
Fly Ash from Lignite Combustion as a Filler for Rubber Mixes—Part II: Chemical Valorisation of Fly Ash
 , , , ,
, , , ,  , and
, and
Abstract
:1. Introduction
- -
- -
- -
- -
- by application of organic amines (preferably from the group of ethanolamine and propanolamine) [14].
- silane chemisorption on the fractionated fly ash surface; and
- influence of fly ash silanization on the properties of rubber mixtures and selected mechanical properties of their vulcanizates, containing modified fly ash, partially replacing technical carbon black.
2. Experimental Procedure
2.1. Materials
2.1.1. Silanes Used for Fly Ash Modification
- Vinyltrimethoxysilane-U-611 (Unisil Ltd., Tarnów, Poland) [30], a part methoxy group directly involved in chemical binding with silanol and hydroxy groups present on the surface of fly ash particles, also with vinyl groups likely to participate in rubber crosslinking.
- 3-(glycidoxypropyl)trimethoxysilane-U-50 (Unisil Ltd., Tarnów, Poland) [31], a part methoxy group responsible for the filler binding, also expected reactivity of its epoxy group towards thiol modification of rubber macromolecules, which might be formed during a sulfur vulcanization on the rubber [32].
- Vinyl-tris(2-methoxy-ethoxy)silane-LUVOMAXX VTMOEO DL50 C (Lehmann & Voss Co., Hamburg, Germany) [33], phlegmatized on the surface of calcium carbonate (50/50), especially recommended for compounds with fillers containing silanol-groups, e.g., silicic acids or silicates.
- Mercaptopropyltrimethoxysilane-Dynaslan MTMO (Evonik Industries AG, Essen, Germany) [34], a bifunctional organosilane possessing a reactive organic mercapto and a hydrolyzable inorganic methoxysilyl group, used as an adhesion promoter to such inorganic substrates such as silica, quartz, sand, cristobalite, mica, kaolin, talc, other silicate fillers, and metals, as well as crosslinking agent.
- Bis(triethoxysilylpropyl)polysulfide-Si-266 (Evonik Industries AG, Essen, Germany) [35], reacting with silanol groups of white fillers during mixing and with rubber macromolecules during vulcanization, forming covalent chemical bonds.
2.1.2. Rubber Compounds and Their Vulcanizates
- Rotor speed—ca. 60 rpm;
- Chamber fill factor—75%.
- -
- for U-50, we have 1 mole of functional groups per 236.3 g;
- -
- for U-611, we have 1 mole of functional groups per 148.2 g.
2.2. Methods
2.2.1. Susceptibility of Fly Ash to Silanization
- -
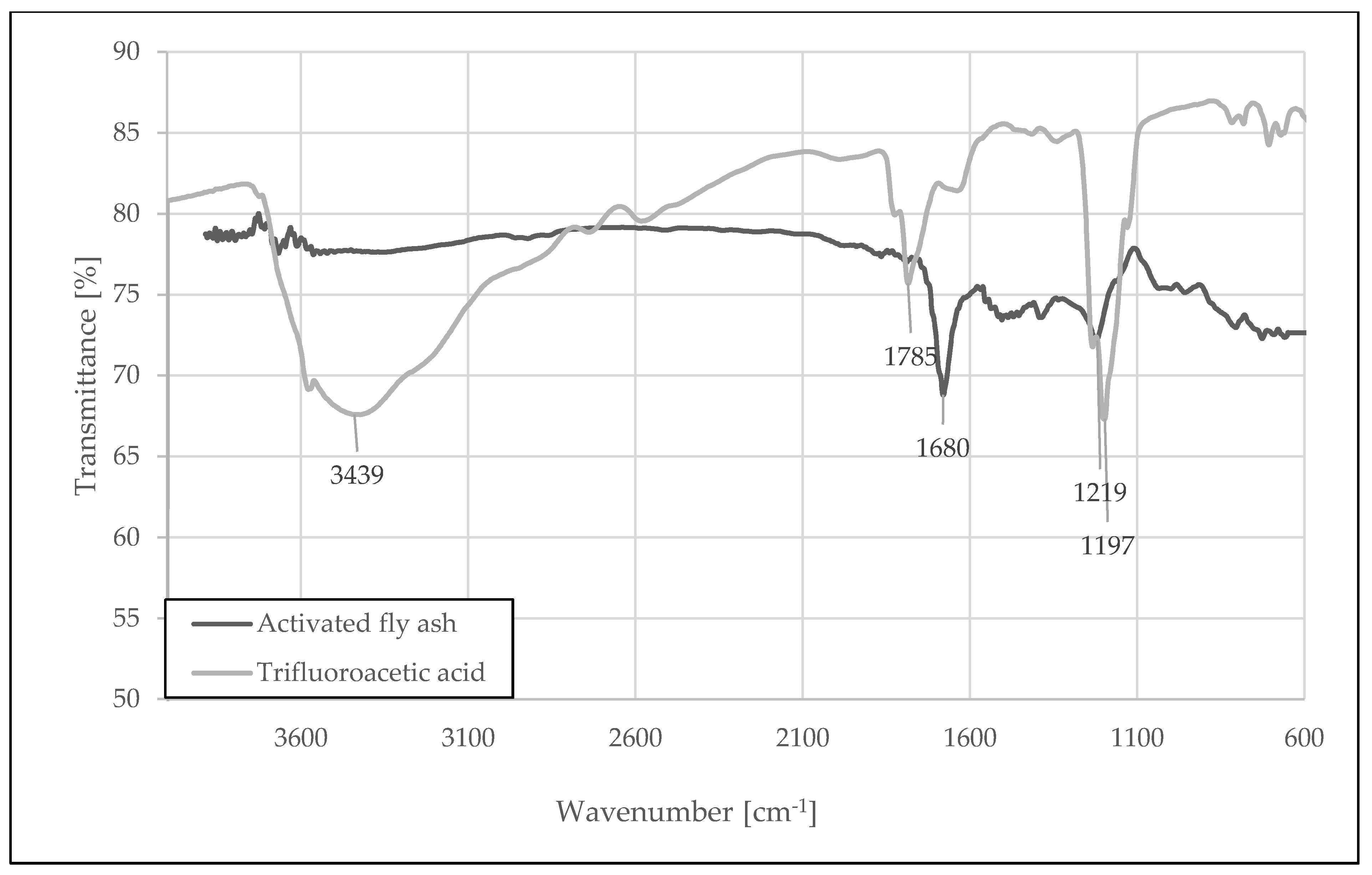
- 10 g of the ash was placed in 100 mL of toluene, with the addition of 0.2 mL of trifluoroacetic acid and a magnetic stirrer;
- -
- it was heated to 105 °C and 2 mL of silane was added;
- -
- the reaction mixture was kept at 105 °C for 5 h with constant stirring;
- -
- the obtained modified ash was filtered, rinsed, and dried at 110 °C for 2 h.
