
Laser Powder Bed Fusion Process Parameters’ Optimization for Fabrication of Dense IN 625

 , , ,
, , ,
Abstract
:1. Introduction
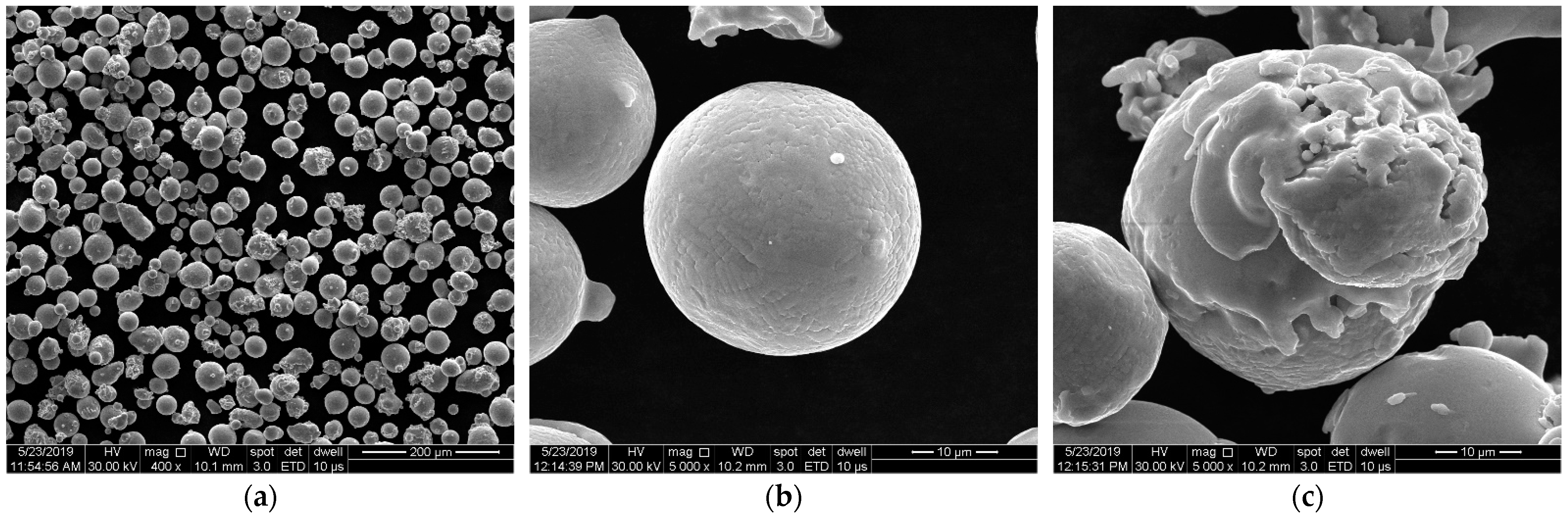
2. Materials and Methods
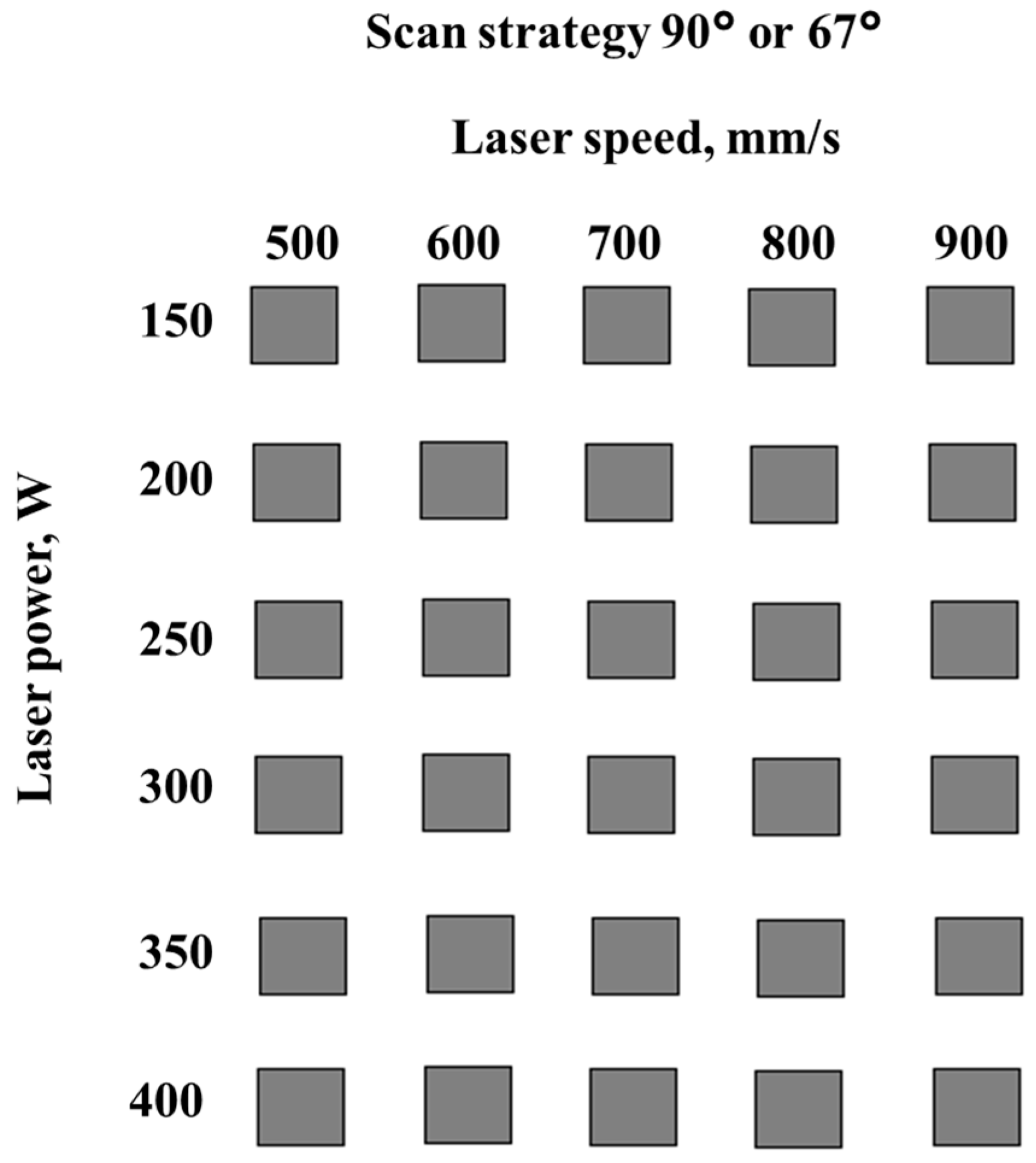
