
Modelling and Optimization for Mortar Compressive Strength Incorporating Heat-Treated Fly Oil Shale Ash as an Effective Supplementary Cementitious Material Using Response Surface Methodology

 , , , , ,
, , , , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. FOSA Treatment
2.3. Material Characterization Methods
2.4. Mortar Preparation and Mechanical Properties Test
2.5. Data Analysis, Modelling, and Optimization Using RSM
3. Results and Discussion
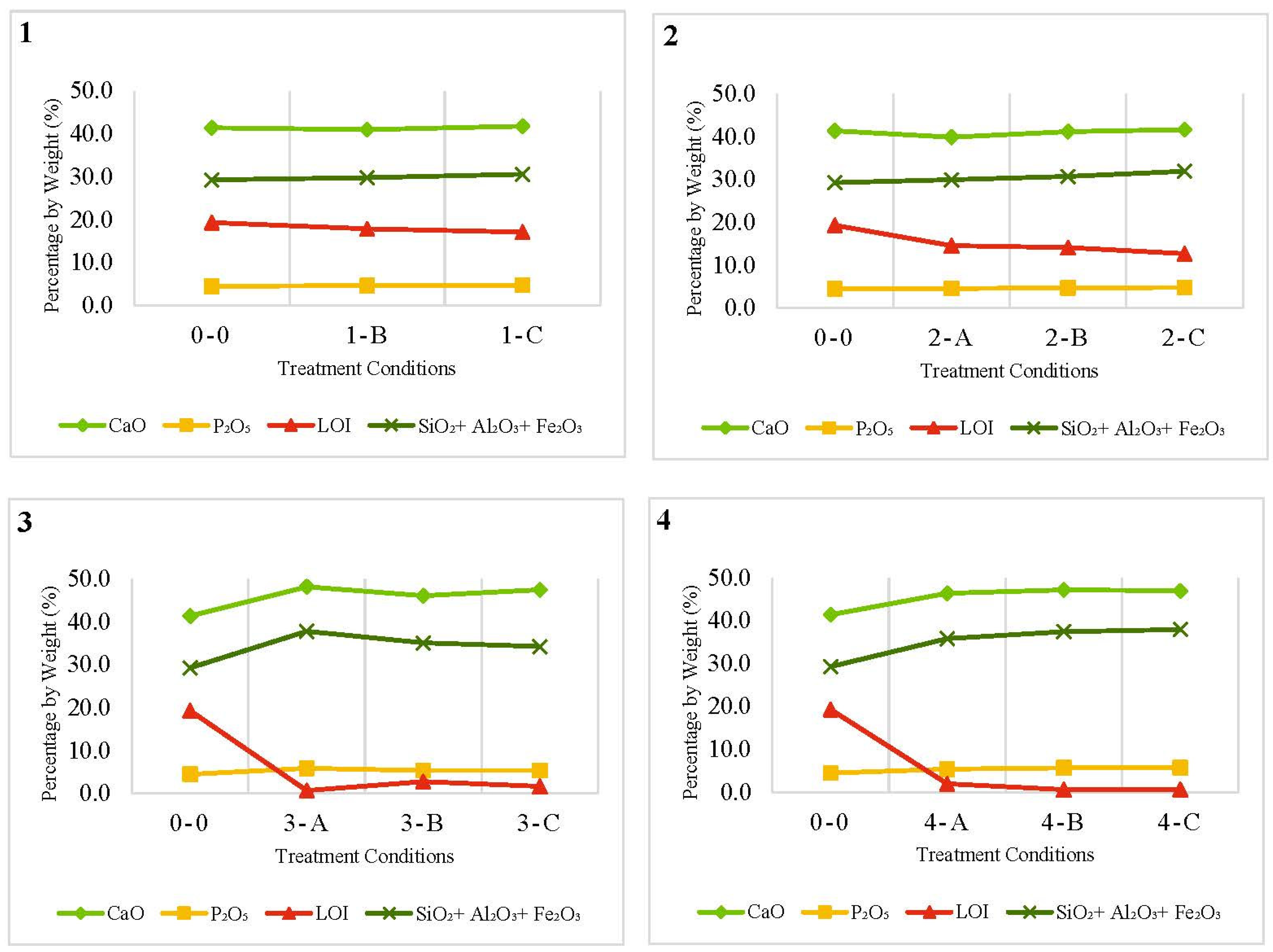
3.1. Chemical Composition
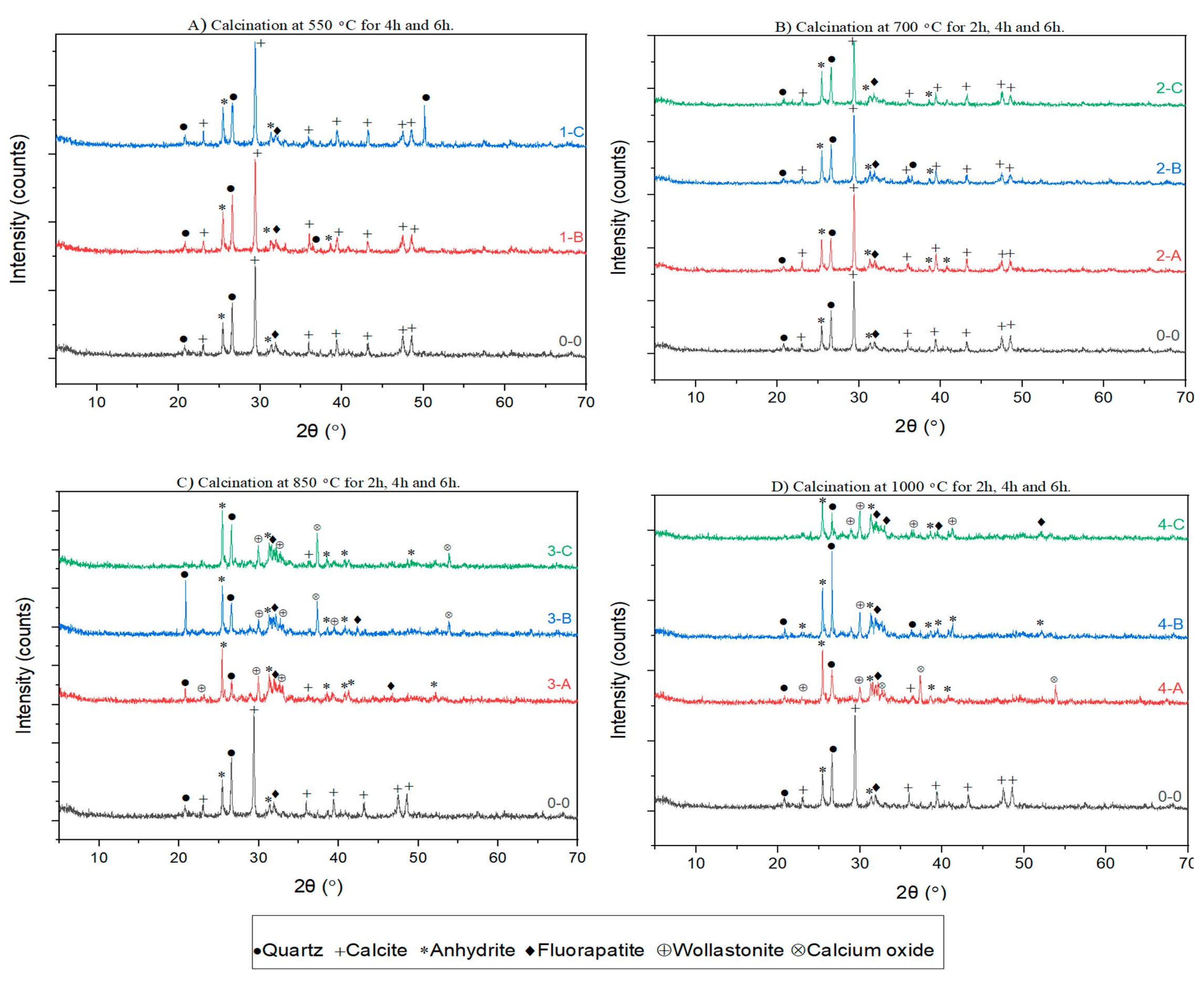
3.2. X-ray Diffraction Analysis
3.3. FOSA-Based Mortar Compressive Strength
3.3.1. Effect on Short-Term Compressive Strength
3.3.2. Effect on Medium-Term Compressive Strength
3.3.3. Effect on Long-Term Compressive Strength
3.3.4. Pozzolanic Strength Activity Index
3.4. Statistical Analysis
3.4.1. Analysis of Variance
3.4.2. Contours Plots of Response Surface
3.4.3. Response Optimization
3.4.4. Model Validation
4. Conclusions
- The results showed that the heat treatment has influenced the pozzolanic potential of FOSA. The effect of the calcination temperature was more preponderant on the XRF and XRD results. The chemical composition of FOSA varied according to the temperature and duration of combustion. All of the ash samples were essentially composed of CaO. The variability in SiO2 and CaO content was a result of LOI variation. All tested samples have an approximately similar chemical composition, and are similar to the raw constituents used in cement production;
- Grinding and calcination were effective in removing organic matter, but they cannot be used as the exclusive method to boost FOSA pozzolanic activity, because even after these treatments the material does not reach an appropriate significant reactivity. The pozzolanic activity of FOSA was observed to be closely correlated to the calcination temperature. The pozzolanic activity of FOSA could not be adequately stimulated via calcination at 550 °C. As a result, the effective heat activation temperature for FOSA was around 850 °C. In contrast, in the SAI with cement test, the difference in the pozzolanic activity between treated and non-treated ashes was greater. This is due to the higher filling effect. The raw ash reached the standard values required for classifying the material as a pozzolan material based on the compressive strength requirements. This opens the opportunity to investigate other types of upgrading processes;
- The results of compressive strength are considered suitable to be used in several construction materials in which low strength is required. The increment in the percentage of replacement reduces the strength of the produced mortar at all levels of treatment. A curing age of 28 days and more improves the compressive strength and solved delays in the activity and the dilution effect. The maximum compressive strength at all ages was recorded at 850 °C calcination temperature for 2 h with 10% replacement;
