Comparative Study on the Surface Remelting of Mo-Si-B Alloys with Laser and Electron Beam


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Unprocessed Alloys
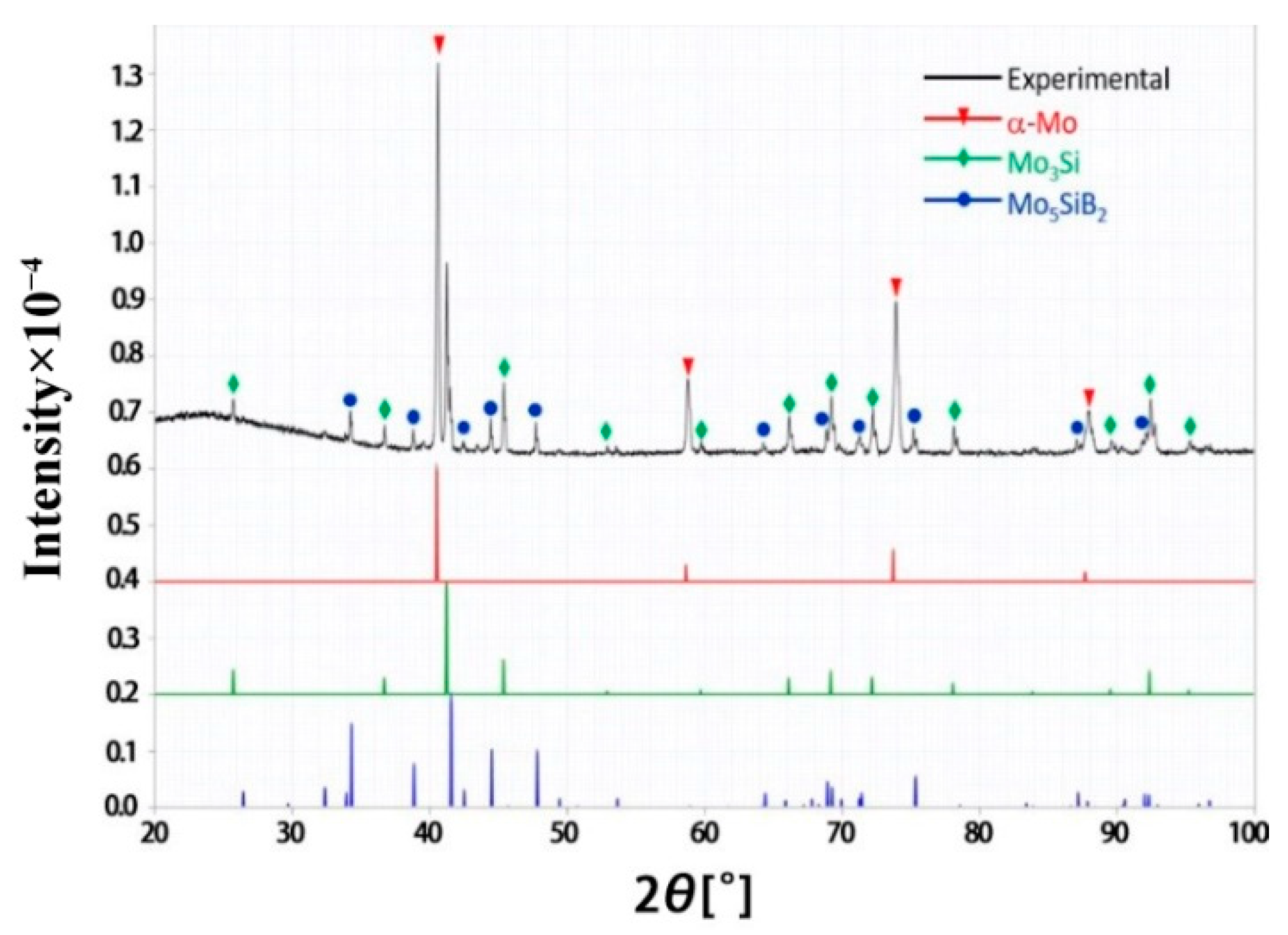
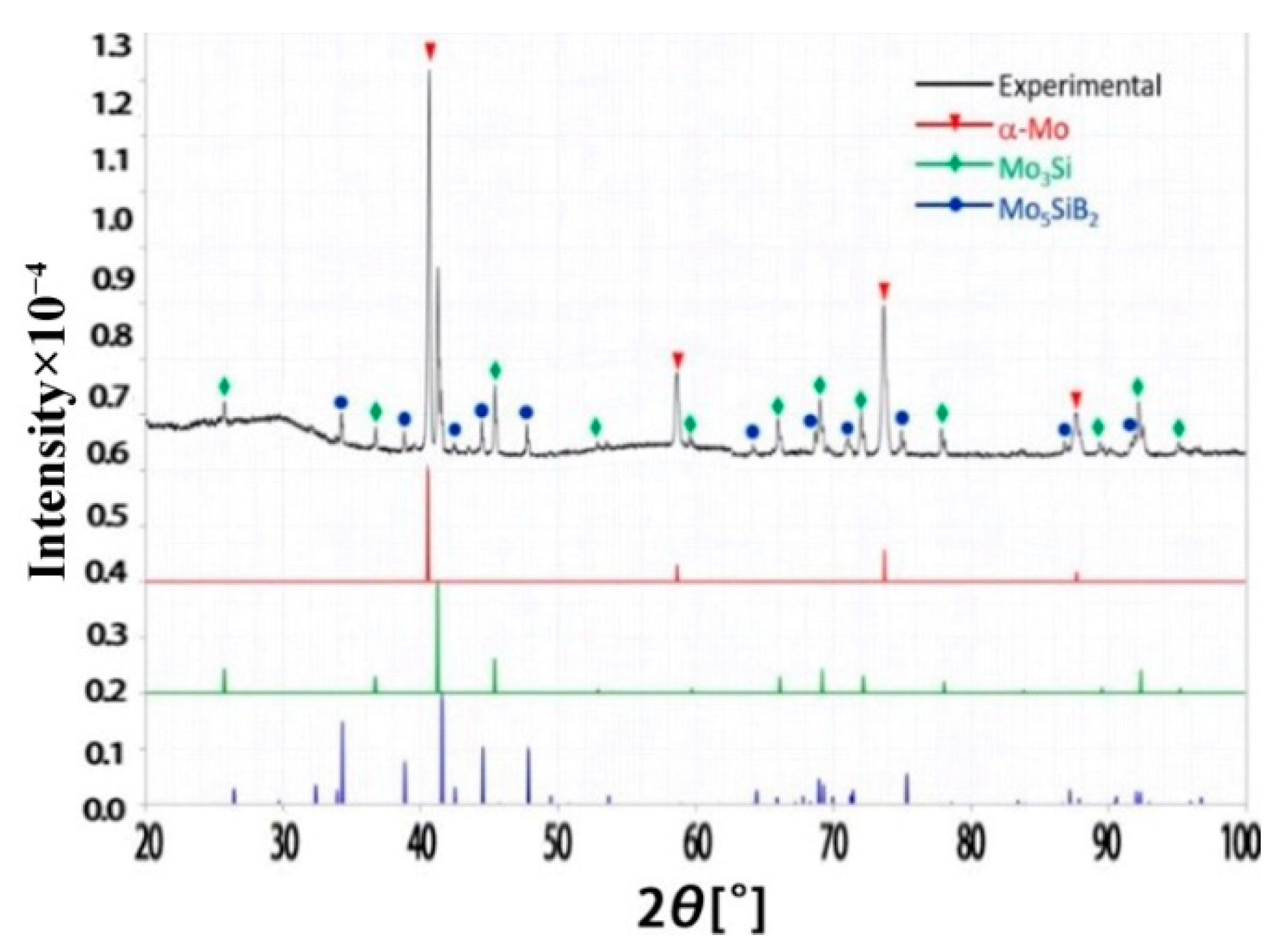
