
Microstructure and Properties of a Graphene Reinforced Cu–Cr–Mg Composite
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Material Preparation
2.3. Characterization
3. Results and Discussion
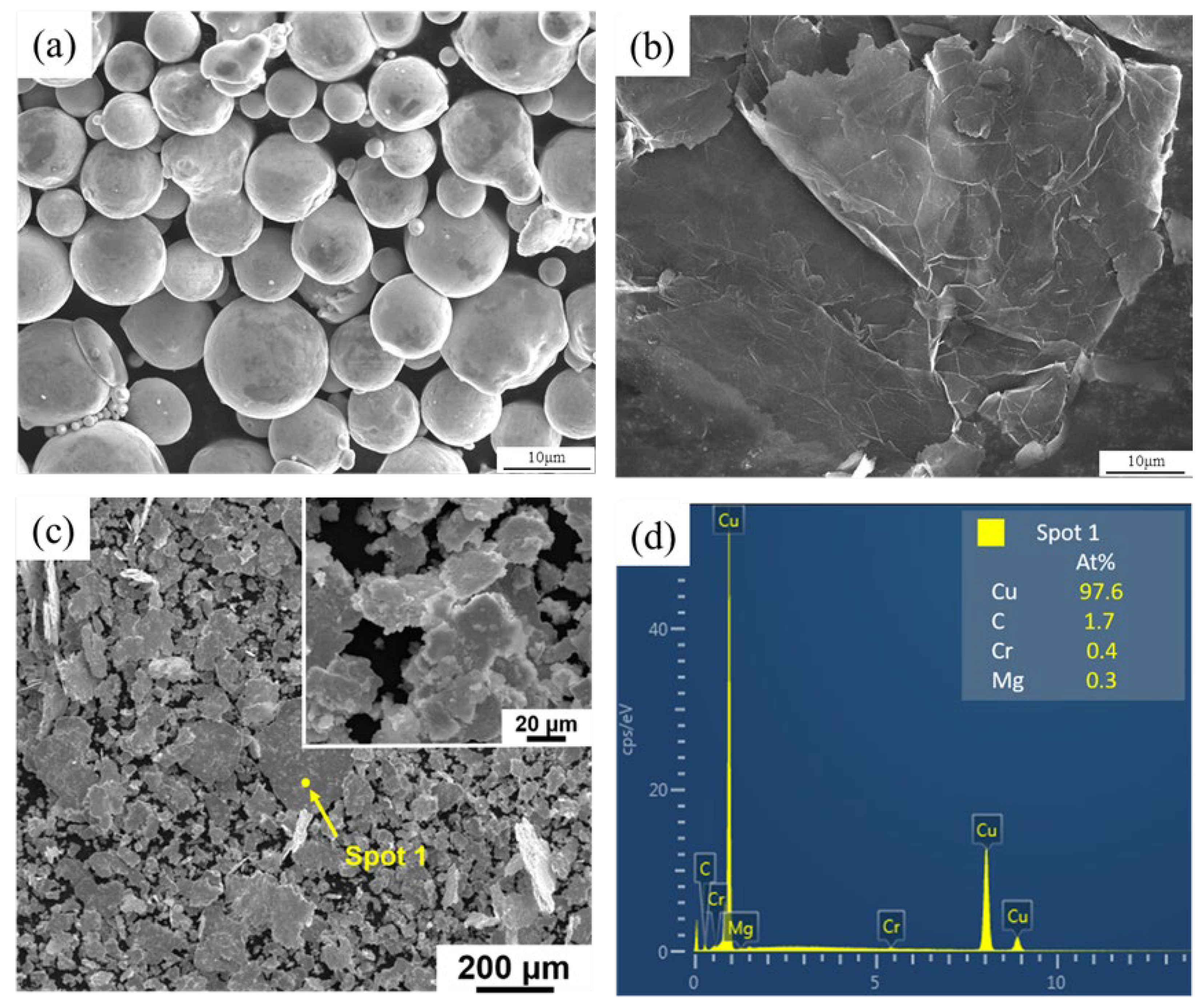
3.1. Characterization of the GNPs/Cu–Cr–Mg Mixture Powder
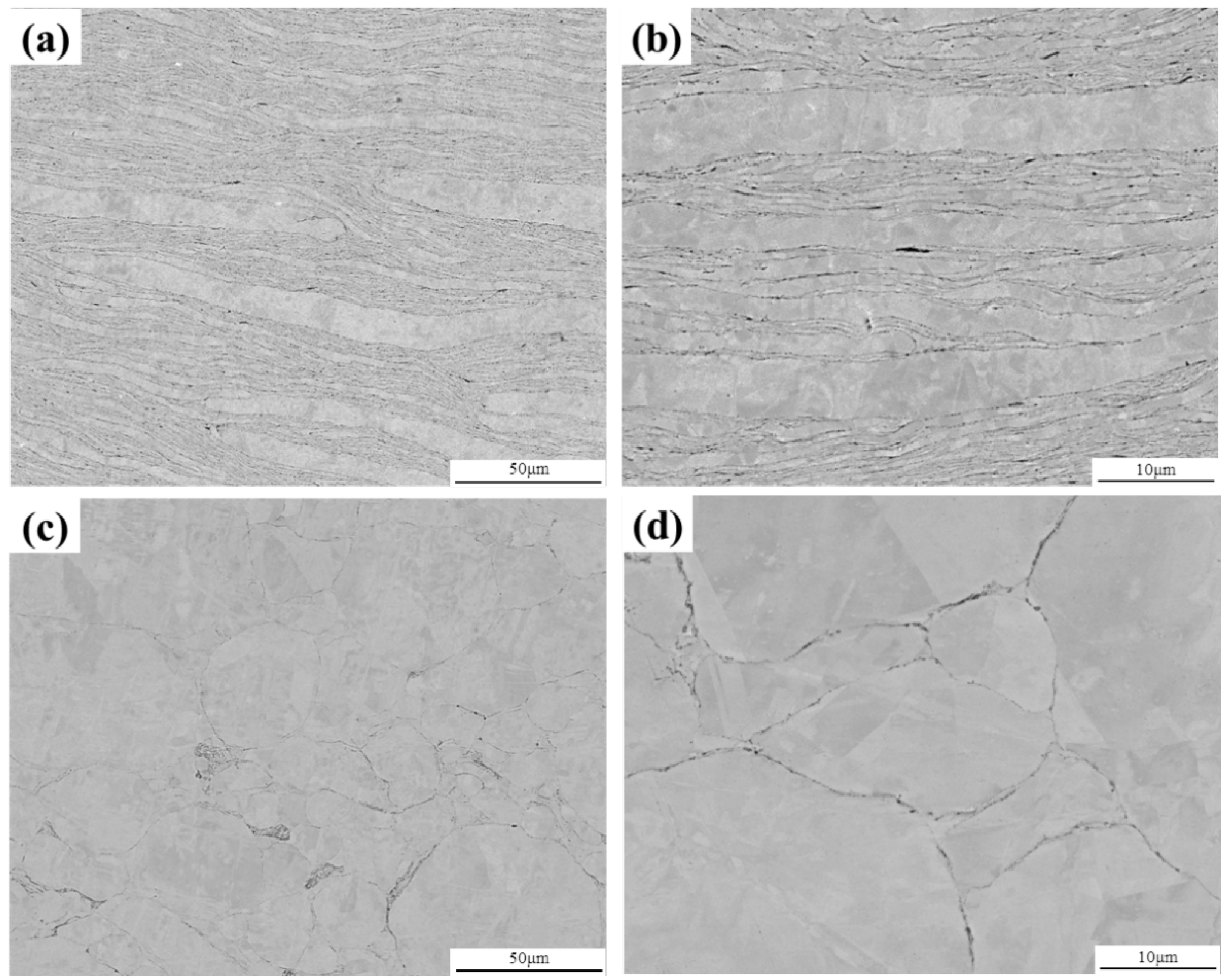
3.2. Microstructure Characterization of GNPs/Cu–Cr–Mg Composites
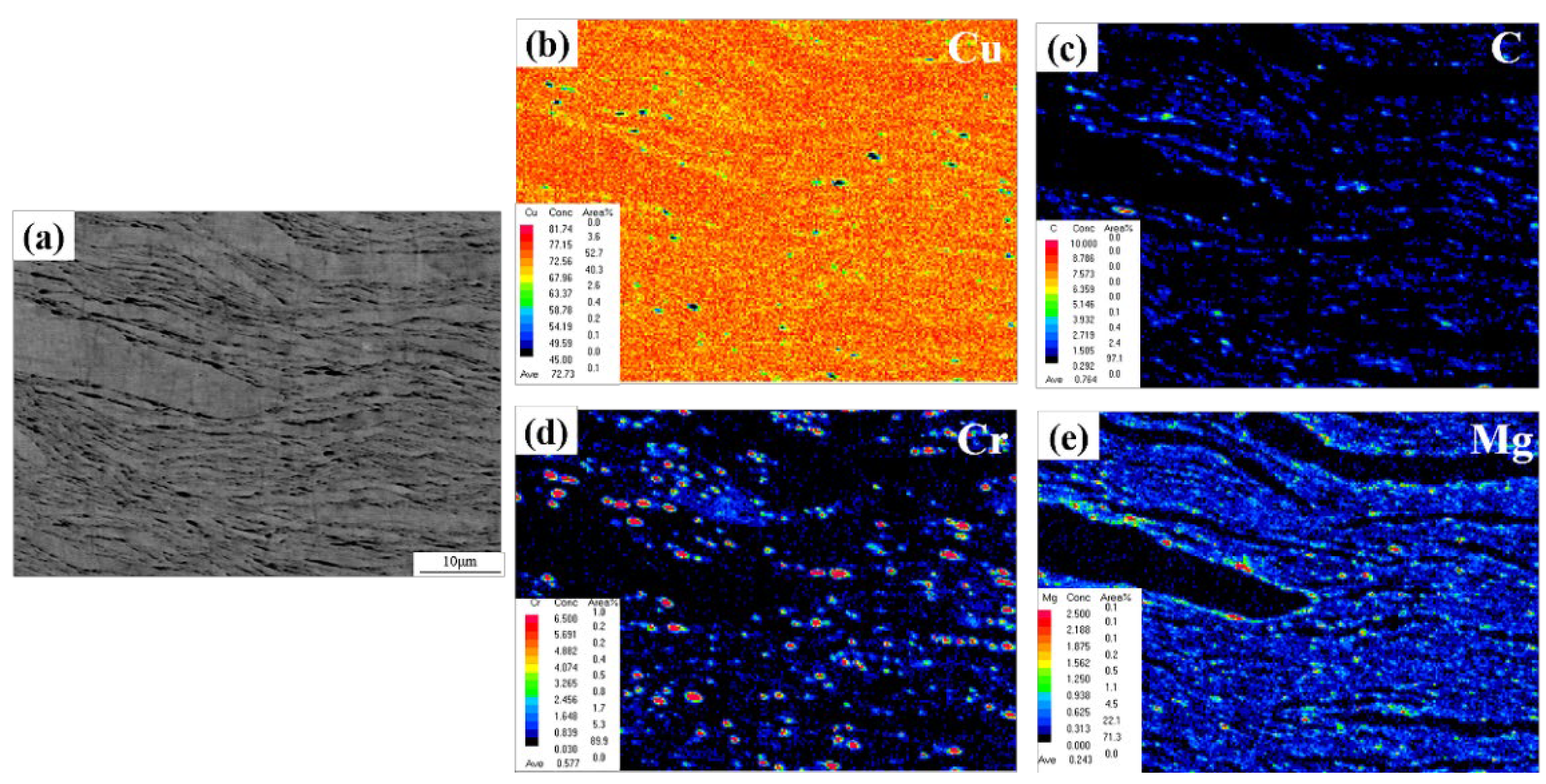
3.3. Form and Distribution of Graphene
3.4. Influence by Graphene on the Properties of the Composites
4. Conclusions
- (1)
- Flake Cu–Cr–Mg powder was successfully prepared by controlling the parameters of ball-milling. The microstructure of the composite material was also a layered structure, and the directional distribution of graphene was realized. The Cr atoms were found to react with the amorphous carbon at the edge of graphene during the sintering process. Moreover, the Mg atoms were found to limit the size of the carbides by segregating to the surface of the carbide, which effectively improved the binding strength of the graphene/copper interface;
- (2)
- Graphene maintained sharp G peaks and smaller D peaks after ball-milling and sintering. The value of ID/IG was 0.55, which indicates that the structure of graphene remains intact during the preparation process, and there are few defects;
- (3)
- The tensile strength of the composite reached a value of 349 MPa, which was 46% higher than that of the matrix. Moreover, the enhancement efficiency of graphene was 136. Furthermore, the conductivity of the composite became 81.5% IACS, which was only 1% IACS lower than that of the matrix. This can be attributed to the improvement of the graphene/copper interface by the Cr and Mg elements, as well as the high strength and high conductivity of graphene.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Zhang, Y.; Tian, B.; Song, K.; Liu, P.; Jia, Y.; Chen, X.; An, J.; Zhao, Z.; Liu, Y.; et al. Review of nano-phase effects in high strength and conductivity copper alloys. Nanotechnol. Rev. 2019, 8, 383–395. [Google Scholar] [CrossRef]