2.2.2. Morphology of Rubber Vulcanizates
2.2.3. Specific Surface Area of Fly Ash Particles
2.2.4. Bound Rubber Content (BdR)
2.2.5. Payne Effect
2.2.6. Mechanical Properties of Rubber Vulcanizates
2.2.7. Abrasion Resistance of Rubber Vulcanizates
3. Results and Discussion
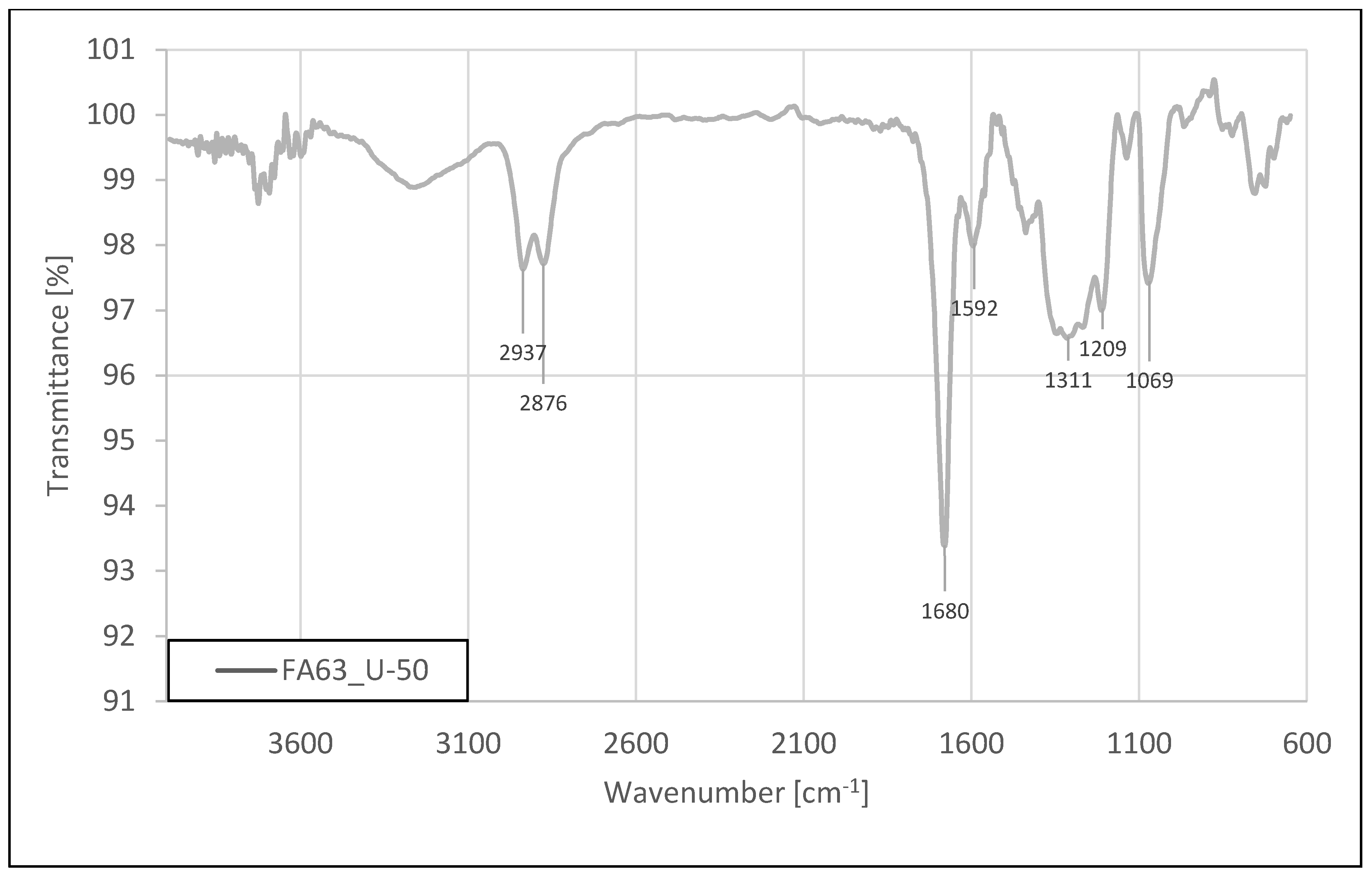
3.1. Susceptibility of Fly Ash to Silanization
- -
- The bigger the ash grains are, the higher the weight loss during heating. Bigger grains have more developed structures and have the potential to contain liquid compounds, evaporating upon heating.
- -
- The loss of mass begins below 100 °C—which indicates the presence of volatile fractions. It is very likely that some of them are water because this fraction decreases for the MTMO sample, i.e., as if it was consumed in the silanization process. In addition, bigger grains contain more carbon compounds, which are burnt during the measurement, as the process is carried out in the air. Water is one of the main products of carbon combustion, so it seems likely that its large proportion will adsorb on the porous surface of the biggest FA particles of the highest SSA.
- -
- Better results were obtained for the finer ash fractions, which contain more mineral compounds (mainly silica), capable of chemically reacting with silanes. Bigger ash fractions, containing more carbon compounds, are not able to chemically react with silanes, but it can be seen that at least some of them are deposited on the present mineral phases (weight loss at 300 °C).
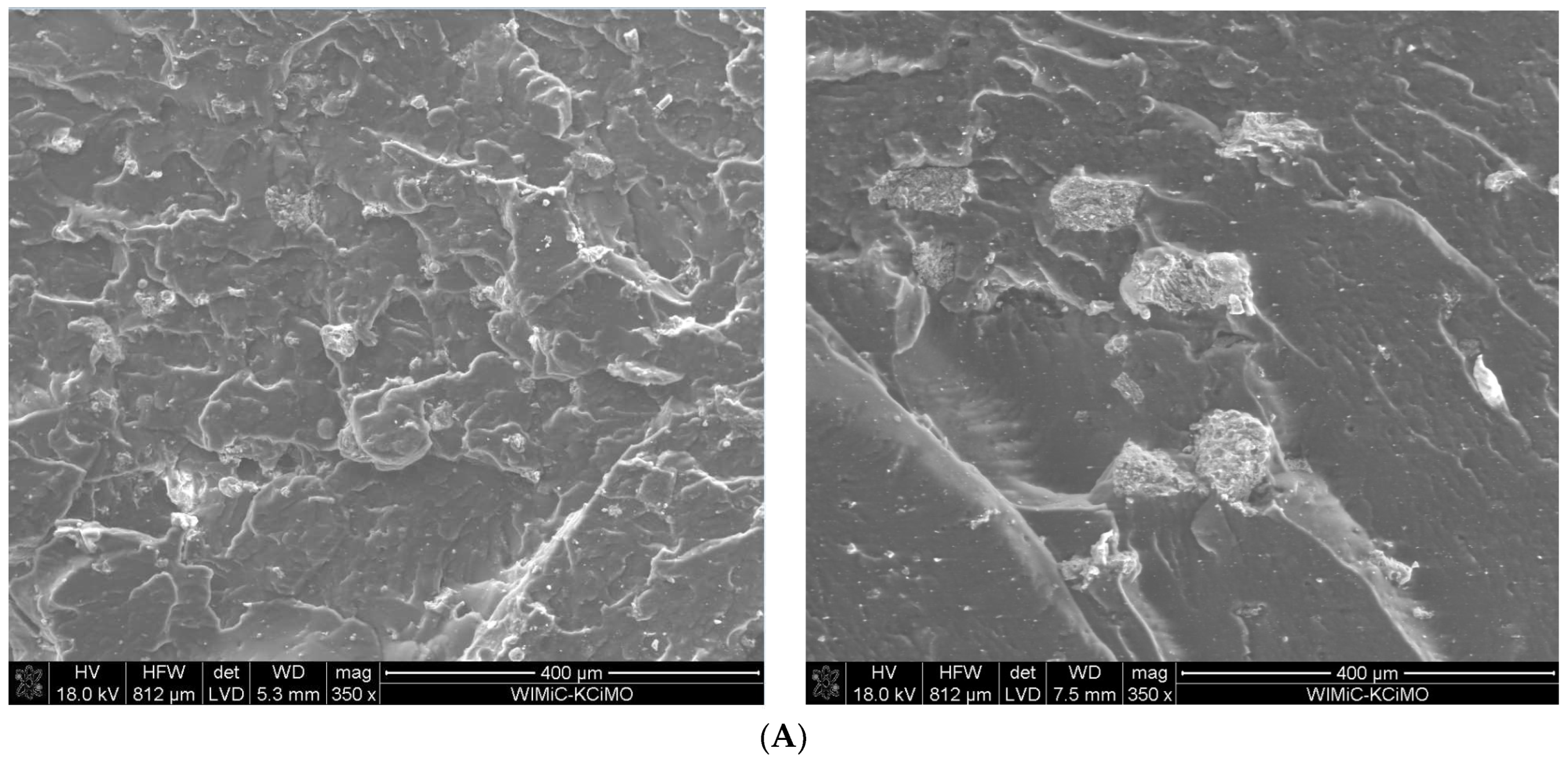
