
The Pore Microstructure Evolution and Porous Properties of Large Capillary Pressure Wicks Sintered with Carbonyl Nickel Powder

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
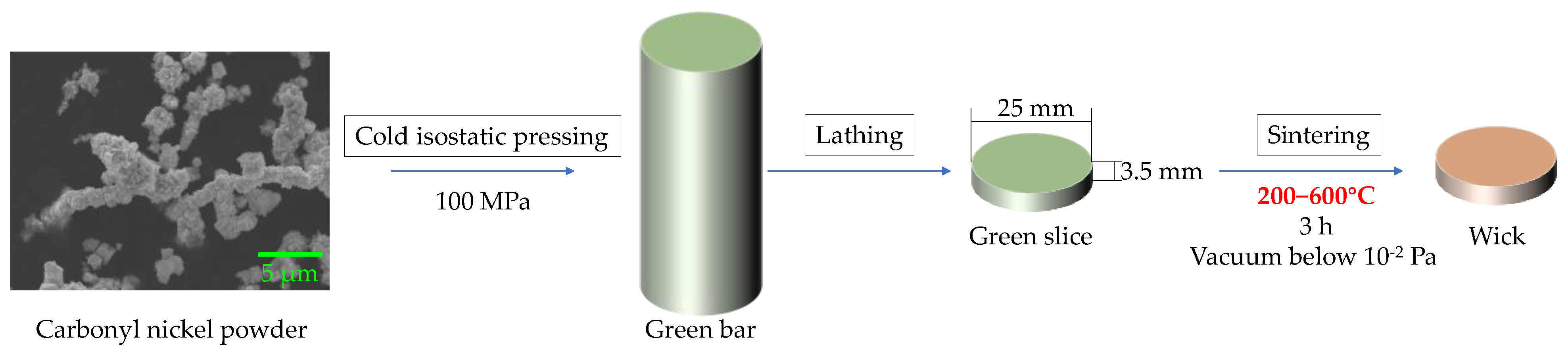
2. Materials and Methods
3. Results and Discussion