- Ali, S.; Ahmad, F.; Yusoff, P.S.M.M.; Muhamad, N.; Onate, E.; Raza, M.R.; Malik, K. A review of graphene reinforced Cu matrix composites for thermal management of smart electronics. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106357. [Google Scholar] [CrossRef]
- Li, T.; Wang, Y.; Yang, M.; Hou, H.; Wu, S. High strength and conductivity copper/graphene composites prepared by severe plastic deformation of graphene coated copper powder. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2021, 826, 141983. [Google Scholar] [CrossRef]
- Shao, G.; Liu, P.; Zhang, K.; Li, W.; Chen, X.; Ma, F. Mechanical properties of graphene nanoplates reinforced copper matrix composites prepared by electrostatic self-assembly and spark plasma sintering. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2019, 739, 329–334. [Google Scholar] [CrossRef]
- Shu, S.; Zhang, Q.; Ihde, J.; Yuan, Q.; Dai, W.; Wu, M.; Dai, D.; Yang, K.; Wang, B.; Xue, C.; et al. Surface modification on copper particles toward graphene reinforced copper matrix composites for electrical engineering application. J. Alloys Compd. 2022, 891, 162058. [Google Scholar] [CrossRef]
- Jiang, R.; Zhou, X.; Fang, Q.; Liu, Z. Copper-graphene bulk composites with homogeneous graphene dispersion and enhanced mechanical properties. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2016, 654, 124–130. [Google Scholar] [CrossRef]
- Khdair, A.I.; Ibrahim, A. Effect of graphene addition on the physicomechanical and tribological properties of Cu nanocomposites. Int. J. Miner. Metall. Mater. 2022, 29, 161–167. [Google Scholar] [CrossRef]
- Pratik, A.; Biswal, S.K.; Haridoss, P. Impact of enhanced interfacial strength on physical, mechanical and tribological properties of copper/reduced graphene oxide composites: Microstructural investigation. Ceram. Int. 2020, 46, 22539–22549. [Google Scholar] [CrossRef]
