
Evaluation of Surface Roughness Parameters of HDF for Finishing under Industrial Conditions

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Roughness
- -
- Detector measuring force 0.75 mN;
- -
- Feed speed 0.5 mm/s;
- -
- Measuring range 5.6 mm;
- -
- Cut-off length λc = 0.25 mm.
2.4. Gloss Measurement
2.5. Data Processing
3. Results and Discussion
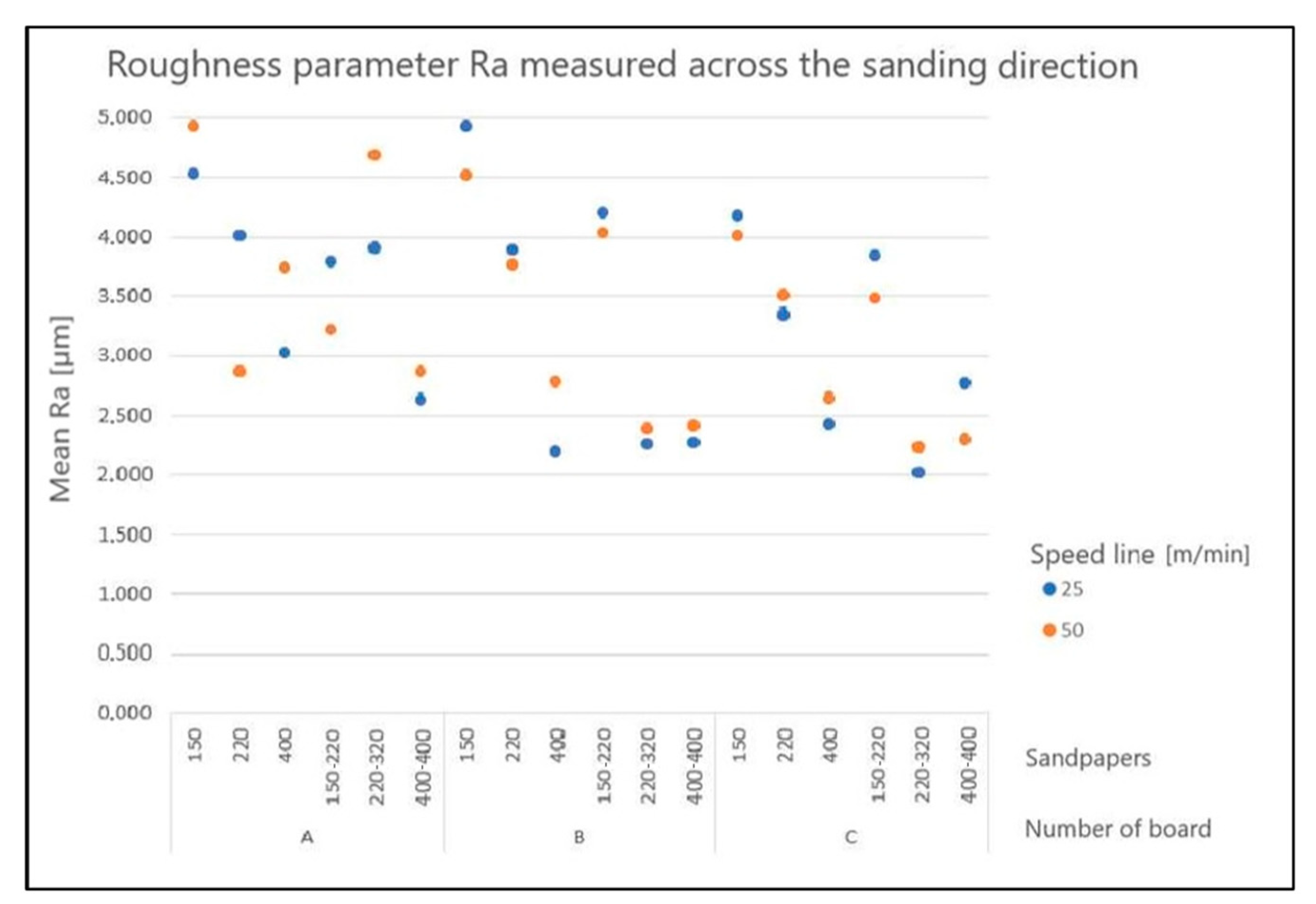
3.1. Profilometer Measurement Method