3.1. Evolution of Porosity and Volume-Specific Surface Area
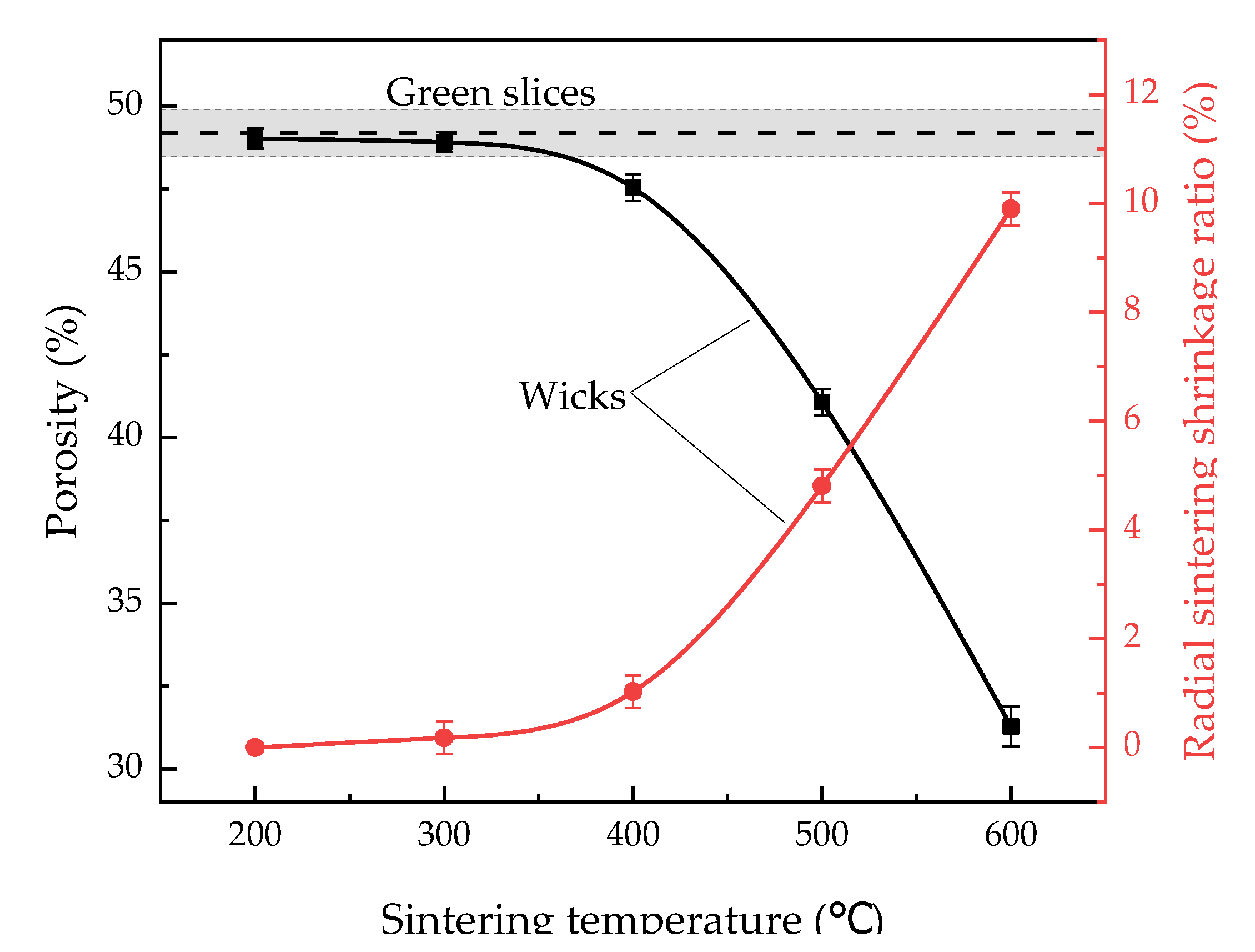
3.1.1. Porosity
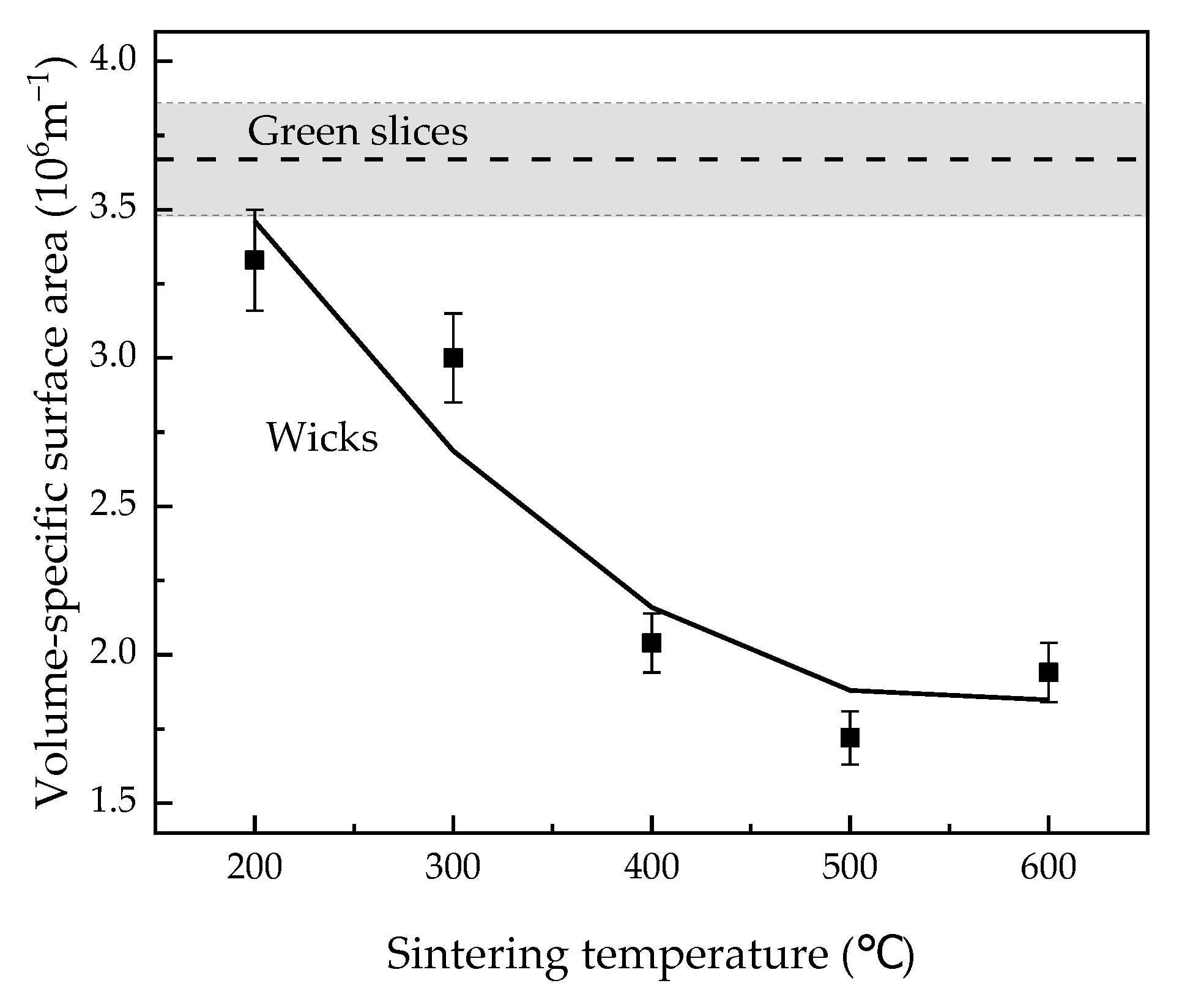
3.1.2. Volume-Specific Surface Area
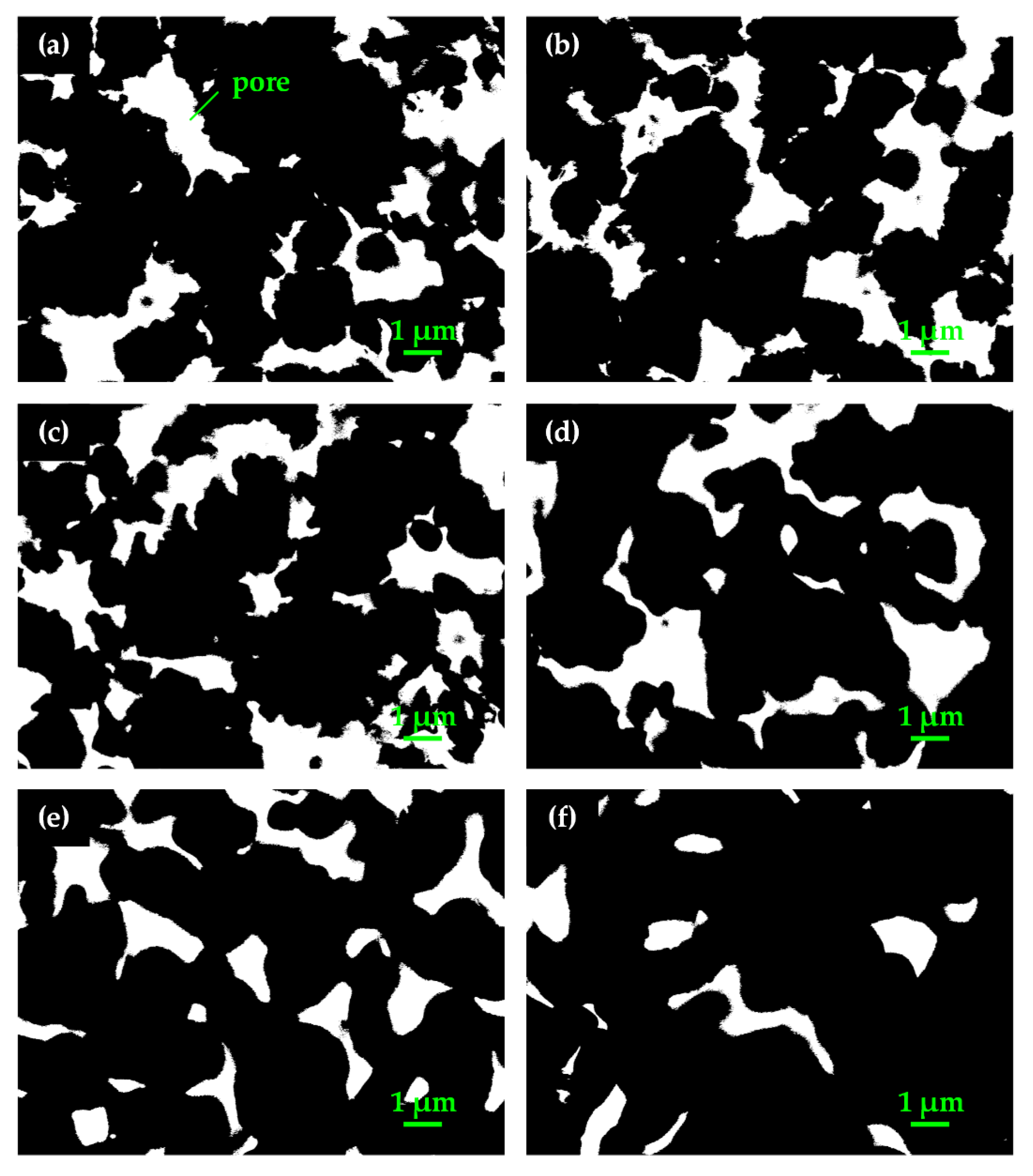
3.2. Evolution of Pore Size
3.2.1. Evolution of Mean Pore Diameter