3.2. Morphology of Rubber Vulcanizates
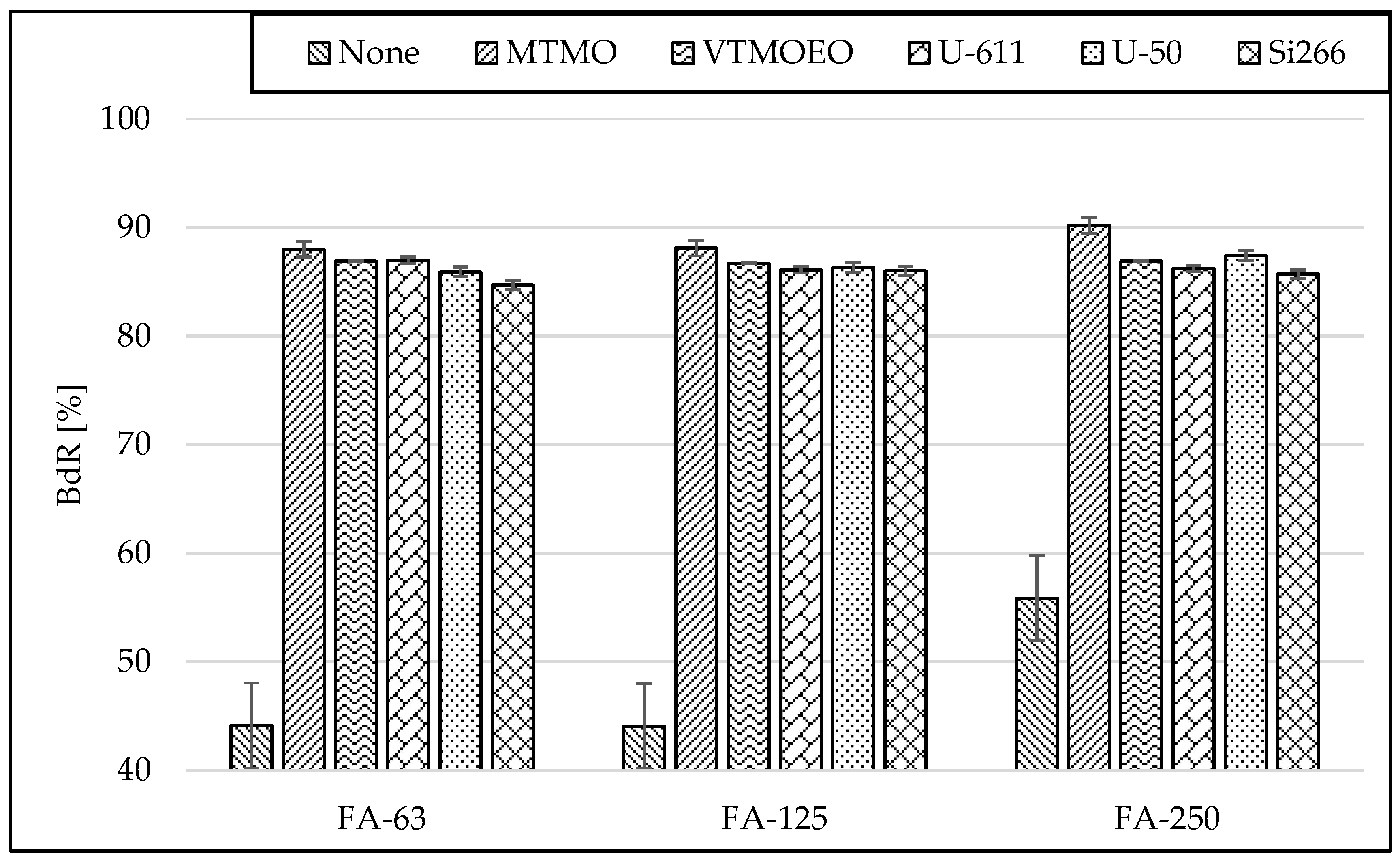
3.3. Bound Rubber Content (BdR)
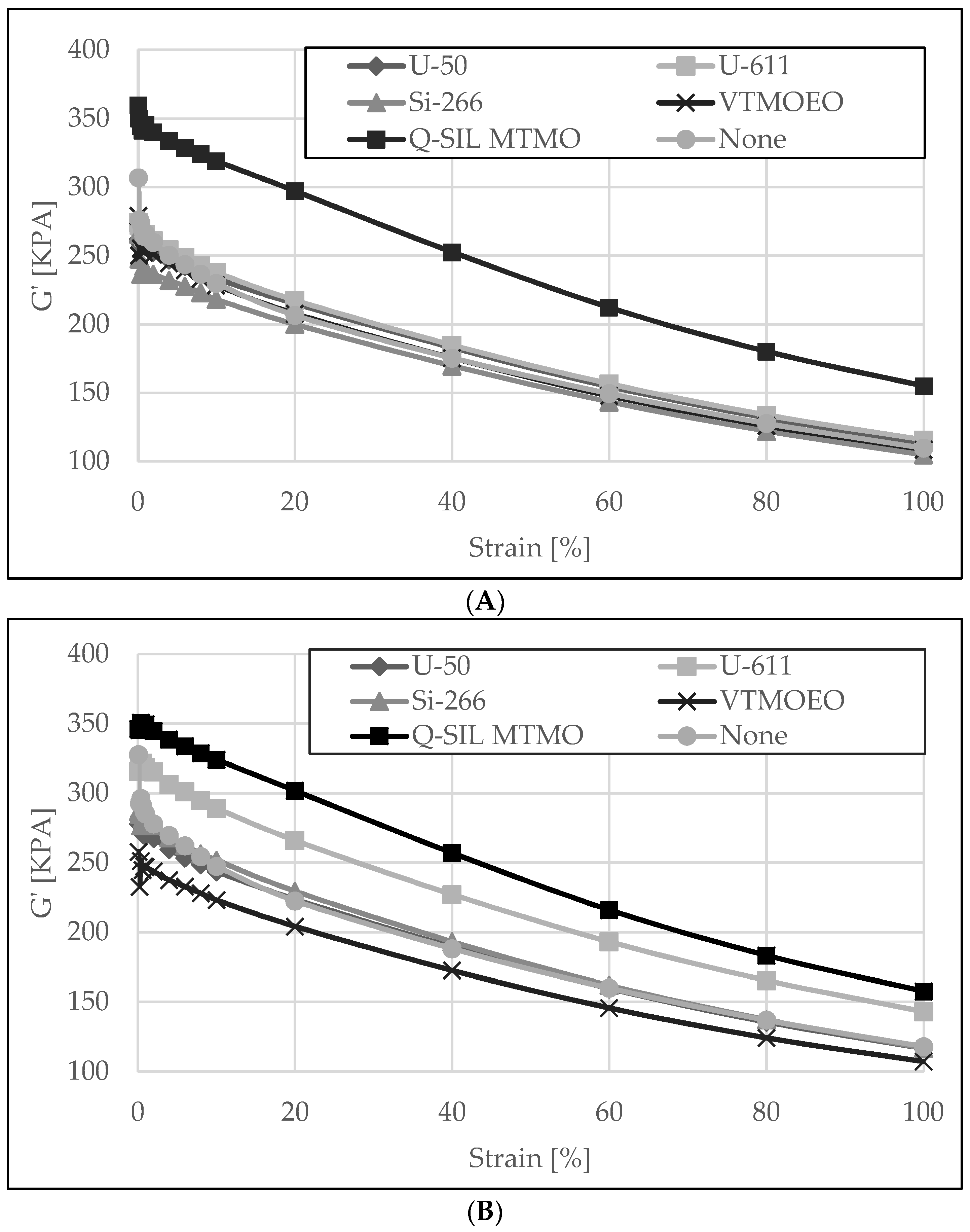
3.4. Payne Effect
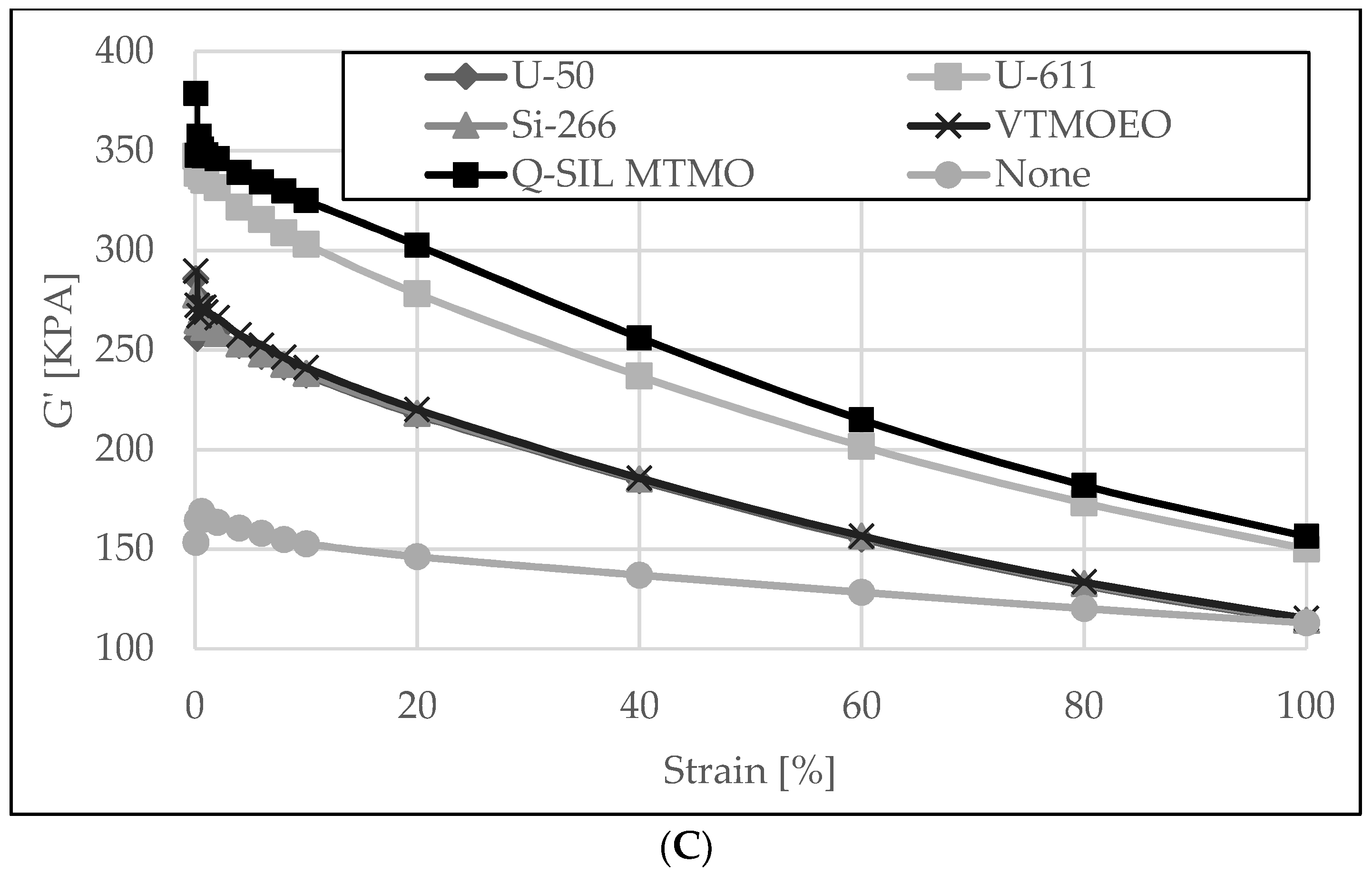
3.5. Kinetics of Vulcanization of Rubber Compounds
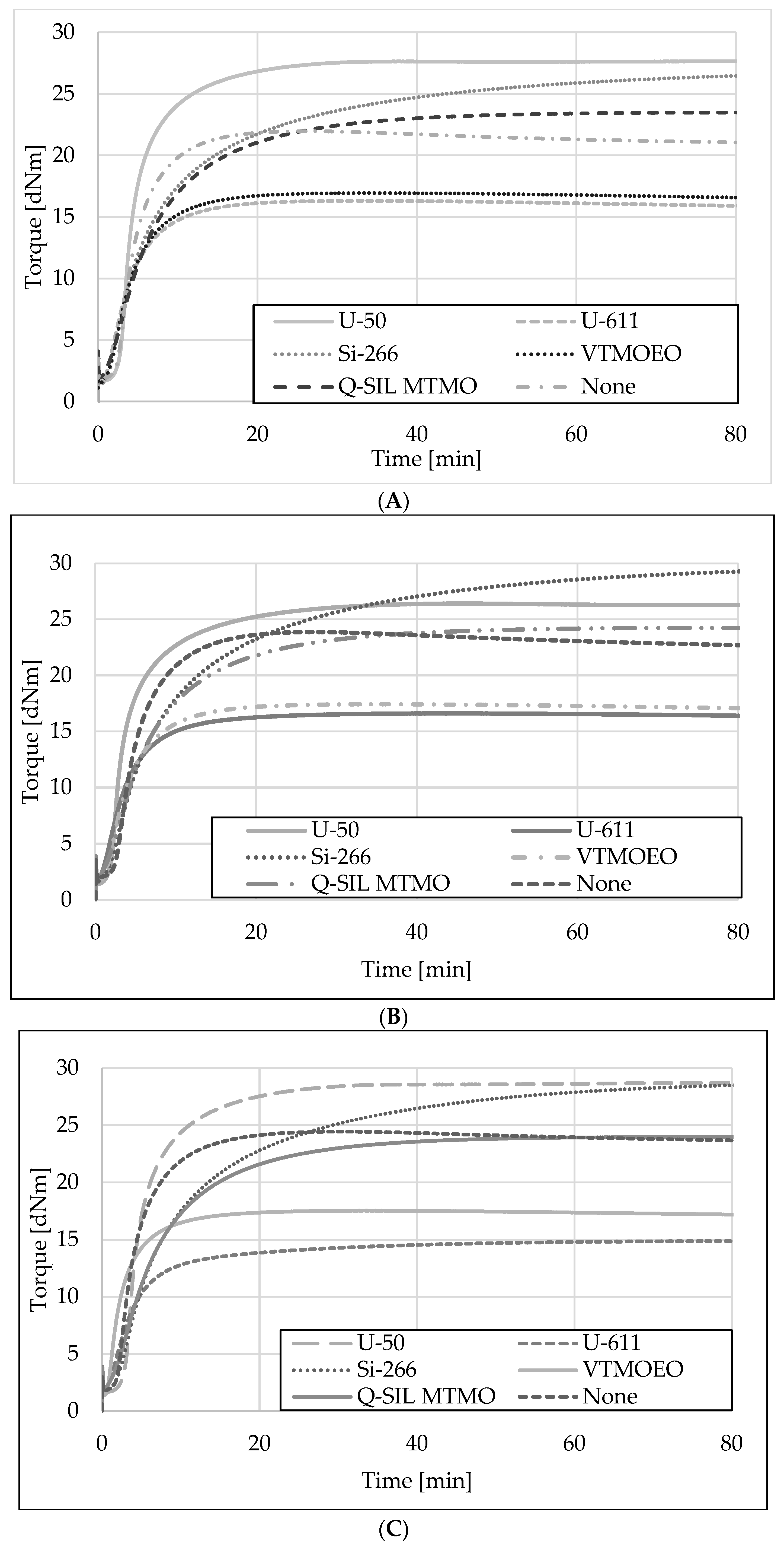
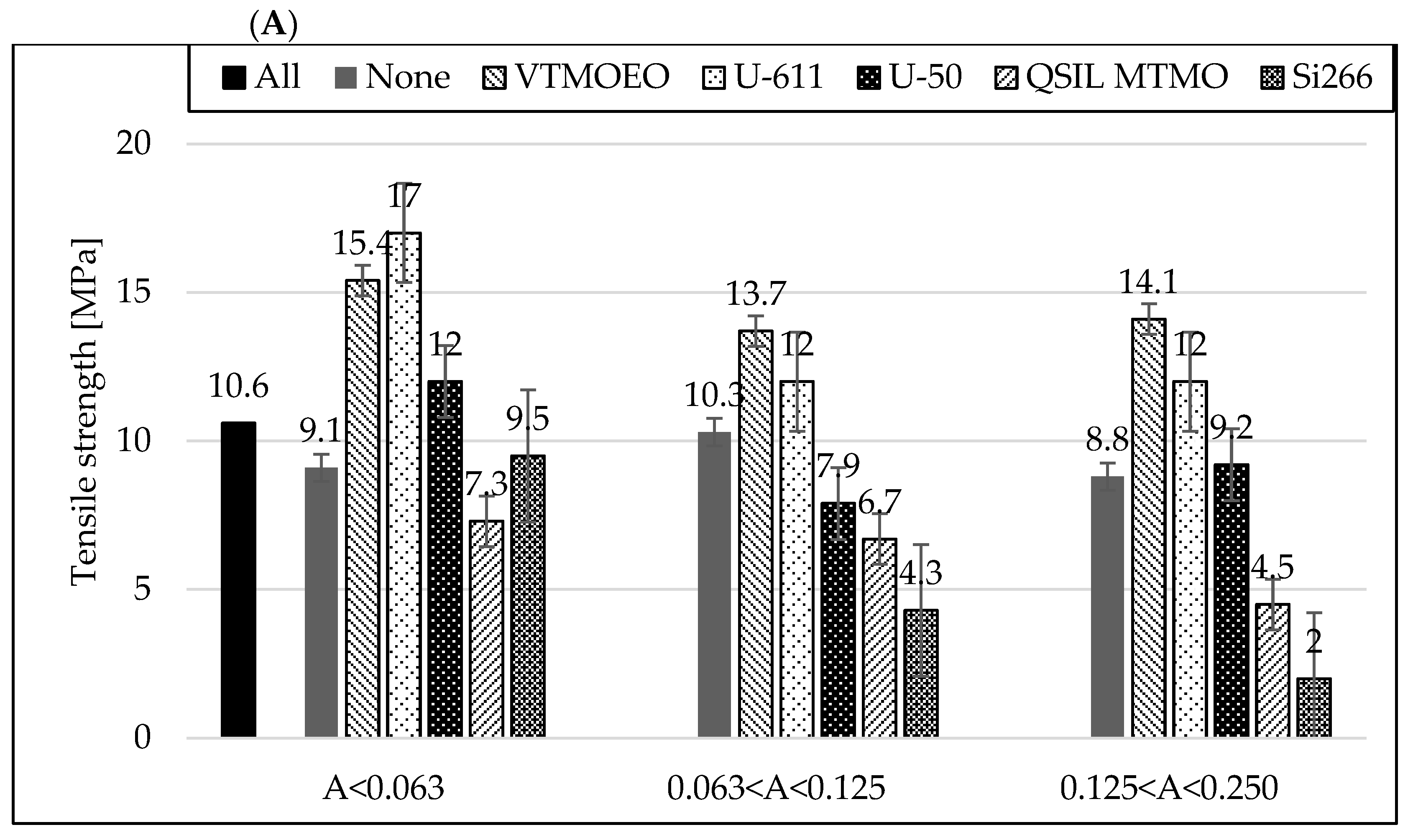
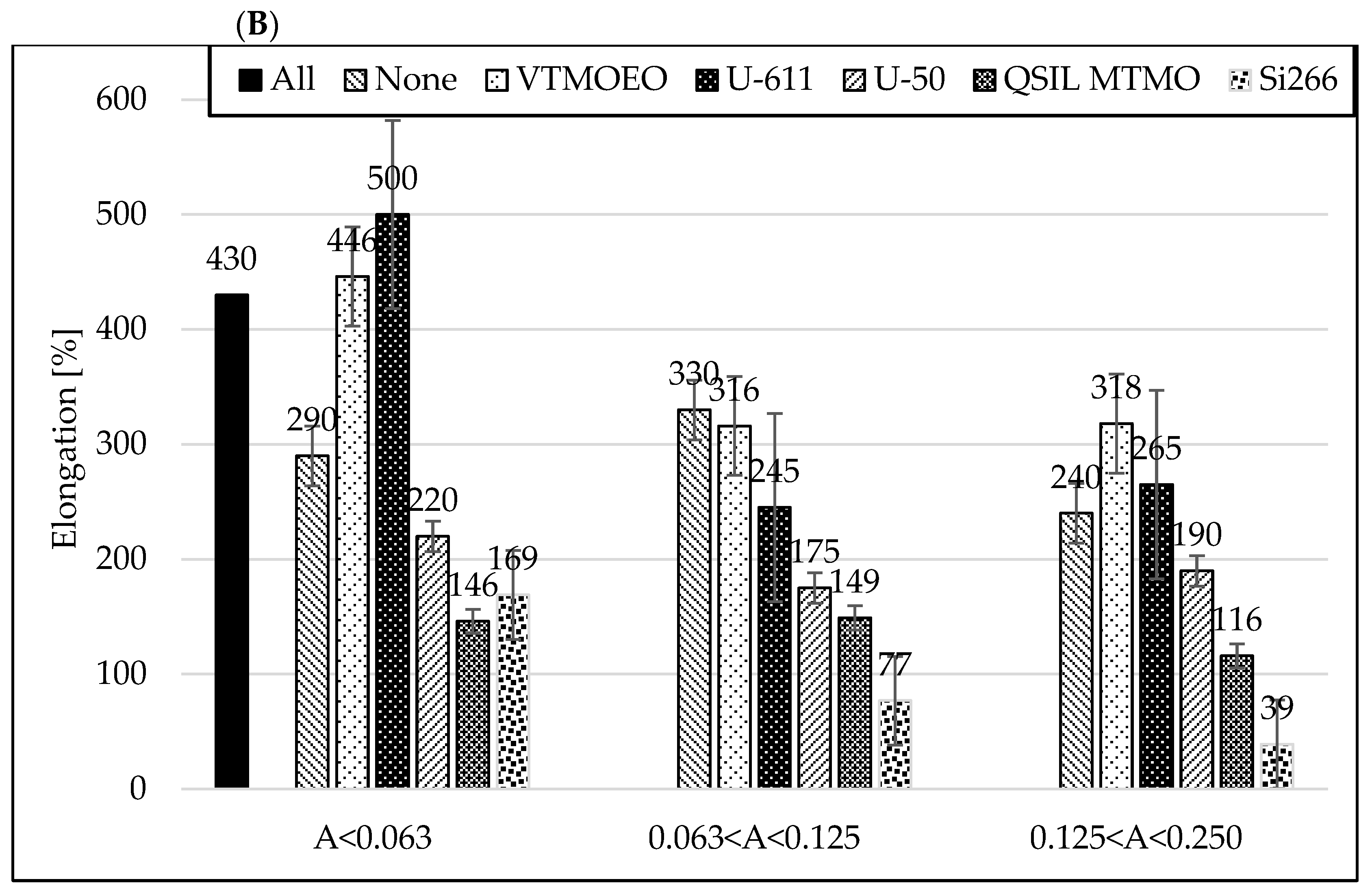
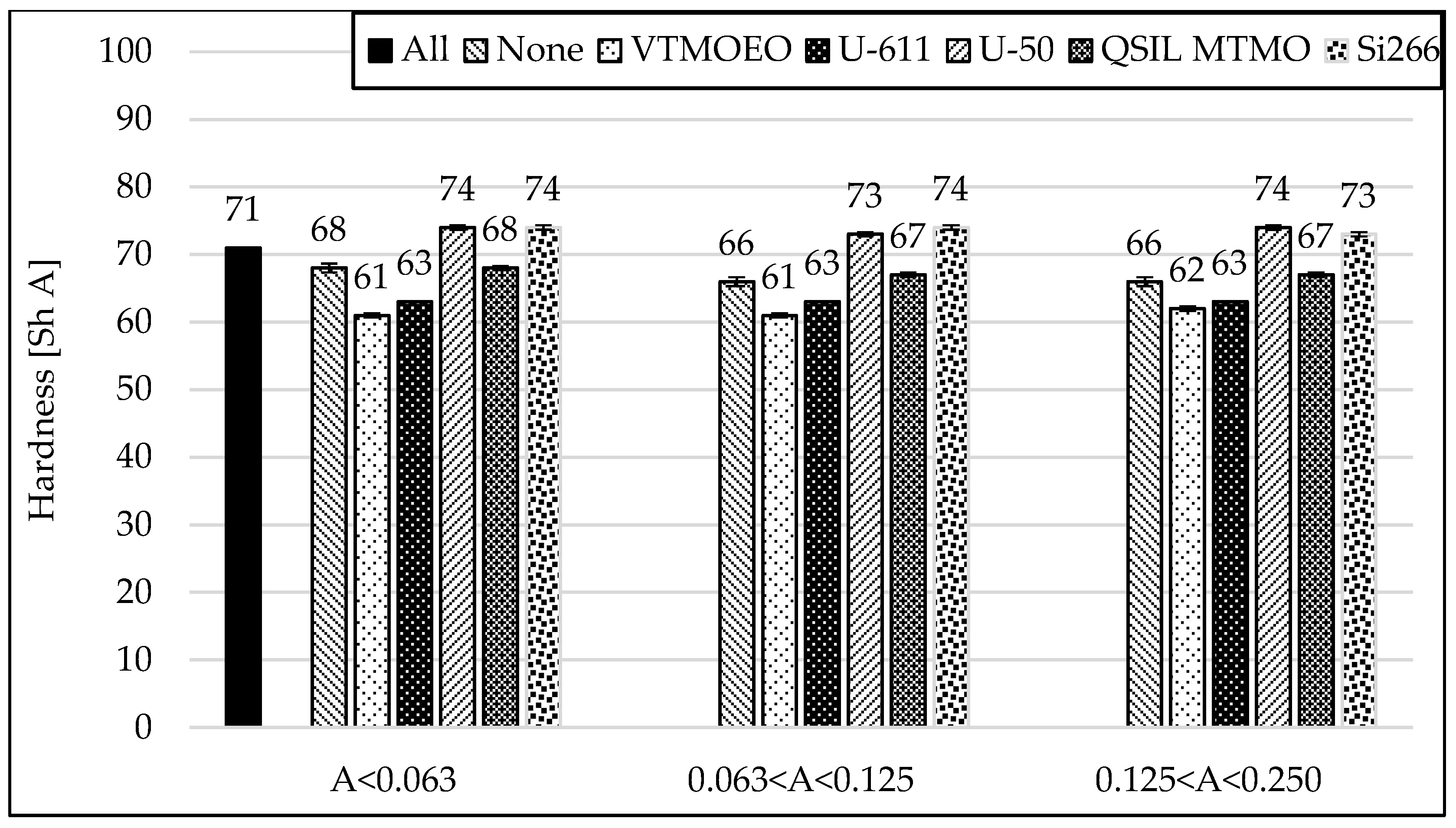
3.6. Mechanical Properties of Rubber Vulcanizates


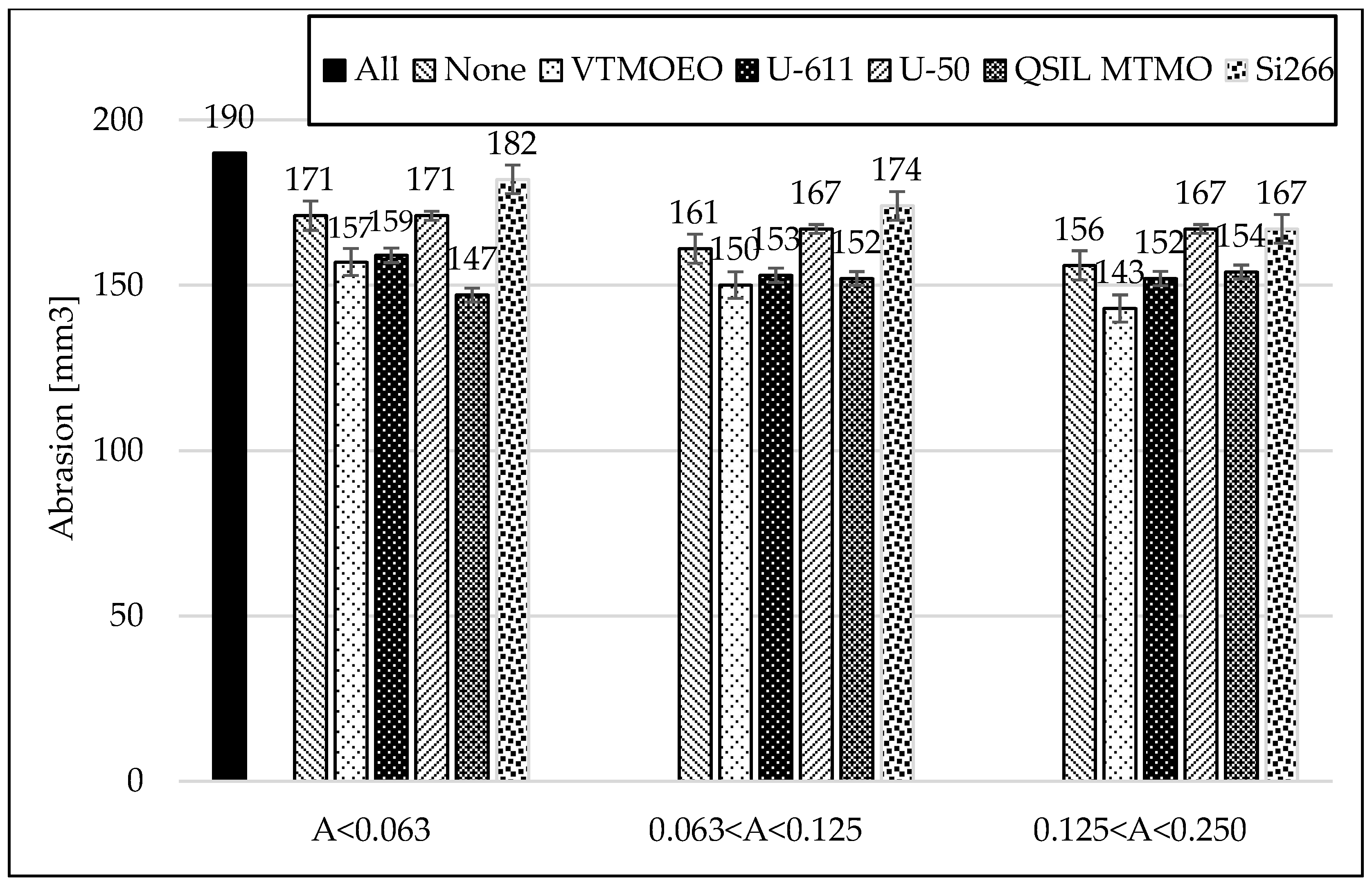
3.7. Abrasion Resistance of Rubber Vulcanizates
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qu, J.; Song, J.; Qu, J. Filling Master Batch and Preparation Method and Application Thereof, and Modified Plastic. CN111718500 (A), 29 September 2020. [Google Scholar]
- Jules, V.M.D.M.A.; Michal, V.E.M. Method for Manufacturing Concrete, Mortar or Grout Using Lignite Fly Ash and Concrete, Mortar or Grout Obtainable by Said Method. EP2831014A1, 4 February 2015. [Google Scholar]
- Kautz, K.M.P.D.; Weissflog, E.D.; Schlichtmann, J. Method and Device for Flyash Beneficiation. EP0310539A2, 5 April 1989. [Google Scholar]
- Styron, R.W.; Abiodun, K.S. Method of Making a Mineral Filler from Fly Ash. US6139960A, 31 October 2000. [Google Scholar]
- Kim, D.I. The Producing Method of Rubber Compound Using Fly Ash for Filler. KR200919565B1, 16 July 2010. [Google Scholar]
- Chen, D.; Wang, Y.; Gao, G.; Yan, C.; Luo, W.; Wang, H.; Dai, Y.; Li, C.; Jia, M. Rubber Packing Preparation Method, Rubber Packing and Compound Rubber. CN106590066B, 12 October 2018. [Google Scholar]