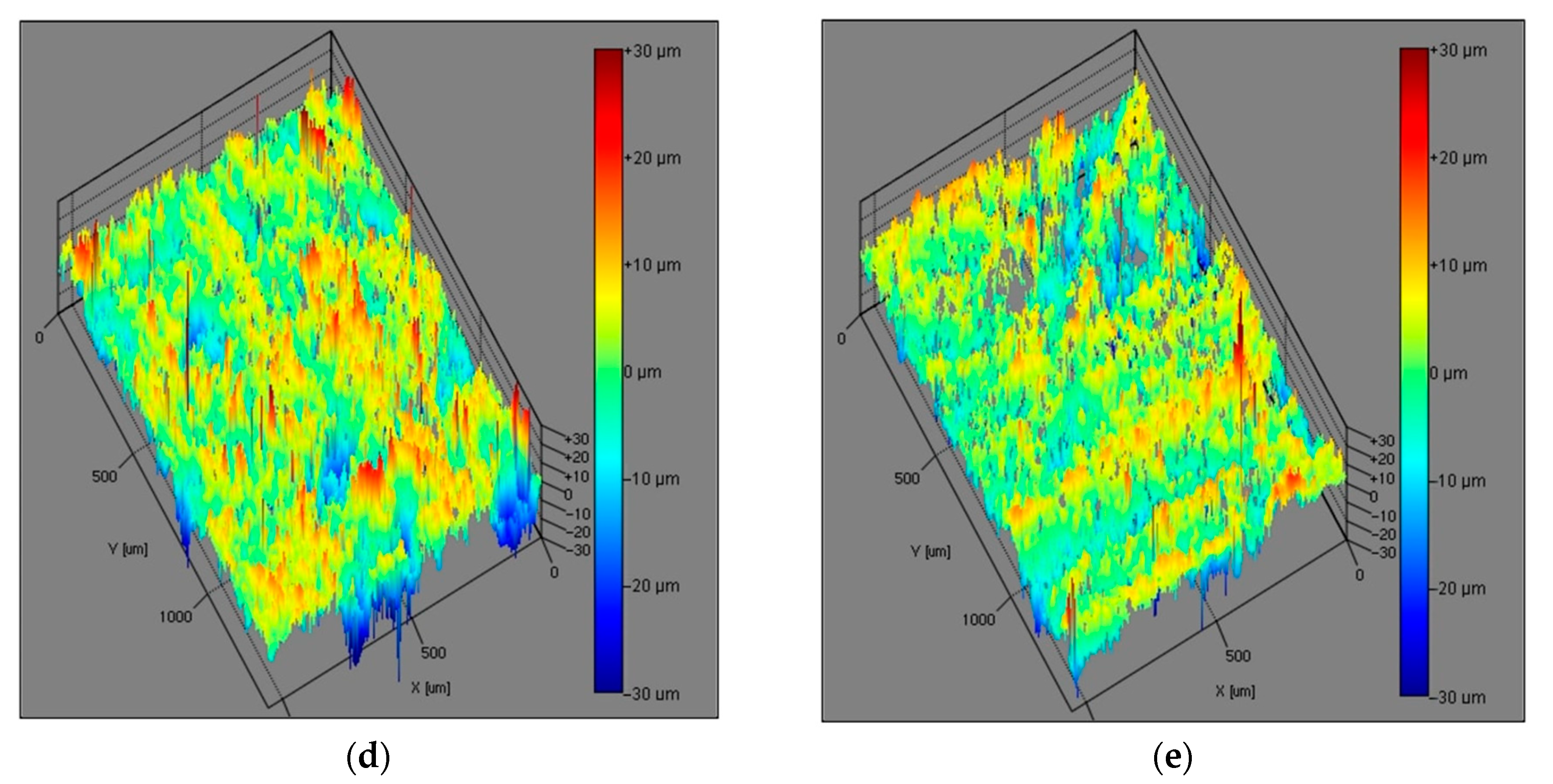
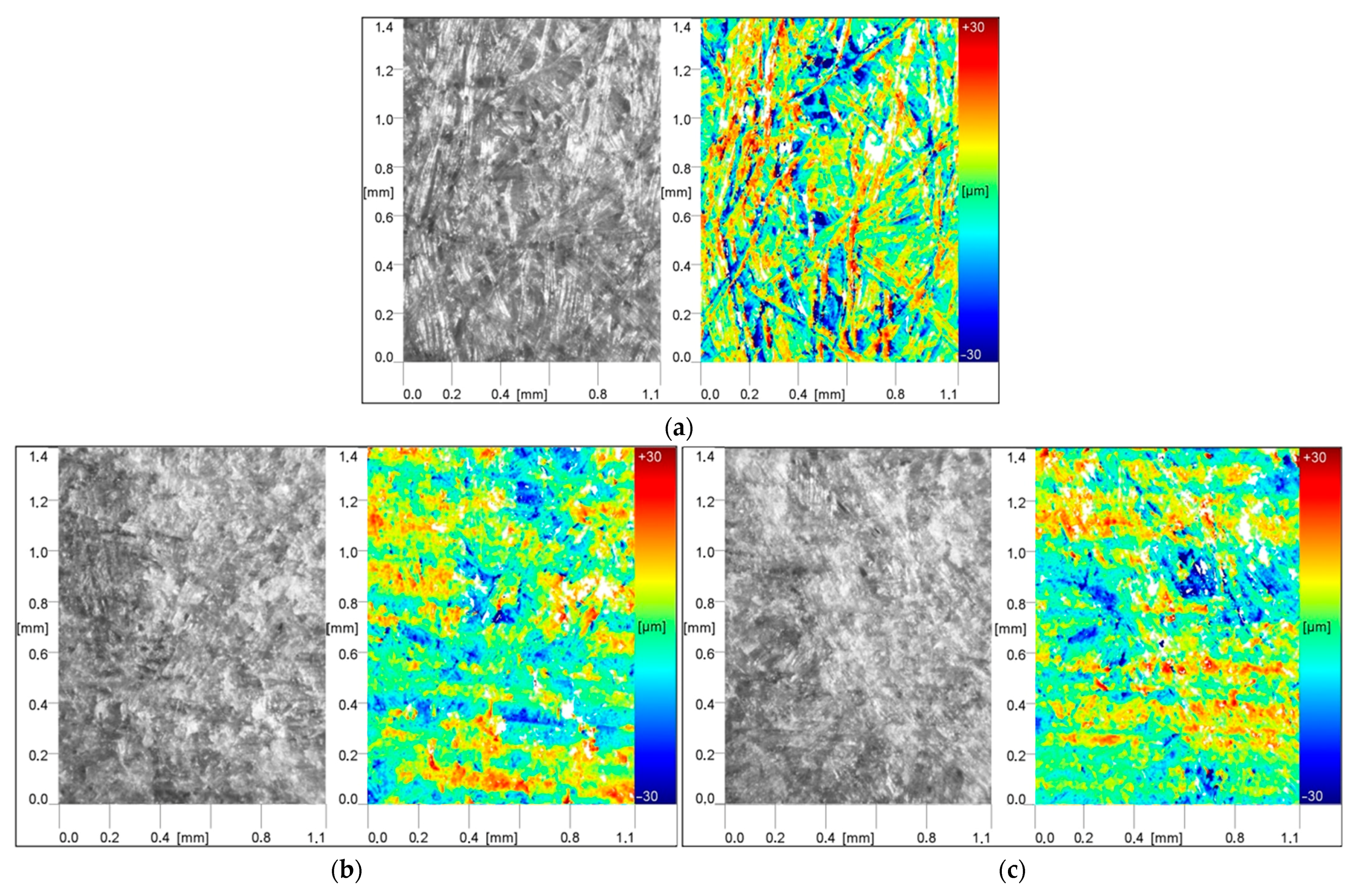
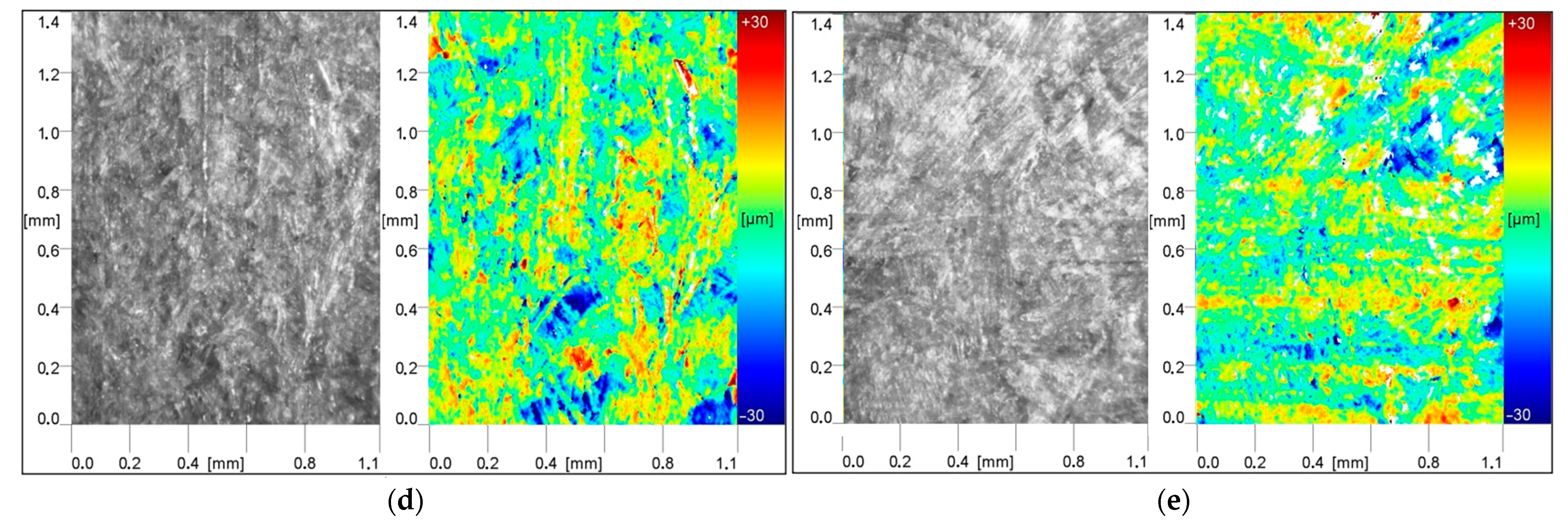
3.2. Optical Measurement Method
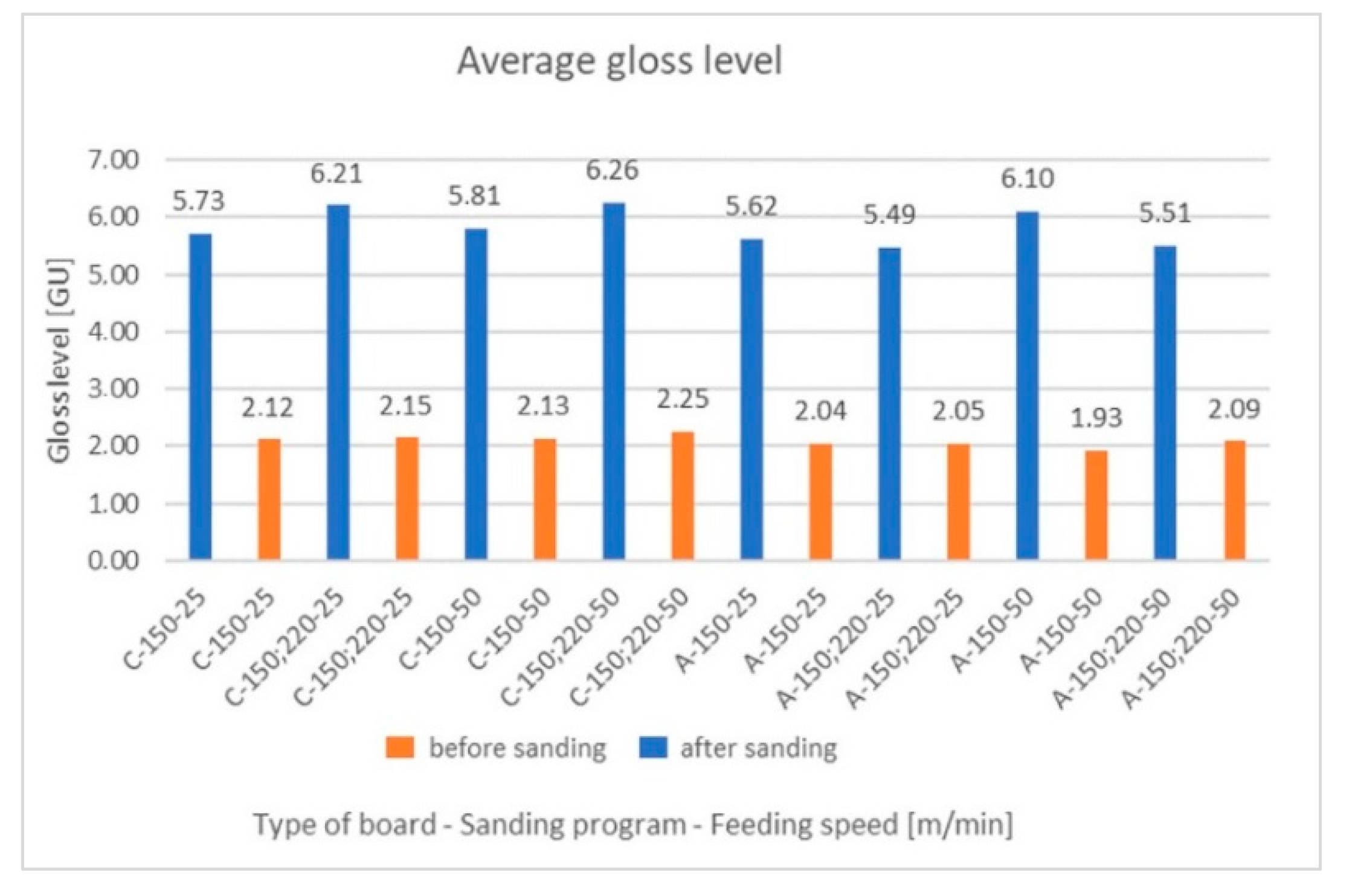
3.3. Gloss Level
4. Discussion and Conclusions
- Density is not a determining factor for the surface roughness of HDF boards. HDF boards produced by various manufacturers using fibers of different origins and degrees of fragmentation presented different roughness profiles