- Liu, J.T.; Wang, X.H.; Liu, J.; Li, H.Y.; Liang, Y.; Ren, J.Y. Influence of copper powder morphology on the microstructure and properties of copper matrix bulk composites reinforced with ni-doped graphene. Arch. Metall. Mater. 2022, 67, 341–348. [Google Scholar] [CrossRef]
- Dong, L.L.; Fu, Y.Q.; Liu, Y.; Lu, J.W.; Zhang, W.; Huo, W.T.; Jin, L.H.; Zhang, Y.S. Interface engineering of graphene/copper matrix composites decorated with tungsten carbide for enhanced physico-mechanical properties. Carbon 2021, 173, 41–53. [Google Scholar] [CrossRef]
- Shi, L.; Liu, M.; Zhang, W.; Ren, W.; Zhou, S.; Zhou, Q.; Yang, Y.; Ren, Z. Interfacial design of graphene nanoplate reinforced copper matrix composites for high mechanical performance. JOM 2022, 74, 3082–3090. [Google Scholar] [CrossRef]
- Chu, K.; Wang, F.; Li, Y.-b.; Wang, X.-h.; Huang, D.-j.; Zhang, H. Interface structure and strengthening behavior of graphene/CuCr composites. Carbon 2018, 133, 127–139. [Google Scholar] [CrossRef]
- Wang, Q.; Fan, R.; Liu, D.; Zhang, Y.; Wang, W.; Du, Z.; Liu, S. Microstructure and properties of graphene-reinforced Cu-Cr-Zr Matrix composites fabricated by spark plasma sintering. Rare Met. Mater. Eng. 2022, 51, 414–421. [Google Scholar]
- Tan, Z.; Li, Z.; Fan, G.; Li, W.; Liu, Q.; Zhang, W.; Zhang, D. Two-dimensional distribution of carbon nanotubes in copper flake powders. Nanotechnology 2011, 22, 225603. [Google Scholar] [CrossRef] [PubMed]
- Chu, K.; Wang, F.; Wang, X.-H.; Li, Y.-B.; Geng, Z.-R.; Huang, D.-J.; Zhang, H. Interface design of graphene/copper composites by matrix alloying with titanium. Mater. Des. 2018, 144, 290–303. [Google Scholar] [CrossRef]
- Yue, H.; Yao, L.; Gao, X.; Zhang, S.; Guo, E.; Zhang, H.; Lin, X.; Wang, B. Effect of ball-milling and graphene contents on the mechanical properties and fracture mechanisms of graphene nanosheets reinforced copper matrix composites. J. Alloys Compd. 2017, 691, 755–762. [Google Scholar] [CrossRef]