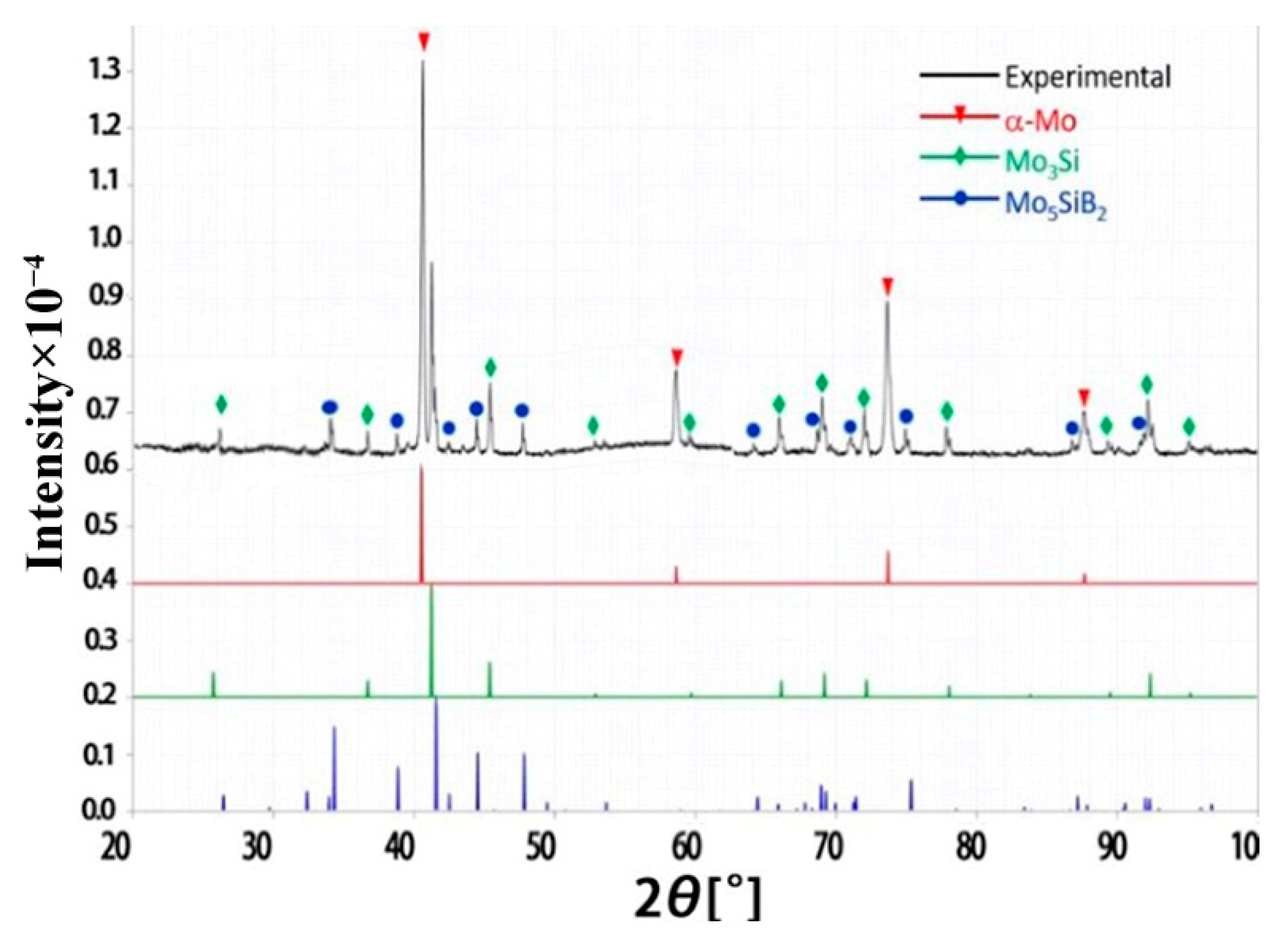
3.1.1. XRD
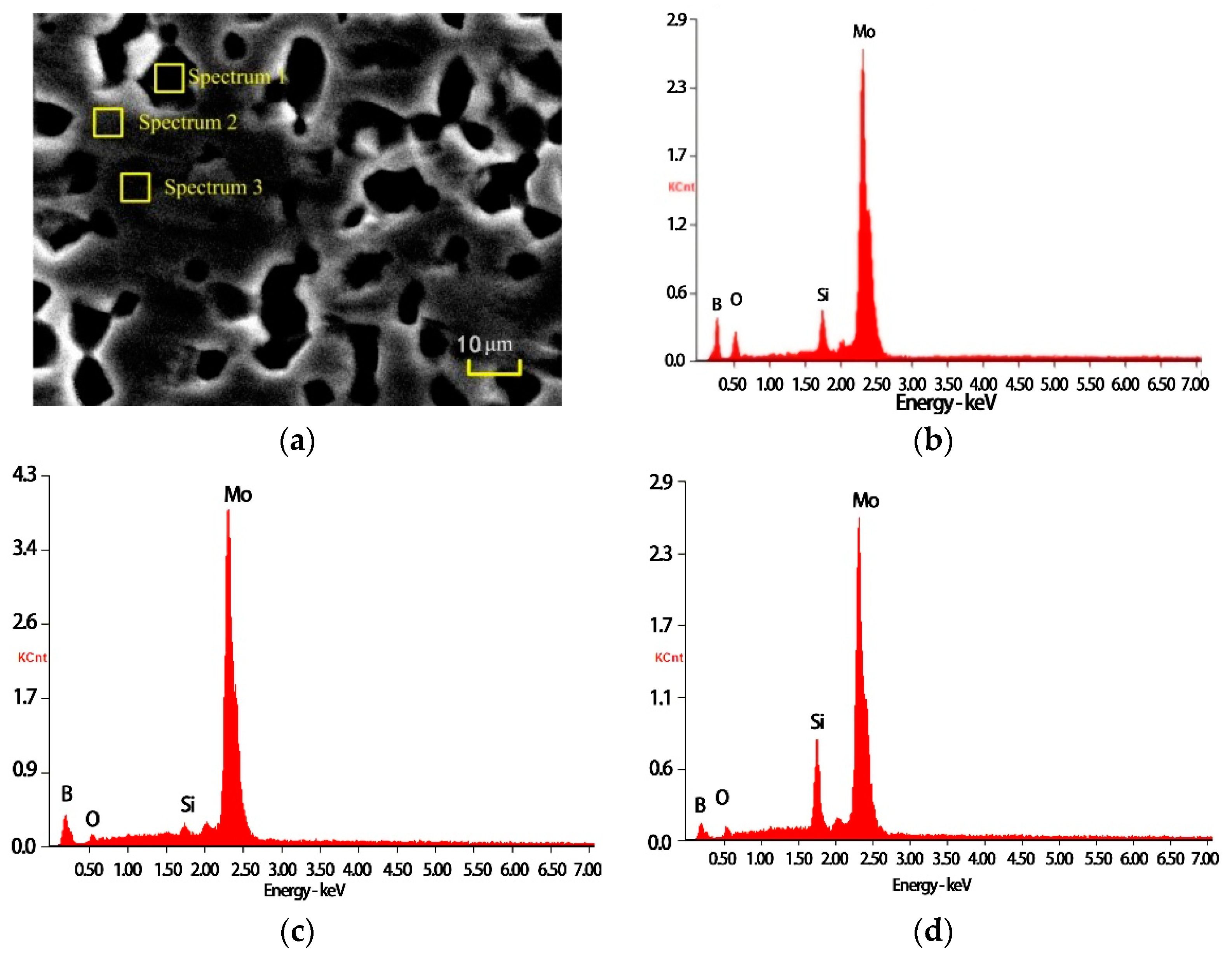
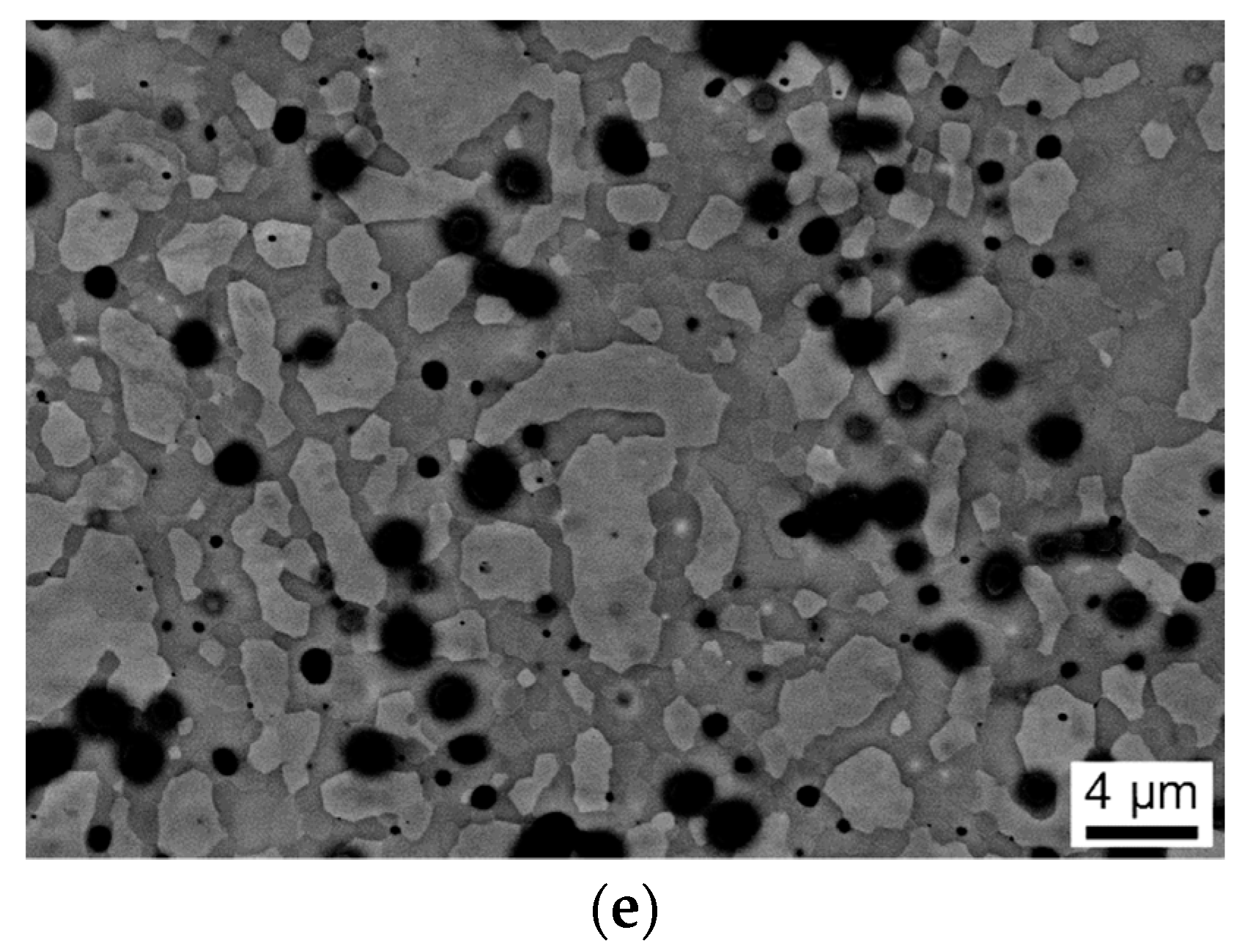
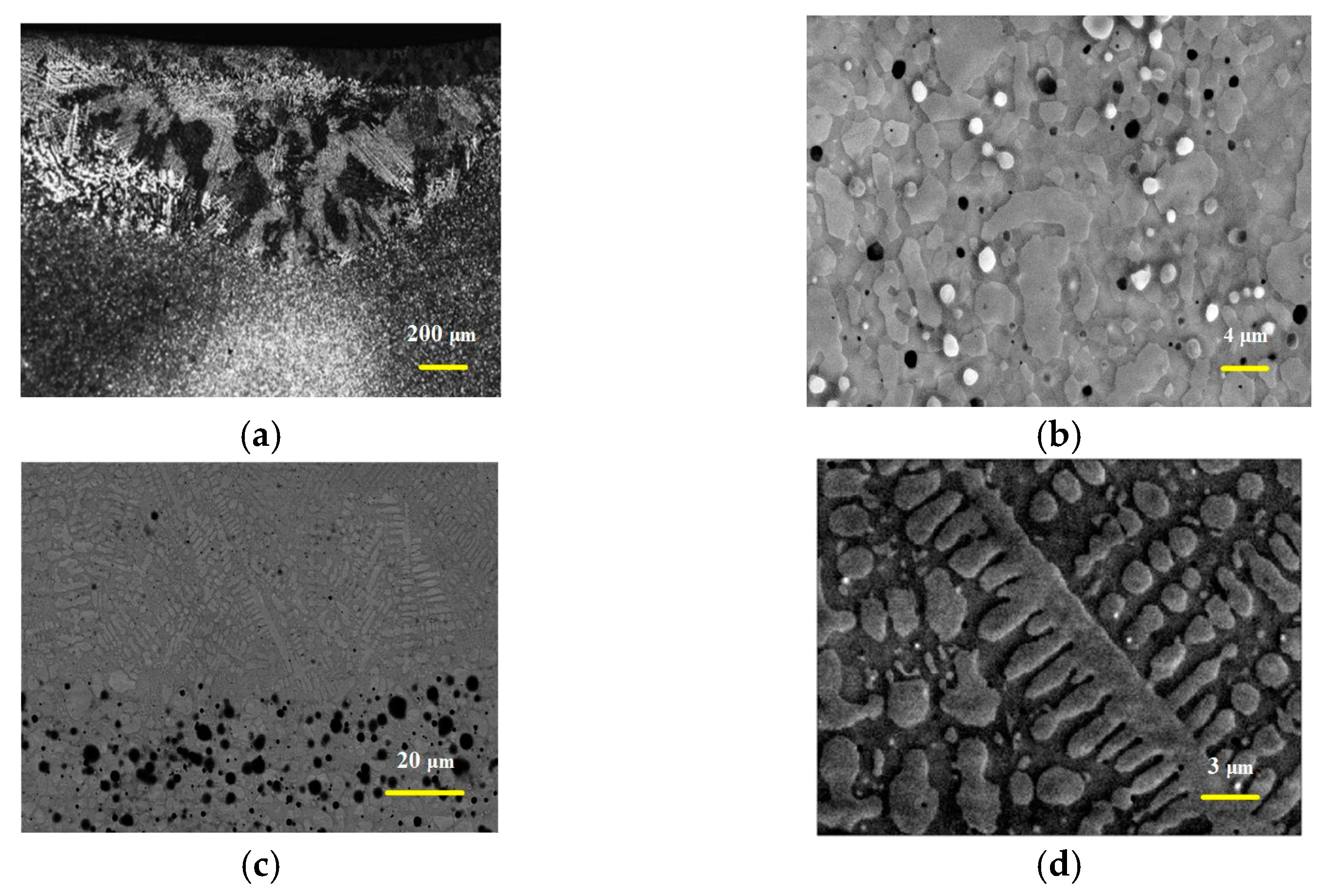
3.1.2. Surface Microstructure of Unprocessed Specimens
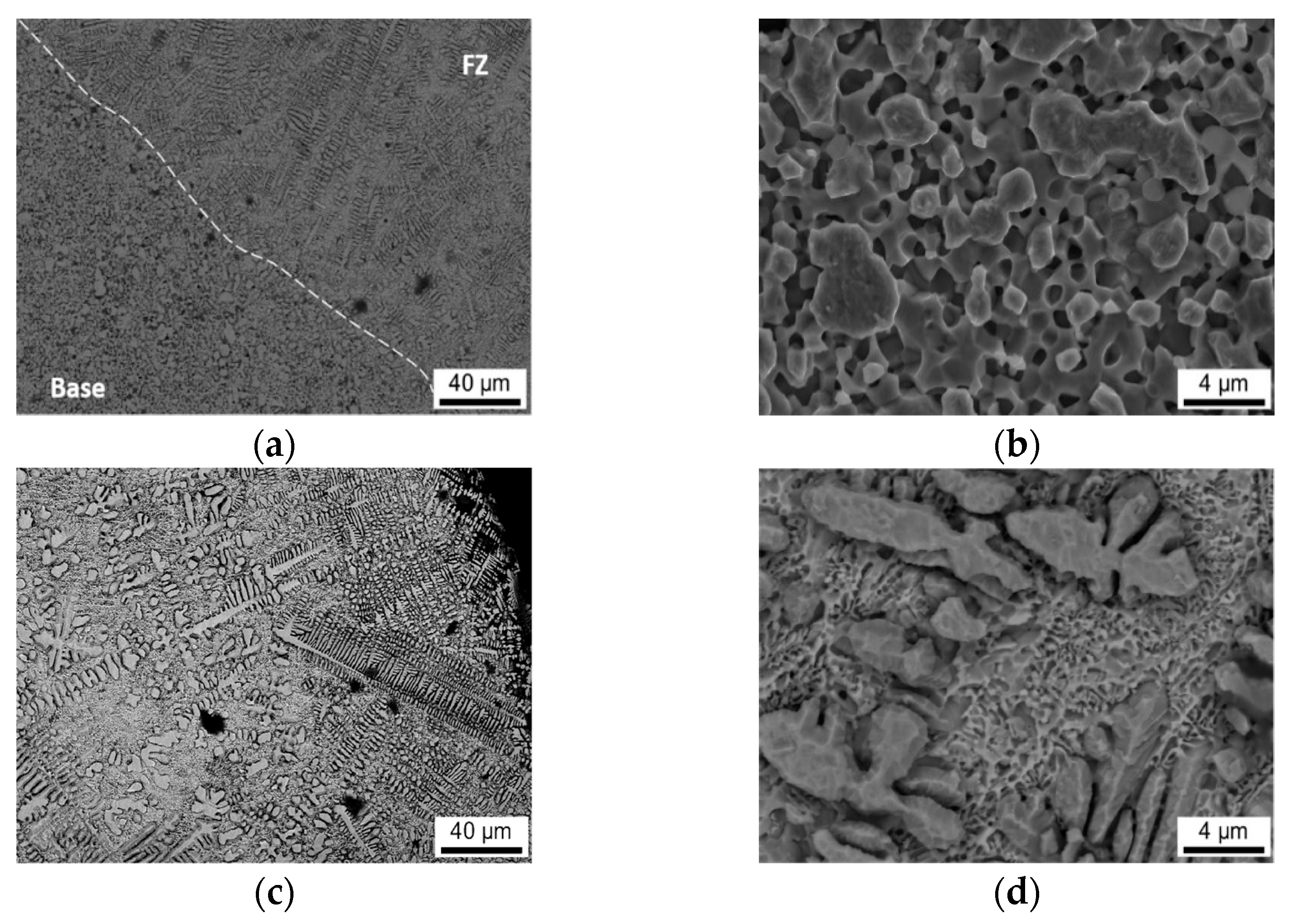
