Silica. Int. J. Nano Dimens. 2013, 3, 321–328. [Google Scholar]
- Fediuk, R.S.; Yushin, A.M. The Use of Fly Ash the Thermal Power Plants in the Construction. IOP Conf. Ser. Mater. Sci. Eng. 2015, 93, 012070. [Google Scholar] [CrossRef]
- Abdulmatin, A.; Tangchirapat, W.; Jaturapitakkul, C. Environmentally Friendly Interlocking Concrete Paving Block Containing New Cementing Material and Recycled Concrete Aggregate. Eur. J. Environ. Civ. Eng. 2017, 23, 1467–1484. [Google Scholar] [CrossRef]
- Onoja, E.; Chandren, S.; Abdul Razak, F.I.; Mahat, N.A.; Wahab, R.A. Oil Palm (Elaeis guineensis) Biomass in Malaysia: The Present and Future Prospects. Waste Biomass Valorization 2019, 10, 2099–2117. [Google Scholar] [CrossRef]
- Tay, J. Ash from Oil-Palm Waste as a Concrete Material. J. Mater. Civ. Eng. 1990, 2, 94–105. [Google Scholar] [CrossRef]
- Abid, S.R.; Murali, G.; Amran, M.; Vatin, N.; Fediuk, R.; Karelina, M. Evaluation of Mode II Fracture Toughness of Hybrid Fibrous Geopolymer Composites. Materials 2021, 14, 349. [Google Scholar] [CrossRef] [PubMed]
- Monkman, S.; Shao, Y. Assessing the Carbonation Behavior of Cementitious Materials. J. Mater. Civ. Eng. 2006, 18, 768–776. [Google Scholar] [CrossRef]
- Yang, K.H.; Song, J.K.; Song, K. Il Assessment of CO2 Reduction of Alkali-Activated Concrete. J. Clean. Prod. 2013, 39, 265–272. [Google Scholar] [CrossRef]
- Arularasi, V.; Pachiappan, T.; Avudaiappan, S.; Raman, S.N.; Guindos, P.; Amran, M.; Fediuk, R.; Vatin, N.I. Effects of Admixtures on Energy Consumption in the Process of Ready-Mixed Concrete Mixing. Materials 2022, 15, 4143. [Google Scholar] [CrossRef]
- Tay, J.H.; Show, K.Y. Use of Ash Derived from Oil-Palm Waste Incineration as a Cement Replacement Material. Resour. Conserv. Recycl. 1995, 13, 27–36. [Google Scholar] [CrossRef]
- Jaturapitakkul, C.; Kiattikomol, K.; Sata, V.; Leekeeratikul, T. Use of Ground Coarse Fly Ash as a Replacement of Condensed Silica Fume in Producing High-Strength Concrete. Cem. Concr. Res. 2004, 34, 549–555. [Google Scholar] [CrossRef]
- Chintalapudi, K.; Pannem, R.M.R. Enhanced Strength, Microstructure, and Thermal Properties of Portland Pozzolana Fly Ash-Based Cement Composites by Reinforcing Graphene Oxide Nanosheets. J. Build. Eng. 2021, 42, 102521. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, H.; Yang, Q.; Du, X.; Li, C.; Cheng, X. Effects of Particle Size of Colloidal Nanosilica on Hydration of Portland Cement at Early Age. Adv. Mech. Eng. 2019, 11, 1687814019828948. [Google Scholar] [CrossRef]
- Martin, J.P.; Collins, R.A.; Browning, J.S.; Biehl, F.J. Properties and Use of Fly Ashes for Embankments. J. Energy Eng. 1990, 116, 71–86. [Google Scholar] [CrossRef]
- Sukmak, P.; De Silva, P.; Horpibulsuk, S.; Chindaprasirt, P. Sulfate Resistance of Clay-Portland Cement and Clay High-Calcium Fly Ash Geopolymer. J. Mater. Civ. Eng. 2015, 27, 04014158. [Google Scholar] [CrossRef]