- Yu, H.; Zhou, H. Natural Rubber Filled by Superfine Flyash and Preparing Method Thereof. CN106496658B, 2 October 2018. [Google Scholar]
- Liu, F.; Lu, J. Fly Ash-Based Ceramized Silicone Rubber Composite Material and Preparation Method Thereof. CN111635635A, 8 September 2020. [Google Scholar]
- Dai, W.; Wu, Y.; Dai, C.; Dai, W.; Dai, Z.; Dai, M. Method for Preparing Vinyl-Grafted Modified White Carbon Black by Using Coal Ash. CN107804853A, 16 March 2018. [Google Scholar]
- Dong, T. Low-Temperature-Resistant Fluorosilicone Rubber Material and Preparation Method Thereof. CN108410181A, 17 August 2018. [Google Scholar]
- Zhang, J. Method for Producing Rubber Reinforcing Agent. CN1508174A, 30 June 2004. [Google Scholar]
- Gao, S.; Yang, K. Preparation of Modified Fly Ash Micro-Sphere Rubber Filling. CN101348578B, 21 January 2009. [Google Scholar]
- Xie, M.; Zhang, Y.; Wang, G.; Zheng, C. Modified Fly Ash, Preparation Method Thereof, and Preparation Apparatus Thereof. CN102732063A, 17 October 2012. [Google Scholar]
- Wei, C.; Luo, F.; Jiang, Y.; Xue, B.; Sun, Y.; Li, F.; Gao, Q. Method for Preparing Rubber Filler by Modifying Coal Ash Waste Slag Obtained after Extracting Aluminum through Acid Process. CN102775816B, 14 November 2012. [Google Scholar]
- Zhang, L.; Ye, Q. Ultrafine Fly Ash Reinforced Styrene Butadiene Rubber and Preparation Method Thereof. CN106496698B, 15 March 2017. [Google Scholar]
- Cheng, Z.; Wang, M. Butadiene Styrene Rubber Filled with Superfine Coal Ash and Preparation Method. CN106633251B, 10 May 2017. [Google Scholar]
