
Fabrication of Copper Matrix Composites Reinforced with Carbon Nanotubes Using an Innovational Self-Reduction Molecular-Level-Mixing Method
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Reagents and Raw Materials
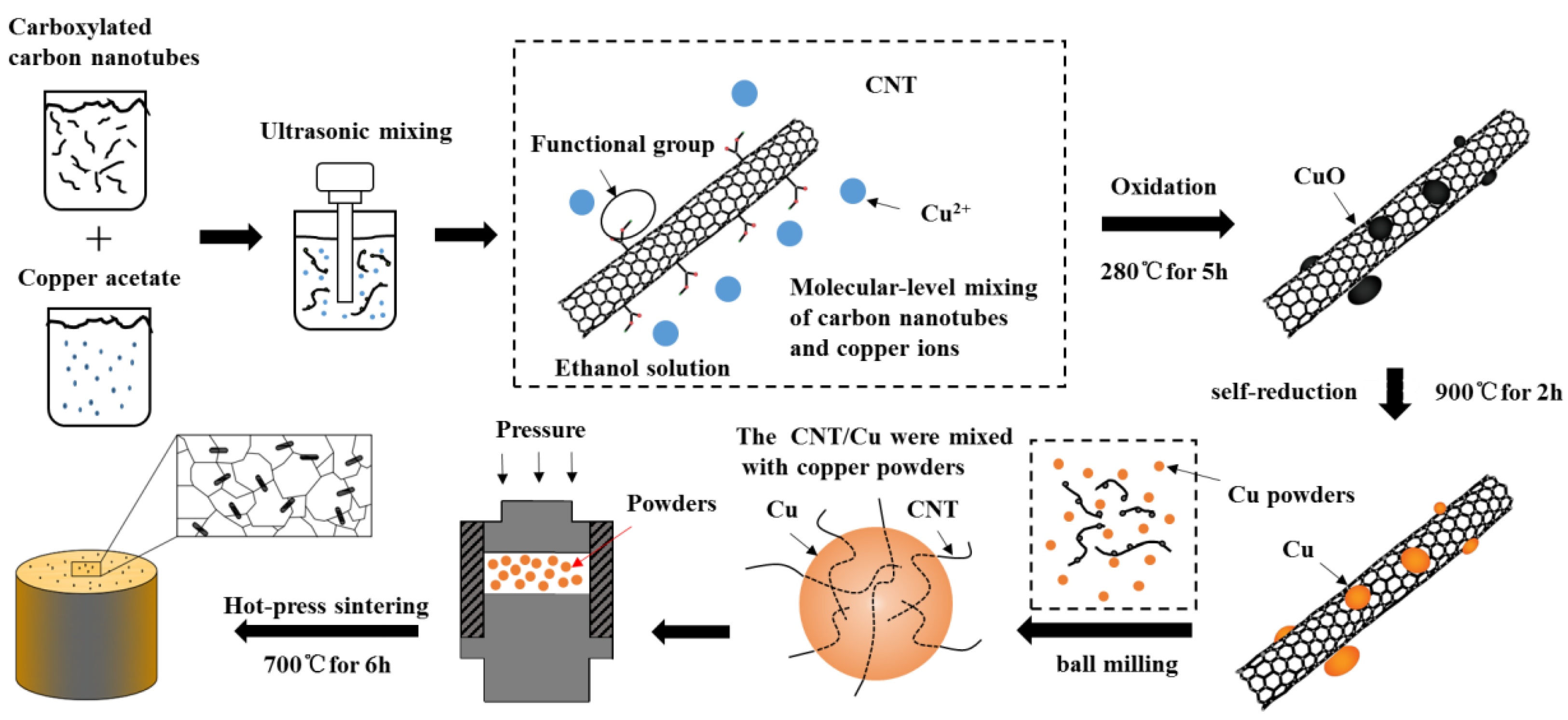