3.2.2. Evolution of Maximum Pore Diameter
3.3. Porous Properties
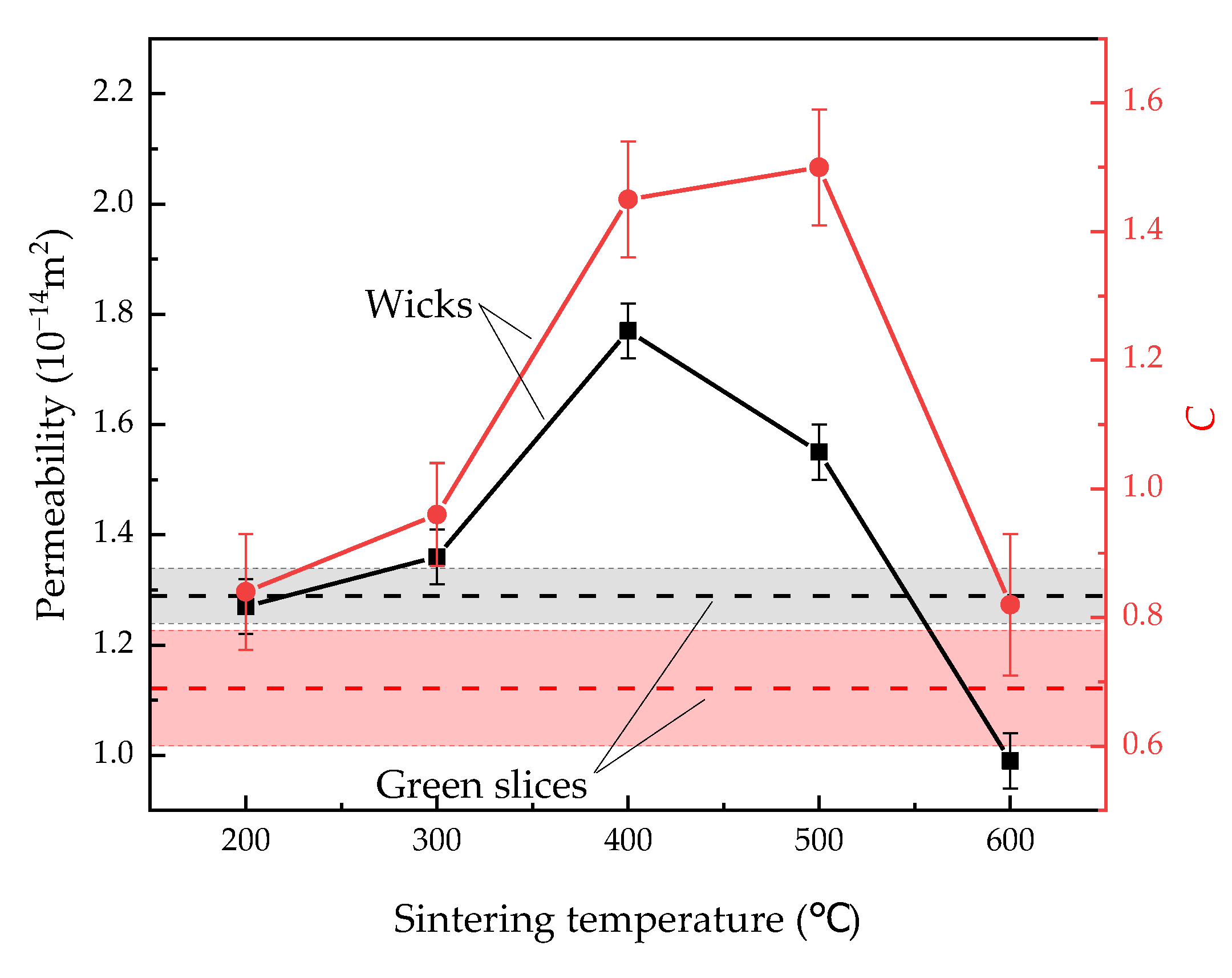
3.3.1. Permeability
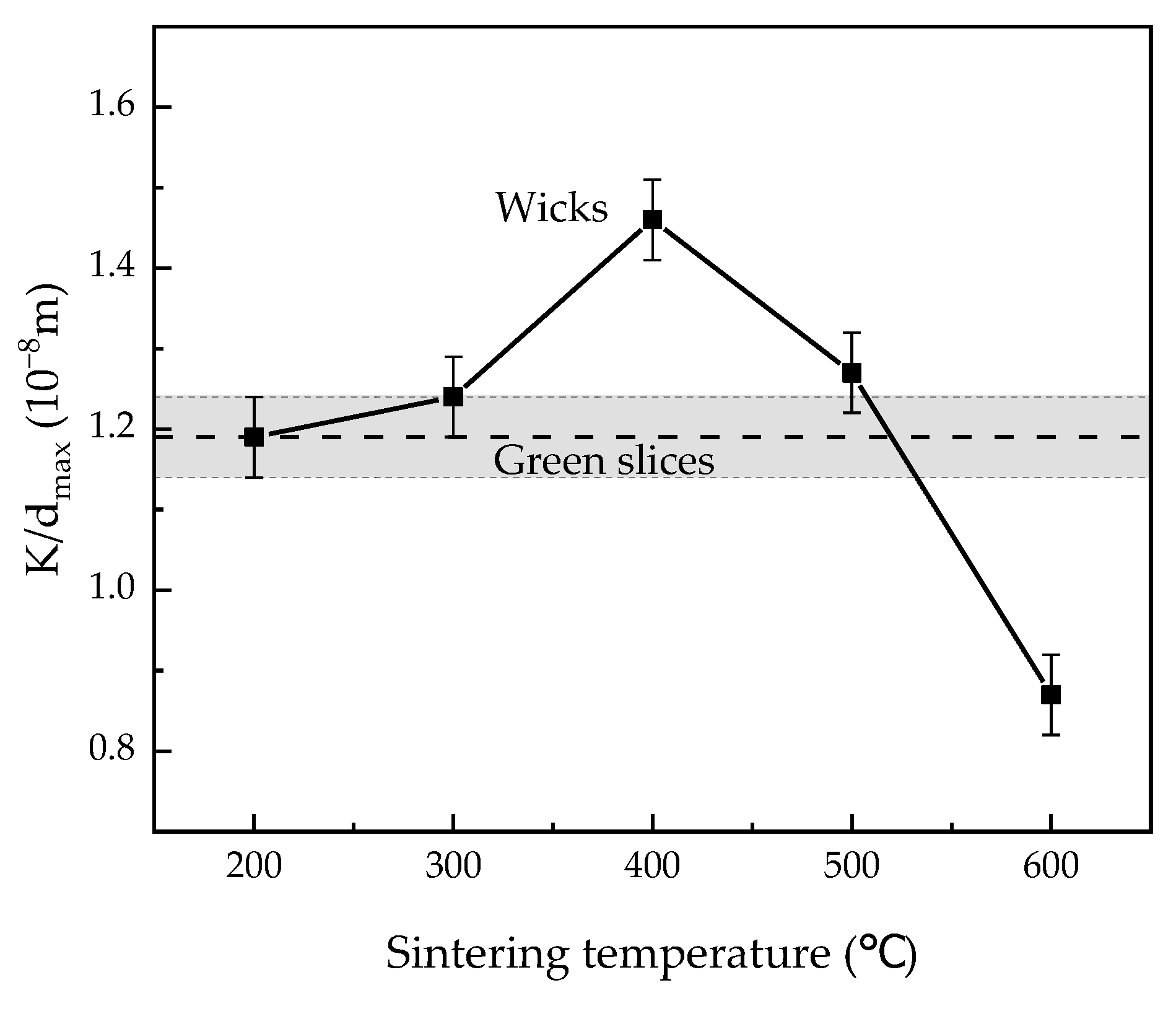
3.3.2. Capillary Performance
4. Conclusions
- (1)
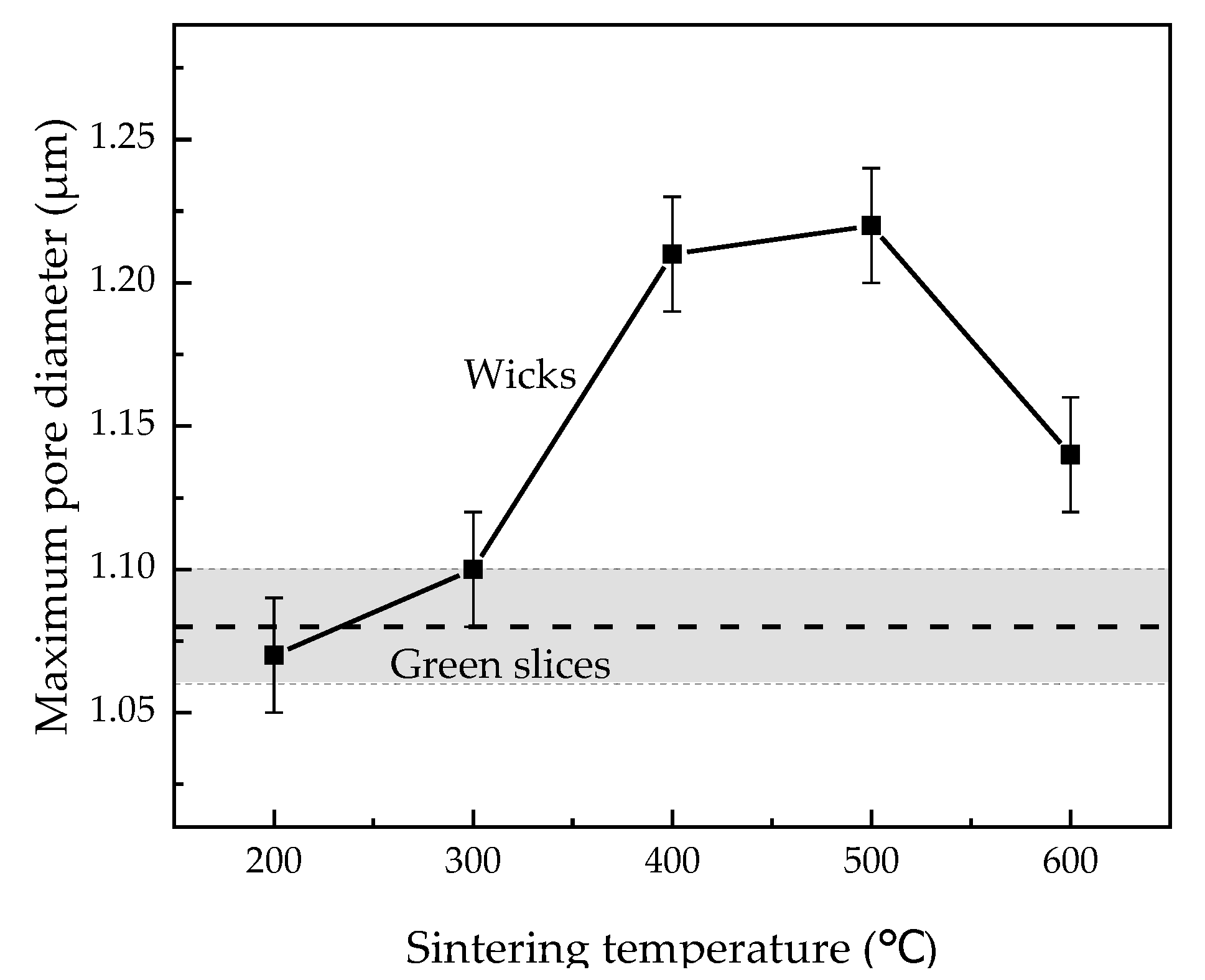
- The pore size first increased and then decreased with