despite the similar physical and mechanical properties of the finished boards. Among the samples from a single manufacturer, an increase in roughness with a decrease in density was observed.
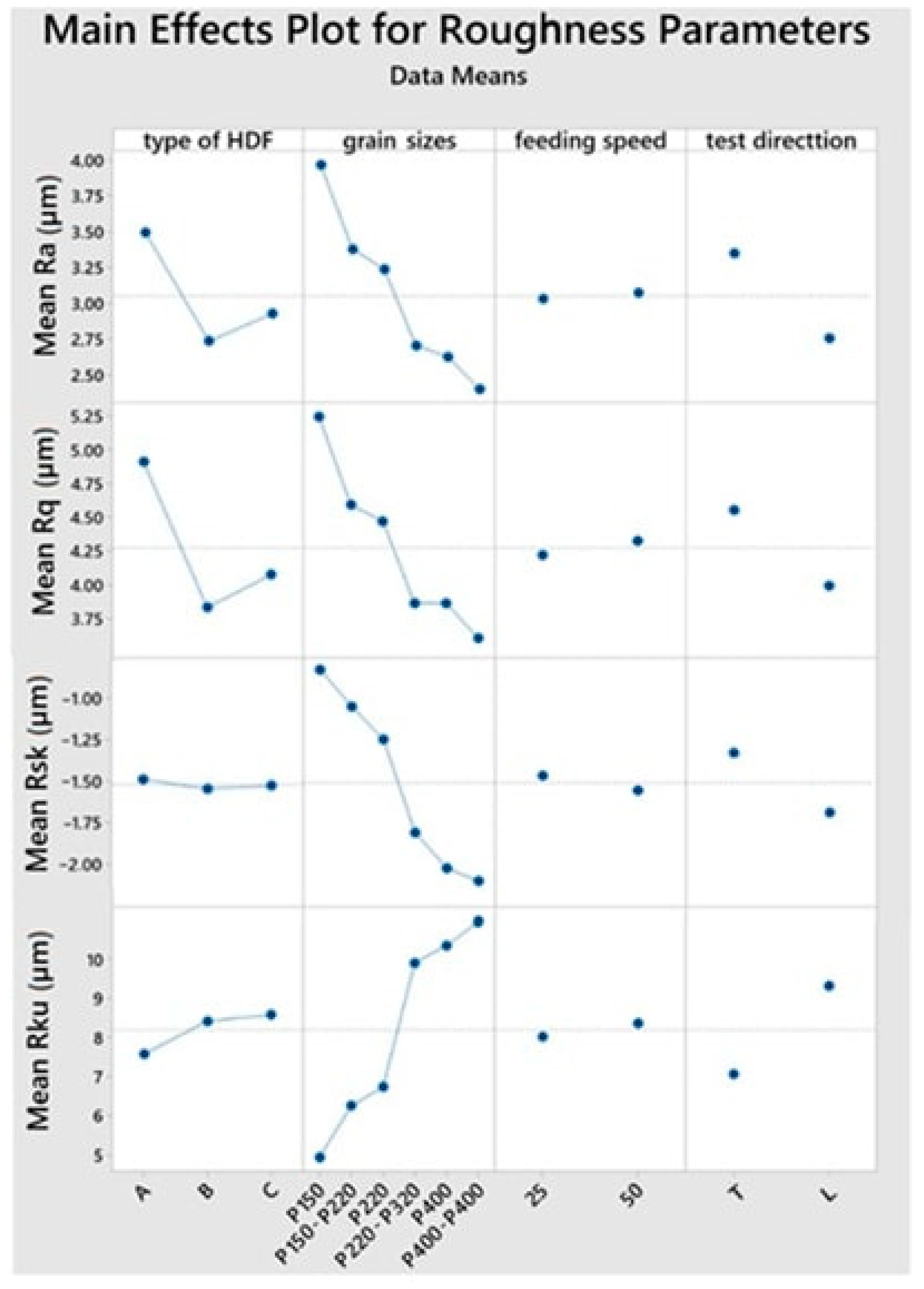
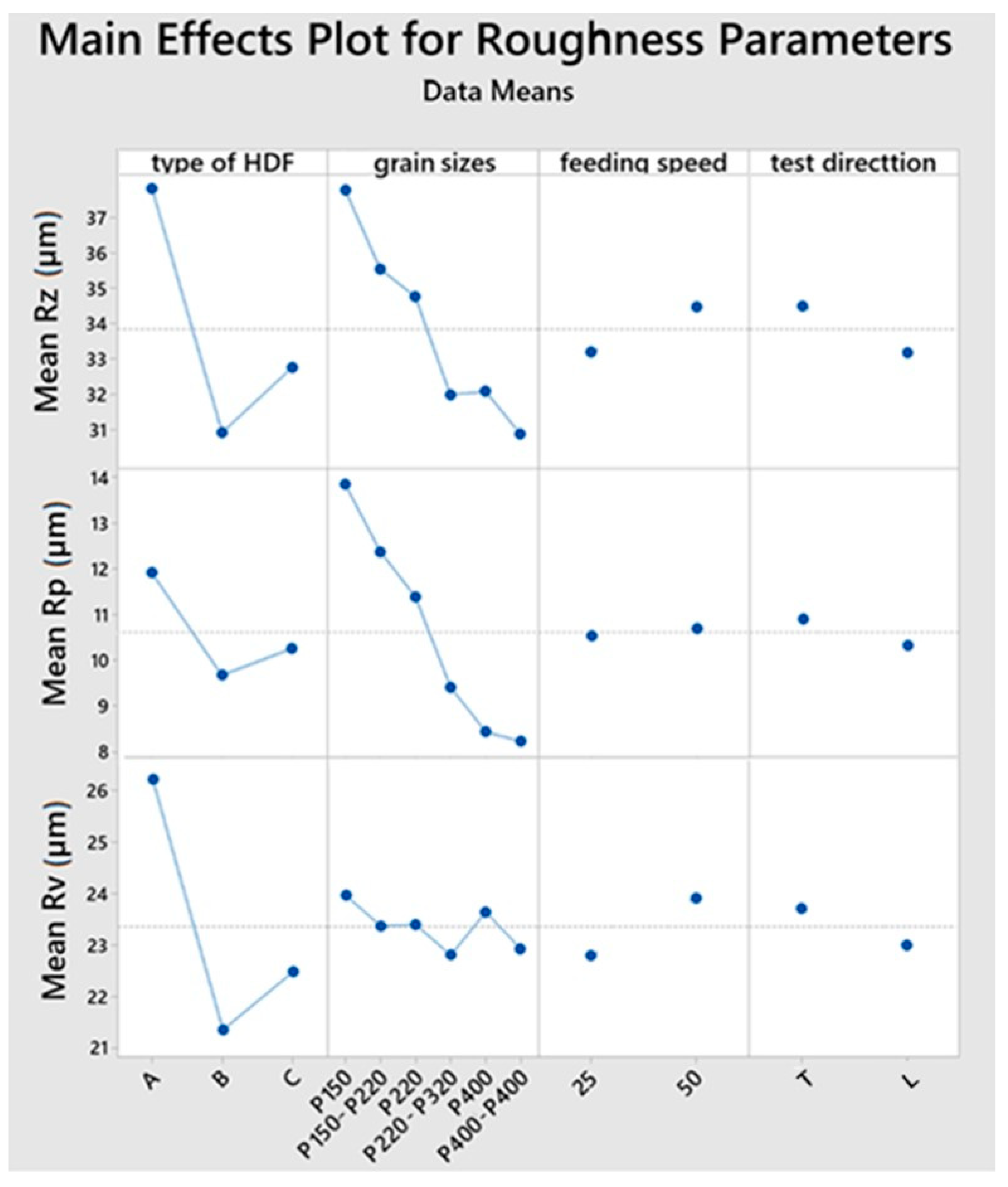
- Based on analysis of variance (ANOVA) performed for the parameters Ra, Rq, Rku, Rz, Rp, and Rv, it was determined that the type of board used (except in the case of Rku and Rsk) and