2.2. Preparation Procedure
2.3. Characterization
3. Results and Analysis
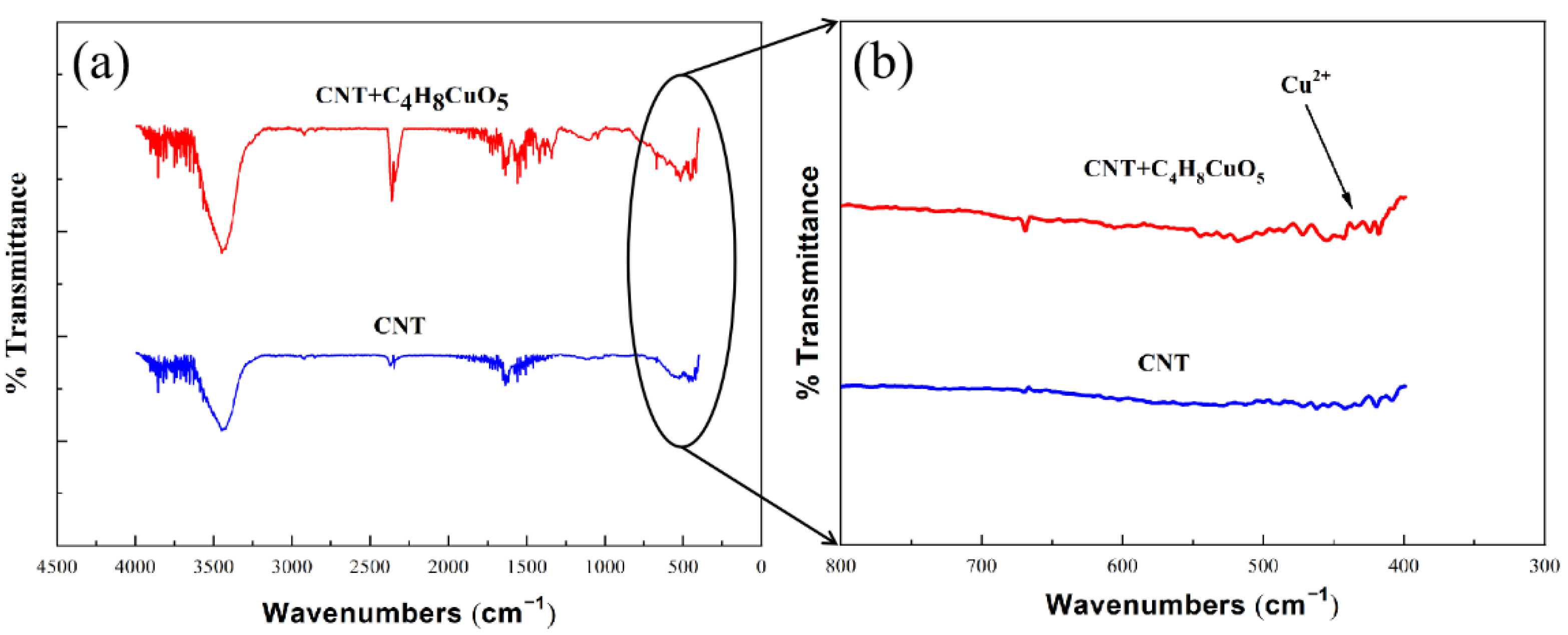
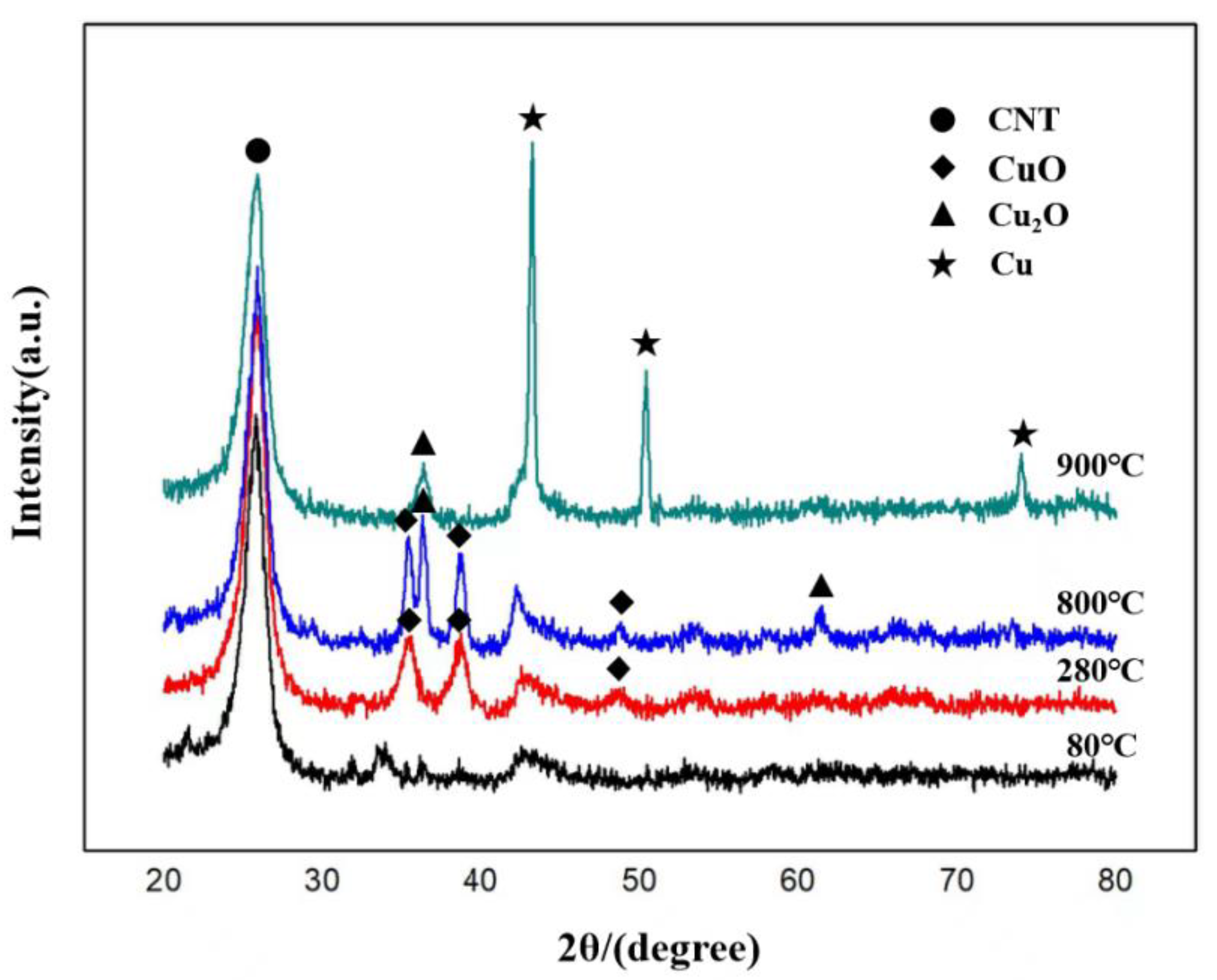
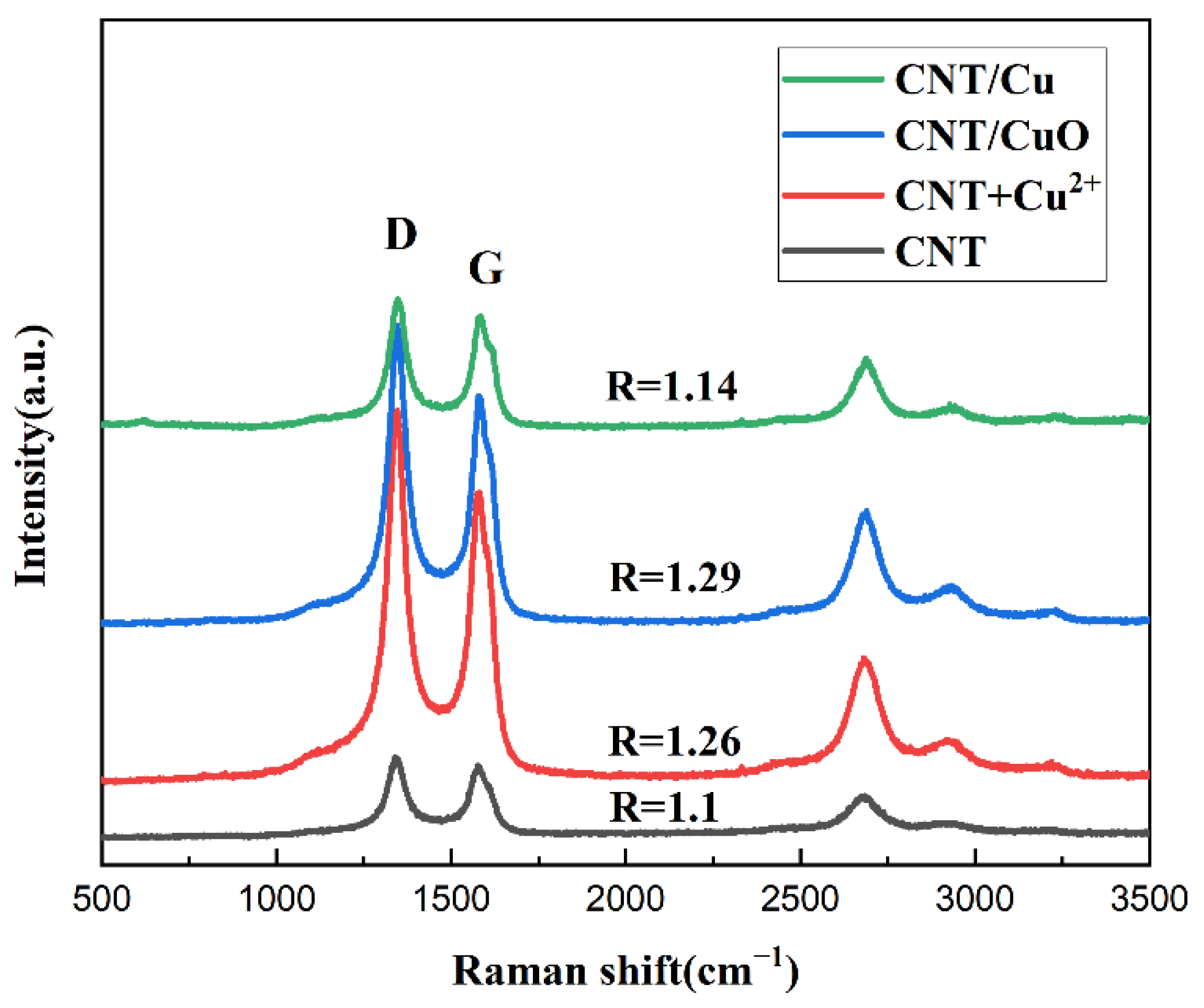
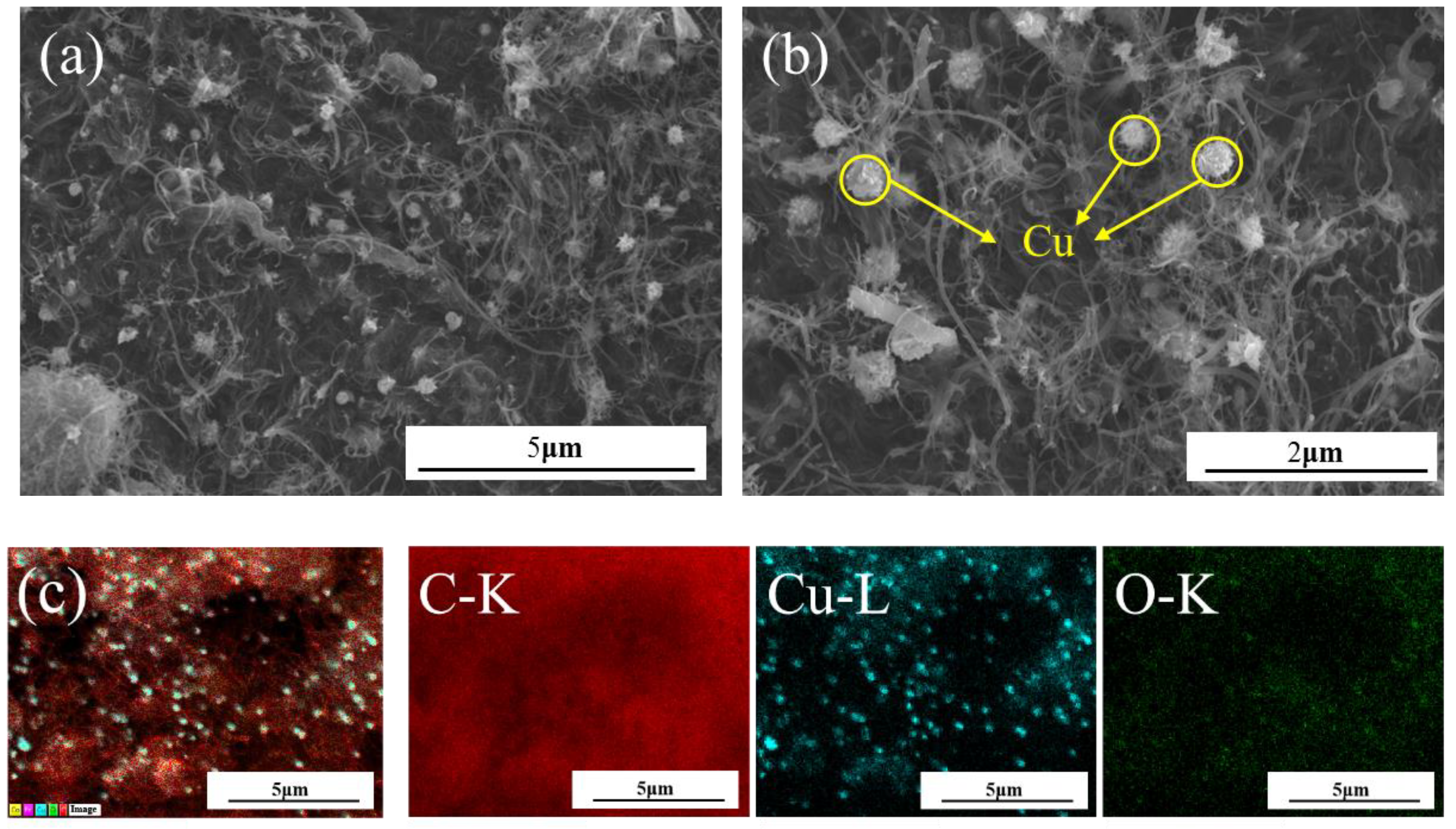