increasing sintering temperature from 200 to 600. When the wicks were sintered at 400 and 500, the maximum pore diameter reached 1.21 μm and 1.22 μm, respectively, which were the highest levels in this study.
- (2)
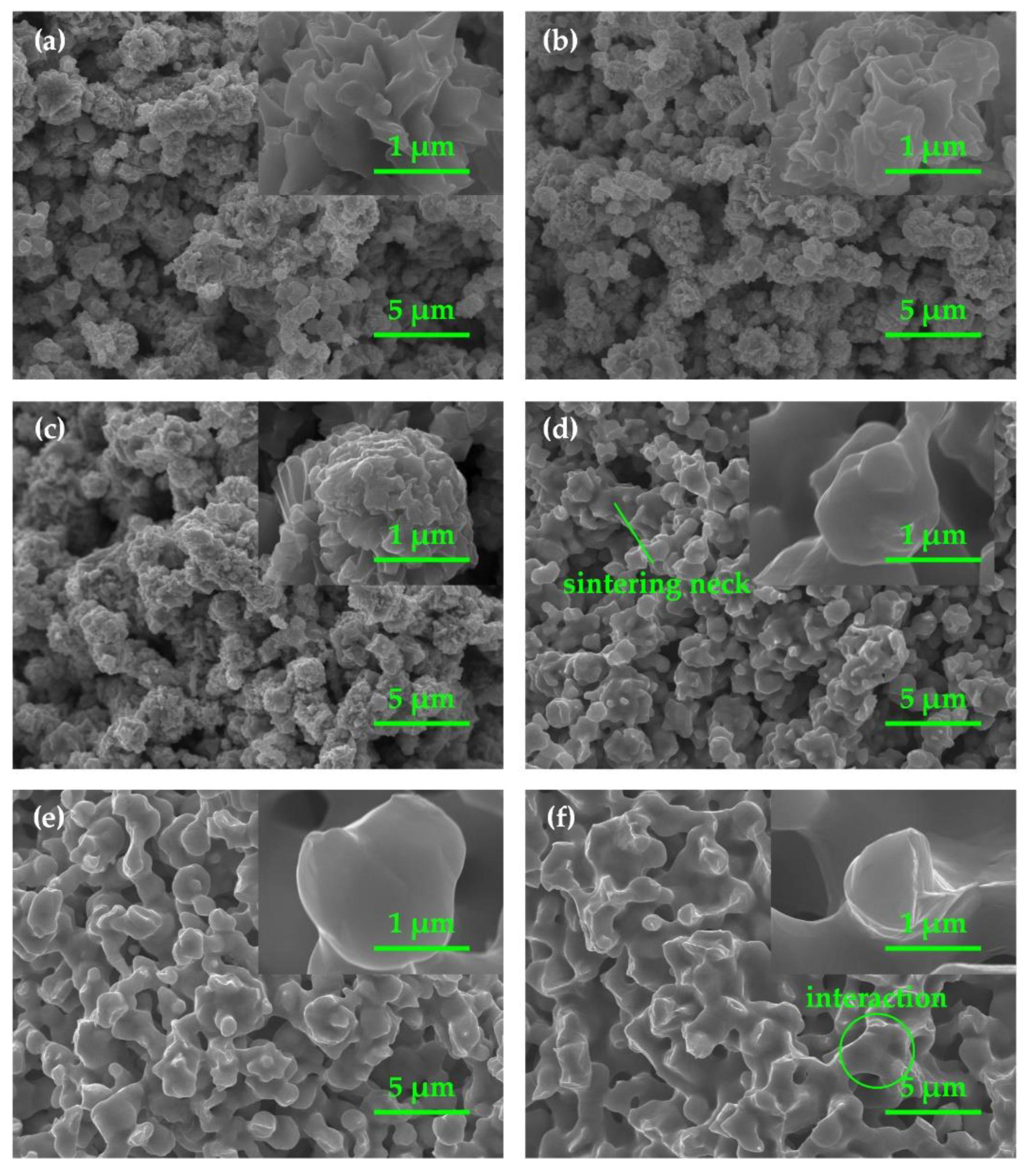
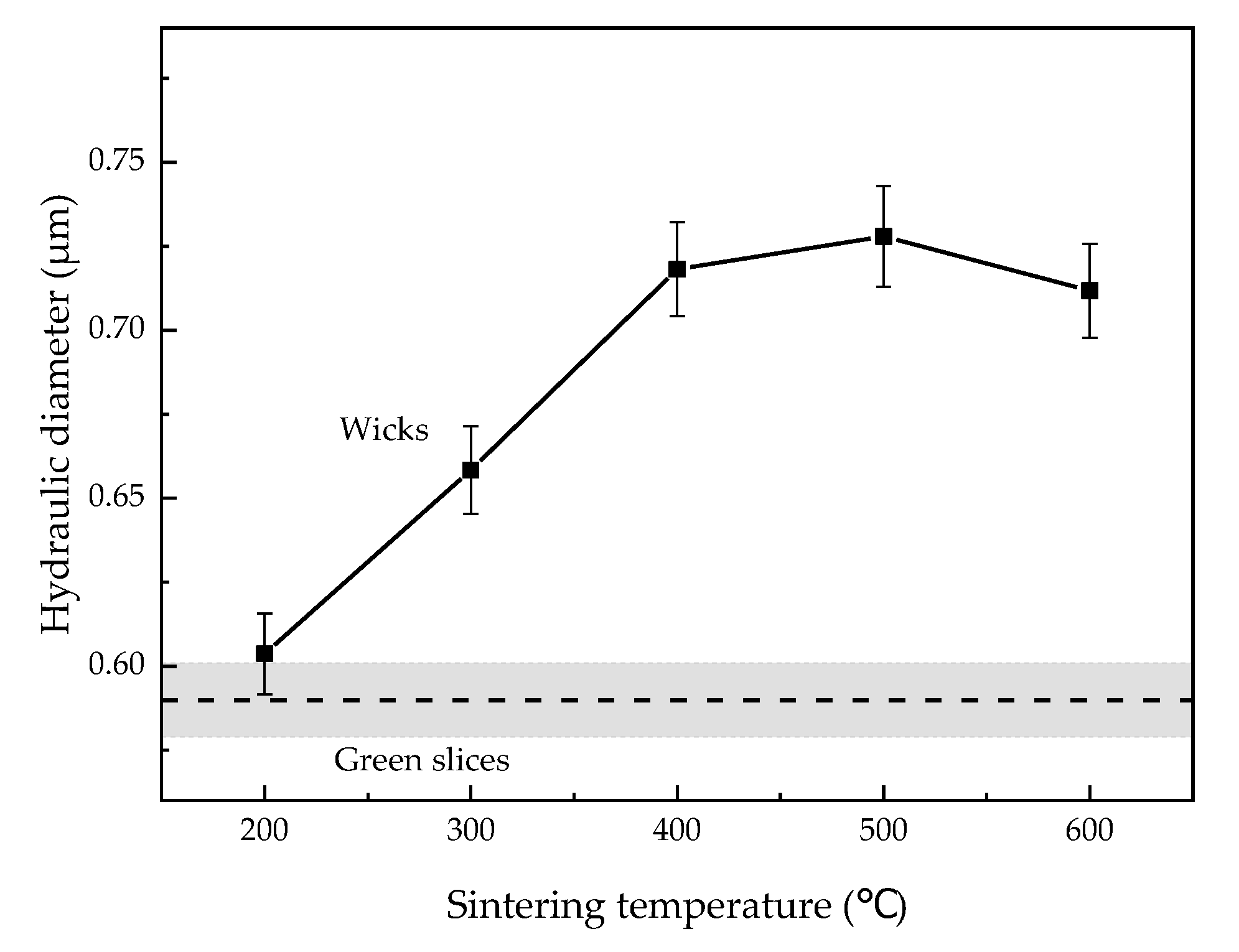
