1. Introduction
Worldwide, 80% of electricity is produced using fossil fuels. According to the International Energy Agency (IEA), electricity production reached approximately 25.8 T-kWh in 2020, and an increase to 36.5 T-kWh is expected by 2040 [
1]. As stated by the World Bioenergy Association, 59.2 NPP/year, i.e., 10.3% of the global energy supply, comes from biomass [
2]. Biomass is becoming a popular source of energy which can be used in various ways. Electricity produced from biomass currently corresponds to 493 TWh, which is approximately 2% of the world’s electricity production [
2]. Using biomass as a raw material for powerplants is certainly interesting and useful; however, this technology also has certain disadvantages. The use of biomass in powerplants leads to the formation of residue, called biomass ash. It is estimated that around 480 million tons of ash are produced every year by biomass powerplants worldwide. This is similar to coal ash, with 780 million tons per year [
2].
The most frequently burned material is wood (64%), followed by cereals and plant residue from agricultural production. In general, it can be said that the average percentage of ash produced by burning biomass ranges between 1 and 6%; for wood, it is 0.6–1.6%; for bark, it rarely exceeds 3%; straw produces an ash content of around 5%, while grass produces 7%. At the other end of the spectrum, the ash content produced by black coal is significantly higher, reaching 20–30%, and from brown coal, this amount can be even greater [
3]. Ash represents a variable composition of mineral and inorganic components.
During the combustion process, ash continuously changes its physical and chemical properties, the final product being a molten mixture of original minerals, various eutectics, and elements. Ash causes various problems, especially corrosion, erosion, stickers, etc. [
4] If the melting temperature of ash during combustion is t
ash < t