- The developed model using RSM was effectively used to evaluate the compressive strength of FOSA-based mortar. The ANOVA results confirmed the significance of all investigated parameters. The optimum responses were obtained at 30% cement replacement, 700 °C calcination temperature for 2 h, and 56 days of curing. The developed optimization technique assists in determining the balance for getting eligible properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miller, R.G.; Sorrell, S.R. The Future of Oil Supply. Philos. Transact. A Math. Phys. Eng. Sci. 2014, 372, 20130179. [Google Scholar] [CrossRef] [PubMed]
- Hossain, S.M.; Taher, S.; Khan, A.; Sultana, N.; Irfan, M.; Bashirul, H.; Abdur Razzak, S. Experimental Study and Modeling Approach of Response Surface Methodology Coupled with Crow Search Algorithm for Optimizing the Extraction Conditions of Papaya Seed Waste Oil. Arab. J. Sci. Eng. 2020, 45, 7371–7383. [Google Scholar] [CrossRef]
- Idrisov, G.; Kazakova, M.; Polbin, A. A Theoretical Interpretation of the Oil Prices Impact on Economic Growth in Contemporary Russia. Russ. J. Econ. 2015, 1, 257–272. [Google Scholar] [CrossRef]
- Al-Saqarat, B.S.; Ibrahim, K.M.; Musleh, F.M.; Al-Degs, Y.S. Characterization and Utilization of Solid Residues Generated upon Oil and Heat Production from Carbonate-Rich Oil Shale. Environ. Earth Sci. 2017, 76, 264. [Google Scholar] [CrossRef]
- Azzam, M.O.J.; Al-Ghazawi, Z.; Al-Otoom, A. Incorporation of Jordanian Oil Shale in Hot Mix Asphalt. J. Clean. Prod. 2016, 112, 2259–2277. [Google Scholar] [CrossRef]
- Ofili, S.; Soesoo, A. General Geology and Geochemistry of the Lokpanta Formation Oil Shale, Nigeria. Oil Shale 2021, 38, 1. [Google Scholar] [CrossRef]
- WEC (World Energy Council). World Energy Council (2016)-World Energy Resources 2016. Available online: www.worldenergy.org (accessed on 3 June 2021).
- Birgenheier, L.; Johnson, M.R.C. EMD Oil Shale Committee Annual Report–2015 Alan Burnham, Chair April 29, 2015 Vice-Chairs. 2015. Available online: https://www.aapg.org/Portals/0/docs/emd/reports/mid-year/2017/2017-11-29-WinterMeeting-Committee-OilShale.pdf?ver=2019-04-24-120205-727 (accessed on 19 June 2019).
- Konist, A.; Järvik, O.; Pikkor, H.; Neshumayev, D.; Pihu, T. Utilization of Pyrolytic Wastewater in Oil Shale Fired CFBC Boiler. J. Clean. Prod. 2019, 234, 487–493. [Google Scholar] [CrossRef]
- Kirsimäe, K.; Konist, A.; Leben, K.; Motlep, R.; Pihu, T. Carbon Dioxide Sequestration in Power Plant Ca-Rich Ash Waste Deposits. Oil Shale 2021, 38, 65. [Google Scholar] [CrossRef]
- Speight, J.G. Synthetic Fuels Handbook: Properties, Process, and Performance; McGraw-Hill Education: New York, NY, USA, 2020; ISBN 978-1-260-12896-3. [Google Scholar]
- Pihu, T.; Arro, H.; Prikk, A.; Rootamm, R.; Konist, A.; Kirsimäe, K.; Liira, M.; Mõtlep, R. Oil Shale CFBC Ash Cementation Properties in Ash Fields. Fuel 2012, 93, 172–180. [Google Scholar] [CrossRef]
- Ferronato, N.; Torretta, V. Waste Mismanagement in Developing Countries: A Review of Global Issues. Int. J. Environ. Res. Public Health 2019, 16, 1060. [Google Scholar] [CrossRef] [Green Version]
- Wei, H.; Zhang, Y.; Cui, J.; Han, L.; Li, Z. Engineering and Environmental Evaluation of Silty Clay Modified by Waste Fly Ash and Oil Shale Ash as a Road Subgrade Material. Constr. Build. Mater. 2019, 196, 204–213. [Google Scholar] [CrossRef]
- Kumar, D.; Kumar, N.; Gupta, A. Geotechnical Properties of Fly Ash and Bottom Ash Mixtures in Different Proportions. Europe 2014, 3, 1487–1494. [Google Scholar]