the configurations of the sanding belts (except in the case of Rv) had a statistically significant impact on the roughness. Additionally, the direction of measurement of roughness had a significant influence on the amplitude parameters (Ra, Rq, Rz).
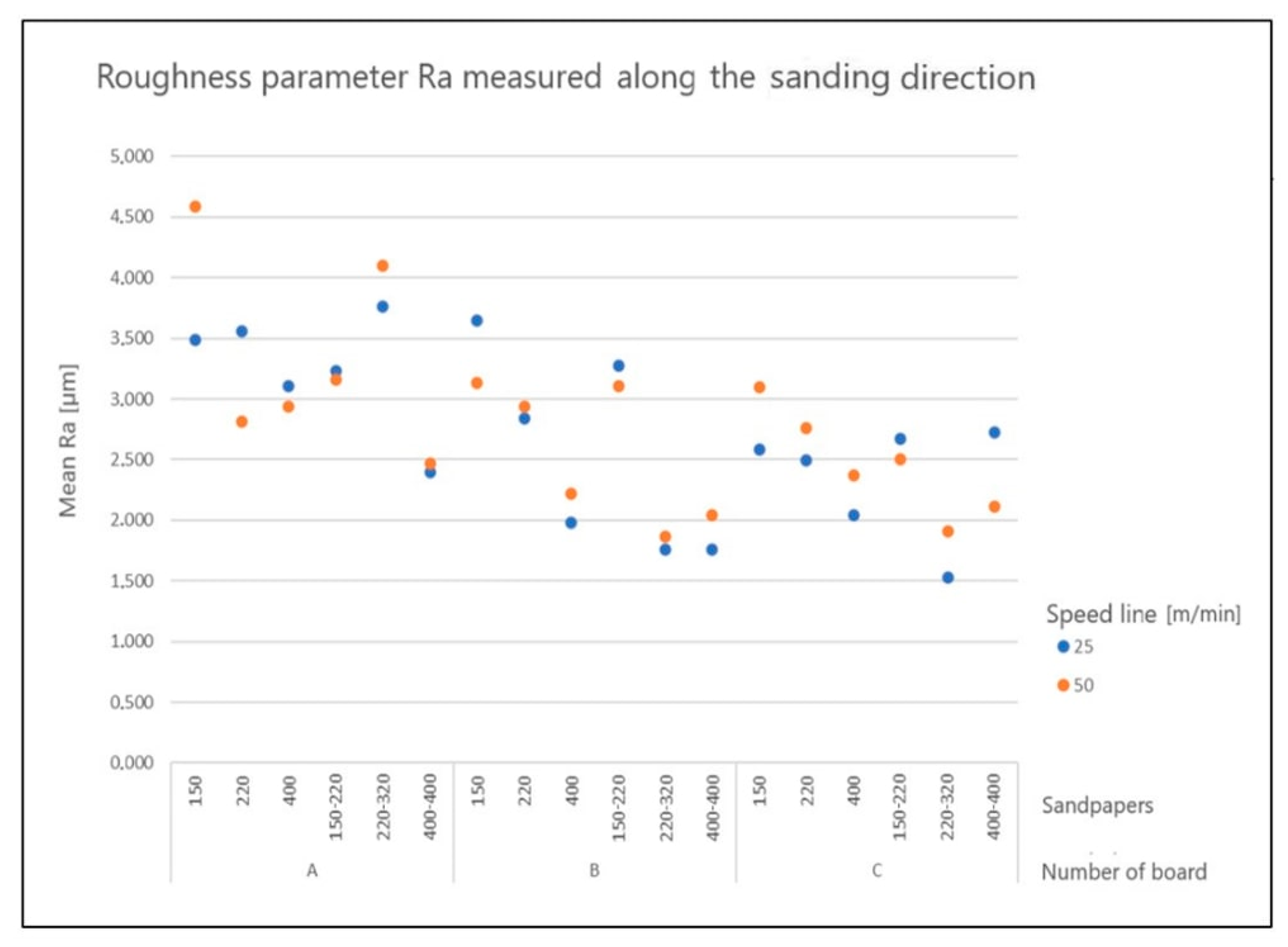
- There was found to be a tendency for the HDF surface roughness to decrease with an increase in the grain size of the abrasive paper used in the grinding process.