3.2. Laser Remelting
3.2.1. Laser Remelting Specimen Surface Microstructure Analysis
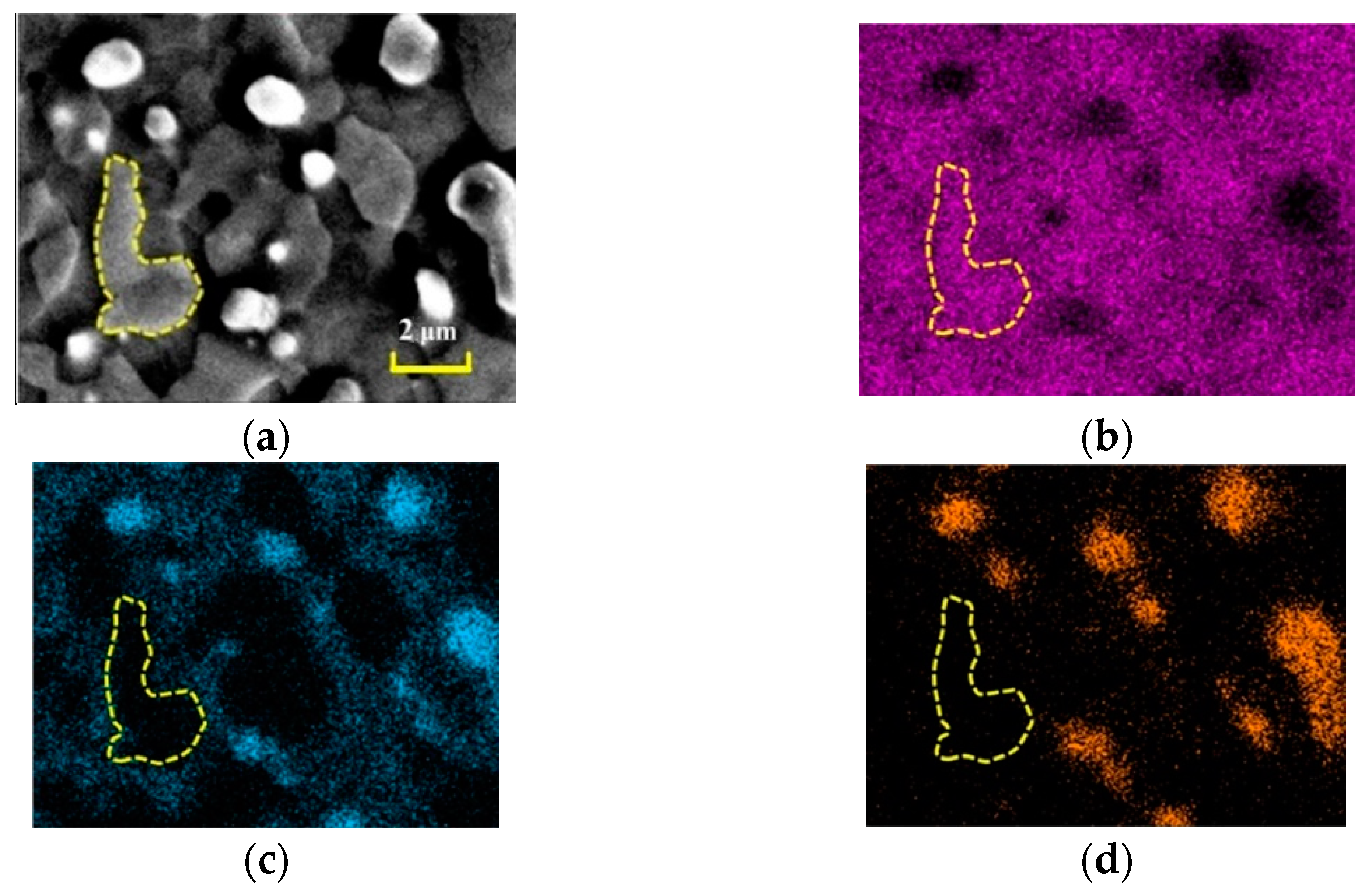
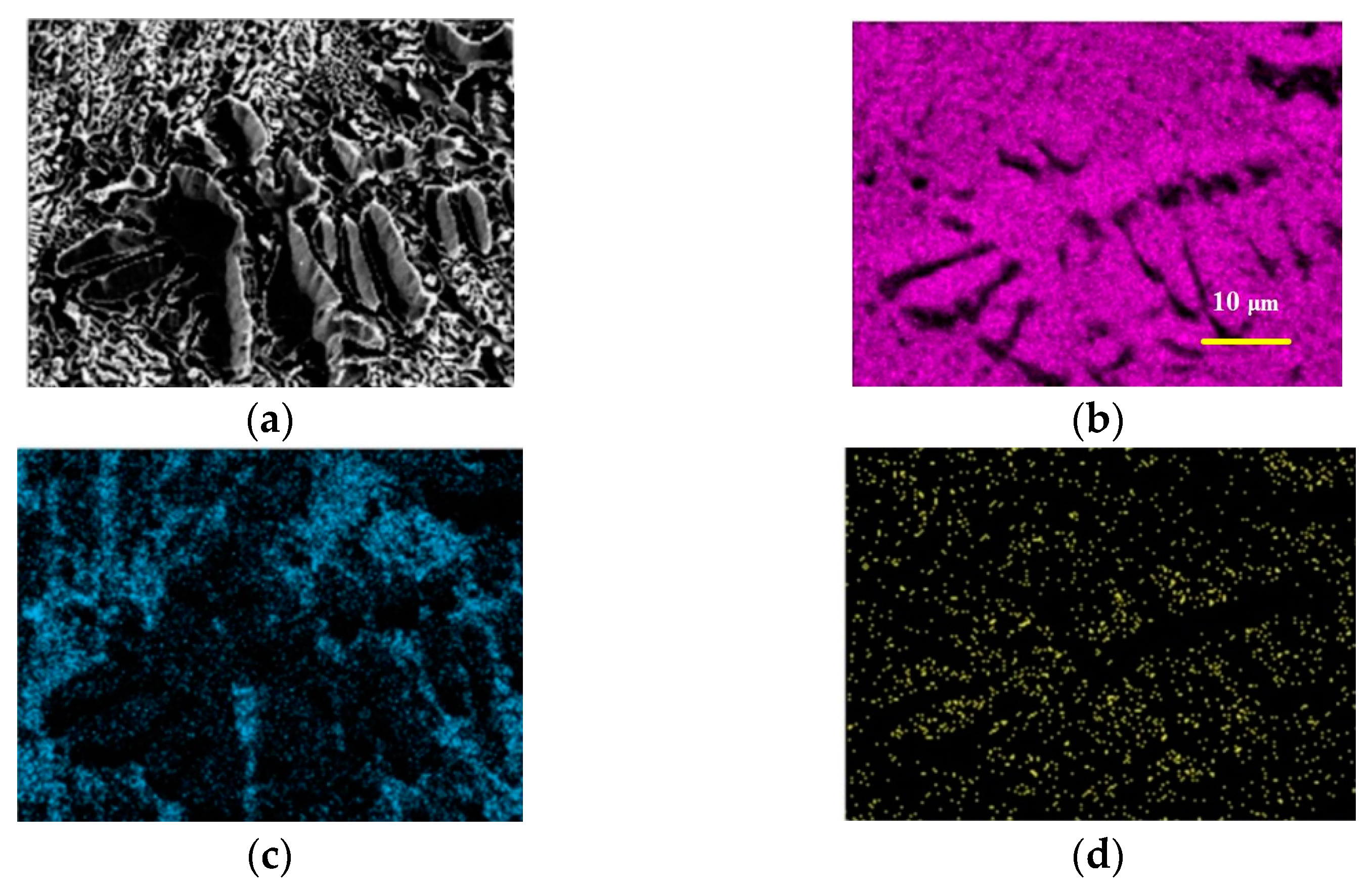
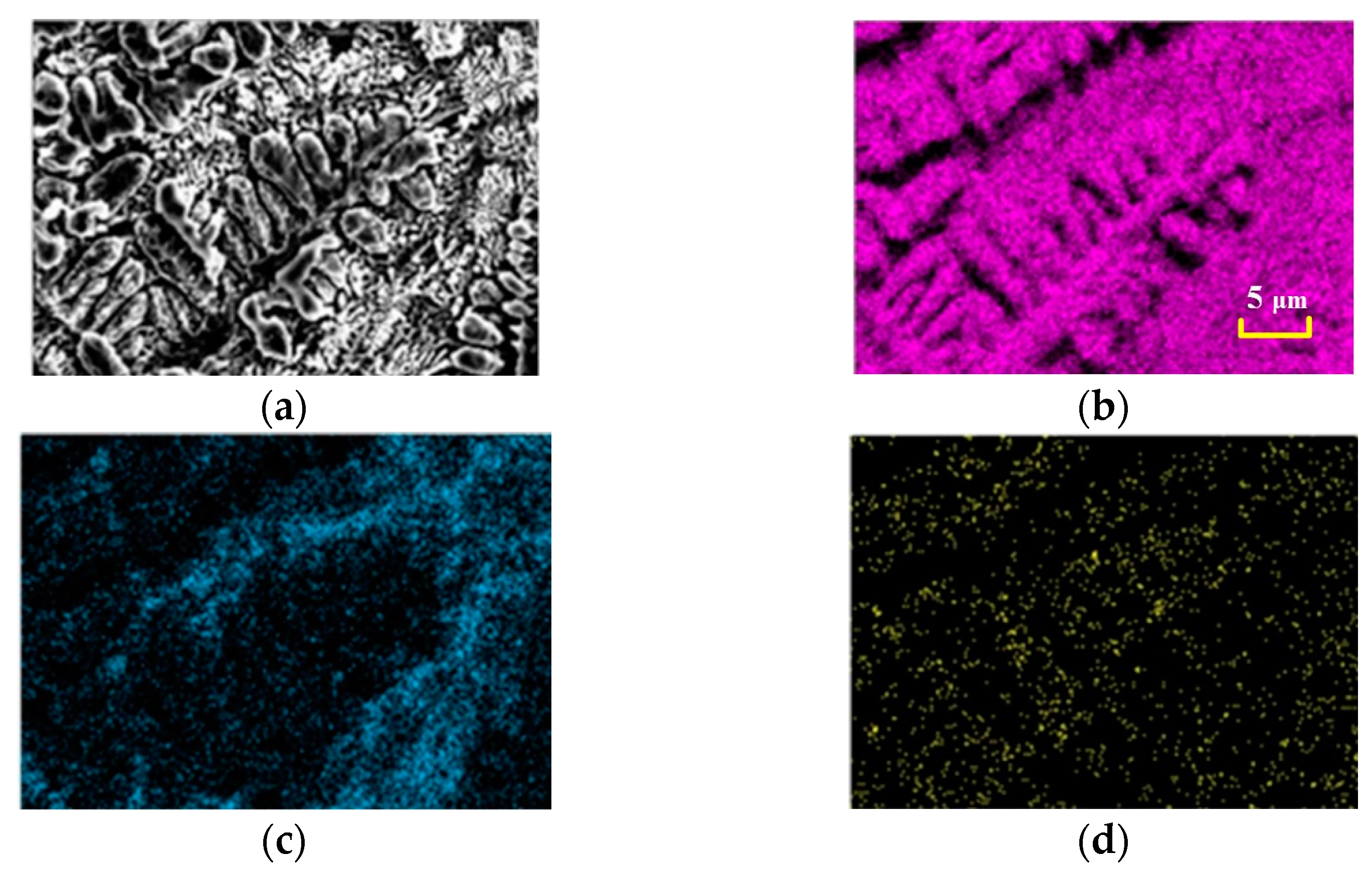
3.2.2. EDS Analysis in the Melt Pool
3.3. Electron Beam Remelting