- Wang, F. Ultrafine Powder Reinforced Rubber as well as Preparation Method and Application Thereof. CN111909428A, 10 November 2020. [Google Scholar]
- Qu, L.; Yu, G.; Xie, X.; Wang, L.; Li, J.; Zhao, Q. Effect of silane coupling agent on filler and rubber interaction of silica reinforced solution styrene butadiene rubber. Polym. Compos. 2013, 34, 1575–1582. [Google Scholar] [CrossRef]
- Sroka, J.; Rybak, A.; Sekula, R.; Filipczak, P.; Kozanecki, M.; Sitarz, M. Two-Step procedure of Fly Ash modification as an alternative method for creation of functional composite. J. Polym. Environ. 2017, 25, 1342–1347. [Google Scholar] [CrossRef]
- Nabil, A.N.; Alkadasi, D.G.; Kapadi, H.U.R. Effect of coupling agent on the mechanical properties of fly ash-filled polybutadiene rubber. J. Appl. Polym. Sci. 2014, 91, 1322–1328. [Google Scholar] [CrossRef]
- Thongsang, S.; Sombatsompop, N. Effect of NaOH and Si69 Treatments on the Properties ofFly Ash/Natural Rubber Composites. Polym. Compos. 2006, 27, 30–40. [Google Scholar] [CrossRef]
- Sombatsompop, N.; Wimolmala, E.; Markpin, T. Fly-ash particles and precipitated silica as fillers in rubber. II. Effects of silica content and Si69-treatment in natural rubber/styrene-butadiene rubber vulcanizates. J. Appl. Polym. Sci. 2007, 104, 3396–3405. [Google Scholar] [CrossRef]
- Alkadasi, N.A.N.; Hundiwale, D.G.; Kapadi, U.R. Effect of titanate coupling agent on the mechanical properties of fly ash filled styrene butadiene. J. Indian Chem. Soc. 2005, 82, 981–984. [Google Scholar]