- The feeding speed of the conveyor belt did not have a significant effect on the obtained roughness with the dust extraction in the sanding machine equal to 20 m/s.
- The results of roughness measurements carried out on the samples in the grinding direction were lower than those obtained in the transverse direction.
- In the roughness measurements by the optical method, higher values were obtained while maintaining similar trends as the contact method.
- The gloss values of the tested boards, regardless of the sanding program used, lay within the range corresponding to a matt finish.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qing, L.; Li, Z.F.; Xing, D. Study on Evaluation Method of Surface Roughness of Wood Processing. In Proceedings of the International Workshop on Materials, Chemistry and Engineering, Xiamen, China, 16–17 June 2018; SCITEPRESS—Science and Technology Publications: Xiamen, China, 2018; pp. 83–92. [Google Scholar]
- Kamperidou, V.; Aidinidis, E.; Barboutis, I. Impact of Structural Defects on the Surface Quality of Hardwood Species Sliced Veneers. Appl. Sci. 2020, 10, 1–16. [Google Scholar] [CrossRef]
- Coelho, C.L.; Carvalho, L.M.H.; Martins, J.M.; Costa, C.A.V.; Masson, D.; Meausoone, P.J. Method for evaluating the influence of wood machining conditions on the objective characterization and subjective perception of a finished surface. Wood Sci. Technol. 2008, 42, 181–195. [Google Scholar] [CrossRef]
- Dundar, T.; Akbulut, T.; Korkut, S. The effects of some manufacturing factors on surface roughness ofsliced Makoré(Tieghemella heckelii Pierre Ex A.Chev.) and rotary-cut beech (Fagus orientalis L.) veneers. Build. Environ. 2008, 43, 469–474. [Google Scholar] [CrossRef]
- Bekhta, P.; Hiziroglu, S.; Shepelyuk, O. Properties of plywood manufactured from compressed veneer asbuilding material. Mater. Des. 2009, 30, 947–953. [Google Scholar] [CrossRef]
- Chuchala, D.; Orlowski, K.; Barański, J.; Ochrymiuk, T. Cutting power estimation of the bandsawing process of beech wood (Fagus sylvatica L.) dried in three operating modes. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2017, 99, 75–80. [Google Scholar]
- Hendarto, B.; Shayan, E.; Ozarska, B.; Carr, R. Analysis of roughness of a sanded wood surface. Int. J. Adv. Manuf. Technol. 2006, 28, 775–780. [Google Scholar] [CrossRef]
- Bao, M.; Huang, X.; Zhang, Y.; Yu, W.; Yu, Y. Effect of density on the hygroscopicity and surface characteristics of hybrid poplar compreg. J. Wood Sci. 2016, 62, 441–451. [Google Scholar] [CrossRef]
- Ilter, E.; Camliyurt, C.; Balkiz, O. Research on the Determination of the Surface Roughness Values Ofbormulleriana fir (Abies bornmulleriana Mattf.); Technology Bulletin; Central Anatolia Forestry Research Institute: Ankara, Turkey, 2002; Volume 281, pp. 1–48. [Google Scholar]
- Magoss, E. General regularities of wood surface roughness. Acta Silv. Lignaria Hung. 2008, 4, 81–93. [Google Scholar]
- Csanády, E.; Magoss, E.; Tolvaj, L. Quality of Machined Wood Surfaces; Springer International Publishing: Cham, Switzerland, 2015; pp. 183–236. [Google Scholar]
- Wang, M.; Wang, J.; Li, L. Roughness and roughness sense of wood surface from different machining processes. J. Beijing For. Univ. 2005, 27, 14–18. [Google Scholar]
- Brémaud, I.; Gril, J.; Thibaut, B. Anisotropy of wood vibrational properties: Dependence on grain angle and review of literature data. Wood Sci. Technol. 2011, 45, 735–754. [Google Scholar] [CrossRef]
- Sulaiman, O.; Hashima, R.; Subari, K.; Liang, C.K. Effect of sanding on surface roughness of rubberwood. Int. J. Adv. Manuf. Technol. 2009, 209, 3949–3955. [Google Scholar] [CrossRef]
- Drouet, T.; Leśnikowski, A.; Oniśko, W.; Starecki, A. Technologia Tworzyw Drzewnych; Wydawnictwo Szkolne i Pedagogiczne: Warszawa, Poland, 1994; pp. 336–343. [Google Scholar]
- Ozdemir, T.; Hiziroglu, S.; Kocapinar, M. Adhesion Strength of Cellulosic Varnish Coated Wood Species as Function of Their Surface Roughness. Hindawi Publ. Corp. Adv. Mater. Sci. Eng. 2015, 6, 1–5. [Google Scholar] [CrossRef]
- Zhong, Z.W. Surface roughness of machined wood and advanced engineering materials and its prediction: A review. Adv. Mech. Eng. 2021, 13, 1–19. [Google Scholar] [CrossRef]
- Hiziroglu, S. Surface roughness analysis of wood composites a stylus method. For. Prod. J. 1996, 46, 67–72. [Google Scholar]
- Hiziroglu, S.; Suzuki, S. Surface characteristics of overlaid wood composites. J. Trop. For. Sci. 2009, 21, 272–276. [Google Scholar]
- Aydin, I.; Colakoglu, G.; Hiziroglu, S. Surface characteristics of spruce veneers and shear strength of plywood as a function of log temperature in peeling process. Int. J. Solids Struct. 2006, 43, 6140–6147. [Google Scholar] [CrossRef]
- Unsal, O.; Ayrilmis, Y.; Korkut, S. Effect of drying temperature on surface roughness of beech (Fagus orientalis Lipsky L.) Veneer. In Proceedings of the 9th International IUFRO Wood Drying Conference, Nanjing, China, 21–26 August 2005; pp. 316–319. [Google Scholar]
- Ulker, O. Surface Roughness of Composite Panels as a Quality Control Tool. Materials 2018, 11, 407. [Google Scholar] [CrossRef]
- Salca, E.A.; Hiziroglu, S. Hardness and Roughness of Overlaid Wood Composites Exposed to a High-Humidity Environment. Coatings 2019, 9, 711. [Google Scholar] [CrossRef]
- Sofuoğlu, S.D.; Kurtoğlu, A. Some machining properties of 4 wood species grown in Turkey. Turk. J. Agric. For. 2014, 38, 420–427. [Google Scholar] [CrossRef]
- Azemović, E.; Horman, I.; Busuladžić, I. Impact of planing treatment regime on solid fir wood surface. J. Procedia Eng. 2014, 69, 1490–1498. [Google Scholar] [CrossRef]
- Gurau, L.; Mansfield-Williams, H.; Irle, M. The influence of measuring resolution on the subsequent roughness parameters of sanded wood surfaces. Eur. J. Wood Wood Prod. 2013, 71, 5–11. [Google Scholar] [CrossRef]
- Hazir, E.; Hüseyin Koc, K.; Hiziroglu, S. Optimization of sanding parameters using response surface methodology. Maderas Cienc. Tecnol. 2017, 19, 407–416. [Google Scholar] [CrossRef]
- Ozdemir, T.; Hiziroglu, S. Evaluation of surface quality and adhesion strength of treated solid wood. J. Mater. Processing Technol. 2007, 186, 311–314. [Google Scholar] [CrossRef]
- Gurau, L.; Csiha, C.; Mansfield-Williams, H. Processing roughness of sanded beech surfaces. Eur. J. Wood Wood Prod. 2015, 73, 395–398. [Google Scholar] [CrossRef]