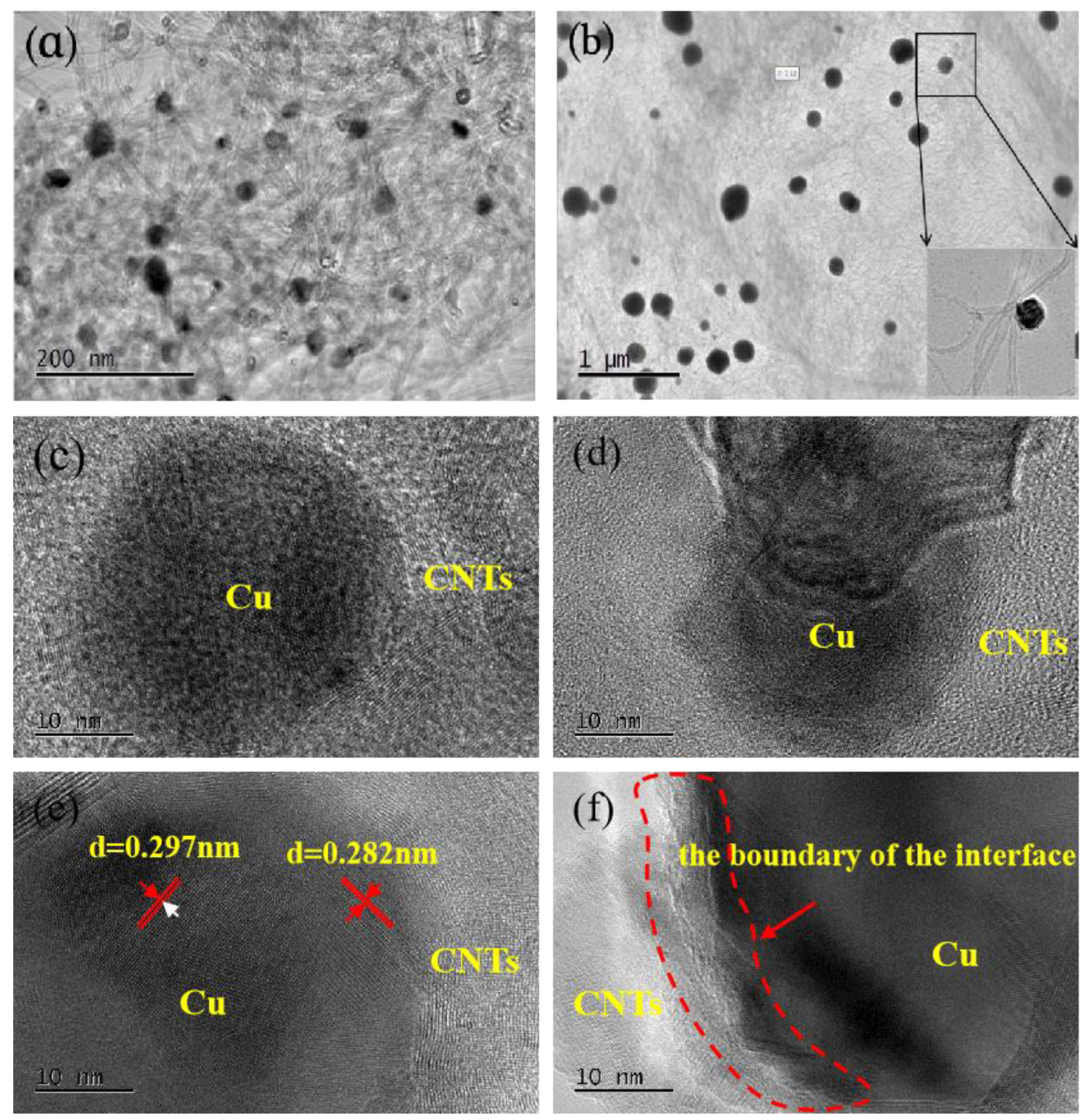
3.1. Characterization of CNT/Cu Composite Powder
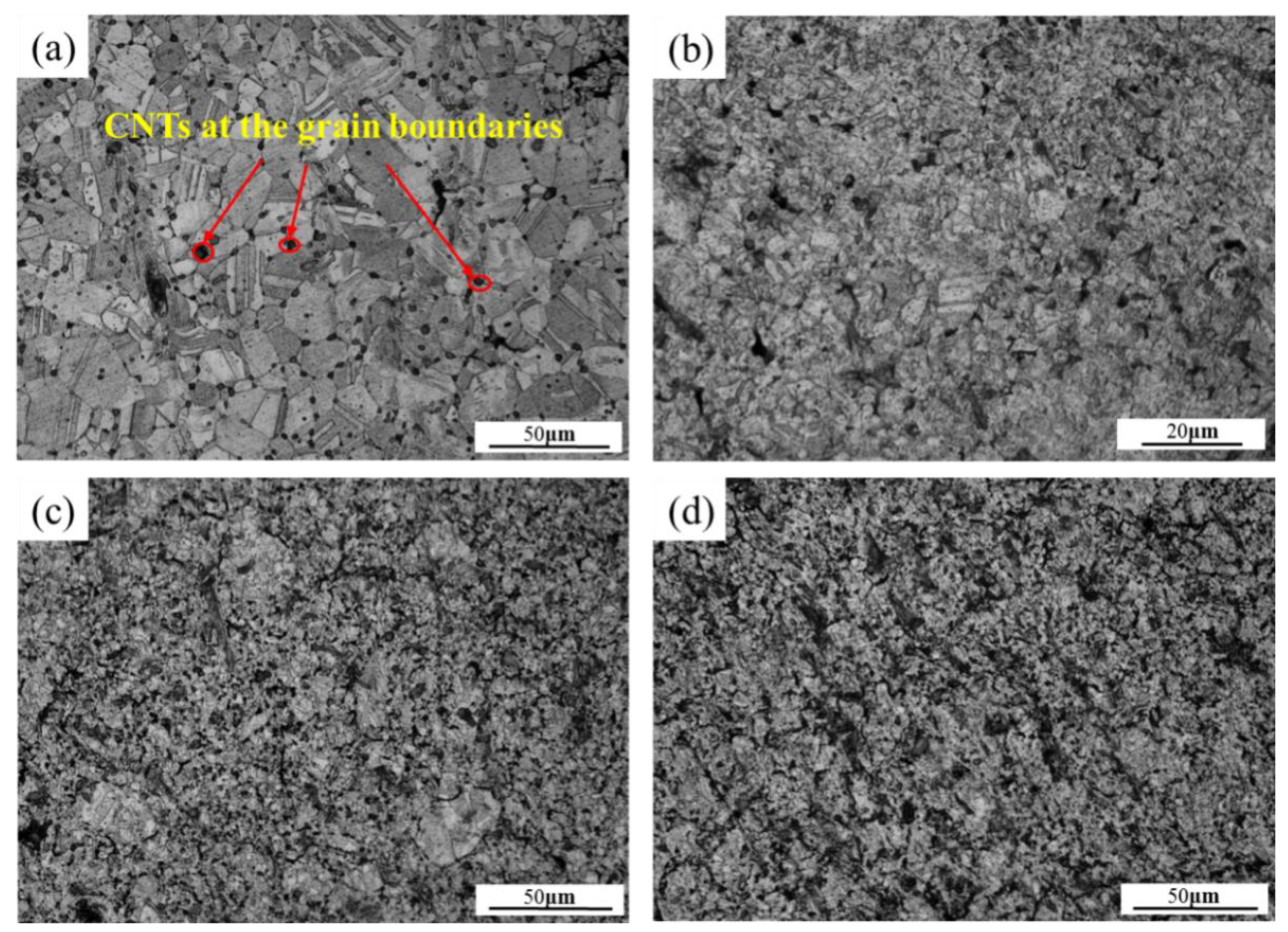
3.2. Morphology and Mechanical Properties of CNT/Cu Composites
4. Conclusions
- (1)
- By performing the self-reduction reaction of CNT/CuO at different temperatures, it was shown that the preparation of CNT/Cu could be achieved under vacuum at 900 °C. The copper bonding was tight on the surface of CNT without damage to the overall structure.