- Hincapié-Rojas, D.F.; Rosales-Rivera, A.; Pineda-Gomez, P. Synthesis and Characterisation of Submicron Silica Particles from Rice Husk. Green Mater. 2018, 6, 15–22. [Google Scholar] [CrossRef]
- Hossain, M.M.; Karim, M.R.; Hasan, M.; Hossain, M.K.; Zain, M.F.M. Durability of Mortar and Concrete Made up of Pozzolans as a Partial Replacement of Cement: A Review. Constr. Build. Mater. 2016, 116, 128–140. [Google Scholar] [CrossRef]
- Jeyaseela, J.; Vishnuram, B.G. Study on Workability and Durability Characteristics of Self-Compacting Geopolymer Concrete Composites. Int. J. Adv. Technol. Eng. Sci. 2015, 3, 1246–1256. [Google Scholar]
- Megat Johari, M.A.; Zeyad, A.M.; Muhamad Bunnori, N.; Ariffin, K.S. Engineering and Transport Properties of High-Strength Green Concrete Containing High Volume of Ultrafine Palm Oil Fuel Ash. Constr. Build. Mater. 2011, 30, 281–288. [Google Scholar] [CrossRef]
- Liu, T.; Tang, Y.; Han, L.; Song, J.; Luo, Z.; Lu, A. Recycling of Harmful Waste Lead-Zinc Mine Tailings and FLy Ash for Preparation of Inorganic Porous Ceramics. Ceram. Int. 2017, 43, 4910–4918. [Google Scholar] [CrossRef]
- Jankovsky, O.; Pavlikova, M.; Sedmidubskz, D.; Bousa, D.; Lojka, M.; Pokorny, J.; Zaleska, M.; Pavlik, Z. Study on Pozzolana Activity of Wheat Straw Ash as Potential Admixture for Blended Cements. Ceram.-Silik. 2017, 61, 327–339. [Google Scholar] [CrossRef]
- Ahmadi, R.; Zainudin, N.; Ismail, I.; Mannan, M.A.; Abidin, A.S.Z. Micro Fine Sized Palm Oil Fuel Ash Produced Using a Wind Tunnel Production System. Adv. Mater. Sci. Eng. 2016, 2016, 6792731. [Google Scholar] [CrossRef]
- Yilmaz, B.; Olgun, A. Studies on Cement and Mortar Containing Low-Calcium Fly Ash, Limestone, and Dolomitic Limestone. Cem. Concr. Compos. 2008, 30, 194–201. [Google Scholar] [CrossRef]
- Bamaga, S.O.; Hussin, M.W.; Ismail, M.A. Palm Oil Fuel Ash: Promising Supplementary Cementing Materials. KSCE J. Civ. Eng. 2013, 17, 1708–1713. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Makul, N. Utilization of Coal- and Biomass-Fired Ash in the Production of Self-Consolidating Concrete: A Literature Review. J. Clean. Prod. 2015, 100, 59–76. [Google Scholar] [CrossRef]
- Wongsa, A.; Kunthawatwong, R.; Naenudon, S.; Sata, V.; Chindaprasirt, P. Natural Fiber Reinforced High Calcium Fly Ash Geopolymer Mortar. Constr. Build. Mater. 2020, 241, 118143. [Google Scholar] [CrossRef]
- Antoni; Wattimena, O.K.; Hardjito, D. Improving Surface Durability of High Volume Fly Ash Concrete with Application of Alkali Solution. In Advanced Materials Research; Trans Tech Publications Ltd.: Ollerau, Switzerland, 2013; Volume 626, pp. 636–640. [Google Scholar]
- Papadakis, V.G. Effect of Fly Ash on Portland Cement Systems: Part 1. Low-Calcium Fly Ash. Cem. Concr. Res. 1999, 29, 1727–1736. [Google Scholar] [CrossRef]
- Kumar, S.; Sangwan, P.; Dhankhar, R.M.V.; Bidra, S. Utilization of Rice Husk and Their Ash: A Review. J. Chem. Environ. Sci. 2013, 1, 126–129. [Google Scholar]