- Gurau, L. Testing the Processing-Induced Roughness of Sanded Wood Surfaces Separated from Wood Anatomical Structure. Forests 2022, 13, 331. [Google Scholar] [CrossRef]
- Gurau, L.; Mansfield-Williams, H.; Irle, M. Processing roughness of sanded wood surfaces. Holz Roh-Werkstoff 2005, 63, 43–52. [Google Scholar] [CrossRef]
- Aykaç, E.; Sofuoglu, S. Investigation of the Effect of Machining Parameters on Surface Quality in Bamboo. Teh. Vjesn. 2021, 28, 684–688. [Google Scholar]
- Hiziroglu, S.; Kosonkorn, P. Evaluation of surface roughness of Thai medium density fiberboard (MDF). Build. Environ. 2006, 41, 527–533. [Google Scholar] [CrossRef]
- Akbulut, T.; Koç, E. Effects of panel density, panel temperature, and cutter sharpness during edge machining on the roughness of the surface and profiled areas of medium density fiberboard. For. Prod. J. 2004, 54, 67–70. [Google Scholar]
- Zhong, Z.W.; Hiziroglu, S.; Chan, C.T.M. Measurement of the surface roughness of wood based materials used in furniture manufacture. Measurement 2013, 46, 1482–1487. [Google Scholar] [CrossRef]
- Hazir, E.; Koc, K. Evaluation of wood-based coating performance for ultraviolet roller and conventional air-atomization processes. Maderas Cienc. Tecnol. 2021, 23, 1–10. [Google Scholar] [CrossRef]
- Białecki, F.; Pohl, P.; Sydor, M. Investigations on sealing material consumption in relation with the roughness parameters of HDF boards. Electron. J. Pol. Agric. Univ. 2008, 11, 17. [Google Scholar]
- Yong, Q.; Chang, J.; Liu, Q.; Jiang, F.; Wei, D.; Li, H. Matt polyurethane coating: Correlation of surface roughness on measurement length and gloss. Polymers 2020, 12, 326. [Google Scholar] [CrossRef] [PubMed]
- Salca, E.A.; Krystofiak, T.; Lis, B. Evaluation of selected properties of alder wood as functions of sanding and coating. Coatings 2017, 7, 176. [Google Scholar] [CrossRef]
- Hwang, H.-D.; Moon, J.-I.; Choi, J.-H.; Kim, H.-J.; Kim, S.-D.; Park, J.-C. Effect of water drying conditions on the surface property and morphology of waterborne UV-curable coatings for engineered flooring. J. Ind. Eng. Chem. 2009, 15, 381–387. [Google Scholar] [CrossRef]
- Lis, B.; Proszyk, S.; Krystofiak, T. Low energy consuming of hardening of lacquer coatings by means of UV-LED radiators. Intercathedra 2009, 25, 75–79. [Google Scholar]
- Landry, V.; Pierre, B. Surface Preparation of Wood for Application of Waterborne Coatings. For. Prod. J. 2012, 62, 39–45. [Google Scholar] [CrossRef]
- Guo, X.; Li, R.; Teng, Y.; Cao, P.; Wang, X.; Ji, F. Effects of surface treatment on the properties of UV coating. Wood Res. 2015, 60, 623–632. [Google Scholar]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Mazela, B.; Proszyk, S. Some coating properties of black alder wood as a function of varnish type and application method. BioResources 2016, 11, 7580–7594. [Google Scholar] [CrossRef]
- Yan, X.; Qian, X.; Lu, R.; Miyakoshi, T. Synergistic Effect of Addition of Fillers on Properties of Interior Waterborne UV-Curing Wood Coatings. Coatings 2018, 8, 9. [Google Scholar] [CrossRef] [Green Version]
- Orwat, K.; Bernard, P.; Wróblewski, S.; Mendez, J. Traditional vs. UV-Cured coatings—An inquiry-based experiment for introducing green chemistry. Maced. J. Chem. Chem. Eng. 2018, 37, 215–224. [Google Scholar] [CrossRef]
- Ramananantoandro, T.; Larricq, P.; Eterradossi, O. Relationships between 3D roughness parameters and visuotactile perception of surfaces of maritime pinewood and MDF. Holzforschung 2014, 68, 93–101. [Google Scholar] [CrossRef]
- Jaić, M.; Palija, T. High gloss finish: The impact of surface roughness on gloss. Zaštita Materijala 2015, 56, 457–462. [Google Scholar] [CrossRef]
- Bekhta, P.; Lis, B.; Krystofiak, T.; Bekhta, N. Surface Roughness of Varnished Wood Pre-Treated Using Sanding and Thermal Compression. Forests 2022, 13, 777. [Google Scholar] [CrossRef]
- Ugulino, B.; Hernández, R.E. Analysis of sanding parameters on surface properties and coating performance of red oak wood. Wood Mater. Sci. Eng. 2018, 13, 64–72. [Google Scholar] [CrossRef]
- Zhang, J.; Ying, J.; Cheng, F.; Liu, H.; Luo, B.; Li, L. Investigating the sanding process of medium-density fiberboard and Korean pine for material removal and surface creation. Coatings 2018, 8, 416. [Google Scholar] [CrossRef]
- He, B.; Ding, S.; Shi, Z. A comparison between profile and areal surface roughness parameters. Metrol. Meas. Syst. 2021, 28, 413–438. [Google Scholar]
- Karlinasari, L.; Adzkia, U.; Sudarsono, A.S.; Larasatie, P.; Amin, Y.; Nugroho, N. Surface Characteristics and Acoustical Properties of Bamboo Particle Board Coated with Polyurethane Varnish. Forests 2021, 12, 1285. [Google Scholar] [CrossRef]
- Palijaa, T.; Jaić, M.; Džinčićm, I. The impact of sanding system on the surface roughness of medium density fibreboard. Wood Ind. Eng. 2019, 1, 27–32. [Google Scholar]
- Thamrin, D.; Mulyono, G. Usability Evaluation of Adaptable Urban Park Furniture Product with Cellular Light-weight Concrete as Material. IOP Conf. Ser. Mater. Sci. Eng. 2018, 408, 12033. [Google Scholar] [CrossRef]
- Akbulut, T.; Koç, E. The effect of the wood species on the roughness of the surface and profiled areas of medium density fiberboard. Wood Res. 2006, 51, 77–86. [Google Scholar]
- Sala, C.M.; Robles, E.; Kowaluk, G. Influence of adding offcuts and trims with a recycling approach on the properties of high-density fibrous composites. Polymers 2020, 12, 1327. [Google Scholar] [CrossRef] [PubMed]
- Rao Maheswara, C.; Venkatasubbaiah, K.; Rao Jagadeeswara, K. Experimental Investigation of Surface Roughness Characteristics Ra, Rq and Rz. Int. J. Hybrid Inf. Technol. 2016, 9, 373–388. [Google Scholar]
- Chudy, R. Badanie Energochłonności Sekwencyjnych Procesów Obróbki Części Maszyn. Ph.D. Thesis, Politechnika Opolska, Opole, Poland, 2019. [Google Scholar]
- Henke, M.; Lis, B.; Krystofiak, T. Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power. Coatings 2022, 12, 533. [Google Scholar] [CrossRef]
- DIN 67530:1982; Reflectometer as a Means for Gloss Assessment of Plane Surfaces of Paint Coatings and Plastics. European Standards: Brussels, Belgium, 1982.
- ISO 2813:1994; Paints and Varnishes—Determination of Specular Gloss of Non-Metallic Paint Films at 20 Degrees, 60 Degrees and 85 Degrees. ISO: Geneva, Switzerland, 1994.