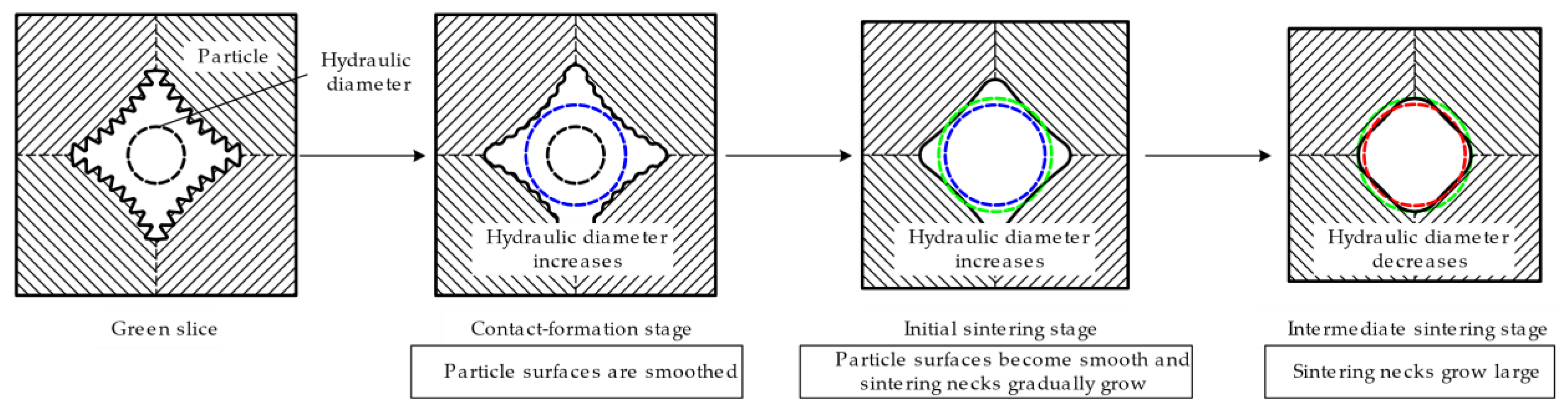
- The evolution model of hydraulic diameter with increasing sintering temperature was established and validated. In the contact-formation stage and the initial sintering stage (200–500), the decrease in the roughness of particle surfaces played a decisive role. More reduction in the perimeter compared to the area led to an increase in hydraulic diameter. In the intermediate sintering stage (600), the growth of sintering necks took on a dominant role, which caused more reduction in the area than in the perimeter, leading to a decline in hydraulic diameter.