flame, then the grate of the hearth can become clogged. Ash layers on the walls of the furnace diffuse into the lining, which then peels off in thin layers. The combustion chamber of the boiler must therefore be structurally adjusted such that the flame temperature drops below the ash melting temperature, i.e., the temperature on the grate should be lower than the melting temperature of the biomass ash [
5].
The major problem from a chemical point of view is corrosion, which comes from the interaction between a refractory and a corrosive medium: gas, molten metals, molten glass, molten salts, or slag. It results in a loss of mass and thickness and in the degradation of the material properties [
6]. The corrosion of refractory materials is a combination of external and internal physical and chemical influences.
The process is basically a chemical reaction between the refractory material and the slag or metal. Reactants are transported to the interface of the refractory material, and, in turn, the product reacts and is transported to the liquid phase. The dissolution of refractory materials in the melt is controlled by diffusion. Three types of corrosion have been defined: surface, dimple, and undersurface corrosion [
7].
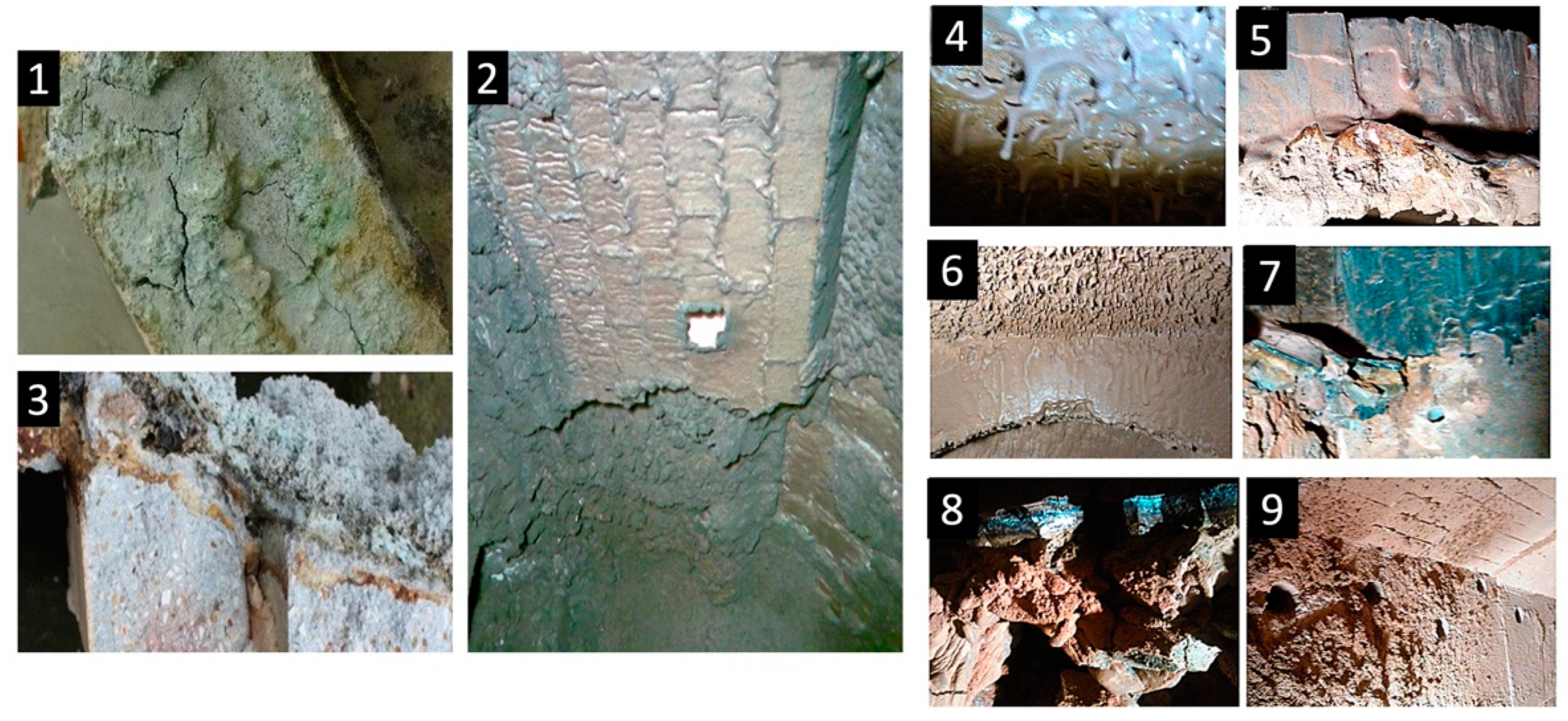
Alkaline corrosion, or “alkaline oxidative bursting”, is extremely common, effective, and particularly harmful to alumina–silicon (Al–Si) lining systems, and it is usually observed in the temperature range of aggregates of 800–1000 °C. During biomass combustion, damage to the refractory lining is observed (
Figure 1) as the peeling of surface layers, cracking, the bending of individual parts of the lining, the bulging of entire walls, and eventually their collapse [
8,
9].
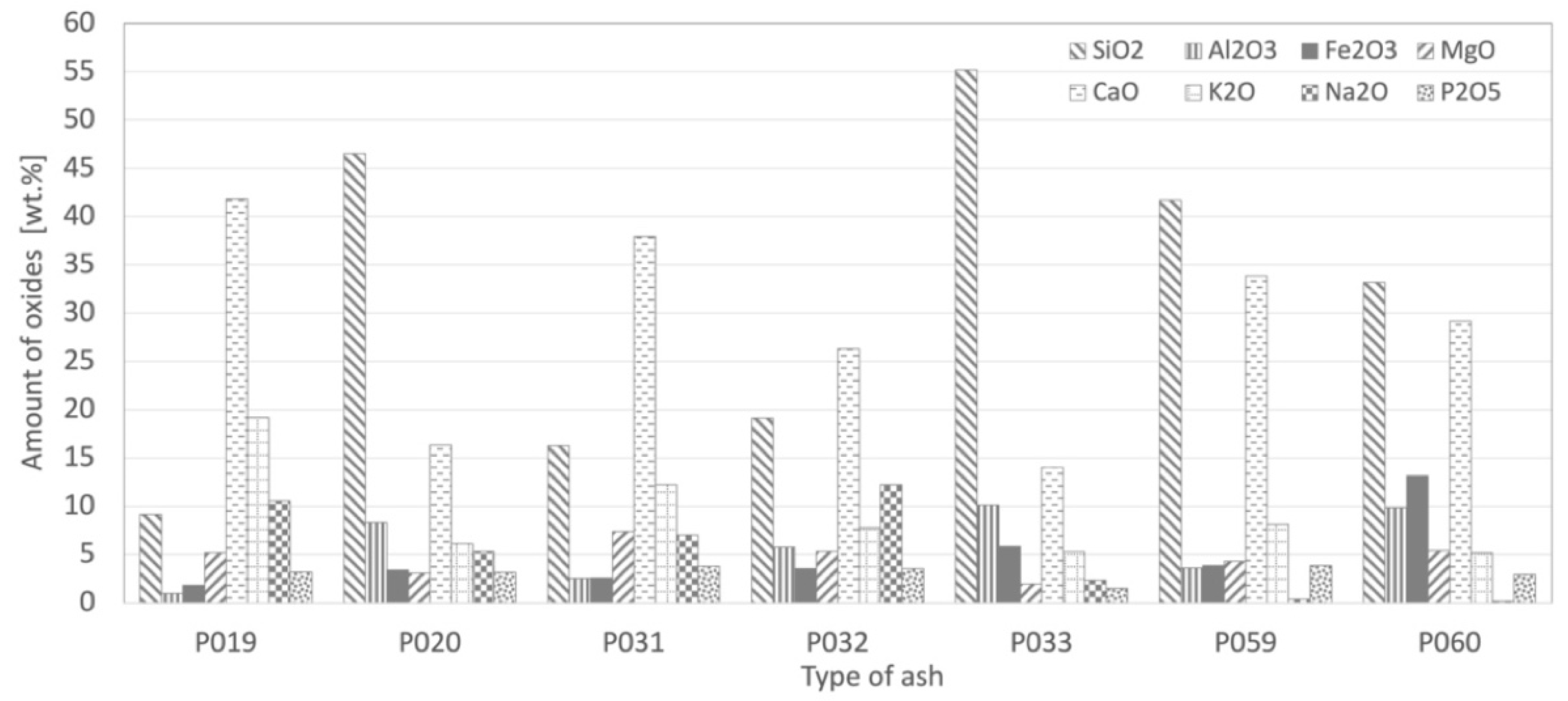
The main difference between coal ash and biomass ash is that coal ash contains higher amounts of SiO
2 and Al
2O
3, but it contains lower amounts of K
2O and Na
2O. The eutectic of Al–Si forming fly ash lies above 1200 °C, while the eutectic of plant fly ash is much lower. Eutectic temperatures for mixtures of alkali metals together with silica or phosphorus have a low melting point: Na
2O.2SiO
2 (874 °C), K
2O.4SiO
2 (770 °C), and 2CaO.3P