- Savadogo, N.; Messan, A.; Hannawi, K.; Agbodjan, W.; Tsobnang, F. Durability of Mortar Containing Coal Bottom Ash as a Partial Cementitious Resource. Sustainability 2020, 12, 8089. [Google Scholar] [CrossRef]
- Barabanschikov, Y.; Usanova, K. Cold-Bonded Fly Ash Aggregate Concrete. Mag. Civ. Eng. 2020, 95, 104–118. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Snellings, R.; Bernal, S.A. Supplementary Cementitious Materials: New Sources, Characterization, and Performance Insights. Cem. Concr. Res. 2019, 122, 257–273. [Google Scholar] [CrossRef]
- Fládr, J.; Bílý, P.; Chylík, R.; Prošek, Z. Macroscopic and Microscopic Properties of High Performance Concrete with Partial Replacement of Cement by Fly Ash. Solid State Phenom. 2019, 292, 108–113. [Google Scholar] [CrossRef]
- Vatin, N.; Barabanshchikov, Y.; Usanova, K.; Akimov, S.; Kalachev, A.; Uhanov, A. IOP Conference Series: Earth and Environmental Science Cement-Based Materials with Oil Shale Fly Ash Additives Cement-Based Materials with Oil Shale Fly Ash Additives. IOP Conf. Ser. Earth Environ. Sci. 2020, 578, 012043. [Google Scholar] [CrossRef]
- Konist, A.; Neshumayev, D.; Baird, Z.S.; Anthony, E.J.; Maasikmets, M.; Järvik, O. Mineral and Heavy Metal Composition of Oil Shale Ash from Oxyfuel Combustion. ACS Omega 2020, 5, 32498–32506. [Google Scholar] [CrossRef]
- Hadi, N.A.R.A.; Abdelhadi, M. Characterization and Utilization of Oil Shale Ash Mixed with Granitic and Marble Wastes to Produce Lightweight Bricks. Oil Shale 2018, 35, 56–69. [Google Scholar] [CrossRef]
- Pihu, T.; Konist, A.; Puura, E.; Liira, M.; Kirsimäe, K. Properties and Environmental Impact of Oil Shale Ash Landfills. Oil Shale 2019, 36, 257. [Google Scholar] [CrossRef]
- Zhang, P.; Meng, Q.; Liu, Z.; Hu, F.; Xue, M. A Comparative Study of Oil Shale-Bearing Intervals in the Lower Cretaceous Jiufotang Formation in the Beipiao Basin, Northeast China Based on Sedimentary Organic-Facies Theory. Oil Shale 2020, 37, 32–50. [Google Scholar] [CrossRef]
- Konist, A.; Maaten, B.; Loo, L.; Neshumayev, D.; Pihu, T. Mineral Sequestration of Co2 by Carbonation of Ca-Rich Oil Shale Ash in Natural Conditions. Oil Shale 2016, 33, 248. [Google Scholar] [CrossRef]
- Trass, O.; Kuusik, R.; Kaljuvee, T. Activation of Oil Shale Ashes for Sulfur Capture. Oil Shale 2018, 35, 375–386. [Google Scholar] [CrossRef]
- Kaljuvee, T.; Štubňa, I.; Húlan, T.; Csáki, Š.; Uibu, M.; Jefimova, J. Influence of Waste Products from Electricity and Cement Industries on the Thermal Behaviour of Estonian Clay from Kunda Deposit. J. Therm. Anal. Calorim. 2019, 138, 2635–2650. [Google Scholar] [CrossRef]
- Maaten, B.; Järvik, O.; Pihl, O.; Konist, A.; Siirde, A. Oil Shale Pyrolysis Products and the Fate of Sulfur. Oil Shale 2020, 37, 51. [Google Scholar] [CrossRef]
- WEC (World Energy Council). World Energy Council. 2016. Available online: https://www.worldenergy.org/publications/entry/world-energy-resources-2016 (accessed on 19 June 2019).
- El-Hasan, T. Characteristics and Environmental Risks of the Oil Shale Ashes Produced by Aerobic Combustion and Anaerobic Pyrolysis Processes. Oil Shale 2018, 35, 70–83. [Google Scholar] [CrossRef]