- Akzo Nobel Przemysłowe Lakierowanie Powierzchni Drzewnych. Available online: https://docplayer.pl/7714220-Przemyslowe-lakierowanie-powierzchni-drzewnych.html (accessed on 16 August 2022).
- Wijekularathna, D.K.; Manage, A.B.W.; Scariano, S.M. Power analysis of several normality tests: A Monte Carlo simulation study. Commun. Stat.-Simul. Comput. 2019, 51, 753–773. [Google Scholar] [CrossRef]
- Weigl, M.; Wimmer, R.; Ters, T.; Mitter, R.; Kuncinger, T. Within-process and seasonal changes during industrial production of high-density fibreboard. Part 1: Influence of wood species composition on polyoses in the products. Holzforschung 2012, 66, 667–672. [Google Scholar] [CrossRef]
- Weigl, M.; Maschl, G.; Wimmer, R.; Mitter, R. Within-process and seasonal changes during industrial production of high-density fibreboard. Part 2: PLS modelling of chemical alterations, refining conditions and panel thickness swell. Holzforschung 2012, 66, 673–678. [Google Scholar] [CrossRef]
- Gurau, L.; Ayrilmis, N.; Benthien, J.T.; Ohlmeyer, M.; Kuzman, M.K.; Racasan, S. Effect of species and grinding disc distance on the surface roughness parameters of medium-density fiberboard. Eur. J. Wood Wood Prod. 2017, 75, 335–346. [Google Scholar] [CrossRef]
- Dai, C.; Yu, C.; Hubert, P. Modeling vertical density profile in wood composites during hot-pressing. In Proceedings of the 5th Pacific Rim Bio-Based Composites Symposium, Canberra, Australia, 10–14 December 2000. [Google Scholar]
- Winistorfer, P.M.; Young, T.M.; Walker, E. Modeling and comparing vertical density profiles. Wood Fiber Sci. 1996, 28, 133–141. [Google Scholar]
- Cai, Z.; Muehl, J.; Winandy, J. Effects of panel density and mat moisture content on processing medium density fiberboard. For. Prod. J. 2006, 56, 20–25. [Google Scholar]
- Sala, C. Water spray amount influence on HDF fibrous mat preheating made with recovered fibers addition. Biul. Inf. OB-RPPD 2020, 1–2, 45–55. [Google Scholar]
- Salca, E.A. Selected Coating Properties of Black Alder Wood as a Function of Surface Preparation, Varnish Type, Coating System and Exposure Conditions. Recent Trends Chem. Mater. Sci. 2022, 5, 69–90. [Google Scholar]
- Hazir, E.; Koc, K.H.; Baray, S.A.; Esnaf, S. Improvement of adhesion strength for wood-based material coating process using design of experiment methodology. Eur. J. Wood Wood Prod. 2020, 78, 301–312. [Google Scholar] [CrossRef]
- Hazir, E.; Koc, K.H. Evaluation of wood surface coating performance using water based, solvent based and powder coating. Maderas Cienc. Tecnol. 2019, 21, 467–480. [Google Scholar] [CrossRef]
- Luo, B.; Li, L.; Liu, H.; Xu, M.; Xing, F. Analysis of Sanding Parameters, Sanding Force, Normal Force, Power Consumption, and Surface Roughness in Sanding Wood-Based Panels. Bioresources 2014, 9, 7494–7503. [Google Scholar] [CrossRef]
- Javorek, L.; Kúdela, J.; Svoreň, J.; Krajçoviçová, M. The influence of some factors on cutting force and surface roughness of wood after sanding. ProLigno 2015, 11, 516–524. [Google Scholar]
- Aslan, S.; Coşkun, H.; Kılıç, M. The effect of the cutting direction, number of blades and grain size of the abrasives on surface roughness of Taurus cedar (Cedrus Libani A. Rich.) woods. Build. Environ. 2008, 43, 696–701. [Google Scholar] [CrossRef]
- Nemli, G.; Akbulut, T.; Zekoviç, E. Effects of some sanding factors on the surface roughness of particleboard. Silva Fenn. 2007, 41, 373–378. [Google Scholar] [CrossRef]
- Liu, Q.; Di, G.; Wei, X. Effect of Sanding Processes on the Surface Properties of Modified Poplar Coated by Primer Compared with Mahogany. Coatings 2020, 10, 856. [Google Scholar] [CrossRef]
- Davim, J.P.; Clemente, V.C.; Silva, S. Surface roughness aspects in milling MDF (medium density fibreboard). Int. J. Adv. Manuf. Technol. 2009, 40, 49–55. [Google Scholar] [CrossRef]
- Hiziroglu, S.; Jarusombuti, S.; Fueangvivat, V. Surface characteristics of wood composites manufactured in Thailand. Build. Environ. 2004, 39, 1359–1364. [Google Scholar] [CrossRef]
- Li, G.; Wu, Q.; He, Y.; Liu, Z. Surface roughness of thin wood veneers sliced from laminated green wood lumber. Maderas Cienc. Tecnol. 2018, 20, 3–10. [Google Scholar] [CrossRef]
- Hazir, E.; Koc, K.H. A modeling study to evaluate the quality of wood Surface. Maderas Cienc. Tecnol. 2018, 20, 691–702. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Candan, Z.; Akbulut, T.; Balkiz, O. Effect of Sanding on Surface Properties of Medium Density Fiberboard. Drv. Ind. 2014, 61, 175–181. [Google Scholar]
- Tan, P.L.; Sharif, S.; Sudin, I. Roughness models for sanded wood surfaces. Wood Sci. Technol. 2012, 46, 129–142. [Google Scholar] [CrossRef]
- Carrano, A.; Taylor, J.B.; Lemaster, R. Parametric characterization of peripheral sanding. For. Prod. J. 2002, 52, 44–50. [Google Scholar]
- Kılıç, M.; Burdurlu, E.; Aslan, S.; Altun, S.; Tümerdem, Ö. The effect of surface roughness on tensile strength of the medium density fiberboard (MDF) overlaid with polyvinyl chloride (PVC). Mater. Des. 2009, 30, 4580–4583. [Google Scholar] [CrossRef]
- Akgül, M.; Korkut, S.; Çamlibel, O.; Candan, Z.; Akbulut, T. Wettability and surface roughness characteristics of medium density fiberboard panels from rhododendron (Rhododendron Ponticum) biomass. Maderas Cienc. Tecnol. 2012, 14, 185–193. [Google Scholar] [CrossRef]
- Jarusombuti, S.; Bauchongkol, P.; Fueangvivat, V. Surface characteristics and overlaying properties of MDF panels made from thermally treated rubberwood fibers. BioResources 2010, 5, 968–978. [Google Scholar]