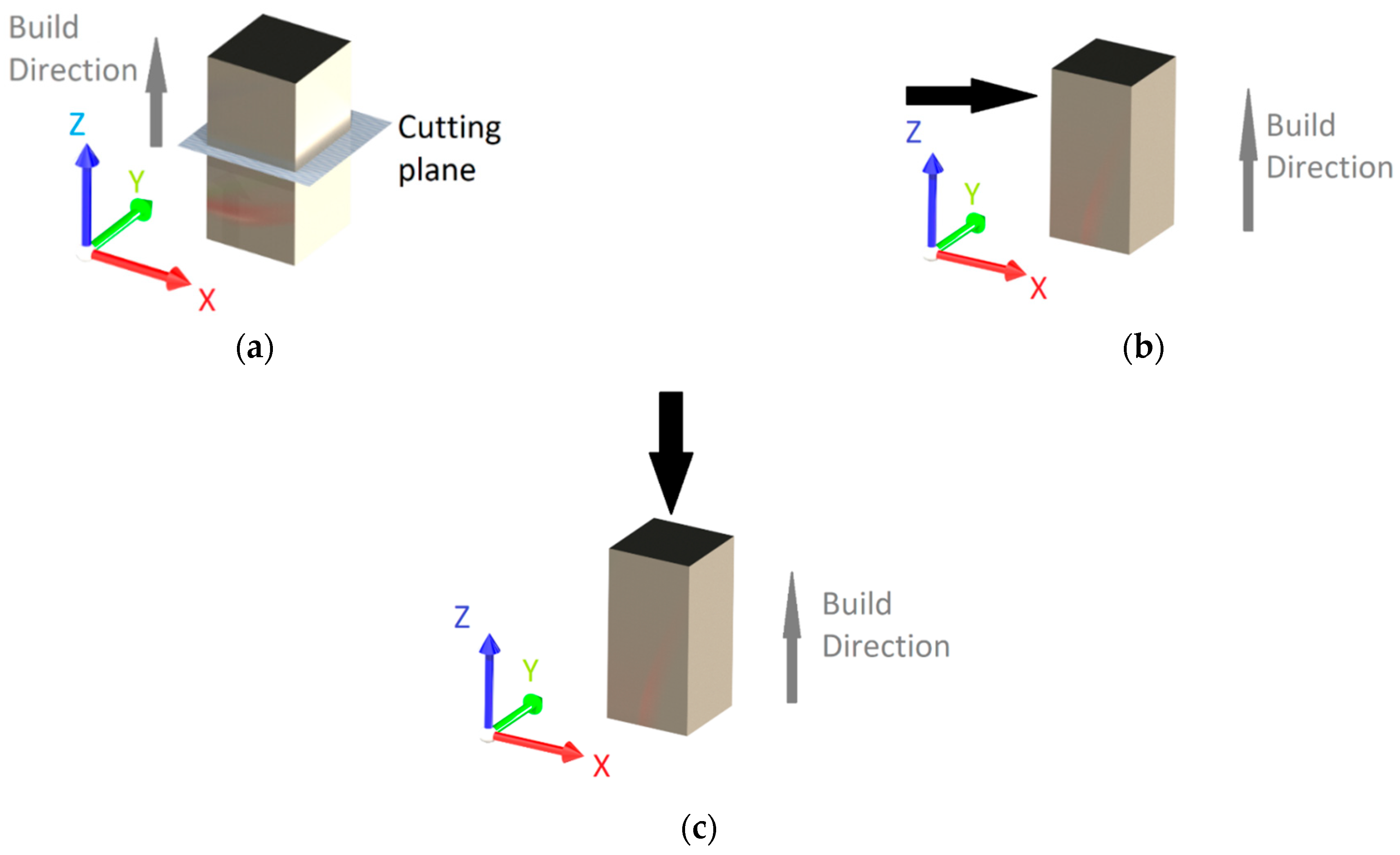
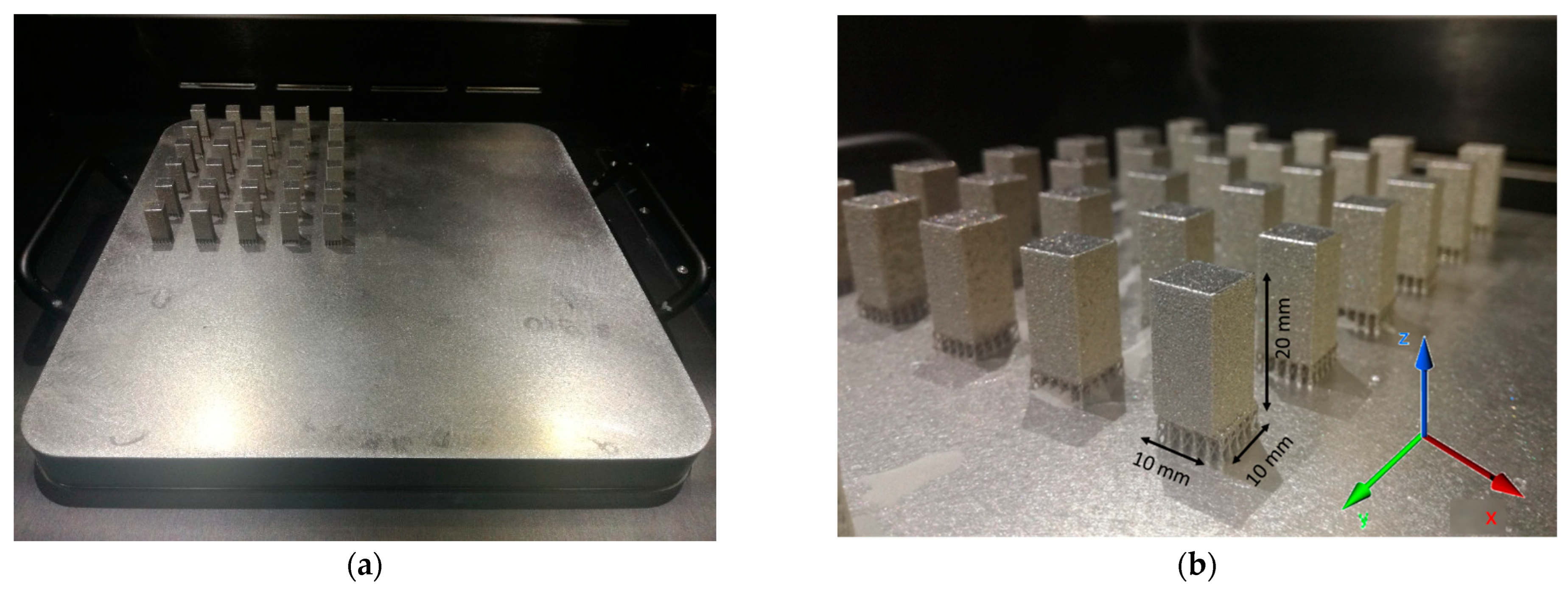
2.1. Specimen Manufacturing
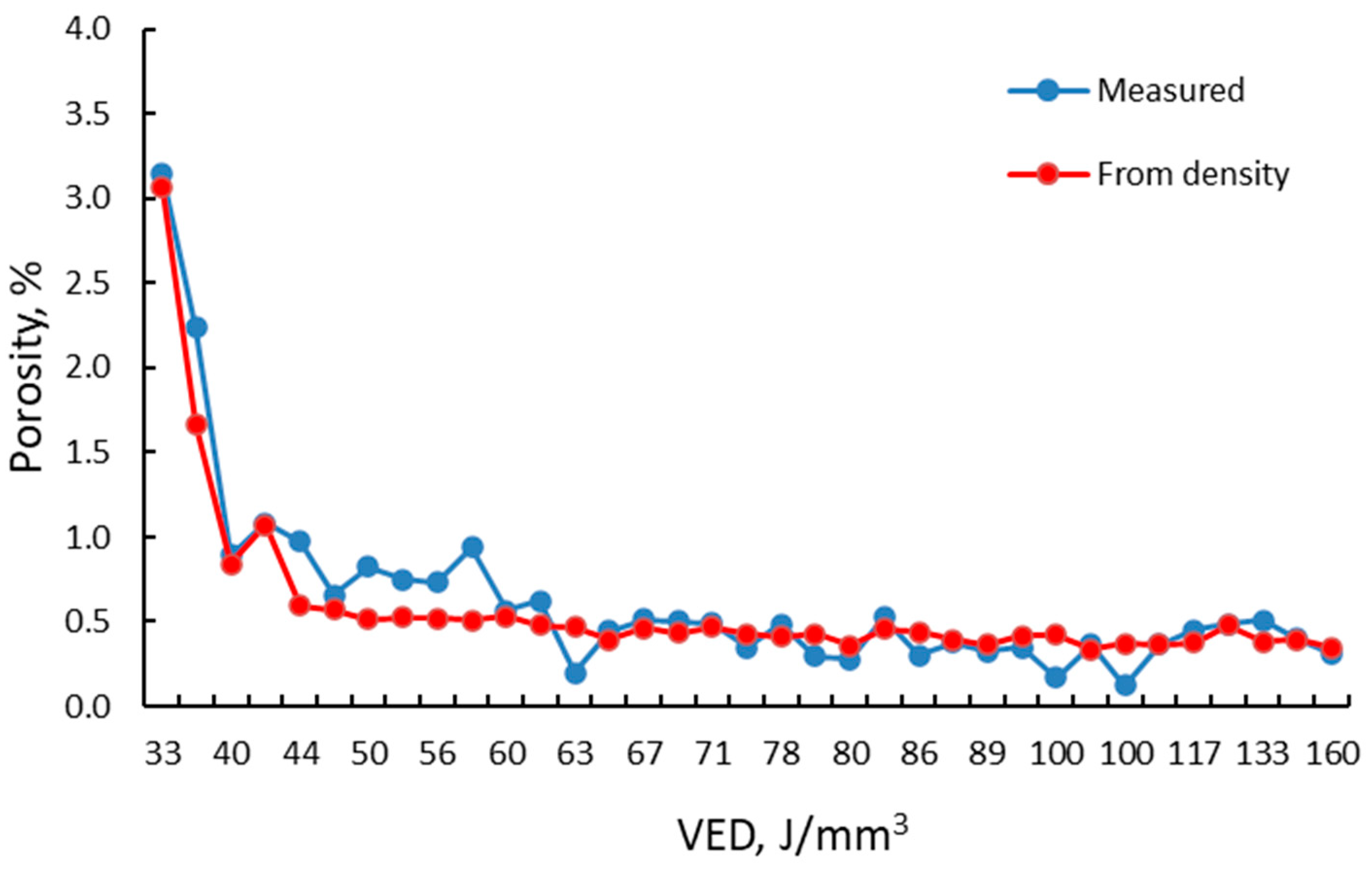