- Enefit Facts and Figures—Enefit.Jo. Available online: https://www.enefit.jo/oilshale/facts-and-figures (accessed on 27 May 2021).
- JIC, E.S. Energy & Renewable Energy—JIC. Available online: https://www.jic.gov.jo/en/renewable-energy/ (accessed on 5 June 2021).
- Abu-Rumman, G.; Khdair, A.I.; Khdair, S.I. Current Status and Future Investment Potential in Renewable Energy in Jordan: An Overview. Heliyon 2020, 6, e03346. [Google Scholar] [CrossRef]
- Leben, K.; Mõtlep, R.; Paaver, P.; Konist, A.; Pihu, T.; Paiste, P.; Heinmaa, I.; Nurk, G.; Anthony, E.J.; Kirsimäe, K. Long-Term Mineral Transformation of Ca-Rich Oil Shale Ash Waste. Sci. Total Environ. 2019, 658, 1404–1415. [Google Scholar] [CrossRef]
- Mehra, S.; Singh, M.; Sharma, G.; Kumar, S.; Navishi; Chadha, P. Impact of Construction Material on Environment. In Ecological and Health Effects of Building Materials; Springer: Cham, Switzerland, 2021; pp. 427–442. [Google Scholar]
- Wałach, D. Analysis of Factors Affecting the Environmental Impact of Concrete Structures. Sustainability 2020, 13, 204. [Google Scholar] [CrossRef]
- Collivignarelli, M.; Cillari, G.; Ricciardi, P.; Carnevale Miino, M.; Torretta, V.; Rada, E.; Abbà, A. The Production of Sustainable Concrete with the Use of Alternative Aggregates: A Review. Sustainability 2020, 12, 7903. [Google Scholar] [CrossRef]
- Muthusamy, K.; Embong, R.; Kusbiantoro, A.; Hashim, M. Environmental Impact of Cement Production and Solutions: A Review. Mater. Today Proc. 2021, 48, 741–746. [Google Scholar] [CrossRef]
- Chen, W.; Li, Y.; Chen, S.; Zheng, C. Properties and Economics Evaluation of Utilization of Oil Shale Waste as an Alternative Environmentally-Friendly Building Materials in Pavement Engineering. Constr. Build. Mater. 2020, 259, 119698. [Google Scholar] [CrossRef]
- Alaloul, W.; Salaheen, M.; Malkawi, A.; Alzubi, K.; Musarat, M.A. Utilizing of Oil Shale Ash as a Construction Material: A Systematic Review. Constr. Build. Mater. 2021, 299, 123844. [Google Scholar] [CrossRef]
- Khedaywi, T.; Yeginobali, A.; Smadi, M.; Cabrera, J. Pozzolanic Activity of Jordanian Oil Shale Ash. Cem. Concr. Res. 1990, 20, 843–852. [Google Scholar] [CrossRef]
- Ashteyat, A.M.; Haddad, R.H.; Yamin, M.M. Production of Self-Compacting Concrete Using Jordanian Oil Shale Ash. Jordan J. Civ. Eng. 2012, 6, 202–214. [Google Scholar]
- Irha, N.; Uibu, M.; Jefimova, J.; Raado, L.-M.; Hain, T.; Kuusik, R. Leaching Behaviour of Estonian Oil Shale Ash-Based Construction Mortars. Oil Shale 2014, 31, 394–411. [Google Scholar] [CrossRef]
- Aljbour, S.H. Production of Ceramics from Waste Glass and Jordanian Oil Shale ASH. Oil Shale 2016, 33, 260. [Google Scholar] [CrossRef]
- Bourdot, A.; Thiéry, V.; Bulteel, D.; Hammerschlag, J.-G. Effect of Burnt Oil Shale on ASR Expansions: A Petrographic Study of Concretes Based on Reactive Aggregates. Constr. Build. Mater. 2016, 112, 556–569. [Google Scholar] [CrossRef]
- Wang, C.; Lin, X.; Wang, D.; He, M.; Zhang, S. Utilization of Oil-Based Drilling Cuttings Pyrolysis Residues of Shale Gas for the Preparation of Non-Autoclaved Aerated Concrete. Constr. Build. Mater. 2018, 162, 359–368. [Google Scholar] [CrossRef]