2O
5 (774 °C) [
10].
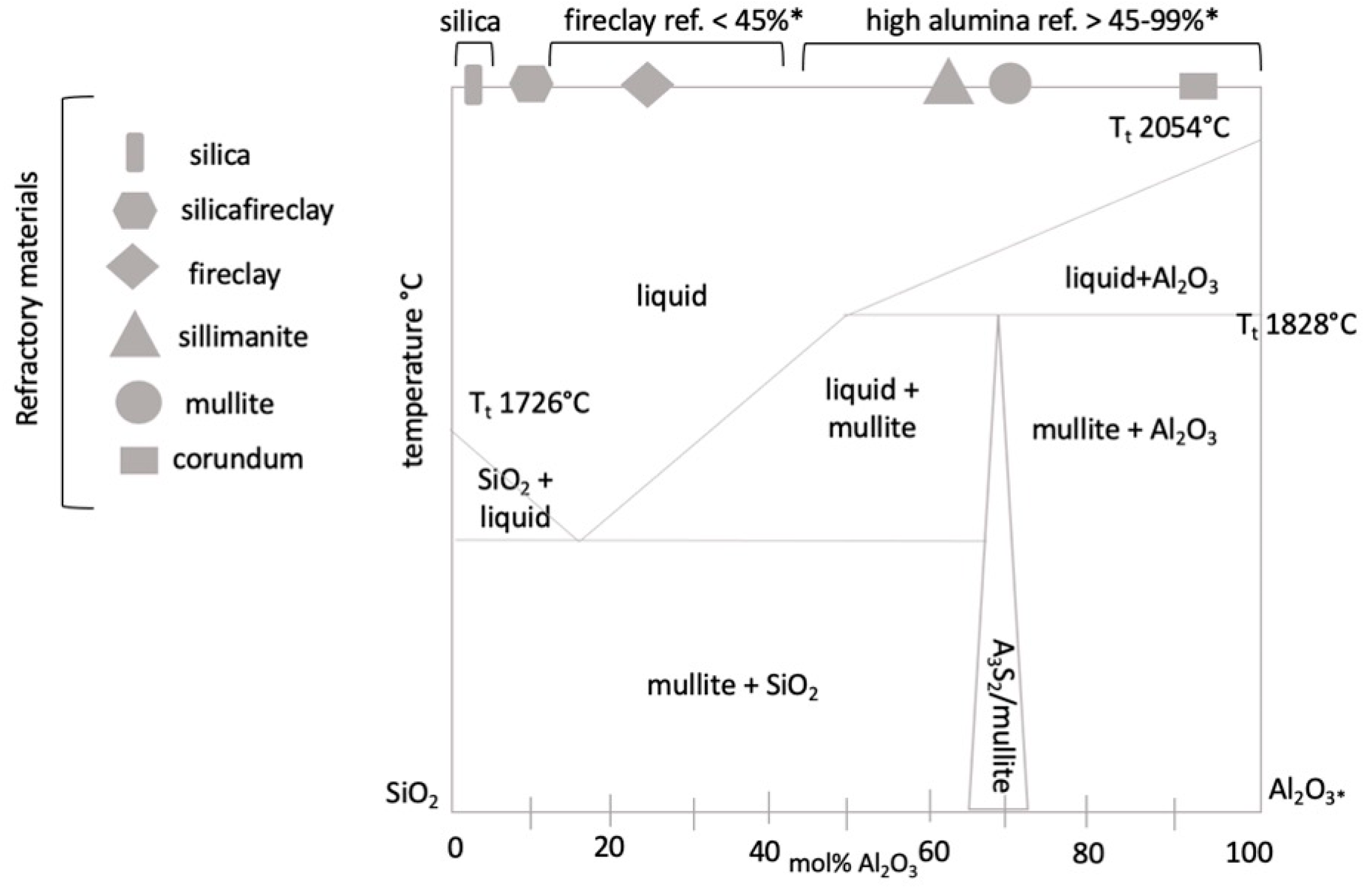
Aluminosilicate refractories are based on the SiO
2-Al
2O
3 system. The equilibrium diagram of this system is given in
Figure 2, marking various refractories. The main phase in the Al–Si binary diagram is mullite (3Al
2O
3.2SiO
2) [
11], which increases the resistance of the refractory material against the corrosive effects of ash [
11].
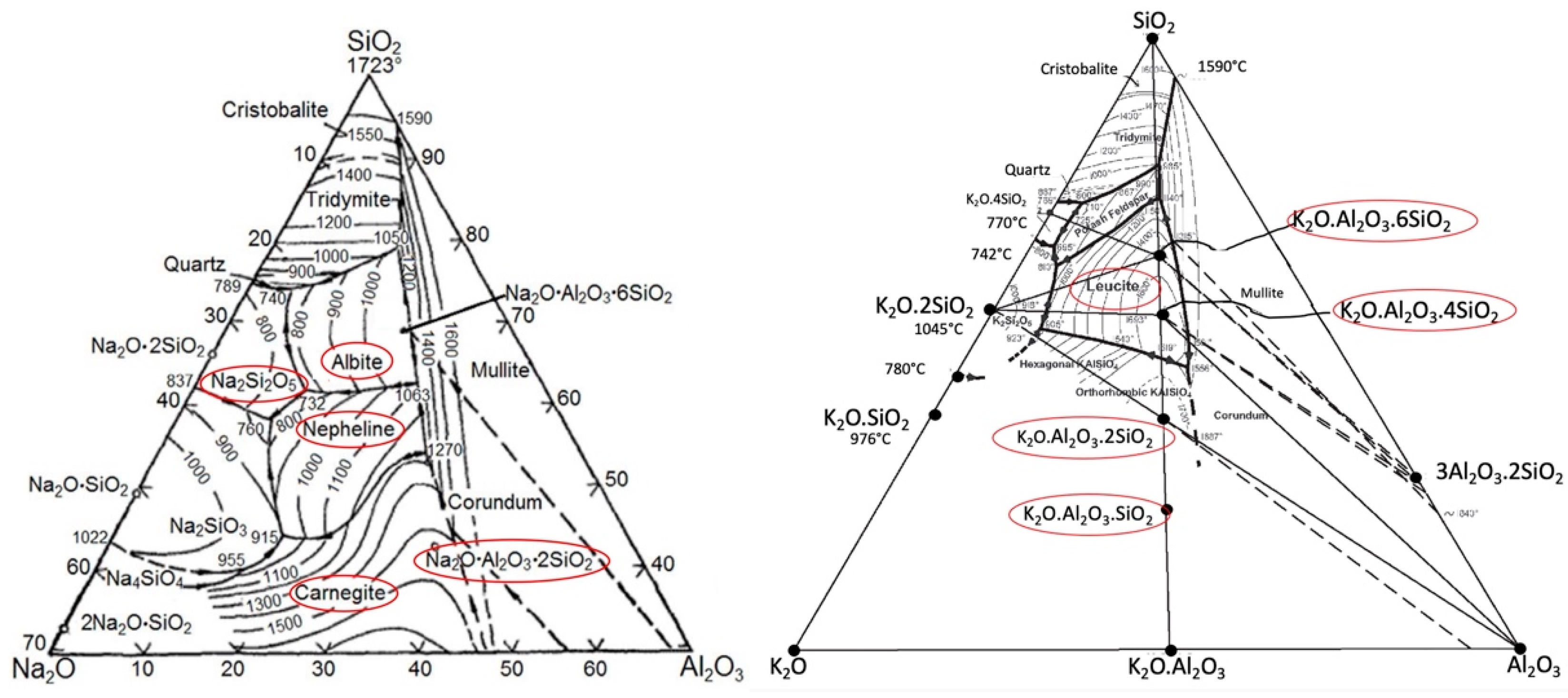
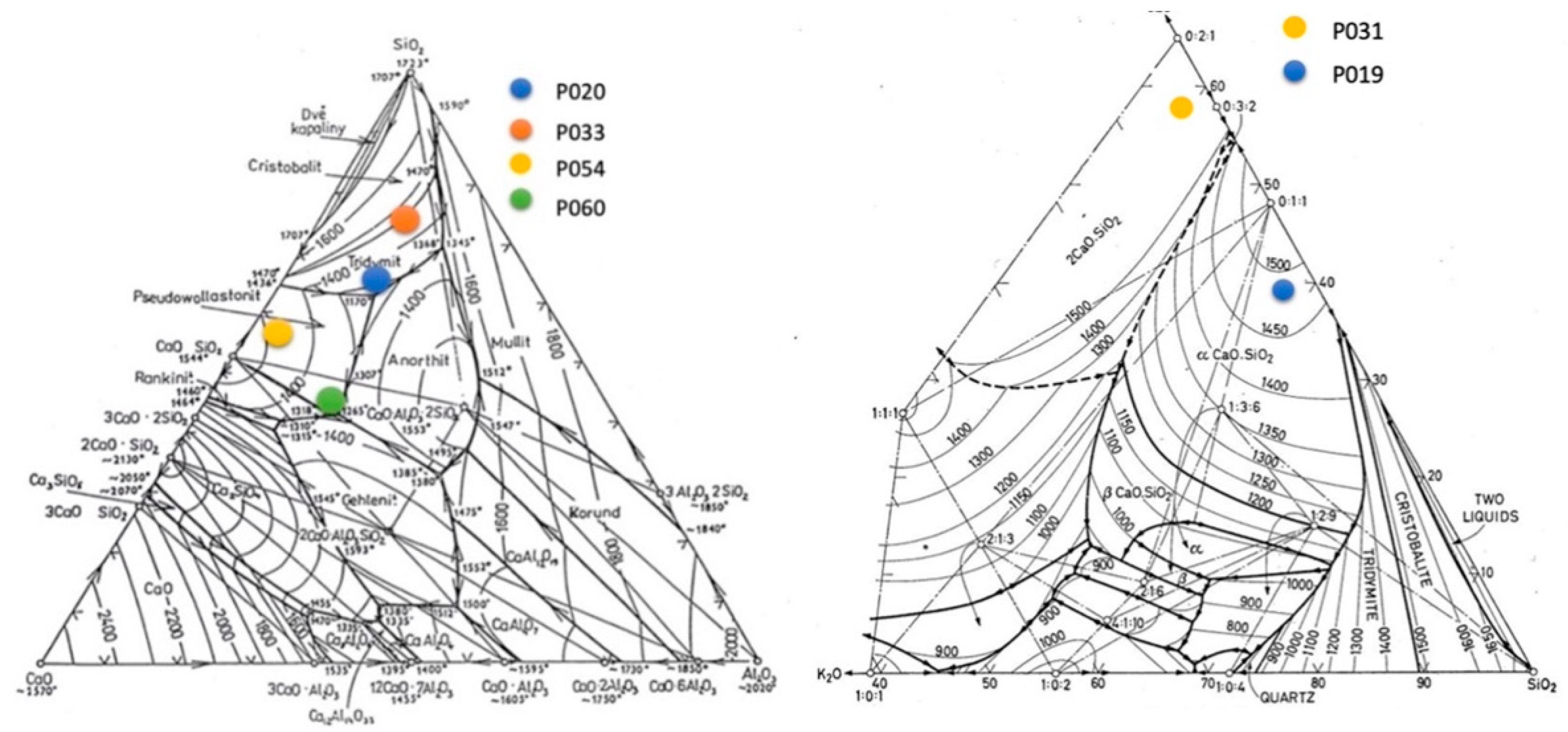
In the AL–SI system, new phases are often formed as a result of different chemical reactions, gradually degrading the system. The newly formed products have a larger volume than the original material, with expansion being reported between 7 and 30%. This creates compounds in the lining or on its surface that have chemical compositions and physical parameters different from the lining itself [
12]. Ternary diagrams of the types Na
2O-Al
2O
3-SiO
2 and K
2O-Al
2O
3-SiO
2 also describe the formation of individual phases in the given system (see
Figure 3).