- Alkadasi, N.A.N.; Hundiwale, D.G.; Kapadi, U.R. Effect of titanate coupling agent on the mechanical properties of fly ash filled chloroprene rubber. Polym. -Plast. Technol. Eng. 2006, 45, 415–420. [Google Scholar] [CrossRef]
- Dasaesamoh, A.; Osotchan, T.; Subannajui, K. Mechanical strength of natural rubber filled fly ash. IOP Conf. Ser. Mater. Sci. Eng. 2019, 625, 012013. Available online: https://www.researchgate.net/publication/336160383_Mechanical_strength_of_natural_rubber_filled_fly_ash (accessed on 20 June 2022). [CrossRef]
- Garde, K.; McGill, W.J.; Woolard, C.D. Surface modification of fly ash-characterisation and evaluation as reinforcing filler in polyisoprene. Plastics, Rubber and Composites. Macromol. Eng. 1999, 28, 1–10. [Google Scholar] [CrossRef]
- Plueddemann, E.P. Nature of Adhesion Through Silane Coupling Agents. In Silane Coupling Agents; Springer: Boston, MA, USA, 1991; pp. 115–152. [Google Scholar] [CrossRef]
- Orczykowski, W.; Bieliński, D.M.; Anyszka, R.; Pędzich, Z. Fly ash from lignite combustion as a filler for rubber mixes. Part I: Physical valorisation of fly ash. Materials 2022, 15, 4869. [Google Scholar] [CrossRef]
- Chen, T.; Sang, Y.; Zhou, Y.; Ji, L.; Han, X.; Hu, P.; Miao, P.; Gao, J.; Zhao, Y. Facile and Controllable Preparation of Poly(St-co-MMA)/FA Microspheres Used as Ultra-Lightweight Proppants. Materials 2021, 14, 7390. [Google Scholar] [CrossRef] [PubMed]
- Available online: http://www.unisil.pl/index.php?i=19 (accessed on 21 June 2022).