- Uibu, M.; Somelar, P.; Raado, L.-M.; Irha, N.; Hain, T.; Koroljova, A.; Kuusik, R. Oil Shale Ash Based Backfilling Concrete—Strength Development, Mineral Transformations and Leachability. Constr. Build. Mater. 2016, 102, 620–630. [Google Scholar] [CrossRef]
- Ghannam, S. The Effect of Partial Replacement of Cement by Virgin Oil Shale Powder and/or Oil Shale Ash on Properties of Cement Mortar (Comparative Study). J. Eng. Appl. Sci. 2017, 12, 5281–5285. [Google Scholar] [CrossRef]
- El Houda Hamsi, N.; Nabih, K.; Barbach, R. The Benefic Effect of Moroccan Oil Shale’s Ash on Blended Cement (CMII). In Proceedings of the 2nd International Congress on Materials & Structural Stability (CMSS-2017), Rabat, Morocco, 22–25 November 2017; EDP Sciences: Les Ulis, France, 2018; Volume 149. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017; ISBN 978-1-119-11347-8. [Google Scholar]
- Awolusi, T.; Oke, O.L.; Akinkurolere, O.O.; Sojobi, A.O. Application of Response Surface Methodology: Predicting and Optimizing the Properties of Concrete Containing Steel Fibre Extracted from Waste Tires with Limestone Powder as Filler. Case Stud. Constr. Mater. 2018, 10, e00212. [Google Scholar] [CrossRef]
- Kumar, R. Effects of High Volume Dolomite Sludge on the Properties of Eco-Efficient Lightweight Concrete: Microstructure, Statistical Modeling, Multi-Attribute Optimization through Derringer’s Desirability Function, and Life Cycle Assessment. J. Clean. Prod. 2021, 307, 127107. [Google Scholar] [CrossRef]
- Mermerdaş, K.; Algın, Z.; Oleiwi, S.M.; Nassani, D.E. Optimization of Lightweight GGBFS and FA Geopolymer Mortars by Response Surface Method. Constr. Build. Mater. 2017, 139, 159–171. [Google Scholar] [CrossRef]
- Şimşek, B.; Uygunoğlu, T.; Korucu, H.; Kocakerim, M.M. Analysis of the Effects of Dioctyl Terephthalate Obtained from Polyethylene Terephthalate Wastes on Concrete Mortar: A Response Surface Methodology Based Desirability Function Approach Application. J. Clean. Prod. 2018, 170, 437–445. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Adamu, M. Mechanical Performance of Roller Compacted Concrete Pavement Containing Crumb Rubber and Nano Silica. Constr. Build. Mater. 2018, 159, 234–251. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Khed, V.C.; Nuruddin, M.F. Rubbercrete Mixture Optimization Using Response Surface Methodology. J. Clean. Prod. 2018, 171, 1605–1621. [Google Scholar] [CrossRef]
- Nabih, K.; Kada, M.K.; Hmiri, M.; Hamsi, N. Effects of the Addition of Oil Shale Ash and Coal Ash on Physic-Chemical Properties of CPJ45 Cement. MATEC Web Conf. 2014, 11, 01012. [Google Scholar] [CrossRef]
- Doumbouya, M.; Kacemi, K.E.; Kitane, S. Production of Portland Cement Using Moroccan Oil Shale and Comparative Study between Conventional Cement Plant and Cement Plant Using Oil Shale. J. Chem. Soc. Pak. 2012, 34, 885–889. [Google Scholar]
- Al-Hamaiedh, H.; Maaitah, O.; Mahadin, S. Using Oil Shale Ash in Concrete Binder. Electron. J. Geotech. Eng. 2010, 15, 601–608. [Google Scholar]
- ASTM C150/C150M-20; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C187-16; Standard Test Method for Amount of Water Required for Normal Consistency of Hydraulic Cement Paste. ASTM International: West Conshohocken, PA, USA, 2016.