3.3.1. SEM Micrograph
3.3.2. EDS Analysis in the Melt Pool
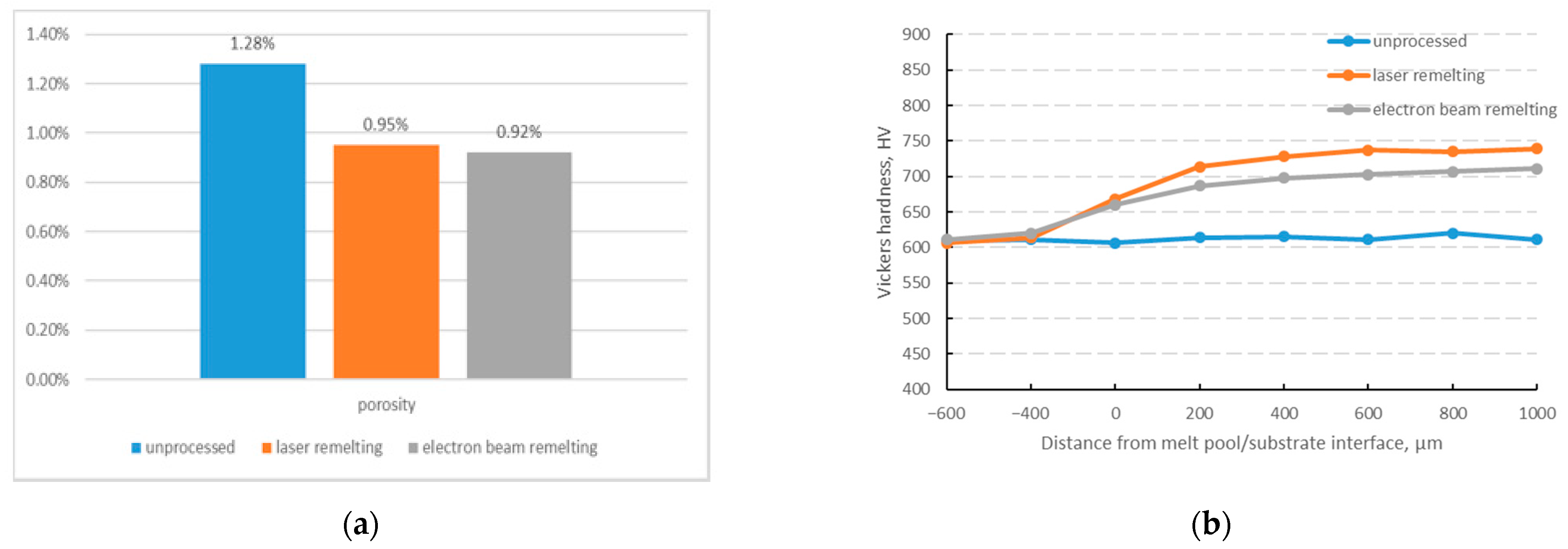
3.4. Mechanical Property
4. Conclusions
- (1)
- Laser beam remelting and electron beam remelting on the surface of the Mo-12Si-8.5B alloy successfully reduce the number of holes in the melt pool area, which is beneficial to the mechanical properties of the alloy. The hole reduction is related to the characteristics of fast heat and fast cooling during the remelting processing.
- (2)
- Laser remelting and electron beam remelting processing do not change the phase composition of the Mo-12Si-8.5B alloys but lead to element segregation in the dendrite region and continuous uniform distribution of α-Mo.
- (3)
- The electron beam remelted specimens had the smallest number and size of holes. However, the laser remelted specimen had the smallest dendrite size of about 70 µm and the lightest dendrite segregation. In a comprehensive comparison, the laser is more suitable as the heat source for Mo-12Si-8.5B alloy processing.