- Kim, W.J.; Lee, T.J.; Han, S.H. Multi-layer graphene/copper composites: Preparation using high-ratio differential speed rolling, microstructure and mechanical properties. Carbon 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Cao, M.; Xiong, D.-B.; Tan, Z.; Ji, G.; Amin-Ahmadi, B.; Guo, Q.; Fan, G.; Guo, C.; Li, Z.; Zhang, D. Aligning graphene in bulk copper: Nacre-inspired nanolaminated architecture coupled with in-situ processing for enhanced mechanical properties and high electrical conductivity. Carbon 2017, 117, 65–74. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, L.; Li, J.; Shi, Z.; Wang, M.; Sheng, J.; Fei, W. Lateral size effect of reduced graphene oxide on properties of copper matrix composites. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2021, 820, 141579. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Ozga, P.; Maziarz, W.; Pstrus, J.; Kania, B.; Bobrowski, P.; Stolarska, J. Microstructure and properties of bulk copper matrix composites strengthened with various kinds of graphene nanoplatelets. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2015, 628, 124–134. [Google Scholar] [CrossRef]
- Xiu, Z.; Ju, B.; Zhan, J.; Zhang, N.; Wang, Z.; Mei, Y.; Liu, J.; Feng, Y.; Guo, Y.; Kang, P.; et al. Microstructure evolution of graphene and the corresponding effect on the mechanical/electrical properties of graphene/Cu composite during rolling treatment. Materials 2022, 15, 1218. [Google Scholar] [CrossRef] [PubMed]
- Cui, Y.; Wang, L.; Li, B.; Cao, G.; Fei, W. Effect of ball milling on the defeat of few-layer graphene and properties of copper matrix composites. Acta Metall. Sin. Engl. Lett. 2014, 27, 937–943. [Google Scholar] [CrossRef]
- Cho, S.; Kikuchi, K.; Miyazaki, T.; Kawasaki, A.; Arami, Y.; Silvain, J.F. Epitaxial growth of chromium carbide nanostructures on multiwalled carbon nanotubes (MWCNTs) in MWCNT-copper composites. Acta Mater. 2013, 61, 708–716. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C.-C.; Li, W.-S.; Wang, P. Mechanical and electrical properties of carbon-nanotube-reinforced CuTi alloy matrix composites. Phys. Status Solidi A Appl. Mater. Sci. 2013, 210, 594–599. [Google Scholar] [CrossRef]