- (2)
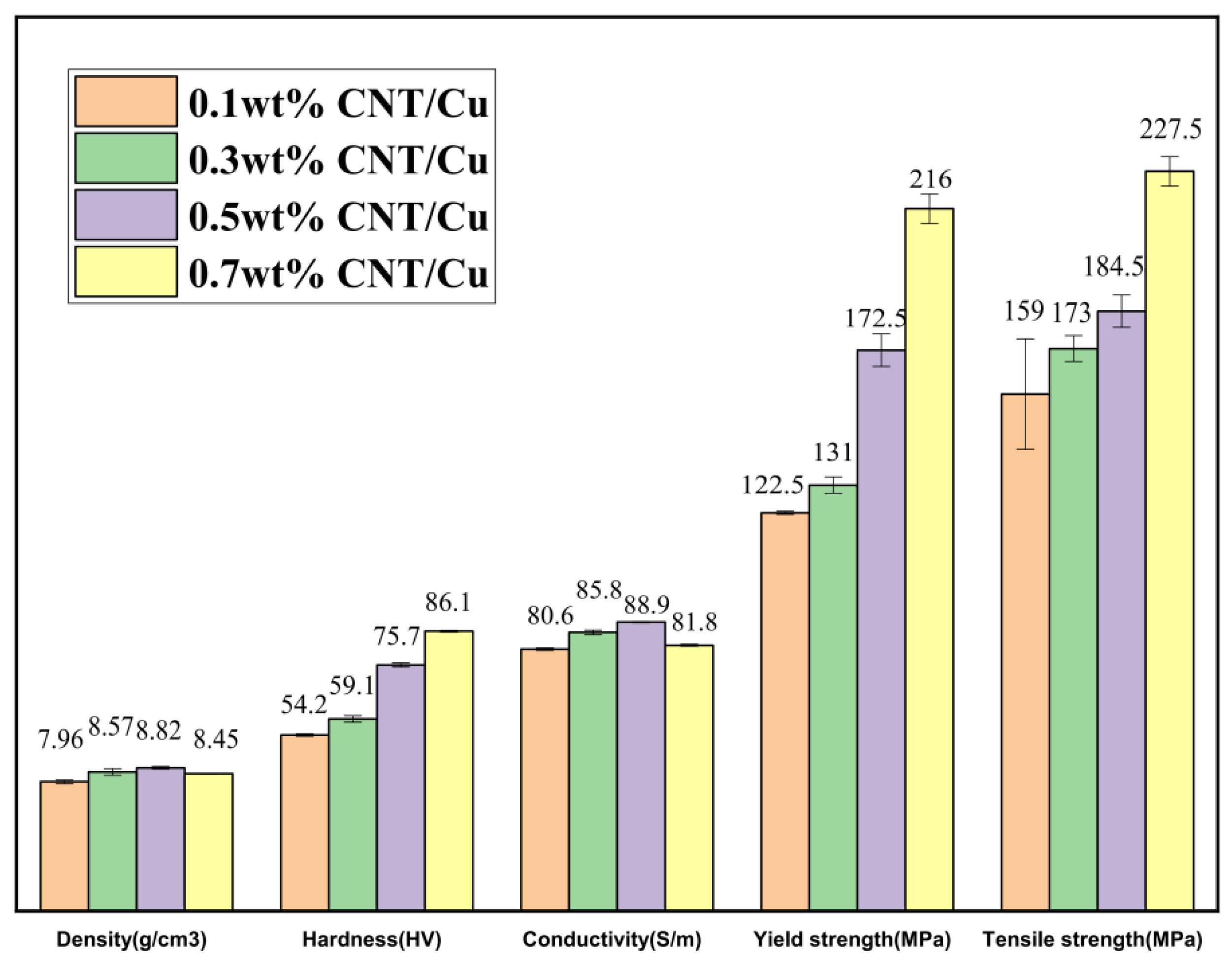
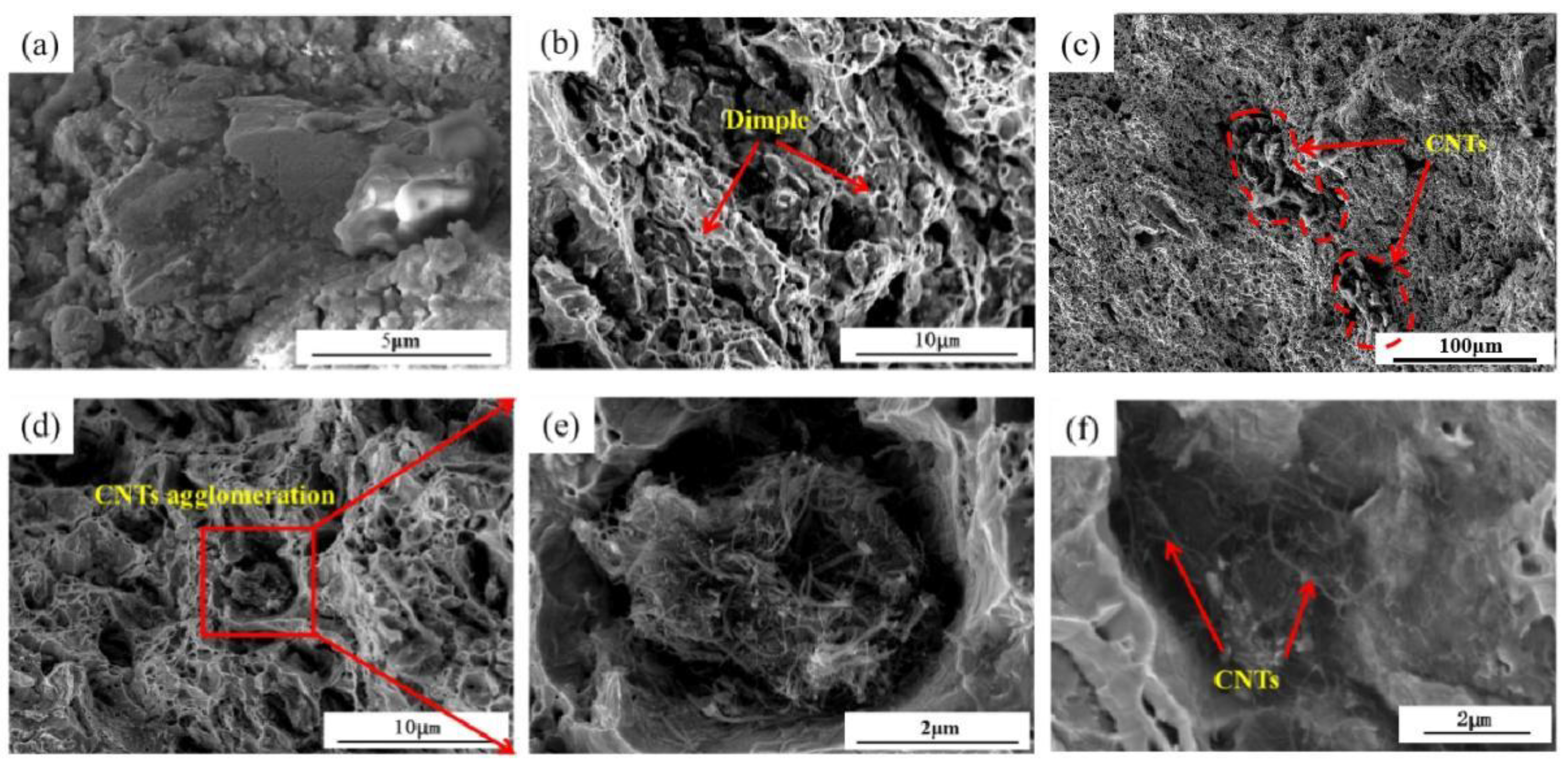
- With the increase in CNT content (0.1 wt%, 0.3 wt%, and 0.5 wt%), the copper matrix composites could progressively improve the density and electrical conductivity. However, the electrical conductivity and density of the composite with 0.7 wt% CNT content was reduced. The agglomeration defects were the most significant problem leading to cracking, which is detrimental