Figure 1.
Cylindrically threaded tool with three flat faces (3L) and a cylindrical groove (CG).
Figure 1.
Cylindrically threaded tool with three flat faces (3L) and a cylindrical groove (CG).
Figure 2.
Aluminum plates: (a) AA6061-T6; (b) AA7075-T651.
Figure 2.
Aluminum plates: (a) AA6061-T6; (b) AA7075-T651.
Figure 3.
Friction stir welding process.
Figure 3.
Friction stir welding process.
Figure 4.
Deep rolling direction: (a) transverse direction and (b) longitudinal direction.
Figure 4.
Deep rolling direction: (a) transverse direction and (b) longitudinal direction.
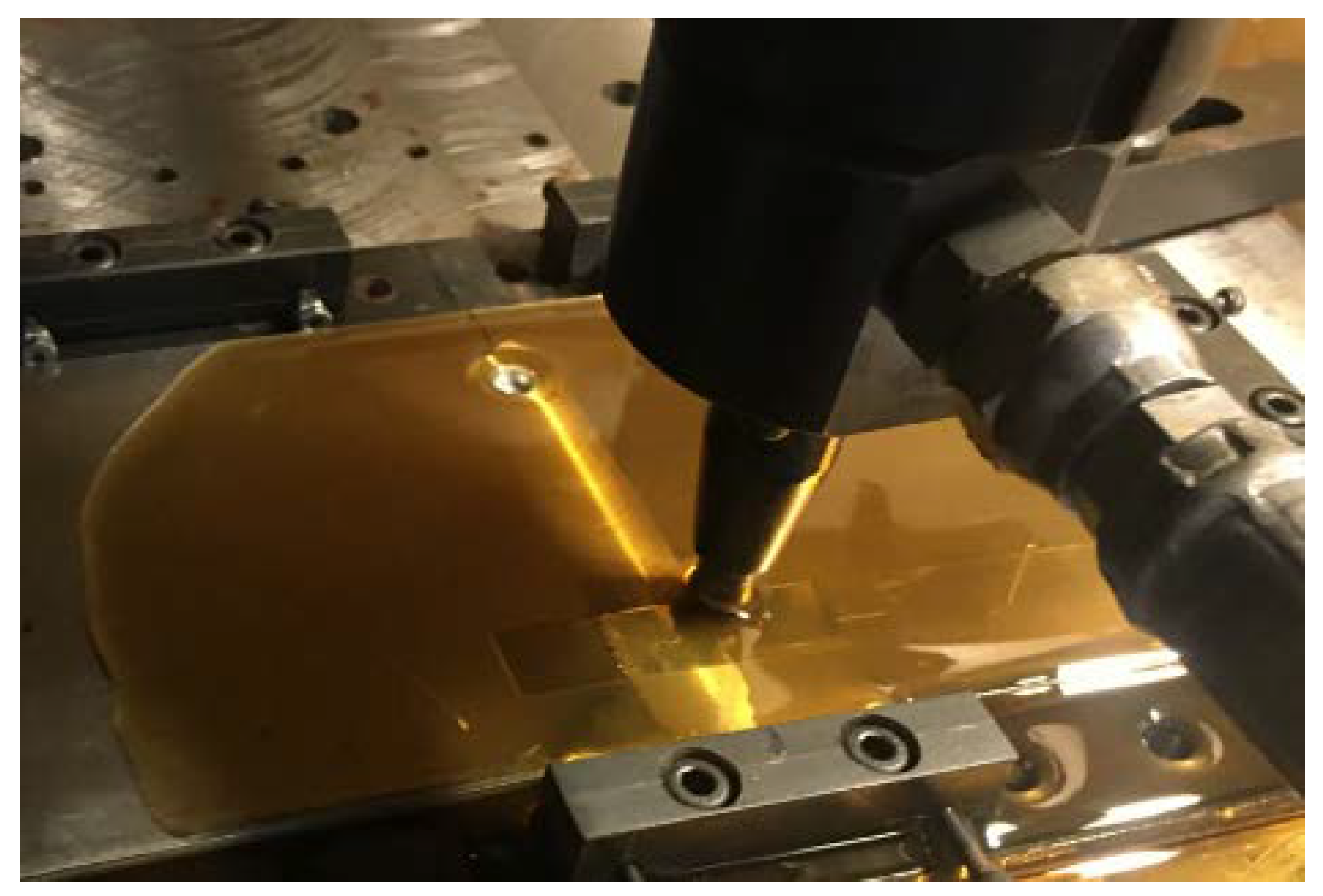
Figure 5.