- Luo, H.; Sui, Y.; Qi, J.; Meng, Q.; Wei, F.; He, Y. Mechanical enhancement of copper matrix composites with homogeneously dispersed graphene modified by silver nanoparticles. J. Alloys Compd. 2017, 729, 293–302. [Google Scholar] [CrossRef]
- Chen, F.; Ying, J.; Wang, Y.; Du, S.; Liu, Z.; Huang, Q. Effects of graphene content on the microstructure and properties of copper matrix composites. Carbon 2016, 96, 836–842. [Google Scholar] [CrossRef]
- Shao, Z.; Jiang, X.; Shu, R.; Wu, Z.; Huang, Z.; Deng, H.; Qin, Q.; Zhu, M. Effect of Cr micro-alloying on microstructure and mechanical properties of alumina whisker and graphene co-reinforced copper matrix composites. J. Alloys Compd. 2022, 909, 164804. [Google Scholar] [CrossRef]
- Wang, M.; Sheng, J.; Xing, C.; Wang, G.; Duan, Y.; Wang, L. Microstructure evolution and properties induced by multi-pass drawing of graphene/copper nanocomposite. Nanomaterials 2022, 12, 807. [Google Scholar] [CrossRef]
- Zuo, T.; Li, J.; Gao, Z.; Wu, Y.; Zhang, L.; Da, B.; Zhao, X.; Xiao, L. Simultaneous improvement of electrical conductivity and mechanical property of Cr doped Cu/CNTs composites. Mater. Today Commun. 2020, 23, 100907. [Google Scholar] [CrossRef]
- Cho, S.; Kikuchi, K.; Lee, E.; Choi, M.; Jo, I.; Lee, S.-B.; Lee, S.-K.; Kawasaki, A. Chromium carbide/carbon nanotube hybrid structure assisted copper composites with low temperature coefficient of resistance. Sci. Rep. 2017, 7, 14943. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, Y.; Lei, Q.; Li, W.; Gan, X.; Zhou, K. Enhanced mechanical properties of alloyed copper matrix composites reinforced with partially-unzipped carbon nanotubes. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2020, 792, 139552. [Google Scholar] [CrossRef]