The corrosion mechanism in the Na–Al–Si system includes the formation of albite (NaAlSi
3O
8), nosean (Na
8Al
6Si
6O
28S) [
15,
16], and natrosilite (Na
2Si
2O
5) by Equation (1), which further reacts with mullite (Al
6Si
2O
13) to form albite (NaAlSi
3O
8) and aluminum oxide according to Equation (2). Nepheline (NaAlSiO
4) can also be formed according to Equation (3). Nosean is rarely reported in the literature as a corrosion product. However, due to its structural similarity to nepheline, it can also be expected to produce swelling. The reaction can be described by Equation (4) [
17]:
In the case of high-alumina refractories (>45% Al
2O
3) containing mullite (A
3S
2) and cristobalite (SiO
2), reaction with NaO
2 above 1000 °C forms nepheline (NaS
2) and α-Al
2O
3 according to Equation (5). As can be deduced from the ternary diagram K
2O-Al
2O
3-SiO
2, at a lower content of Al
2O
3 < 30%, orthoclase KAS
6 is formed, and at a content of Al
2O
3 > 30%, new phases of leucite (KAS
4) are formed according to Equation (6):
Since the composition of biomass ash encourages the formation of eutectic melts, it is advisable to use high-alumina refractory materials with an Al2O3 content > 80% or to add silicon carbide for these linings. The compound, aluminosilicate-based materials mainly include products containing oxide-less constituents—graphite and silicon carbide
Materials in Al2O3-SiO2-SiC systems combine the high thermal conductivity and chemical inertness of silicon carbide with the chemical and thermal stability of aluminosilicate and corundum. The products are therefore highly resistant to corrosion by liquid metals, as well as to sudden changes in temperature.
SiC oxidizes according to Equations (7) and (8) and creates an amorphous SiO
2 film on the surface [
18,
19]:
To prevent graphite oxidation, firing is carried out without any contact between the fired product and oxygen. The firing temperature is chosen to create a ceramic bond in the products. At present, the process of quick firing is used, ensuring a reducing atmosphere in the kilns at higher temperatures and while cooling the products.
K
2O and Na
2O, in the form of alkaline vapors, are capable of diffusing into the refractory matrix, and then they react with Al
2O
3 and SiO
2 components to form K-aluminosilicate and Na-aluminosilicate phases [
20]. In the AL–SI binary system, potassium pairs react according to Equations (9)–(11). The most harmful is the presence of free SiO
2 and Na
2O, which increase the reaction rate at high temperatures and support the formation of reactive glassy phases, according to Equation (12) [
20]:
The so-called slagging/fouling index can be used to estimate the probability of slag formation in combustion units during biomass combustion. Slagging/fouling means the formation of layers (sticky, melted, or soft) of ash particles on heat exchange surfaces. A summary of slagging and fouling indices and their calculation are presented in
Table 1.
The SiO2 index is often the predominant element in biomass samples and causes the formation of melt, or “stickers”, therefore giving it the characteristic of being slag-forming.
The
chlorine index Cl acts as an accelerator of the reaction between K and SiO
2, which leads to the formation of fused glass deposits and the formation of slag at boiler operating temperatures of 800–900 °C [
23].