2.2. Density and Porosity Measurement
2.3. Roughness Measurement
3. Results
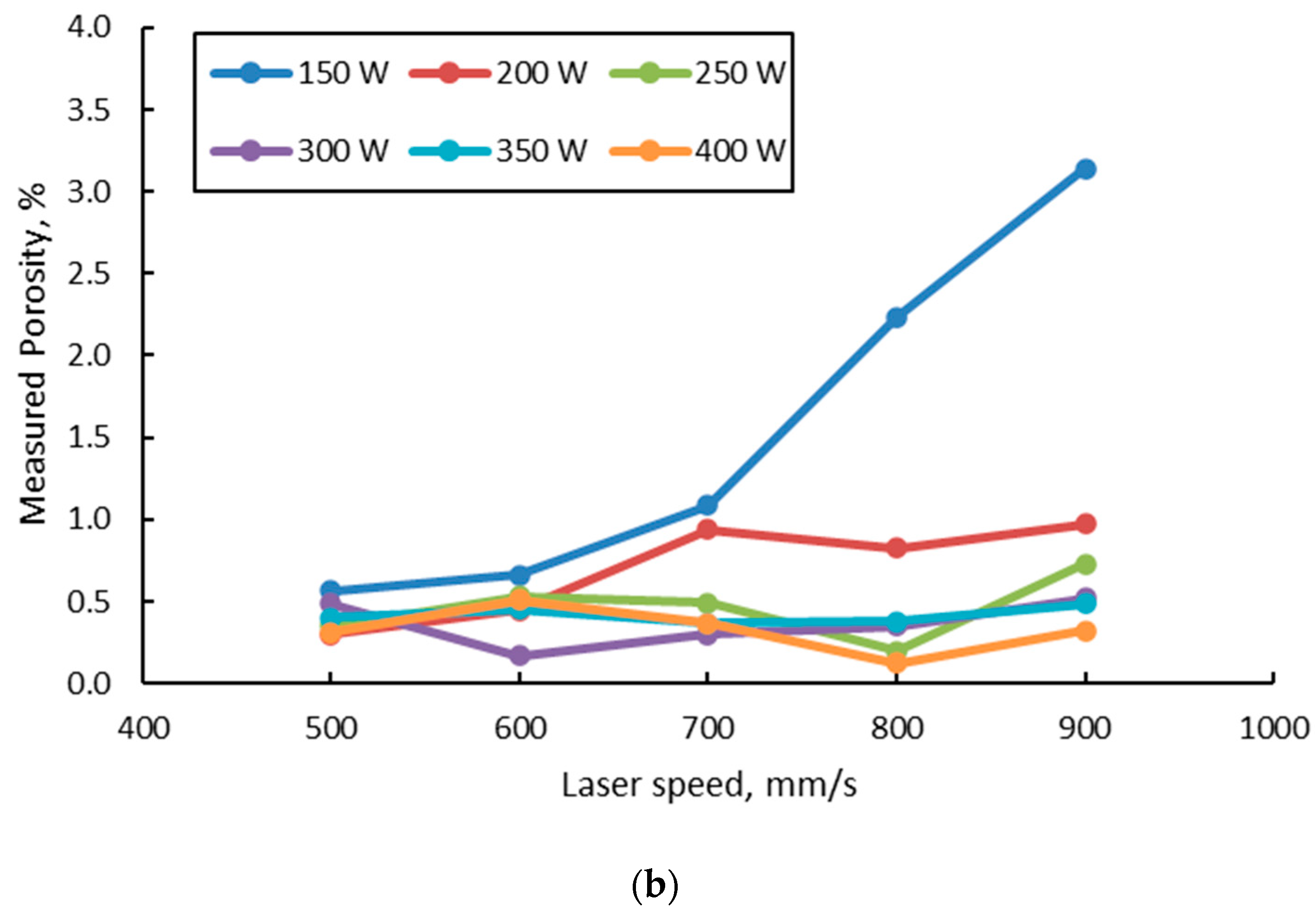