to the performance. This problem can be alleviated by adjusting the ball-milling process.
- (3)
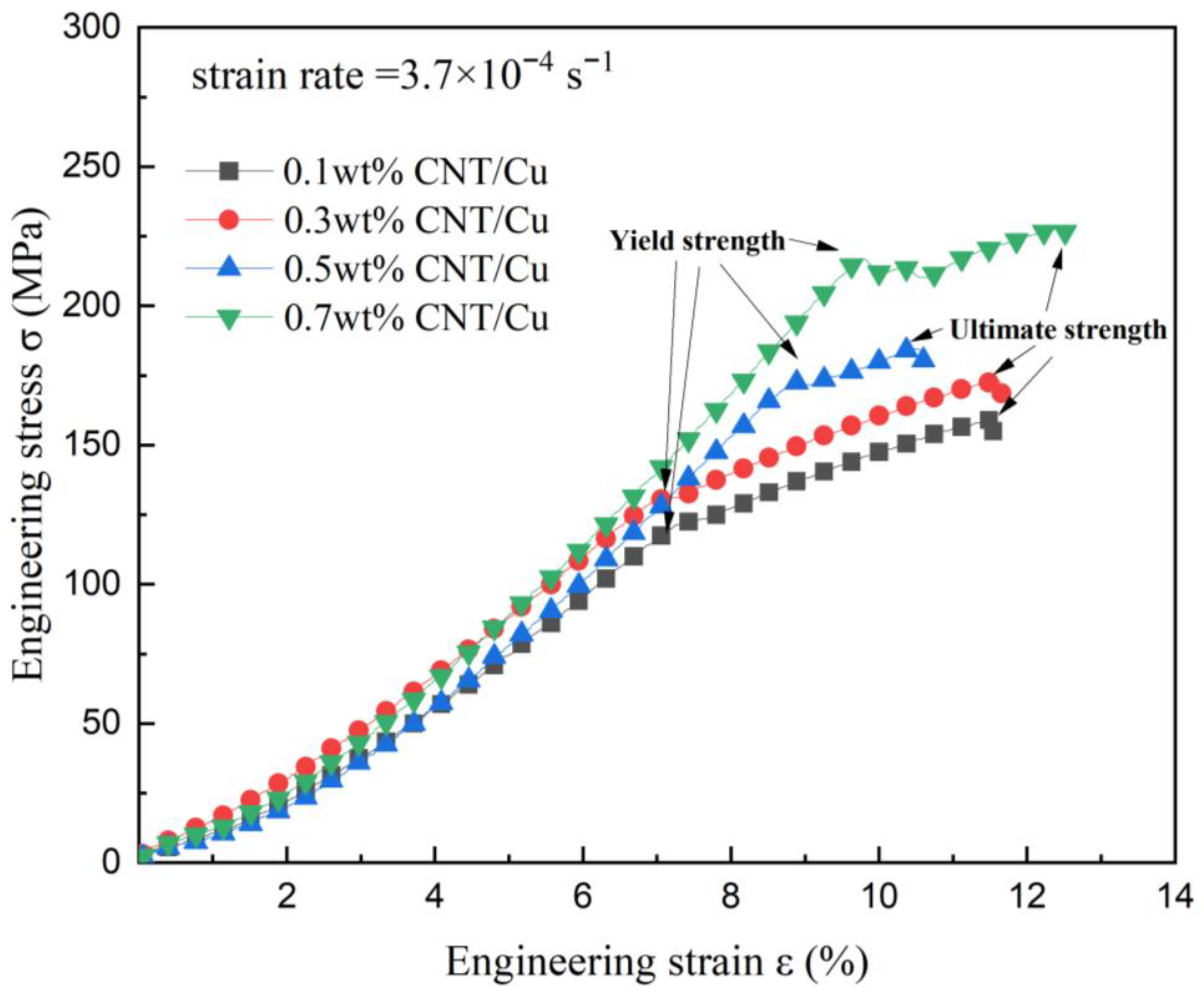
- With the increase in CNT content (0.1 wt%, 0.3 wt%, 0.5 wt%, and 0.7 wt%), the composites could effectively resist mechanical forces. The highest elongation at break was achieved with a CNT content of 0.7 wt%. Both yield strength and ultimate strength were enhanced with a rise in CNT content from 0.1 wt% to 0.7 wt%.