- (4)
- As the electron beam has the characteristics of high energy and fast temperature rise, it is easy to cause local overheating during processing. Moreover, its heat diffuses to the substrate rapidly, resulting in the formation of dendrites with a larger size in the melt pool area and significant element segregation in the dendrite area.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Parthasarathy, T.; Mendiratta, M.; Dimiduk, D. Oxidation mechanisms in Mo-reinforced Mo5SiB2(T2)–Mo3Si alloys. Acta Mater. 2002, 50, 1857–1868. [Google Scholar] [CrossRef]
- Dimiduk, D.M.; Perepezko, J.H. Mo-Si-B Alloys: Developing a Revolutionary Turbine-Engine Material. MRS Bull. 2003, 28, 639–645. [Google Scholar] [CrossRef]
- Zhao, J.-C.; Westbrook, J.H. Ultrahigh-Temperature Materials for Jet Engines. MRS Bull. 2003, 28, 622–630. [Google Scholar] [CrossRef]
- Lemberg, J.A.; Ritchie, R.O. Mo-Si-B Alloys for Ultrahigh-Temperature Structural Applications. Adv. Mater. 2012, 24, 3445–3480. [Google Scholar] [CrossRef] [PubMed]
- Bewlay, B.P.; Jackson, M.R.; Subramanian, P.; Zhao, J.-C. A review of very-high-temperature Nb-silicide-based composites. Metall. Mater. Trans. A 2003, 34, 2043–2052. [Google Scholar] [CrossRef]
- Perepezko, J.H. The Hotter the Engine, the Better. Science 2009, 326, 1068–1069. [Google Scholar] [CrossRef]
- Nieh, T.; Wang, J.; Liu, C.T. Deformation of a multiphase Mo–9.4Si–13.8B alloy at elevated temperatures. Intermetallics 2001, 9, 73–79. [Google Scholar] [CrossRef]
- Schneibel, J.; Liu, C.; Easton, D.; Carmichael, C. Microstructure and mechanical properties of Mo–Mo3Si–Mo5SiB2 silicides. Mater. Sci. Eng. A 1999, 261, 78–83. [Google Scholar] [CrossRef]
- Jain, P.; Kumar, K. Tensile creep of Mo–Si–B alloys. Acta Mater. 2010, 58, 2124–2142. [Google Scholar] [CrossRef]
- Nunes, C.; Sakidja, R.; Dong, Z.; Perepezko, J. Liquidus projection for the Mo-rich portion of the Mo–Si–B ternary system. Intermetallics 2000, 8, 327–337. [Google Scholar] [CrossRef]
- Heilmaier, M.; Saage, H.; Krüger, M.; Jehanno, P.; Böning, M.; Kestler, H. Current Status of Mo-Si-B Silicide Alloys for Ultra-high Temperature Applications. MRS Proc. 2008, 1, 1128. [Google Scholar] [CrossRef]
- Wang, F.; Shan, A.; Dong, X.; Wu, J. Microstructure and oxidation resistance of laser-remelted Mo–Si–B alloy. Scr. Mater. 2007, 56, 737–740. [Google Scholar] [CrossRef]
- Makineni, S.; Kini, A.; Jägle, E.; Springer, H.; Raabe, D.; Gault, B. Synthesis and stabilization of a new phase regime in a Mo-Si-B based alloy by laser-based additive manufacturing. Acta Mater. 2018, 151, 31–40. [Google Scholar] [CrossRef]
- Schmelzer, J.; Rittinghaus, S.-K.; Weisheit, A.; Stobik, M.; Paulus, J.; Gruber, K.; Wessel, E.; Heinze, C.; Krüger, M. Printability of gas atomized Mo-Si-B powders by laser metal deposition. Int. J. Refract. Met. Hard Mater. 2018, 78, 123–126. [Google Scholar] [CrossRef]
- Zhou, W.; Sun, X.; Tsunoda, K.; Kikuchi, K.; Nomura, N.; Yoshimi, K.; Kawasaki, A. Powder fabrication and laser additive manufacturing of MoSiBTiC alloy. Intermetallics 2019, 104, 33–42. [Google Scholar] [CrossRef]
- Zhou, W.; Tsunoda, K.; Nomura, N.; Yoshimi, K. Effect of hot isostatic pressing on the microstructure and fracture toughness of laser additive-manufactured MoSiBTiC multiphase alloy. Mater. Des. 2020, 196, 109132. [Google Scholar] [CrossRef]
- Fichtner, D.; Schmelzer, J.; Yang, W.; Heinze, C.; Krüger, M. Additive manufacturing of a near-eutectic Mo–Si–B alloy: Processing and resulting properties. Intermetallics 2020, 128, 107025. [Google Scholar] [CrossRef]
- Higashi, M.; Ozaki, T. Selective laser melting of MoSiBTiC alloy with plasma-spheroidized powder: Microstructure and mechanical property. Mater. Charact. 2021, 172, 110888. [Google Scholar] [CrossRef]
- Kim, W.-Y.; Tanaka, H.; Kim, M.-S.; Hanada, S. High temperature strength and room temperature fracture toughness of Nb–Mo–W refractory alloys with and without carbide dispersoids. Mater. Sci. Eng. A 2002, 346, 65–74. [Google Scholar] [CrossRef]
- Meyer, M.K.; Akinc, M. Oxidation behavior of boron-modified Mo5Si3 at 800°–1300 °C. J. Am. Ceram. Soc. 1996, 79, 938. [Google Scholar] [CrossRef]
- Hayashi, T.; Ito, K.; Ihara, K.; Fujikura, M.; Yamaguchi, M. Creep of single crystalline and polycrystalline T2 phase in the Mo–Si–B system. Intermetallics 2004, 12, 699–704. [Google Scholar] [CrossRef]
- Schneibel, J.; Kramer, M.; Easton, D. A Mo–Si–B intermetallic alloy with a continuous α-Mo matrix. Scr. Mater. 2002, 46, 217–221. [Google Scholar] [CrossRef]
- Helmick, D.; Meier, G.; Pettit, F. High temperature oxidation behavior of a Mo–3Si–1B(wt%) alloy. Mater. High Temp. 2005, 22, 293–307. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | S1 | S2 | S3 |
| Process | None | Laser Remelting | Electron Beam Remelting |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Wang, C.; Li, Z.; Qu, Y.; Li, X. Comparative Study on the Surface Remelting of Mo-Si-B Alloys with Laser and Electron Beam. Materials 2022, 15, 6223. https://doi.org/10.3390/ma15186223
Li Q, Wang C, Li Z, Qu Y, Li X. Comparative Study on the Surface Remelting of Mo-Si-B Alloys with Laser and Electron Beam. Materials. 2022; 15(18):6223. https://doi.org/10.3390/ma15186223
Chicago/Turabian StyleLi, Qiuliang, Cheng Wang, Zhuoyue Li, Yi Qu, and Xiangrong Li. 2022. "Comparative Study on the Surface Remelting of Mo-Si-B Alloys with Laser and Electron Beam" Materials 15, no. 18: 6223. https://doi.org/10.3390/ma15186223