- Reid, D.; Vimmr, V. Concrete Mix Utilising Oil Shale Ash. In Proceedings of the Concrete Structures for Sustainable Community—Proceedings, Fib Symposium, Stockholm, Sweden, 11–14 June 2012; pp. 495–498. [Google Scholar]
- ASTM C305-20; Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C109/C109M-20b; Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-Mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C311/C311M-18; Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- Nakanishi, E.; Santos, V.; Cabral, M.; Santos, S.; Rodrigues, M.; Frías, M.; Savastano, H., Jr. Hot Water Treatment Effect in the Elephant Grass Ashes Calcinated at Different Temperatures. Matér. Rio Jan. 2018, 23. [Google Scholar] [CrossRef]
- ASTM C618-19; Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer Reinforcement of 3D Printed Concrete by the In-Process Deposition of U-Nails. Cem. Concr. Res. 2021, 148, 106535. [Google Scholar] [CrossRef]
- Mtarfi, N.H.; Rais, Z.; Taleb, M.; Kada, K.M. Effect of Fly Ash and Grading Agent on the Properties of Mortar Using Response Surface Methodology. J. Build. Eng. 2017, 9, 109–116. [Google Scholar] [CrossRef]
- Chen, H.-J.; Shih, N.-H.; Wu, C.-H.; Xiao, T. Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete. Sustainability 2019, 11, 2704. [Google Scholar] [CrossRef] [Green Version]
- Siddique, R.; Cachim, P. Waste and Supplementary Cementitious Materials in Concrete: Characterisation, Properties, and Applications; Woodhead Publishing: Sawston, UK, 2018; ISBN 978-0-08-102156-9. [Google Scholar]
- Zeyad, A.; Megat Johari, M.A.; Tayeh, B.; Yusuf, M. Pozzolanic Reactivity of Ultrafine Palm Oil Fuel Ash Waste on Strength and Durability Performances of High Strength Concrete. J. Clean. Prod. 2016, 144, 511–522. [Google Scholar] [CrossRef]
- Igwebike-Ossi, C.D. Potassium Oxide Analysis in Rice Husk Ash at Various Combustion Conditions Using Proton-Induced X-Ray Emission (PIXE) Spectrometric Technique. Int. J. Appl. Chem. 2016, 12, 281–291. [Google Scholar]
- Nuruddin, M.F.; Saad, S.; Shafiq, N.; Ali, M. Effect of Pretreatment Soaking Duration to Characteristic of Ultrafine Treated Rice Husk Ash (UFTRHA) as Supplementary Cementing Material (SCM). Procedia Eng. 2016, 11, 7596–7600. [Google Scholar] [CrossRef]
- Sarbassov, Y.; Duan, L.; Jeremiáš, M.; Manovic, V.; Anthony, E. SO3 Formation in a Bubbling Fluidised Bed under Oxy-Fuel Combustion Conditions. Fuel Processing Technol. 2017, 167, 314–321. [Google Scholar] [CrossRef]
- Hogancamp, J.; Grasley, Z. The Use of Microfine Cement to Enhance the Efficacy of Carbon Nanofibers with Respect to Drying Shrinkage Crack Resistance of Portland Cement Mortars. Cem. Concr. Compos. 2017, 83, 405–414. [Google Scholar] [CrossRef]
- Zhang, J.; Li, G.; Ye, W.; Chang, Y.; Liu, Q.; Zhanping, S. Effects of Ordinary Portland Cement on the Early Properties and Hydration of Calcium Sulfoaluminate Cement. Constr. Build. Mater. 2018, 186, 1144–1153. [Google Scholar] [CrossRef]
- Lee, B.; Kim, G.; Nam, J.; Lee, K.; Kim, G.; Lee, S.; Shin, K.; Koyama, T. Influence of α-Calcium Sulfate Hemihydrate on Setting, Compressive Strength, and Shrinkage Strain of Cement Mortar. Materials 2019, 12, 163. [Google Scholar] [CrossRef] [PubMed]
- Xie, L.; Deng, M.; Tang, J.; Liu, K. Hydration and Strength Development of Cementitious Materials Prepared with Phosphorous-Bearing Clinkers. Materials 2021, 14, 508. [Google Scholar] [CrossRef] [PubMed]
- Mourdikoudis, S.; Pallares, R.M.; Thanh, N.T. Characterization Techniques for Nanoparticles: Comparison and Complementarity upon Studying Nanoparticle Properties. Nanoscale 2018, 10, 12871–12934. [Google Scholar] [CrossRef] [PubMed]
- Al-otoom, A.; Al-Harahsheh, M.; Batiha, M. Sintering of Jordanian Oil Shale under Similar Conditions of Fluidized Bed Combustion Systems. Oil Shale 2014, 31, 54–65. [Google Scholar] [CrossRef]