Deep rolling process.
Figure 5.
Deep rolling process.
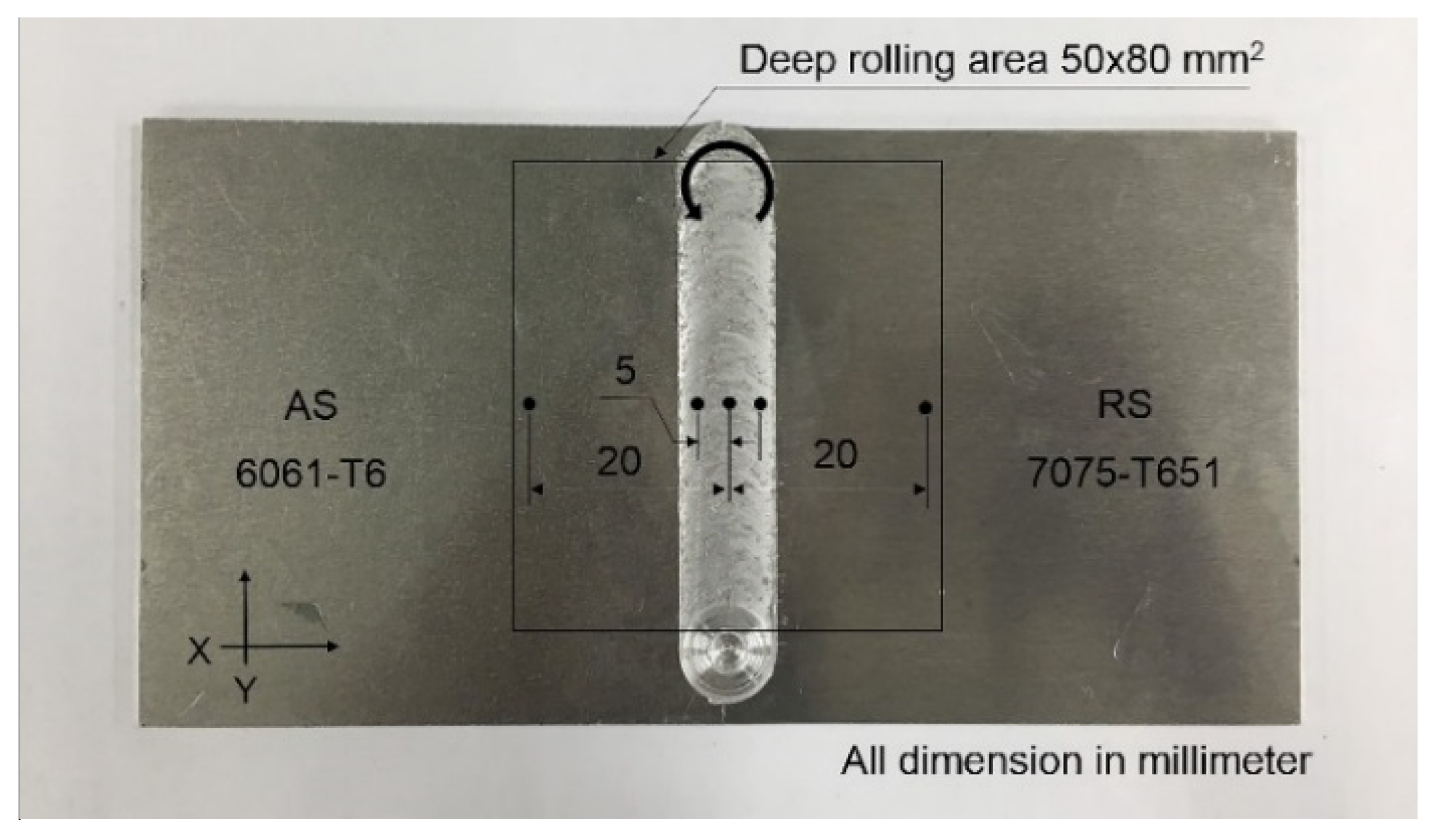
Figure 7.
Residual stress measurement position.
Figure 7.
Residual stress measurement position.
Figure 9.
Pareto chart of the standardized effects for friction stir welding.
Figure 9.
Pareto chart of the standardized effects for friction stir welding.
Figure 10.