- (3)
- The optimal sintering temperature proved to be 400, at which point the wicks achieved the permeability of 1.77 × 10−14 m2 and their highest capillary performance of 1.46 × 10−8 m.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, H.; Fu, S.; Li, G.; Fu, T.; Zhou, R.; Tang, Y.; Tang, B.; Deng, Y.; Zhou, G. Effect of fabrication parameters on capillary pumping performance of multiscale composite porous wicks for loop heat pipe. Appl. Therm. Eng. 2018, 143, 621–629. [Google Scholar] [CrossRef]
- Choi, J.; Jeong, M. Preliminary design on high-end workstation cooling system using loop heat pipes. Therm. Sci. Eng. Prog. 2020, 20, 100519. [Google Scholar] [CrossRef]
- Du, S.; Zhang, Q.; Hou, P.; Yue, C.; Zou, S. Experimental study and steady-state model of a novel plate loop heat pipe without compensation chamber for CPU cooling. Sustain. Cities. Soc. 2020, 53, 101894. [Google Scholar] [CrossRef]
- Zhou, G.; Li, J.; Jia, Z. Power-saving exploration for high-end ultra-slim laptop computers with miniature loop heat pipe cooling module. Appl. Energy 2019, 239, 859–875. [Google Scholar] [CrossRef]
- Dominguez Espinosa, F.A.; Peters, T.B.; Brisson, J.G. Effect of fabrication parameters on the thermophysical properties of sintered wicks for heat pipe applications. Int. J. Heat Mass Transf. 2012, 55, 7471–7486. [Google Scholar] [CrossRef]
- Maydanik, Y.F. Loop heat pipes. Appl. Therm. Eng. 2005, 25, 635–657. [Google Scholar] [CrossRef]
- Zhao, R.; Zhang, Z.; Zhao, S.; Cui, H.; Liu, Z.; Liu, W. Experimental study of flat-disk loop heat pipe with R1233zd(E) for cooling terrestrial electronics. Appl. Therm. Eng. 2021, 197, 117385. [Google Scholar] [CrossRef]
- Mishra, D.K.; Saravanan, T.T.; Khanra, G.P.; Girikumar, S.; Sharma, S.C.; Sreekumar, K.; Sinha, P.P. Studies on the processing of nickel base porous wicks for capillary pumped loop for thermal management of spacecrafts. Adv. Powder Technol. 2010, 21, 658–662. [Google Scholar] [CrossRef]
- Singh, R.; Nguyen, T.; Mochizuki, M. Capillary evaporator development and qualification for loop heat pipes. Appl. Therm. Eng. 2014, 63, 406–418. [Google Scholar] [CrossRef]
- Choi, J.; Sano, W.; Zhang, W.; Lee, Y.; Borca-Tasciuc, D.A. Experimental investigation on sintered porous wicks for miniature loop heat pipe applications. Exp. Therm. Fluid Sci. 2013, 51, 271–278. [Google Scholar] [CrossRef]
- Wang, D.; Wang, X.; Zhou, P.; Wu, Z.; Duan, B.; Wang, C. Influence of packing density on performance of porous wick for LHP. Powder Technol. 2014, 258, 6–10. [Google Scholar] [CrossRef]
- Qu, Y.; Zhou, K.; Zhang, K.; Tian, Y. Effects of multiple sintering parameters on the thermal performance of bi-porous nickel wicks in Loop Heat Pipes. Int. J. Heat Mass Transf. 2016, 99, 638–646. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Lin, G.; Bai, L.; Fu, J.; Wen, D. Experimental study on an acetone-charged loop heat pipe with a nickel wick. Int. J. Therm. Sci. 2019, 146, 106104. [Google Scholar] [CrossRef]
- Guo, Y.; Lin, G.; Zhang, H.; Miao, J. Investigation on thermal behaviours of a methane charged cryogenic loop heat pipe. Energy 2018, 157, 516–525. [Google Scholar] [CrossRef]
- Guo, Y.; Lin, G.; He, J.; Bai, L.; Sun, Y.; Zhang, H.; Miao, J. Experimental analysis of operation failure for a neon cryogenic loop heat pipe. Int. J. Heat Mass Transf. 2019, 138, 96–108. [Google Scholar] [CrossRef]
- Guo, Y.; Lin, G.; Bai, L.; Miao, J.; Peterson, G.P. Experimental study of the thermal performance of a neon cryogenic loop heat pipe. Int. J. Heat Mass Transf. 2018, 120, 1266–1274. [Google Scholar] [CrossRef]
- Guo, Y.; Lin, G.; He, J.; Bai, L.; Zhang, H.; Miao, J. Experimental study on the supercritical startup and heat transport capability of a neon-charged cryogenic loop heat pipe. Energy Convers. Manag. 2017, 134, 178–187. [Google Scholar] [CrossRef]
- He, J.; Guo, Y.; Zhang, H.; Miao, J.; Wang, L.; Lin, G. Design and experimental investigation of a neon cryogenic loop heat pipe. Heat Mass Transf. 2017, 53, 3229–3239. [Google Scholar] [CrossRef]