- Available online: http://www.unisil.pl (accessed on 21 June 2022).
- Chakravarty, S.; Banerjee, D.; Sircar, A.K. Thiol group formation in the vulcanization of natural rubber. J. Appl. Polym. Sci. 1964, 8, 2261–2268. [Google Scholar] [CrossRef]
- Available online: https://www.luvomaxx.de/en/products/rubber-chemicals/ (accessed on 29 June 2022).
- Available online: https://products-re.evonik.com/www2/uploads/productfinder/Dynasylan-MTMO-EN.pdf (accessed on 29 June 2022).
- Available online: https://www.hbchemical.com/wp-content/uploads/2016/03/Si-266-Silane-Product-Information-Sheet.pdf (accessed on 29 June 2022).
- Bernal-Ortega, P.; Anyszka, R.; Morishita, Y.; di Ronza, R.; Blume, A. Comparison between SBR Compounds Filled with In-Situ and Ex-Situ Silanized Silica. Polymers 2021, 13, 281. [Google Scholar] [CrossRef] [PubMed]
- Choi, S.S.; Ko, E. Novel test method to estimate bound rubber formation of silica-filled solution styrene-butadiene rubber compounds. Polym. Test. 2014, 40, 170–177. [Google Scholar] [CrossRef]
- Comí, M.; Fernández, M.; Santamaría, A.; Lligadas, G.; Ronda, J.C.; Galià, M.; Cádiz, V. Carboxylic Acid Ionic Modification of Castor-Oil-Based Polyurethanes Bearing Amine Groups: Chemically Tunable Physical Properties and Recyclability. Macromol. Chem. Phys. 2017, 218, 1700379. [Google Scholar] [CrossRef]
- Valenti, L.E.; Paci, M.B.; de Pauli, C.P.; Giacomelli, C.E. Infrared study of trifluoroacetic acid unpurified synthetic peptides in aqueous solution: Trifluoroacetic acid removal and band assignment. Anal. Biochem. 2011, 410, 118–123. [Google Scholar] [CrossRef]
- Jin, J.; Noordermeer, J.W.; Dierkes, W.K.; Blume, A. The effect of silanization temperature and time on the marching modulus of silica-filled tire tread compounds. Polymers 2020, 12, 209. [Google Scholar] [CrossRef]
- He, X.; Rytoluoto, I.; Anyszka, R.; Mahtabani, A.; Saarimaki, E.; Lahti, K.; Paajanen, M.; Dierkes, W.; Blume, A. Silica Surface-Modification for Tailoring the Charge Trapping Properties of PP/POE Based Dielectric Nanocomposites for HVDC Cable Application. IEEE Access 2020, 8, 87719–87734. [Google Scholar] [CrossRef]
- Gruendken, M.; Velencoso, M.M.; Koda, D.; Blume, A. Silane-modified low molecular weight ‘liquid’ polymers in sulfur cured mixtures of styrene-butadiene copolymers and silica. Polym. Test. 2021, 93, 106997. [Google Scholar] [CrossRef]
- Anyszka, R.; Bieliński, D.M.; Siciński, M.; Gozdek, T.; Okraska, M.; Chudzik, J.; Imiela, M.; Wręczycki, J.; Pietrzak, D.; Gralewski, J.; et al. Improving adhesion between acrylonitrile-butadiene rubber and glass fiber cord by covalent bonding and secondary polar interactions. Polym. Bull. 2022. [Google Scholar] [CrossRef]
- Sato, M.; Mihara, S.; Amino, N.; Dierkes, W.K.; Blume, A. Reactivity study of mercapto-silane and sulfide-silane with polymer. Rubber Chem. Technol. 2020, 93, 319–345. [Google Scholar] [CrossRef]
- Sengloyluan, K.; Dierkes, W.K.; Noordermeer, J.W.M.; Sahakaro, K. Reinforcement Efficiency of Silica in Dependence of different Types of Silane Coupling Agents in Natural Rubber-based Tire Compounds. Kautsch. Gummi Kunstst. 2016, 69, 44–53. [Google Scholar]
- Dang, T.T.N.; Kim, J.K.; Kim, K.-J. Concentration Effects of Organosilane (TESPD) on Mechanical Properties of Silica Filled Silicone Rubber/Natural Rubber Compounds. Int. Polym. Processing 2011, 26, 368–374. [Google Scholar] [CrossRef]
- Ge, X.; Li, M.C.; Cho, U.R. Novel One-Step Synthesis of Acrylonitrile Butadiene Rubber/Bentonite Nanocomposites with (3-Mercaptopropyl)trimethoxysilane as a Compatilizer. Polym. Compos. 2014, 36, 1693–1702. [Google Scholar] [CrossRef]
- Yan, H.; Sun, K.; Zhang, Y.; Zhang, Y.; Fan, Y. Effect of silane coupling agents on the vulcanization characteristics of natural rubber. J. Appl. Polym. Sci. 2004, 94, 1511–1518. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sequence of the Ingredients Addition | Time from Mixing Start [min]/Temperature [°C] |
|---|---|
| Adding rubber (SBR; Ker 1500) | 0/25 |
| Adding CB, stearic acid, and ZnO | 1.5/90 |
| Adding fly ash and ½ silane | 3/100 |
| Adding ½ silane | 4/135 |
| End of mixing | 8–9/max. 140 |
| Rubber Compound Components [phr] | CB-FA-All | CB-FA-250 | CB-FA-250-U-50 | CB-FA-250-U-611 | CB-FA-250-Si-266 | CB-FA-250-VTMOEO | CB-FA-250-MTMO | CB-FA-125 | CB-FA-125-U-50 | CB-FA-125-U-611 | CB-FA-125-Si-266 | CB-FA-125-VTMOEO | CB-FA-125-MTMO | CB-FA-63 | CB-FA-63-U-50 | CB-FA-63-U-611 | CB-FA-63-Si-266 | CB-FA-63-VTMOEO | CB-FA-63-MTMO |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SBR, Ker 1500 | 100 | ||||||||||||||||||
| Stearic acid | 3 | ||||||||||||||||||
| ZnO | 5 | ||||||||||||||||||
| Carbon black, N 220 | 30 | ||||||||||||||||||
| FA-All | 20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 0.125 < FA < 0.250 | - | 20 | 20 | 20 | 20 | 20 | 20 | - | - | - | - | - | - | - | - | - | - | - | - |