- Bouzoubaâ, N.; Lachemi, M. Self-Compacting Concrete Incorporating High Volumes of Class F Fly Ash. Cem. Concr. Res. 2001, 31, 413–420. [Google Scholar] [CrossRef]
- Poernomo, H. Preliminary Study of the Utilization of the Fly Ash From Coal-Fired Power Plant for Immobilization of Radioactive Waste. Indones. J. Chem. 2011, 11, 258–266. [Google Scholar] [CrossRef]
- Inozemtcev, A.; Korolev, E.; Qui, D.T. Study of Mineral Additives for Cement Materials for 3D-Printing in Construction. IOP Conf. Ser. Mater. Sci. Eng. 2018, 365, 032009. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Zou, J.; Reid, A.; Wang, H. Toward an Indexing Approach to Evaluate Fly Ashes for Geopolymer Manufacture. Cem. Concr. Res. 2016, 85, 163–173. [Google Scholar] [CrossRef]
- Jones, M.R.; McCarthy, A. Utilising Unprocessed Low-Lime Coal Fly Ash in Foamed Concrete. Fuel 2005, 84, 1398–1409. [Google Scholar] [CrossRef]
- Zhuang, X.Y.; Chen, L.; Komarneni, S.; Zhou, C.H.; Tong, D.S.; Yang, H.M.; Yu, W.H.; Wang, H. Fly Ash-Based Geopolymer: Clean Production, Properties and Applications. J. Clean. Prod. 2016, 125, 253–267. [Google Scholar] [CrossRef]
- Valeev, D.; Bobylev, P.; Osokin, N.; Zolotova, I.; Rodionov, I.; Salazar-Concha, C.; Verichev, K. A Review of the Alumina Production from Coal Fly Ash, with a Focus in Russia. J. Clean. Prod. 2022, 363, 132360. [Google Scholar] [CrossRef]
- Su, H.; Lin, J.; Chen, H.; Wang, Q. Production of a Novel Slow-Release Coal Fly Ash Microbial Fertilizer for Restoration of Mine Vegetation. Waste Manag. 2021, 124, 185–194. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Groups of Ash and Slag Materials | |||
|---|---|---|---|---|
| Chemical activity | active (high calcium) | covertly active | inert (low calcium) | |
| Quality indicators | Mb | >0, 5–2, 8 | >0, 1–0, 5 | <0, 1 |
| K | 1, 0–3, 6 | 0, 5–1, 5 | 0, 4–0, 9 | |
| Vitreous phase color | brown and dark | any color | colorless | |
| Activity | self-hardening | requires intensification of hardening | inert | |
| Element | C | H | N | O | S |
|---|---|---|---|---|---|
| Content, wt.% | 92.0 | 1.7 | 2.3 | 1.6 | 2.4 |
| Stage | Fe2O3 | Al2O3 | SiO2 | CaO | MgO | Na2O | MnO | Other |
|---|---|---|---|---|---|---|---|---|
| 1 | 30.4 | 19.5 | 33.8 | 6.5 | 1.6 | 0.8 | 1.3 | 6.1 |
| 2 | 58.0 | 8.4 | 21.7 | 3.4 | 1.5 | 0.6 | 1.0 | 5.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petropavlovskaya, V.; Novichenkova, T.; Sulman, M.; Petropavlovskii, K.; Fediuk, R.; Amran, M. Coal Ash Enrichment with Its Full Use in Various Areas. Materials 2022, 15, 6610. https://doi.org/10.3390/ma15196610
Petropavlovskaya V, Novichenkova T, Sulman M, Petropavlovskii K, Fediuk R, Amran M. Coal Ash Enrichment with Its Full Use in Various Areas. Materials. 2022; 15(19):6610. https://doi.org/10.3390/ma15196610
Chicago/Turabian StylePetropavlovskaya, Victoria, Tatiana Novichenkova, Mikhail Sulman, Kirill Petropavlovskii, Roman Fediuk, and Mugahed Amran. 2022. "Coal Ash Enrichment with Its Full Use in Various Areas" Materials 15, no. 19: 6610. https://doi.org/10.3390/ma15196610