Optimization plot for friction stir welding.
Figure 10.
Optimization plot for friction stir welding.
Figure 11.
Pareto chart of the standardized effects for deep rolling.
Figure 11.
Pareto chart of the standardized effects for deep rolling.
Figure 12.
Optimization plot for deep rolling.
Figure 12.
Optimization plot for deep rolling.
Figure 13.
Tensile strength of the workpieces.
Figure 13.
Tensile strength of the workpieces.
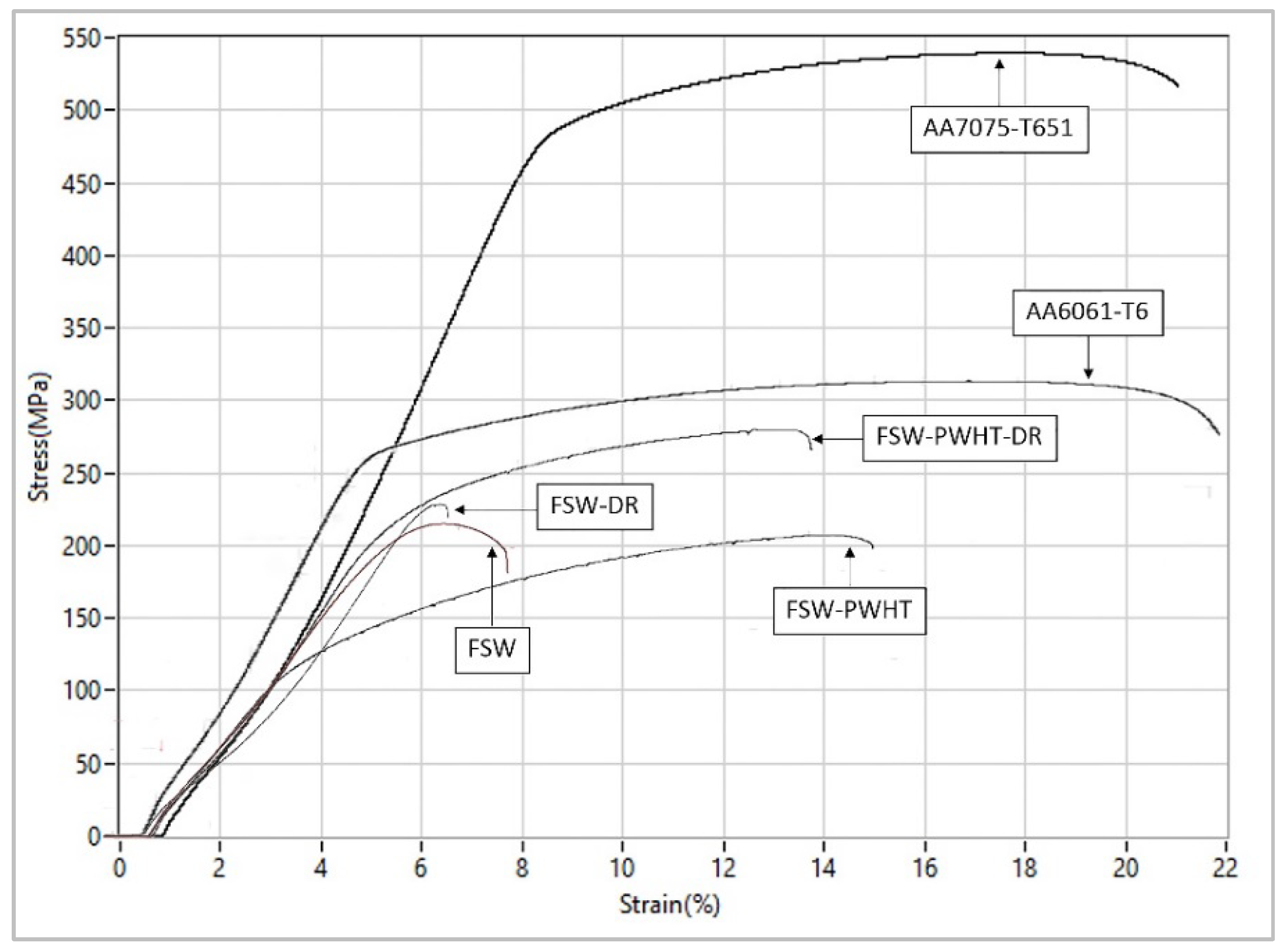
Figure 14.
Stress–strain curves of the workpieces.