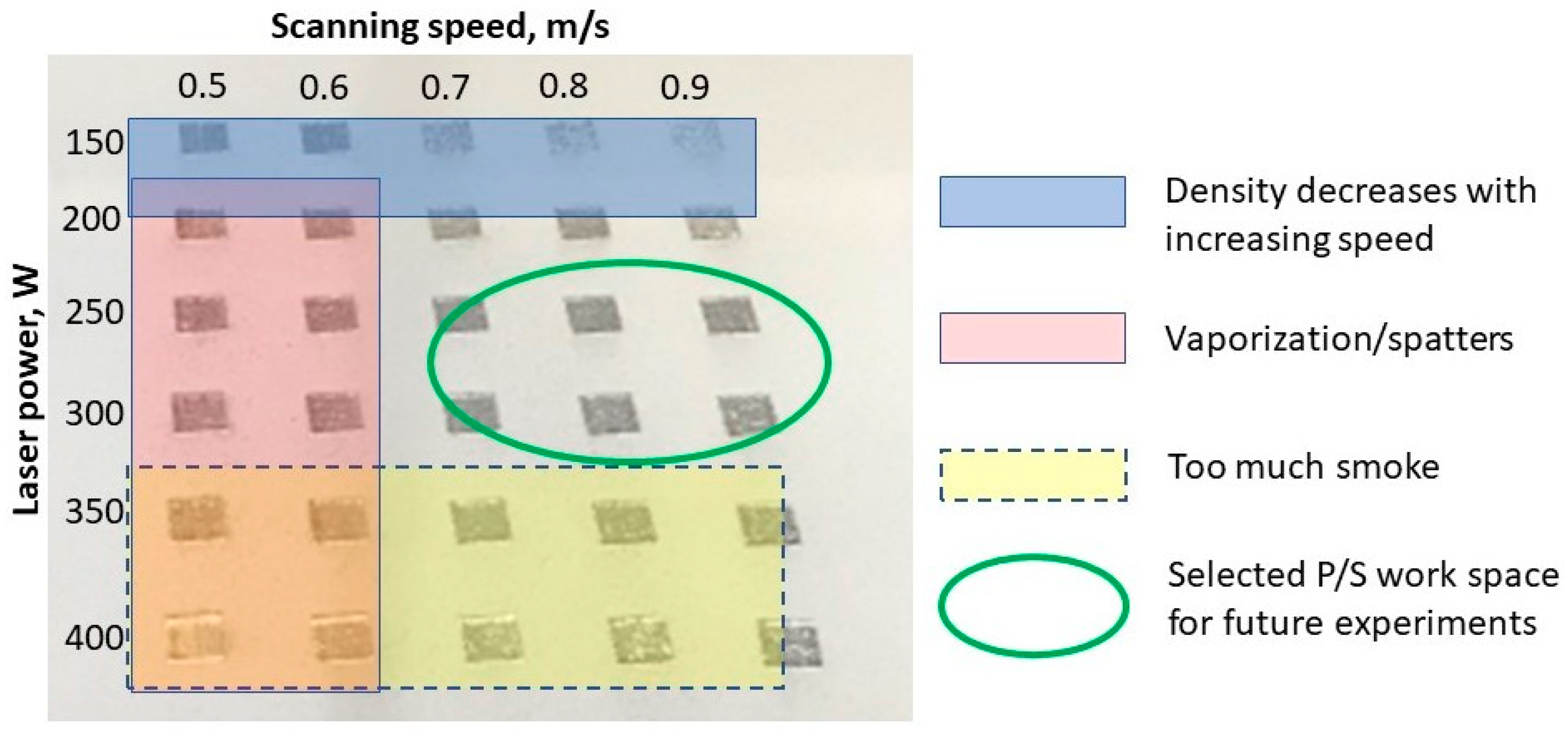
3.1. Process Parameters Initial Optimization
- -
- Avoid or reduce as much as