- (4)
- In summary, the CNT/Cu composite with 0.7 wt% CNT content had the best overall properties. The hardness reached 86.1 HV and the conductivity reached 87.8% IACS. The yield strength reached 216 MPa and ultimate strength reached 227.5 MPa.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yusoff, M.; Zuhailawati, H. In Situ Tungsten Carbide Formation in Nanostructured Copper Matrix Composite Using Mechanical Alloying and Sintering. Materials 2022, 15, 2340. [Google Scholar] [CrossRef] [PubMed]
- Chen, F.Y.; Ying, J.M.; Wang, Y.F.; Du, S.Y.; Liu, Z.P.; Huang, Q. Effects of graphene content on the microstructure and properties of copper matrix composites. Carbon 2016, 96, 836–842. [Google Scholar] [CrossRef]
- Chen, X.; Bao, R.; Yi, J.; Fang, D.; Tao, J.; Liu, Y. Enhancing Interfacial Bonding and Tensile Strength in CNT-Cu Composites by a Synergetic Method of Spraying Pyrolysis and Flake Powder Metallurgy. Materials 2019, 12, 670. [Google Scholar] [CrossRef]
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Sun, X.; Zeng, X.; Shu, X.; Cheng, Z. Properties and applications of carbon nanotubes. China Powder Technol. 2001, 6, 29–33. [Google Scholar]
- Duong, H.M.; Tran, T.Q.; Kopp, R.; Myint, S.M.; Peng, L. Direct Spinning of Horizontally Aligned Carbon Nanotube Fibers and Films From the Floating Catalyst Method. In Nanotube Superfiber Materials, 2nd ed.; William Andrew Publishing: Norwich, NY, USA, 2019; pp. 3–29. [Google Scholar] [CrossRef]
- Duong, H.M.; Myint, S.M.; Tran, T.Q.; Le, D.K. Post-spinning treatments to carbon nanotube fibers. In Carbon Nanotube Fibers and Yarns; Elsevier: Amsterdam, The Netherlands, 2020; pp. 103–134. [Google Scholar]
- Sundaram, R.M.; Sekiguchi, A.; Sekiya, M.; Yamada, T.; Hata, K. Copper/carbon nanotube composites: Research trends and outlook. R. Soc. Open Sci. 2018, 5, 180814. [Google Scholar] [CrossRef] [PubMed]
- Meng, L.; Wang, X.; Hu, X.; Shi, H.; Wu, K. Role of structural parameters on strength-ductility combination of laminated carbon nanotubes/copper composites. Compos. Part A Appl. Sci. Manuf. 2019, 116, 138–146. [Google Scholar] [CrossRef]
- Wei, X.; Tao, J.; Liu, Y.; Bao, R.; Li, F.; Fang, D.; Li, C.; Yi, J. High strength and electrical conductivity of copper matrix composites reinforced by carbon nanotube-graphene oxide hybrids with hierarchical structure and nanoscale twins. Diam. Relat. Mater. 2019, 99, 107537. [Google Scholar] [CrossRef]
- Shuai, J.; Xiong, L.; Zhu, L.; Li, W. Enhanced strength and excellent transport properties of a superaligned carbon nanotubes reinforced copper matrix laminar composite. Compos. Part A Appl. Sci. Manuf. 2016, 88, 148–155. [Google Scholar] [CrossRef]
- Chen, L.; Hou, Z.; Liu, Y.; Luan, C.; Zhu, L.; Li, W. High strength and high ductility copper matrix composite reinforced by graded distribution of carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2020, 138, 106063. [Google Scholar] [CrossRef]
- Milowska, K.Z.; Burda, M.; Wolanicka, L.; Bristowe, P.D.; Koziol, K.K.K. Carbon nanotube functionalization as a route to enhancing the electrical and mechanical properties of Cu–CNT composites. Nanoscale 2018, 11, 145–157. [Google Scholar] [CrossRef] [PubMed]
- Fu, S.; Chen, X.; Liu, P.; Cui, H.; Zhou, H.; Ma, F.; Li, W. Tribological Properties and Electrical Conductivity of Carbon Nanotube-Reinforced Copper Matrix Composites. J. Mater. Eng. Perform. 2022, 31, 4955–4962. [Google Scholar] [CrossRef]
- Shaari, N.S.; Ismail, M.H.; Jumahat, A.; Zainudin, M.; Manap, M.F.A.; Shaari, N. Thermal Conductivity of Copper Matrix Composites Reinforced with Multi-wall Carbon Nanotubes. J. Phys. Conf. Ser. 2021, 2051, 012048. [Google Scholar] [CrossRef]
- Kim, K.T.; Eckert, J.; Liu, G.; Park, J.M.; Lim, B.K.; Hong, S.H. Influence of embedded-carbon nanotubes on the thermal properties of copper matrix nanocomposites processed by molecular-level mixing. Scr. Mater. 2011, 64, 181–184. [Google Scholar] [CrossRef]
- Murugesan, R.; Gopal, M.; Murali, G. Effect of Cu, Ni addition on the CNTs dispersion, wear and thermal expansion behavior of Al-CNT composites by molecular mixing and mechanical alloying. Appl. Surf. Sci. 2019, 495, 143542. [Google Scholar] [CrossRef]
- Taşdemir, F.; Özyürek, D.; Yildirim, M. Effect of Carbon Nanotube Content on the Wear Behaviours of Cu-CNT Composites Produced by Powder Metallurgy Method. Acta Phys. Pol. A 2019, 135, 726–728. [Google Scholar] [CrossRef]
- Nam, D.H.; Kim, Y.K.; Cha, S.I.; Hong, S.H. Effect of CNTs on precipitation hardening behavior of CNT/Al–Cu composites. Carbon 2012, 50, 4809–4814. [Google Scholar] [CrossRef]
- Han, B.; Guo, E.; Xue, X.; Zhao, Z.; Luo, L.; Qu, H.; Niu, T.; Xu, Y.; Hou, H. Fabrication and densification of high performance carbon nanotube/copper composite fibers. Carbon 2017, 123, 593–604. [Google Scholar] [CrossRef]