- Usta, M.C.; Yörük, C.R.; Hain, T.; Paaver, P.; Snellings, R.; Rozov, E.; Gregor, A.; Kuusik, R.; Trikkel, A.; Uibu, M. Evaluation of New Applications of Oil Shale Ashes in Building Materials. Minerals 2020, 10, 765. [Google Scholar] [CrossRef]
- Karunadasa, K.S.P.; Manoratne, C.H.; Pitawala, H.M.T.G.A.; Rajapakse, R.M.G. Thermal Decomposition of Calcium Carbonate (Calcite Polymorph) as Examined by in-Situ High-Temperature X-Ray Powder Diffraction. J. Phys. Chem. Solids 2019, 134, 21–28. [Google Scholar] [CrossRef]
- Black, L. 17—Low Clinker Cement as a Sustainable Construction Material. In Sustainability of Construction Materials (Second Edition), 2nd ed.; Khatib, J.M., Ed.; Woodhead Publishing Series in Civil and Structural Engineering; Woodhead Publishing: Sawston, UK, 2016; pp. 415–457. ISBN 978-0-08-100995-6. [Google Scholar]
- Katare, V.D.; Madurwar, M.V. Design and Investigation of Sustainable Pozzolanic Material. J. Clean. Prod. 2020, 242, 118431. [Google Scholar] [CrossRef]
- Berenguer, R.; Lima, N.; Pinto, L.; Monteiro, E.; Póvoas, Y.; Oliveira, R.; Lima, N. Cement-Based Materials: Pozzolanic Activities of Mineral Additions Are Compromised by the Presence of Reactive Oxides. J. Build. Eng. 2021, 41, 102358. [Google Scholar] [CrossRef]
- Altwair, N.M.; Johari, M.A.M.; Hashim, S.F.S. Malaysia Influence of Calcination Temperature on Characteristics and Pozzolanic Activity of Palm Oil Waste Ash. Aust. J. Basic Appl. Sci. 2014, 5, 1010–1018. [Google Scholar]
- Radha, A.; Navrotsky, A. Thermodynamics of Carbonates. Rev. Mineral. Geochem. 2013, 77, 73–121. [Google Scholar] [CrossRef]
- Patel, A.; Bajpai, R.; Keller, J. On the Crystallinity of PVA/Palm Leaf Biocomposite Using DSC and XRD Techniques. Microsyst. Technol. 2014, 20, 41–49. [Google Scholar] [CrossRef]
- Ali, M.; Abdullah, M.; Saad, S. Effect of Calcium Carbonate Replacement on Workability and Mechanical Strength of Portland Cement Concrete. Adv. Mater. Res. 2015, 1115, 137–141. [Google Scholar] [CrossRef]
- Gholizadeh-Vayghan, A.; Rajabipour, F. The Influence of Alkali–Silica Reaction (ASR) Gel Composition on Its Hydrophilic Properties and Free Swelling in Contact with Water Vapor. Cem. Concr. Res. 2017, 94, 49–58. [Google Scholar] [CrossRef]
- Georgin, J.F.; Prud’homme, E. Hydration Modelling of an Ettringite-Based Binder. Cem. Concr. Res. 2015, 76, 51–61. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Achara, B.E.; Liew, M.S. The Influence of High Temperature on Microstructural Damage and Residual Properties of Nano-Silica-Modified (NS-Modified) Self-Consolidating Engineering Cementitious Composites (SC-ECC) Using Response Surface Methodology (RSM). Constr. Build. Mater. 2018, 192, 450–466. [Google Scholar] [CrossRef]
- Sadollah, A.; Nasir, M.; Geem, Z.W. Sustainability and Optimization: From Conceptual Fundamentals to Applications. Sustainability 2020, 12, 2027. [Google Scholar] [CrossRef] [Green Version]
- Derringer, G.; Suich, R. Simultaneous Optimization of Several Response Variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Isro, M.M.; Joseph, J.; Selvaraj, T.; Sivakumar, D. Application of Desirability-Function and RSM to Optimise the Multi-Objectives While Turning Inconel 718 Using Coated Carbide Tools. Int. J. Manuf. Technol. Manag. 2013, 27, 218–237. [Google Scholar] [CrossRef]
- Alyamac, K.E.; Ghafari, E.; Ince, R. Development of Eco-Efficient Self-Compacting Concrete with Waste Marble Powder Using the Response Surface Method. J. Clean. Prod. 2017, 144, 192–202. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Factor/Response | Unit | Goal |
|---|---|---|---|
| A | Temperature | °C | Minimize |
| B | Time | Hours | Minimize |
| C | Replacement | % | Maximize |
| D | Age | Days | In range |