- Zhang, X.-J.; Dai, Z.-K.; Liu, X.-R.; Yang, W.-C.; He, M.; Yang, Z.-R. Microstructural characteristics and mechanical behavior of spark plasma-sintered Cu–Cr–rGO copper matrix composites. Acta Metall. Sin. 2018, 31, 761–770. [Google Scholar] [CrossRef]
- Zhang, D.; Zhan, Z. Preparation of graphene nanoplatelets-copper composites by a modified semi-powder method and their mechanical properties. J. Alloys Compd. 2016, 658, 663–671. [Google Scholar] [CrossRef]
- Asgharzadeh, H.; Eslami, S. Effect of reduced graphene oxide nanoplatelets content on the mechanical and electrical properties of copper matrix composite. J. Alloys Compd. 2019, 806, 553–565. [Google Scholar] [CrossRef]
- Yang, T.; Chen, W.; Zhang, H.; Ma, L.; Fu, Y.-Q. In-situ generated graphene from wheat flour for enhancing mechanical and electrical properties of copper matrix composites. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2022, 835, 142662. [Google Scholar] [CrossRef]
- Sun, Z.Y.; Zhu, L.P.; Mo, X.F.; Nan, H.; Ding, X.F. Microstructure Characterization and Properties of Graphene Oxide-Reinforced TiAl Matrix Composites. Metals 2021, 11, 883. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Cr | Mg |
|---|---|---|---|
| Content | 99.2 | 0.30 | 0.50 |
| Element | Cu–Cr–Mg | GNPs/Cu–Cr–Mg |
|---|---|---|
| Relative density (%) | 99.6 | 99.2 |
| Electrical conductivity (%IACS) | 82.4 | 81.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, R.; Liu, B.; Cheng, H.; Gao, S.; Li, T.; Li, J.; Fang, Q. Microstructure and Properties of a Graphene Reinforced Cu–Cr–Mg Composite. Materials 2022, 15, 6166. https://doi.org/10.3390/ma15176166
Lu R, Liu B, Cheng H, Gao S, Li T, Li J, Fang Q. Microstructure and Properties of a Graphene Reinforced Cu–Cr–Mg Composite. Materials. 2022; 15(17):6166. https://doi.org/10.3390/ma15176166
Chicago/Turabian StyleLu, Ruiyu, Bin Liu, Huichao Cheng, Shenghan Gao, Tiejun Li, Jia Li, and Qihong Fang. 2022. "Microstructure and Properties of a Graphene Reinforced Cu–Cr–Mg Composite" Materials 15, no. 17: 6166. https://doi.org/10.3390/ma15176166