- Liu, J.; Fan, G.; Tan, Z.; Guo, Q.; Su, Y.; Li, Z.; Xiong, D.-B. Mechanical properties and failure mechanisms at high temperature in carbon nanotube reinforced copper matrix nanolaminated composite. Compos. Part A Appl. Sci. Manuf. 2019, 116, 54–61. [Google Scholar] [CrossRef]
- Rosa, D.M.; Spinelli, J.E.; Osório, W.R.; Garcia, A. Effects of cell size and macrosegregation on the corrosion behavior of a dilute Pb–Sb alloy. J. Power Sources 2006, 162, 696–705. [Google Scholar] [CrossRef]
- Meyer, Y.A.; Bonatti, R.S.; Bortolozo, A.D.; Osório, W.R. Electrochemical behavior and compressive strength of Al-Cu/xCu composites in NaCl solution. J. Solid State Electrochem. 2021, 25, 1303–1317. [Google Scholar] [CrossRef]
- Cha, S.I.; Kim, K.T.; Arshad, S.N.; Mo, C.B.; Hong, S.H. Extraordinary Strengthening Effect of Carbon Nanotubes in Metal-Matrix Nanocomposites Processed by Molecular-Level Mixing. Adv. Mater. 2005, 17, 1377–1381. [Google Scholar] [CrossRef] [PubMed]
- Hwang, J.; Yoon, T.; Jin, S.H.; Lee, J.; Kim, T.-S.; Hong, S.H.; Jeon, S. Enhanced Mechanical Properties of Graphene/Copper Nanocomposites Using a Molecular-Level Mixing Process. Adv. Mater. 2013, 25, 6724–6729. [Google Scholar] [CrossRef]
- Cha, S.I.; Kim, K.T.; Lee, K.H.; Mo, C.B.; Hong, S.H. Strengthening and toughening of carbon nanotube reinforced alumina nanocomposite fabricated by molecular level mixing process. Scr. Mater. 2005, 53, 793–797. [Google Scholar] [CrossRef]
- Kim, K.T.; Eckert, J.; Menzel, S.B.; Gemming, T.; Hong, S.H. Grain refinement assisted strengthening of carbon nanotube reinforced copper matrix nanocomposites. Appl. Phys. Lett. 2008, 92, 121901. [Google Scholar] [CrossRef]
- Daneshvar, F.; Zhang, T.; Aziz, A.; Sue, H.-J.; Welland, M.E. Tuning the composition and morphology of carbon nanotube-copper interface. Carbon 2020, 157, 583–593. [Google Scholar] [CrossRef]
- Liu, L.; Bao, R.; Yi, J.; Li, C.; Tao, J.; Liu, Y.; Tan, S.; You, X. Well-dispersion of CNTs and enhanced mechanical properties in CNTs/Cu-Ti composites fabricated by Molecular Level Mixing. J. Alloy. Compd. 2017, 726, 81–87. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Lim, B.K.; Tiley, J.; Banerjee, R.; Hong, S.H. Interface analysis of ultra-high strength carbon nanotube/nickel composites processed by molecular level mixing. Carbon 2013, 57, 282–287. [Google Scholar] [CrossRef]
- Tu, J.F.; Rajule, N.; Molian, P.; Liu, Y. Laser synthesis of a copper–single-walled carbon nanotube nanocomposite via molecular-level mixing and non-equilibrium solidification. J. Phys. D Appl. Phys. 2016, 49, 495301. [Google Scholar] [CrossRef]
- Lim, B.K.; Mo, C.B.; Nam, D.H.; Hong, S.H. Mechanical and Electrical Properties of Carbon Nanotube/Cu Nanocomposites by Molecular-Level Mixing and Controlled Oxidation Process. J. Nanosci. Nanotechnol. 2010, 10, 78–84. [Google Scholar] [CrossRef]
- Bor, A.; Ichinkhorloo, B.; Uyanga, B.; Lee, J.; Choi, H. Cu/CNT nanocomposite fabrication with different raw material properties using a planetary ball milling process. Powder Technol. 2018, 323, 563–573. [Google Scholar] [CrossRef]
- Singhal, S.K.; Lal, M.; Sharma, I.; Mathur, R.B. Fabrication of copper matrix composites reinforced with carbon nanotubes using a combination of molecular-level-mixing and high energy ball milling. J. Compos. Mater. 2012, 47, 613–621. [Google Scholar] [CrossRef]
- Babu, R.V.; Verma, K.A.; Charan, M.; Kanagaraj, S. Tweaking the diameter and concentration of carbon nanotubes and sintering duration in Copper based composites for heat transfer applications. Adv. Powder Technol. 2018, 29, 2356–2367. [Google Scholar] [CrossRef]
- Pham, V.T.; Bui, H.T.; Tran, B.T.; Nguyen, V.T.; Le, D.Q.; Than, X.T.; Doan, D.P.; Phan, N.M. The effect of sintering temperature on the mechanical properties of a Cu/CNT nanocomposite prepared via a powder metallurgy method. Adv. Nat. Sci. Nanosci. Nanotechnol. 2011, 2, 015006. [Google Scholar] [CrossRef]
- Xue, Z.W.; Wang, L.D.; Zhao, P.T.; Xu, S.C.; Qi, J.L.; Fei, W.D. Microstructures and tensile behavior of carbon nanotubes reinforced Cu matrix composites with molecular-level dispersion. Mater. Des. 2012, 34, 298–301. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ya, B.; Xu, Y.; Meng, L.; Zhou, B.; Zhao, J.; Chen, X.; Zhang, X. Fabrication of Copper Matrix Composites Reinforced with Carbon Nanotubes Using an Innovational Self-Reduction Molecular-Level-Mixing Method. Materials 2022, 15, 6488. https://doi.org/10.3390/ma15186488
Ya B, Xu Y, Meng L, Zhou B, Zhao J, Chen X, Zhang X. Fabrication of Copper Matrix Composites Reinforced with Carbon Nanotubes Using an Innovational Self-Reduction Molecular-Level-Mixing Method. Materials. 2022; 15(18):6488. https://doi.org/10.3390/ma15186488
Chicago/Turabian StyleYa, Bin, Yang Xu, Linggang Meng, Bingwen Zhou, Junfei Zhao, Xi Chen, and Xingguo Zhang. 2022. "Fabrication of Copper Matrix Composites Reinforced with Carbon Nanotubes Using an Innovational Self-Reduction Molecular-Level-Mixing Method" Materials 15, no. 18: 6488. https://doi.org/10.3390/ma15186488