| σ | Compressive strength | MPa | Maximize |
| Calcination Temperature | Raw Sample | OPC | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 550 °C | 700 °C | 850 °C | 1000 °C | |||||||||||
| Calcination duration | 4 h | 6 h | 2 h | 4 h | 6 h | 2 h | 4 h | 6 h | 2 h | 4 h | 6 h | - | - | |
| Designation | 1-B | 1-C | 2-A | 2-B | 2-C | 3-A | 3-B | 3-C | 4-A | 4-B | 4-C | 0-0 | OPC | |
| Oxide (wt.%) | ||||||||||||||
| SiO2 | 26.00 | 26.80 | 26.30 | 26.90 | 28.00 | 33.20 | 30.80 | 30.00 | 31.40 | 32.90 | 33.40 | 25.50 | 17.60 | |
| Al2O3 | 2.65 | 2.63 | 2.56 | 2.68 | 2.76 | 3.32 | 3.07 | 3.02 | 3.15 | 3.24 | 3.28 | 2.66 | 4.02 | |
| Fe2O3 | 1.14 | 1.15 | 1.11 | 1.15 | 1.19 | 1.29 | 1.23 | 1.22 | 1.25 | 1.29 | 1.28 | 1.13 | 3.19 | |
| CaO | 41.00 | 41.80 | 39.90 | 41.20 | 41.70 | 48.20 | 46.10 | 47.50 | 46.40 | 47.20 | 47.00 | 41.40 | 66.41 | |
| MgO | 1.01 | 1.03 | 0.97 | 1.01 | 1.03 | 1.24 | 1.16 | 1.20 | 1.28 | 1.22 | 1.22 | 1.08 | 1.35 | |
| Na2O | 0.00 | 0.06 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.41 | 0.00 | 0.00 | 0.43 | 0.02 | |
| K2O | 0.36 | 0.36 | 0.35 | 0.37 | 0.37 | 0.34 | 0.37 | 0.34 | 0.45 | 0.33 | 0.30 | 0.44 | 0.40 | |
| SO3 | 4.28 | 3.25 | 8.37 | 6.92 | 6.31 | 4.44 | 7.94 | 8.49 | 6.91 | 6.25 | 6.11 | 2.49 | 4.17 | |
| P2O5 | 4.62 | 4.69 | 4.56 | 4.71 | 4.81 | 5.88 | 5.36 | 5.36 | 5.42 | 5.70 | 5.73 | 4.49 | 0.08 | |
| F | 0.30 | 0.31 | 0.62 | 0.38 | 0.45 | 0.49 | 0.32 | 0.48 | 0.46 | 0.41 | 0.41 | 0.39 | 0.00 | |
| MnO | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.19 | |
| LOI | 17.84 | 17.11 | 14.55 | 14.12 | 12.72 | 0.67 | 2.77 | 1.67 | 1.97 | 0.63 | 0.62 | 19.33 | 3.10 | |
| SiO2 + Al2O3 + Fe2O3 | 29.79 | 30.58 | 29.97 | 30.73 | 31.95 | 37.81 | 35.10 | 34.24 | 35.80 | 37.43 | 37.96 | 29.29 | 24.81 | |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 15.00 | 12 | 1.25 | 32.40 | <0.0001 |
| A | 3.844 × 10−³ | 1 | 3.844 × 10−³ | 0.100 | 0.7532 |
| B | 0.17 | 1 | 0.17 | 4.37 | 0.0402 |
| C | 7.28 | 1 | 7.28 | 188.68 | <0.0001 |
| D | 6.00 | 1 | 6.00 | 155.41 | <0.0001 |
| AB | 0.099 | 1 | 0.099 | 2.56 | 0.1143 |
| AC | 0.49 | 1 | 0.49 | 12.83 | 0.0006 |
| AD | 0.045 | 1 | 0.045 | 1.17 | 0.2838 |
| BC | 0.036 | 1 | 0.036 | 0.94 | 0.3354 |
| CD | 0.14 | 1 | 0.14 | 3.65 | 0.0605 |
| A2 | 0.35 | 1 | 0.35 | 8.98 | 0.0038 |
| B2 | 0.18 | 1 | 0.18 | 4.57 | 0.0362 |
| D2 | 0.22 | 1 | 0.22 | 5.81 | 0.0186 |
| Residual | 2.62 | 68 | 0.039 | ||
| Cor Total | 17.62 | 80 |
| R2 | Pred. R2 | Adj. R2 | Adj. R2-Pred. R2 | SD | AP | Mean |
|---|---|---|---|---|---|---|
| 0.8512 | 0.7854 | 0.8249 | 0.0395 | 0.20 | 23.101 | 2.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al Salaheen, M.; Alaloul, W.S.; Malkawi, A.B.; de Brito, J.; Alzubi, K.M.; Al-Sabaeei, A.M.; Alnarabiji, M.S. Modelling and Optimization for Mortar Compressive Strength Incorporating Heat-Treated Fly Oil Shale Ash as an Effective Supplementary Cementitious Material Using Response Surface Methodology. Materials 2022, 15, 6538. https://doi.org/10.3390/ma15196538
Al Salaheen M, Alaloul WS, Malkawi AB, de Brito J, Alzubi KM, Al-Sabaeei AM, Alnarabiji MS. Modelling and Optimization for Mortar Compressive Strength Incorporating Heat-Treated Fly Oil Shale Ash as an Effective Supplementary Cementitious Material Using Response Surface Methodology. Materials. 2022; 15(19):6538. https://doi.org/10.3390/ma15196538
Chicago/Turabian StyleAl Salaheen, Marsail, Wesam Salah Alaloul, Ahmad B. Malkawi, Jorge de Brito, Khalid Mhmoud Alzubi, Abdulnaser M. Al-Sabaeei, and Mohamad Sahban Alnarabiji. 2022. "Modelling and Optimization for Mortar Compressive Strength Incorporating Heat-Treated Fly Oil Shale Ash as an Effective Supplementary Cementitious Material Using Response Surface Methodology" Materials 15, no. 19: 6538. https://doi.org/10.3390/ma15196538