Figure 14.
Stress–strain curves of the workpieces.
Figure 15.
Photographs of the broken workpieces from tensile testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 15.
Photographs of the broken workpieces from tensile testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 16.
Micrographs of the broken workpieces from tensile testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 16.
Micrographs of the broken workpieces from tensile testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 17.
Residual stress measurement for each point: (a) transverse direction and (b) longitudinal direction.
Figure 17.
Residual stress measurement for each point: (a) transverse direction and (b) longitudinal direction.
Figure 18.
Residual stress in the transverse direction.
Figure 18.
Residual stress in the transverse direction.
Figure 19.
Residual stress in the longitudinal direction.
Figure 19.
Residual stress in the longitudinal direction.
Figure 20.
Photographs of the broken workpieces from fatigue life testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 20.
Photographs of the broken workpieces from fatigue life testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 21.
Micrographs of the broken workpieces from fatigue life testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 21.
Micrographs of the broken workpieces from fatigue life testing: (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 22.
Fatigue life of the workpieces.
Figure 22.
Fatigue life of the workpieces.
Figure 23.
Microstructure of the workpieces: (a) TMAZ-AS of FSW; (b) SZ of FSW; (c) TMAZ-RS of FSW; (d) TMAZ-AS of FSW-PWHT; (e) SZ of FSW-PWHT; (f) TMAZ-RS of FSW-PWHT; (g) TMAZ-AS of FSW-DR; (h) SZ of FSW-DR; (i) TMAZ-RS of FSW-DR; (j) TMAZ-AS of FSW-PWHT-DR; (k) SZ of FSW-PWHT-DR; (l) TMAZ-RS of FSW-PWHT-DR.
Figure 23.
Microstructure of the workpieces: (a) TMAZ-AS of FSW; (b) SZ of FSW; (c) TMAZ-RS of FSW; (d) TMAZ-AS of FSW-PWHT; (e) SZ of FSW-PWHT; (f) TMAZ-RS of FSW-PWHT; (g) TMAZ-AS of FSW-DR; (h) SZ of FSW-DR; (i) TMAZ-RS of FSW-DR; (j) TMAZ-AS of FSW-PWHT-DR; (k) SZ of FSW-PWHT-DR; (l) TMAZ-RS of FSW-PWHT-DR.
Figure 24.
Microstructure of the stir zone (SZ) at 500× (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Figure 24.
Microstructure of the stir zone (SZ) at 500× (a) FSW; (b) FSW-PWHT; (c) FSW-DR; (d) FSW-PWHT-DR.
Table 1.
The chemical composition of AA6061-T6 and AA7075-T651 aluminum alloys.
Table 1.
The chemical composition of AA6061-T6 and AA7075-T651 aluminum alloys.
| Elements | Al | Mg | Si | Fe | Cu | Cr | Zn | Mn | Ti |
|---|
| 6061-T6 | 98.28 | 1.01 | 0.63 | 0.44 | 0.25 | 0.11 | 0.20 | 0.07 | 0.02 |
| 7075-T651 | 82.50 | 3.50 | 1.39 | 0.26 | 2.33 | 0.30 | 9.20 | 0.08 | 0.00 |
Table 2.
Friction stir welding experiments designed using factors, levels, and symbols.
Table 2.
Friction stir welding experiments designed using factors, levels, and symbols.
| No. | Factor | Unit | Symbol | Level |
|---|
| −1.414 | −1 | 0 | +1 | +1.414 |
|---|
| 1 | Rotation speed | rpm | R | 576 | 700 | 1000 | 1300 | 1424 |
| 2 | Feed rate | mm/min | F | 18 | 30 | 60 | 90 | 102 |
| 3 | Type of stirring tool | - | T | - | 3L | - | CG | - |
Table 3.
Deep rolling process experiments were designed using factors, levels, and symbols.
Table 3.
Deep rolling process experiments were designed using factors, levels, and symbols.
| No. | Factor | Unit | Symbol | Level |
|---|
| −1 | 0 | 1 |
|---|
| 1 | Rolling pressure | bar | P | 100 | 200 | 300 |
| 2 | Rolling speed | mm/min | F | 1000 | 1200 | 1400 |
| 3 | Rolling offset | mm | O | 0.1 | 0.15 | 0.2 |
| 4 | Rolling direction | - | D | transverse | - | longitudinal |
Table 4.
Residual stress measurement parameter.
Table 4.