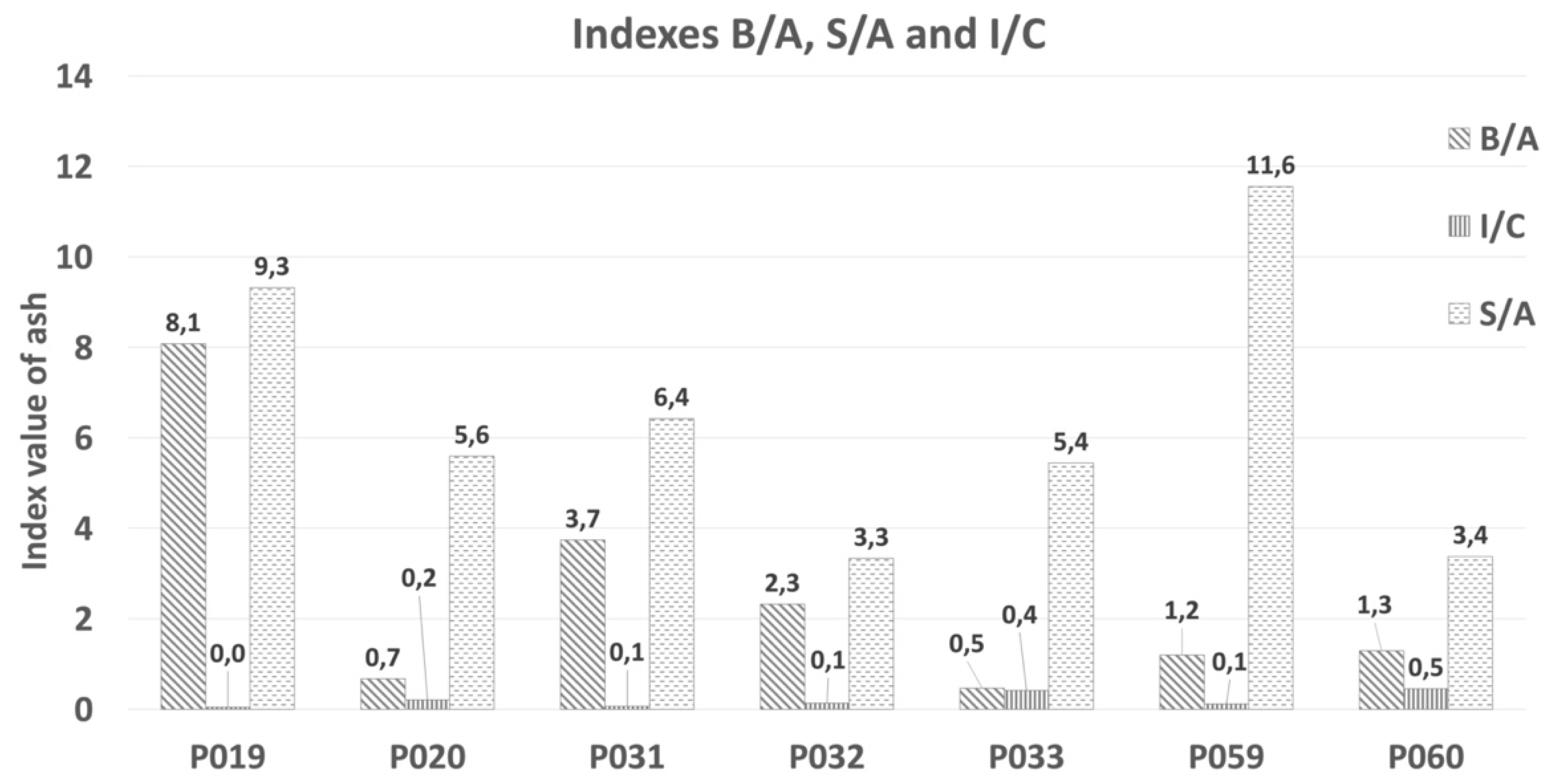
Ash-deposition potential may be evaluated in terms of base-to-acid (B/A). The basicity index B/A (base/acid ratio) is based on the general rule that basic oxide compounds lower the melting point, and acidic compounds raise it. The B/A ratio is an indication of the fusion and slagging potential of ash. I/C (iron/calcium ratio) stands for Fe2O3/CaO, e.g., ash with a ratio of Fe2O3/CaO = 0.3/3.0 containing eutectics that increase slag formation.