possible the smoke production and spatters.
- -
- Avoid or reduce the alloy vaporization.
- -
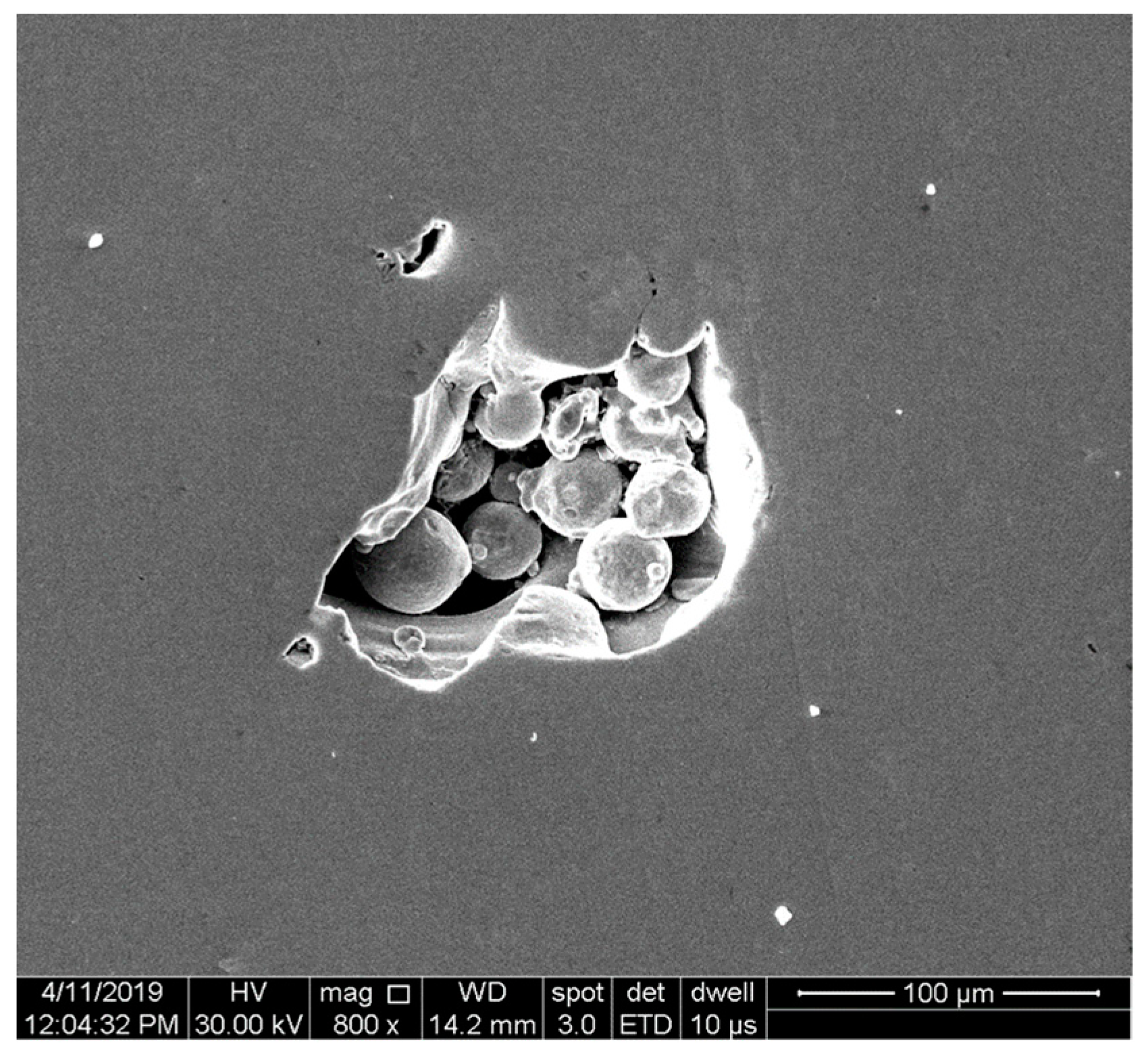