- Guo, Y.; Lin, G.; Bai, L.; Bu, X.; Zhang, H.; He, J.; Miao, J.; Wen, D. Experimental study on the supercritical startup of cryogenic loop heat pipes with redundancy design. Energy Convers. Manag. 2016, 118, 353–363. [Google Scholar] [CrossRef]
- German, R.M. Sintering: From Empirical Observations to Scientific Principles; Butterworth-Heinemann: Oxford, UK, 2014. [Google Scholar]
- Li, X.; Yao, D.; Zuo, K.; Xia, Y.; Yin, J.; Liang, H.; Zeng, Y. Microstructure and permeability of porous YSZ ceramics fabricated by freeze casting of oil-in-water suspension. J. Eur. Ceram. Soc. 2020, 40, 5845–5851. [Google Scholar] [CrossRef]
- Levänen, E.; Mäntylä, T. Effect of sintering temperature on functional properties of alumina membranes. J. Eur. Ceram. Soc. 2002, 22, 613–623. [Google Scholar] [CrossRef]
- Ji, S.; Liu, Z.; Wang, G.; Liu, Y.; Jing, Y. Effects of sintering temperature and particle size on permeability of functionally gradient composite porous materials prepared by hanging slurry process. SN Appl. Sci. 2020, 2, 2046. [Google Scholar] [CrossRef]
- Lunin, L.E.; Kostornov, A.G. Homogeneity of the porous structure of permeable powder materials in compaction and sintering. Sov. Powder Metall. Met. Ceram. 1992, 31, 1072–1074. [Google Scholar] [CrossRef]
- Al-Qadhi, E.; Li, G.; Ni, Y. Influence of a two-stage sintering process on characteristics of porous ceramics with sewage sludge and coal ash as low-cost raw materials. Adv. Mater. Sci. Eng. 2019, 2019, 3710692. [Google Scholar] [CrossRef] [Green Version]
- Vasanth, D.; Uppaluri, R.; Pugazhenthi, G. Influence of sintering temperature on the properties of porous ceramic support prepared by uniaxial dry compaction method using low-cost raw materials for membrane applications. Sep. Sci. Technol. 2011, 46, 1241–1249. [Google Scholar] [CrossRef]
- Deutou, J.N.G.; Kamga, V.E.L.S.; Kaze, R.C.; Kamseu, E.; Sglavo, V.M. Thermal behaviour and phases evolution during the sintering of porous inorganic membranes. J. Eur. Ceram. Soc. 2020, 40, 2151–2162. [Google Scholar] [CrossRef]
- Rockland, J.G.R. The determination of the mechanism of sintering. Acta Metall. 1976, 15, 277–286. [Google Scholar] [CrossRef]
- Jost, W. Diffusion in Solids, Liquids, Gases; Academic Press: New York, NY, USA, 1952. [Google Scholar]
- Nichols, F.A.; Mullins, W.W. Morphological changes of a surface of revolution due to capillarity-induced surface diffusion. J. Appl. Phys. 1965, 36, 1826–1835. [Google Scholar] [CrossRef]
- Coble, R.L. Initial sintering of alumina and hematite. J. Am. Ceram. Soc. 1958, 41, 55–62. [Google Scholar] [CrossRef]
- Kingery, W.D.; Berg, M. Study of the initial stages of sintering solids by viscous flow, evaporation-condensation, and self-diffusion. J. Appl. Phys. 1955, 26, 1205–1212. [Google Scholar] [CrossRef]
- Jena, A.; Gupta, K. Advanced Technology for Evaluation of Pore Structure Characteristics of Filtration Media to Optimize Their Design and Performance; Porous Materials, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Byon, C.; Kim, S.J. Capillary performance of bi-porous sintered metal wicks. Int. J. Heat Mass Transf. 2012, 55, 4096–4103. [Google Scholar] [CrossRef]
- Li, H.; Fang, X.; Li, G.; Zhou, G.; Tang, Y. Investigation on fabrication and capillary performance of multi-scale composite porous wick made by alloying-dealloying method. Int. J. Heat Mass Transf. 2018, 127, 145–153. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, F.; Wang, L.; Wang, R.; Wang, J.; Zhang, S.; Hu, Q.; Wang, L. The Pore Microstructure Evolution and Porous Properties of Large Capillary Pressure Wicks Sintered with Carbonyl Nickel Powder. Materials 2022, 15, 5830. https://doi.org/10.3390/ma15175830
Zheng F, Wang L, Wang R, Wang J, Zhang S, Hu Q, Wang L. The Pore Microstructure Evolution and Porous Properties of Large Capillary Pressure Wicks Sintered with Carbonyl Nickel Powder. Materials. 2022; 15(17):5830. https://doi.org/10.3390/ma15175830
Chicago/Turabian StyleZheng, Fengshi, Linshan Wang, Rui Wang, Jianwei Wang, Shaoming Zhang, Qiang Hu, and Limin Wang. 2022. "The Pore Microstructure Evolution and Porous Properties of Large Capillary Pressure Wicks Sintered with Carbonyl Nickel Powder" Materials 15, no. 17: 5830. https://doi.org/10.3390/ma15175830