| 0.125 > FA > 0.063 | - | - | - | - | - | - | - | 20 | 20 | 20 | 20 | 20 | 20 | - | - | - | - | - | - |
| FA < 0.063 | - | - | - | - | - | - | - | - | - | - | - | - | - | 20 | 20 | 20 | 20 | 20 | 20 |
| Silane U-50 | - | - | 5 | - | - | - | - | - | 5 | - | - | - | - | - | 5 | - | - | - | - |
| Silane U-611 | - | - | - | 3.1 | - | - | - | - | - | 3.1 | - | - | - | - | - | 3.1 | - | - | - |
| Silane Si-266 | - | - | - | - | 5.7 | - | - | - | - | - | 5.7 | - | - | - | - | - | 5.7 | - | - |
| Silane VTMOEO | - | - | - | - | - | 5.9 | - | - | - | - | - | 5.9 | - | - | - | - | - | 5.9 | - |
| Silane QSIL MTMO | - | - | - | - | - | - | 4.1 | - | - | - | - | - | 4.1 | - | - | - | - | - | 4.1 |
| Sulfur | 2 | ||||||||||||||||||
| N-cykloheksylo-2-benzothiazyl sulfenamide, CBS | 1 | ||||||||||||||||||
| Tetramethylthiu-ram disulfide, TMTD | 1 | ||||||||||||||||||
| Filler System + Silane | Dispersion, D [%] |
|---|---|
| CB+FA-63 | 30.8 |
| CB+FA-125 | 45.5 |
| CB+FA-250 | 60.0 |
| CB+FA-63-U-50 | 43.3 |
| CB+FA-125-U-50 | 84.7 |
| CB+FA-250-U-50 | 59.8 |
| CB+FA-63-U-611 | 34.0 |
| CB+FA-125-U-611 | 50.9 |
| CB+FA-250-U-611 | 64.6 |
| CB+FA-63-Si-266 | 39.3 |
| CB+FA-125-Si-266 | 58.6 |
| FA-250-Si-266 | 52.0 |
| CB+FA-63-VTMOEO | 34.3 |
| CB+FA-125-VTMOEO | 45.0 |
| CB+FA-250-VTMOEO | 52.4 |
| CB+FA-63-MTMO | 34.0 |
| CB+FA-125-MTMO | 42.5 |
| CB+FA-250-MTMO | 61.4 |
| FA Treatment | BET [m2/g] |
|---|---|
| Unmodified | 18.2 ± 0.03 |
| U-611 | 6.36 ± 0.03 |
| U-50 | 5.69 ± 0.01 |
| VTMOEO | 5.56 ± 0.01 |
| Without Silane | U-50 | U-611 | VTMOEO | Q-SIL MTMO | Si-266 | |
|---|---|---|---|---|---|---|
| FA-63 | ||||||
| G′ at 100% | 109.6 | 113.3 | 115.7 | 108.6 | 154.9 | 104.8 |
| G′max-G′min | 166.5 | 154.8 | 156.4 | 146.7 | 195.1 | 142.7 |
| FA-125 | ||||||
| G′ at 100% | 118.0 | 116.7 | 143.1 | 107.2 | 157.7 | 116.8 |
| G′max-G′min | 174.7 | 161.2 | 176.5 | 144.0 | 193.1 | 168.1 |
| FA-250 | ||||||
| G′ at 100% | 112.9 | 113.4 | 150.0 | 115.1 | 156.4 | 114.3 |
| G′max-G′min | 51.4 | 162.2 | 188.7 | 157.2 | 194.5 | 150.3 |
| Parameter Sample | t90 [min] | t02 [min] | Mmin [dNm] | Mmax [dNm] | ΔM [dNm] |
|---|---|---|---|---|---|
| CB + FA-63 | 10.2 | 2.5 | 1.7 | 22.0 | 20.3 |
| CB + FA-125 | 11.4 | 2.6 | 1.8 | 23.9 | 22.1 |
| CB + FA-250 | 10.6 | 2.1 | 1.7 | 24.4 | 22.7 |
| CB + FA-63-U-50 | 12.0 | 2.7 | 1.6 | 27.6 | 26.0 |
| CB + FA-125-U-50 | 13.3 | 1.9 | 1.4 | 26.4 | 25.0 |
| CB + FA-250-U-50 | 13.5 | 2.8 | 1.6 | 28.8 | 27.2 |
| CB + FA-63-U-611 | 10.3 | 1.5 | 1.5 | 16.3 | 14.8 |
| CB + FA-125-U-611 | 10.3 | 1.3 | 1.7 | 16.6 | 14.9 |
| CB + FA-250-U-611 | 15.8 | 1.5 | 1.8 | 14.9 | 13.1 |
| CB + FA-63-Si-266 | 33.7 | 1.8 | 1.4 | 26.6 | 25.2 |
| CB + FA-125-Si-266 | 36.9 | 2.0 | 1.6 | 29.5 | 27.9 |
| FA-250-Si-266 | 35.4 | 2.3 | 1.6 | 28.7 | 27.1 |
| CB + FA-63-VTMOEO | 10.6 | 1.8 | 1.5 | 16.9 | 15.4 |
| CB + FA-125-VTMOEO | 10.4 | 1.6 | 1.5 | 17.4 | 15.9 |
| CB + FA-250-VTMOEO | 7.9 | 1.0 | 1.4 | 17.5 | 16.1 |
| CB + FA-63-MTMO | 21.4 | 1.8 | 2.0 | 23.5 | 21.5 |
| CB + FA-125-MTMO | 21.1 | 1.8 | 2.0 | 24.3 | 22.3 |
| CB + FA-250-MTMO | 20.8 | 1.9 | 2.0 | 24.0 | 22.0 |
| Parameter | SE 100 [MPa] | SE 200 [MPa] | SE 300 [MPa] | |
|---|---|---|---|---|
| Sample | ||||
| CB + FA | 4.4 | 6.2 | 9.5 | |
| CB + FA-63 | 4.0 | 6.6 | - | |
| CB + FA-125 | 4.3 | 6.3 | 9.8 | |
| CB + FA-250 | 3.8 | 5.9 | - | |
| CB + FA-63-U-50 | 4.2 | 10.2 | - | |
| CB + FA-125-U-50 | 4.0 | - | - | |
| CB + FA-250-U-50 | 4.2 | - | - | |
| CB + FA-63-U-611 | 1.4 | 4.2 | 8.4 | |
| CB + FA-125-U-611 | 3.4 | 8.8 | - | |
| CB + FA-250-U-611 | 3.0 | 7.2 | - | |
| CB + FA-63-Si-266 | 4.6 | - | - | |
| CB + FA-125-Si-266 | - | - | - | |
| FA-250-Si-266 | - | - | - | |
| CB + FA-63-VTMOEO | 1.8 | 3.4 | 7.4 | |
| CB + FA-125-VTMOEO | 2.4 | 7.0 | 12.9 | |
| CB + FA-250-VTMOEO | 2.4 | 7.1 | 13.0 | |
| CB + FA-63-MTMO | 4.8 | - | - | |
| CB + FA-125-MTMO | 4.0 | - | - | |
| CB + FA-250-MTMO | 3.8 | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orczykowski, W.; Bieliński, D.M.; Anyszka, R.; Gozdek, T.; Klajn, K.; Celichowski, G.; Pędzich, Z.; Wojteczko, A. Fly Ash from Lignite Combustion as a Filler for Rubber Mixes—Part II: Chemical Valorisation of Fly Ash. Materials 2022, 15, 5979. https://doi.org/10.3390/ma15175979
Orczykowski W, Bieliński DM, Anyszka R, Gozdek T, Klajn K, Celichowski G, Pędzich Z, Wojteczko A. Fly Ash from Lignite Combustion as a Filler for Rubber Mixes—Part II: Chemical Valorisation of Fly Ash. Materials. 2022; 15(17):5979. https://doi.org/10.3390/ma15175979
Chicago/Turabian StyleOrczykowski, Wojciech, Dariusz M. Bieliński, Rafał Anyszka, Tomasz Gozdek, Katarzyna Klajn, Grzegorz Celichowski, Zbigniew Pędzich, and Agnieszka Wojteczko. 2022. "Fly Ash from Lignite Combustion as a Filler for Rubber Mixes—Part II: Chemical Valorisation of Fly Ash" Materials 15, no. 17: 5979. https://doi.org/10.3390/ma15175979