Residual stress measurement parameter.
| Residual Stress Parameter Items | Process Parameter Values |
|---|
| X-ray tube | Cr-Kα |
| X-ray detector | Full 2D detector captures the complete Debye ring (visual analysis) |
| Technique for analysis | Cos α (single position of detector) |
| Calculation crystal plane | Al (311) |
| Lattice constant (a) | 4.0494 (Å) |
| Diffraction plane (h, k, l) | 311 (FCC) |
| Collimator size | 2 mm |
| Young’s modulus | 263.310 GPa |
| Poisson ratio | 0.34 |
| 2θ | 139.497° |
Table 5.
Tensile strength test of friction stir welding workpiece.
Table 5.
Tensile strength test of friction stir welding workpiece.
| Std Order | Run Order | Center Pt | Blocks | Factor | Tensile Strength (MPa) |
|---|
| Rotation Speed (rpm) | Feed Rate (mm/min) | Type of Stirring Tool |
|---|
| 1 | 1 | 1 | 1 | −1 | −1 | −1 | 204.726 |
| 2 | 2 | 1 | 1 | 1 | −1 | −1 | 191.497 |
| 3 | 3 | 1 | 1 | −1 | 1 | −1 | 205.573 |
| 6 | 4 | 1 | 1 | 1 | −1 | 1 | 189.399 |
| 9 | 5 | 0 | 1 | 0 | 0 | −1 | 220.482 |
| 7 | 6 | 1 | 1 | −1 | 1 | 1 | 208.857 |
| 4 | 7 | 1 | 1 | 1 | 1 | −1 | 209.443 |
| 8 | 8 | 1 | 1 | 1 | 1 | 1 | 207.200 |
| 10 | 9 | 0 | 1 | 0 | 0 | 1 | 216.121 |
| 5 | 10 | 1 | 1 | −1 | −1 | 1 | 203.186 |
| 12 | 11 | 0 | 1 | 0 | 0 | 1 | 215.764 |
| 11 | 12 | 0 | 1 | 0 | 0 | −1 | 221.010 |
| 17 | 13 | −1 | 1 | 0 | 1.41421 | −1 | 201.211 |
| 20 | 14 | −1 | 1 | 0 | 1.41421 | 1 | 205.324 |
| 22 | 15 | 0 | 1 | 0 | 0 | 1 | 214.870 |
| 19 | 16 | −1 | 1 | 0 | −1.41421 | 1 | 200.437 |
| 15 | 17 | −1 | 1 | 1.41421 | 0 | −1 | 200.647 |
| 21 | 18 | 0 | 1 | 0 | 0 | 1 | 214.678 |
| 24 | 19 | 0 | 1 | 0 | 0 | −1 | 220.646 |
| 14 | 20 | −1 | 1 | −1.41421 | 0 | 1 | 201.543 |
| 16 | 21 | −1 | 1 | −1.41421 | 0 | −1 | 204.470 |
| 25 | 22 | 0 | 1 | 0 | 0 | −1 | 220.426 |
| 13 | 23 | −1 | 1 | 1.41421 | 0 | 1 | 196.352 |
| 18 | 24 | −1 | 1 | 0 | −1.41421 | −1 | 200.567 |
| 26 | 25 | 0 | 1 | 0 | 0 | 1 | 214.654 |
| 23 | 26 | 0 | 1 | 0 | 0 | −1 | 216.759 |
Table 6.
Analysis of variance for friction stir welding.
Table 6.
Analysis of variance for friction stir welding.
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|
| R | 1 | 88.13 | 88.129 | 10.23 | 0.005 |
| F | 1 | 156.79 | 156.794 | 18.21 | 0.001 |
| T | 1 | 32.51 | 32.507 | 3.78 | 0.069 |
| R*F | 1 | 106.79 | 106.792 | 12.40 | 0.003 |
| R*T | 1 | 4.02 | 4.020 | 0.47 | 0.504 |
| F*T | 1 | 7.13 | 7.128 | 0.83 | 0.376 |
| Model Summary |
| S | R-Sq | R-Sq (Adj) | R-Sq (Pred) |
| 2.87 | 92.31% | 89.89% | 83.19% |
Table 7.
Tensile strength test of the deep-rolled workpiece.
Table 7.