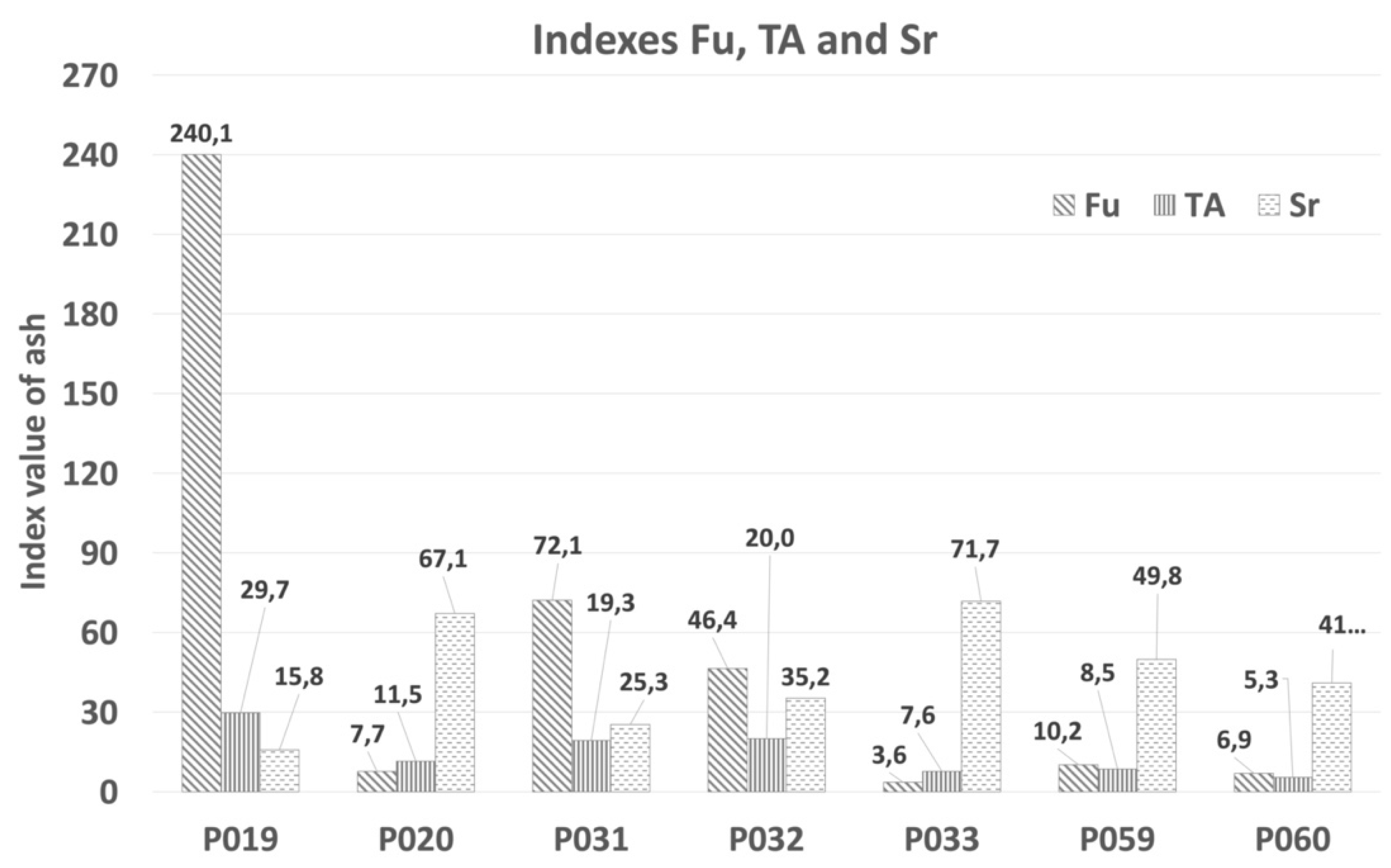
The Fouling index Fu (fouling index) is the B/A ratio, also taking into account the alkali content (Na2O + K2O). Fouling refers to the dry deposition of ash particles or the condensation of volatile inorganic components on heat transfer surfaces. The normal percentage of alkali in biomass ash is between 25 and 35%, and it forms a eutectic in combination with silica.
Ash has a high viscosity (Sr) value,
slag viscosity index Sr [
24], so it will have a low tendency to slag. The
TA (total alkali) index assesses the fuel’s ability to form ash layers. Values of individual ash samples, defined based on the above-mentioned indices, are summarized in
Section 3.2.
The chemical composition of ash is a good indicator of the problematic nature of biomass. For biomass fuels, massive slagging of heat exchange surfaces of boilers occurs during combustion. Ash composition and atmosphere in a combustion chamber influence the ash-melting temperature [
10]. Indicators tell us of the characteristics of ash in terms of their influence on the formation of the glassy phase, and thus their tendency to slag and clog linings, heat exchange surfaces, and gas flow routes. These indices are based on chemical composition of biomass and its combustion. The equations are mainly based on fuel evaluation. However, since there is no specific index for biomass, it is possible to apply these indices to this type of fuel as well.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