- Calvez, I.; Szczepanski, C.; Landry, V. Effect of Copolymer on the Wrinkle Structure Formation and Gloss of a Phase-Separated Ternary Free-Radical/Cationic Hybrid System for the Application of Self-Matting Coatings. Polymers 2022, 14, 2371. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Board Label | Supplier | Modulus of Rupture (N/mm2) | Modulus of Elasticity (N/mm2) | Swelling after 24 h (%) | Density (kg/m3) acc. to PN-EN 323:1999 |
|---|---|---|---|---|---|
| A | 1 | >38 | >3400 | <60 | 850 |
| B | 2 | >45 | 4300 | 35 | 850 |
| C | 2 | >45 | 4300 | 45 | 830 |
| Method | Fringe Projection Phase-Shifting |
|---|---|
| XY pixel size: | 1.1 μm × 1.1 μm |
| Measured range in Z direction | 1–60 μm |
| Lateral sampling (XY): | 1.41 mm × 1.06 mm |
| Measurement speed | 5–30 s (1280 × 960 measurement points) |
| Imaging options | Optical image, 2D and 3D roughness graphs |
| One-Way ANOVA Response | Roughness Parameter | DF The Total Degrees of Freedom | Adj SS Adjusted Sums of Squares | Adj MS Adjusted Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Ra | 2 | 7.493 | 3.746 | 6.080 | 0.004 | |
| Rq | 2 | 15.410 | 7.707 | 10.520 | 0.000 | |
| Rz | 2 | 614.600 | 307.290 | 17.580 | 0.000 | |
| Type of HDF | Rp | 2 | 65.110 | 32.553 | 4.710 | 0.012 |
| board | Rv | 2 | 312.000 | 156.004 | 36.190 | 0.000 |
| Rsk (row data) | 2 | 0.040 | 0.020 | 0.050 | 0.947 | |
| Rsk (johnson transformation data) | 2 | 0.113 | 0.057 | 0.050 | 0.949 | |
| Rku | 2 | 14.000 | 6.999 | 0.750 | 0.475 | |
| Ra | 5 | 20.550 | 4.110 | 9.220 | 0.000 | |
| Rq | 5 | 22.440 | 4.489 | 6.810 | 0.000 | |
| Rz | 5 | 415.500 | 83.090 | 3.900 | 0.004 | |
| Grain size of sanding belts | Rp | 5 | 313.600 | 62.719 | 18.110 | 0.000 |
| Rv | 5 | 11.310 | 2.262 | 0.250 | 0.939 | |
| Rsk (row data) | 5 | 17.682 | 3.536 | 32.410 | 0.000 | |
| Rsk (johnson transformation data) | 5 | 46.840 | 9.367 | 22.750 | 0.000 | |
| Rku | 5 | 381.000 | 76.206 | 18.310 | 0.000 | |
| Ra | 1 | 0.030 | 0.030 | 0.040 | 0.839 | |
| Rq | 1 | 0.182 | 0.182 | 0.190 | 0.662 | |
| Rz | 1 | 29.700 | 29.700 | 1.160 | 0.285 | |
| Feeding speed | Rp | 1 | 0.494 | 0.494 | 0.060 | 0.801 |
| Rv | 1 | 22.290 | 22.294 | 2.660 | 0.108 | |
| Rsk (row data) | 1 | 0.148 | 0.148 | 0.420 | 0.519 | |
| Rsk (johnson transformation data) | 1 | 0.432 | 0.432 | 0.410 | 0.523 | |
| Rku | 1 | 2.233 | 2.233 | 0.240 | 0.626 | |
| Ra | 1 | 6.387 | 6.387 | 10.260 | 0.002 | |
| Rq | 1 | 5.703 | 5.703 | 6.620 | 0.012 | |
| Direction of the | Rz | 1 | 31.070 | 31.070 | 1.220 | 0.274 |
| roughness | Rp | 1 | 5.961 | 5.961 | 0.780 | 0.381 |
| measurement | Rv | 1 | 9.145 | 9.145 | 1.070 | 0.305 |
| Rsk (row data) | 1 | 2.378 | 2.378 | 7.400 | 0.008 | |
| Rsk (johnson transformation data) | 1 | 9.898 | 9.897 | 10.810 | 0.002 | |
| Rku | 1 | 91.700 | 91.697 | 11.380 | 0.001 |
| Parameter | Grain Sizes Feeding Speed | |||||||
|---|---|---|---|---|---|---|---|---|
| P150 25 m/min | P150 50 m/min | P150/220 25 m/min | P150/220 50 m/min | |||||
| Measurement Method | ||||||||
| Optical | Profilometer | Optical | Profilometer | Optical | Profilometer | Optical | Profilometer | |
| Horizontal | ||||||||
| Ra [μm] | 9.135 | 3.485 | 6.000 | 4.584 | 6.956 | 3.237 | 5.890 | 3.157 |
| Rq [μm] | 11.899 | 4.886 | 8.032 | 6.250 | 8.973 | 4.664 | 7.818 | 4.439 |
| Rp [μm] | 37.511 | 13.876 | 25.289 | 15.453 | 35.920 | 12.367 | 29.205 | 14.993 |
| Rv [μm] | −43.859 | 24.115 | −27.495 | 28.707 | −31.417 | 26.225 | −29.444 | 23.247 |
| Rz [μm] | 81.370 | 37.691 | 52.784 | 43.910 | 67.337 | 37.891 | 58.649 | 38.240 |
| Vertical | ||||||||
| Ra [μm] | 8.185 | 4.523 | 7.834 | 4.919 | 5.685 | 3.787 | 6.035 | 3.209 |
| Rq [μm] | 11.542 | 5.829 | 9.873 | 6.423 | 8.071 | 5.008 | 8.027 | 4.645 |
| Rp [μm] | 49.138 | 14.308 | 29.170 | 15.640 | 24.979 | 12.036 | 25.688 | 13.577 |
| Rv [μm] | −50.893 | 26.154 | −31.503 | 29.676 | −35.360 | 24.713 | −30.340 | 26.237 |
| Rz [μm] | 100.031 | 40.162 | 60.674 | 45.315 | 60.340 | 36.749 | 56.029 | 37.614 |
| Parameter | Grain Sizes Feeding Speed | |||||||
|---|---|---|---|---|---|---|---|---|
| P150 25 m/min | P150 50 m/min | P150/220 25 m/min | P150/220 50 m/min | |||||
| Measurement Method | ||||||||
| Optical | Profilometer | Optical | Profilometer | Optical | Profilometer | Optical | Profilometer | |
| Horizontal | ||||||||
| Ra [μm] | 7.262 | 2.583 | 6.005 | 3.098 | 4.797 | 2.673 | 5.630 | 2.505 |
| Rq [μm] | 9.464 | 3.582 | 7.742 | 4.265 | 6.434 | 3.745 | 7.165 | 3.518 |
| Rp [μm] | 31.744 | 10.026 | 27.550 | 10.835 | 20.781 | 10.662 | 17.794 | 9.501 |
| Rv [μm] | −42.623 | 19.265 | −30.990 | 21.298 | −27.840 | 21.046 | −26.661 | 19.749 |
| Rz [μm] | 74.367 | 29.291 | 58.540 | 32.132 | 48.620 | 31.707 | 44.454 | 28.699 |
| Vertical | ||||||||
| Ra [μm] | 7.162 | 4.165 | 7.821 | 4.006 | 5.245 | 3.842 | 6.373 | 3.481 |
| Rq [μm] | 9.558 | 5.229 | 10.272 | 5.160 | 7.131 | 4.884 | 8.844 | 4.529 |
| Rp [μm] | 27.398 | 13.424 | 42.307 | 13.599 | 26.575 | 11.363 | 40.843 | 11.412 |
| Rv [μm] | −42.577 | 20.321 | −35.235 | 22.764 | −31.862 | 21.651 | −41.996 | 20.972 |
| Rz [μm] | 69.975 | 33.745 | 77.542 | 36.363 | 58.437 | 32.814 | 82.839 | 32.530 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Henke, M.; Lis, B.; Krystofiak, T. Evaluation of Surface Roughness Parameters of HDF for Finishing under Industrial Conditions. Materials 2022, 15, 6359. https://doi.org/10.3390/ma15186359
Henke M, Lis B, Krystofiak T. Evaluation of Surface Roughness Parameters of HDF for Finishing under Industrial Conditions. Materials. 2022; 15(18):6359. https://doi.org/10.3390/ma15186359
Chicago/Turabian StyleHenke, Milena, Barbara Lis, and Tomasz Krystofiak. 2022. "Evaluation of Surface Roughness Parameters of HDF for Finishing under Industrial Conditions" Materials 15, no. 18: 6359. https://doi.org/10.3390/ma15186359