Tensile strength test of the deep-rolled workpiece.
| Std Order | Run Order | Center Pt | Blocks | Factor | Tensile Strength (Mpa) |
|---|
| Rolling Pressure | Rolling Speed | Rolling Offset | Rolling Direction |
|---|
| 4 | 1 | 1 | 1 | 1 | 1 | −1 | −1 | 226.839 |
| 9 | 2 | 0 | 1 | 0 | 0 | 0 | −1 | 240.769 |
| 12 | 3 | 0 | 1 | 0 | 0 | 0 | 1 | 225.115 |
| 10 | 4 | 0 | 1 | 0 | 0 | 0 | 1 | 222.135 |
| 1 | 5 | 1 | 1 | −1 | −1 | −1 | −1 | 213.334 |
| 6 | 6 | 1 | 1 | 1 | −1 | 1 | −1 | 272.776 |
| 8 | 7 | 1 | 1 | 1 | 1 | 1 | 1 | 281.649 |
| 5 | 8 | 1 | 1 | −1 | −1 | 1 | 1 | 244.456 |
| 2 | 9 | 1 | 1 | 1 | −1 | −1 | 1 | 222.224 |
| 11 | 10 | 0 | 1 | 0 | 0 | 0 | −1 | 230.546 |
| 3 | 11 | 1 | 1 | −1 | 1 | −1 | 1 | 213.140 |
| 7 | 12 | 1 | 1 | −1 | 1 | 1 | −1 | 220.025 |
| 18 | 13 | 1 | 1 | 1 | 1 | −1 | 1 | 227.879 |
| 20 | 14 | 1 | 1 | −1 | 1 | 1 | 1 | 216.876 |
| 13 | 15 | 1 | 1 | 1 | 1 | 1 | −1 | 276.870 |
| 19 | 16 | 1 | 1 | 1 | −1 | 1 | 1 | 268.986 |
| 15 | 17 | 1 | 1 | −1 | −1 | 1 | −1 | 214.867 |
| 17 | 18 | 1 | 1 | 1 | −1 | −1 | −1 | 225.657 |
| 14 | 19 | 1 | 1 | −1 | −1 | −1 | 1 | 215.778 |
| 16 | 20 | 1 | 1 | −1 | 1 | −1 | −1 | 213.879 |
Table 8.
Analysis of variance for deep rolling.
Table 8.
Analysis of variance for deep rolling.
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|
| P | 1 | 3922.67 | 3922.67 | 47.87 | 0.002 |
| F | 1 | 0.05 | 0.05 | 0.00 | 0.981 |
| O | 1 | 3533.56 | 3533.56 | 43.12 | 0.003 |
| D | 1 | 0.36 | 0.36 | 0.00 | 0.950 |
| P*F | 1 | 144.65 | 144.65 | 1.77 | 0.255 |
| P*O | 1 | 1552.14 | 1552.14 | 18.94 | 0.012 |
| P*D | 1 | 54.57 | 54.57 | 0.67 | 0.460 |
| F*O | 1 | 6.77 | 6.77 | 0.08 | 0.788 |
| F*D | 1 | 32.72 | 32.72 | 0.40 | 0.562 |
| O*D | 1 | 49.41 | 49.41 | 0.60 | 0.481 |
| P*F*O | 1 | 57.19 | 57.19 | 0.70 | 0.450 |
| P*F*D | 1 | 149.84 | 149.84 | 1.83 | 0.248 |
| P*O*D | 1 | 28.50 | 28.50 | 0.35 | 0.587 |
| F*O*D | 1 | 40.51 | 40.51 | 0.49 | 0.521 |
| P*F*O*D | 1 | 70.77 | 70.77 | 0.86 | 0.405 |
| Model Summary |
| S | R-Sq | R-Sq (Adj) | R-Sq (Pred) |
| 6.77 | 96.31% | 91.24% | 82.39% |
Table 9.
Comparison of the tensile strengths of the workpieces.
Table 9.
Comparison of the tensile strengths of the workpieces.
| Workpiece | 6061-T6 | 7075-T651 | FSW | FSW-PWHT | FSW-DR | FSW-DR-PWHT |
|---|
| Tensile strength | +43.37% | +149.81% | 0% | −6.85% | +4.79% | +26.29% |
Table 10.
Comparison of the fatigue life of the workpieces.
Table 10.
Comparison of the fatigue life of the workpieces.
| Workpiece | FSW | FSW-PWHT | FSW-DR | FSW-PWHT-DR |
|---|
| Fatigue life | 0% | +9.98% | +35.81% | +129.47% |





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}