- Avoidance of those parameter sets that generate a sharp decrease in density and lack of fusion.
3.2. Process Parameters Fine-Tuning
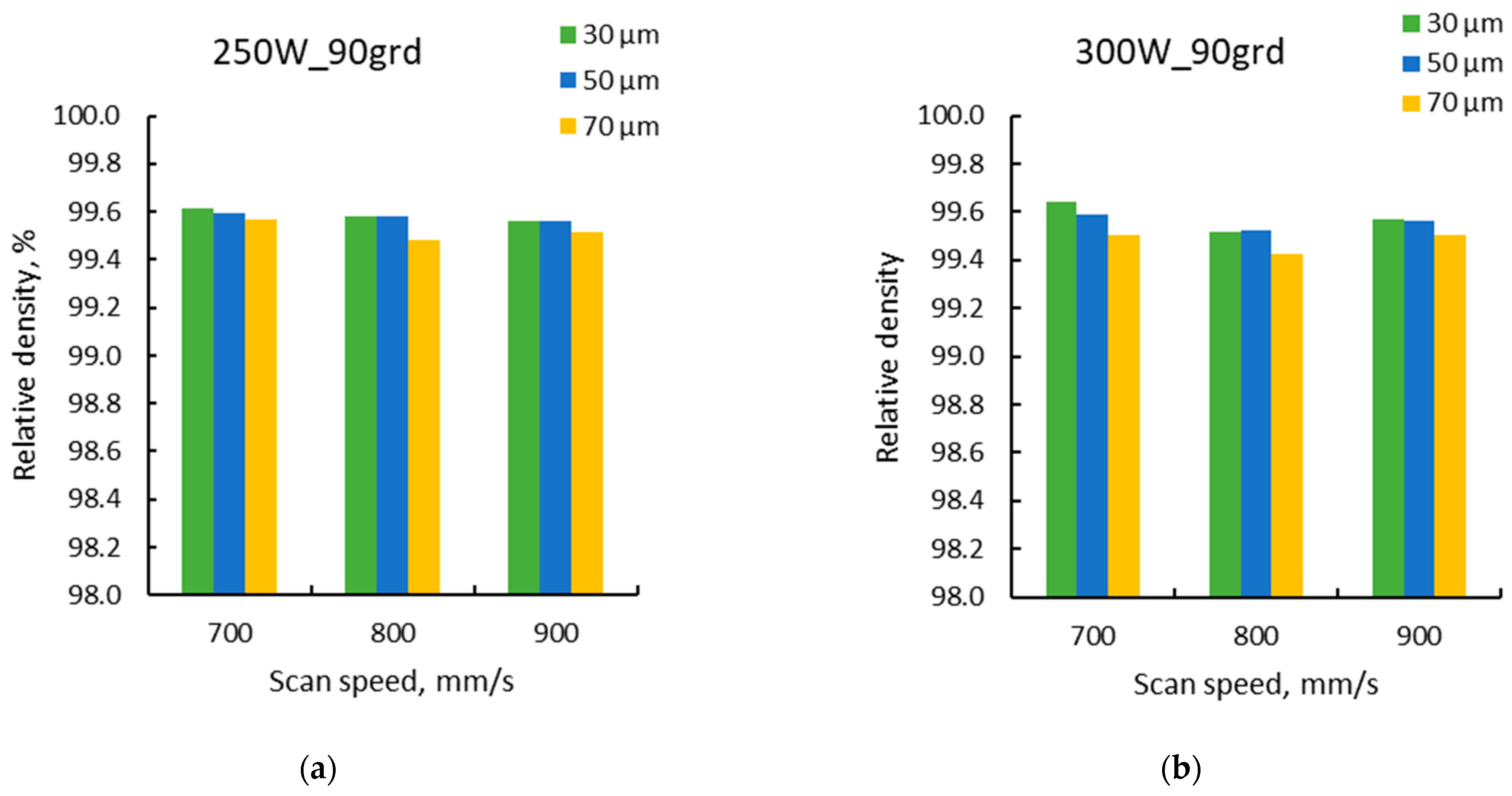
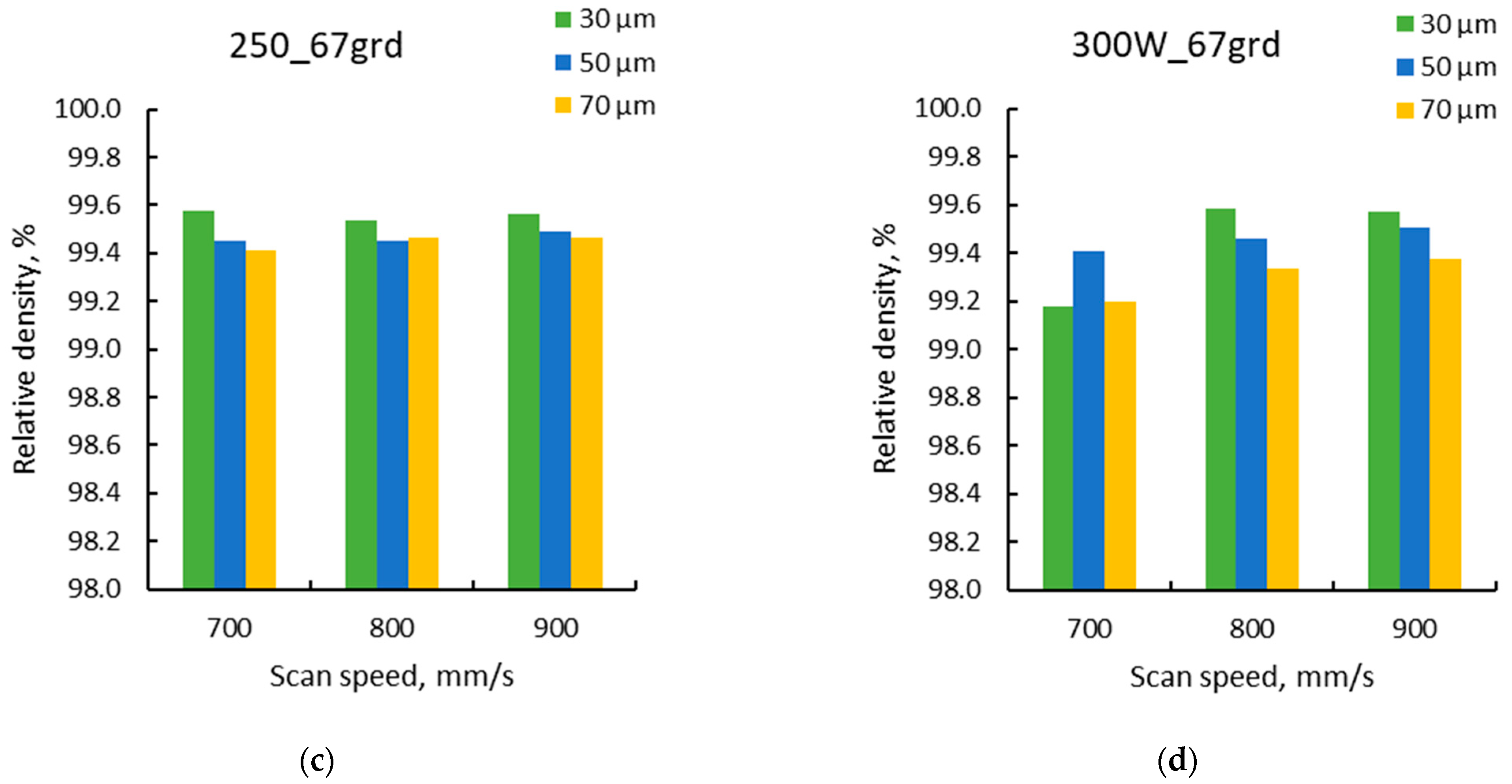
3.2.1. Layer Thickness
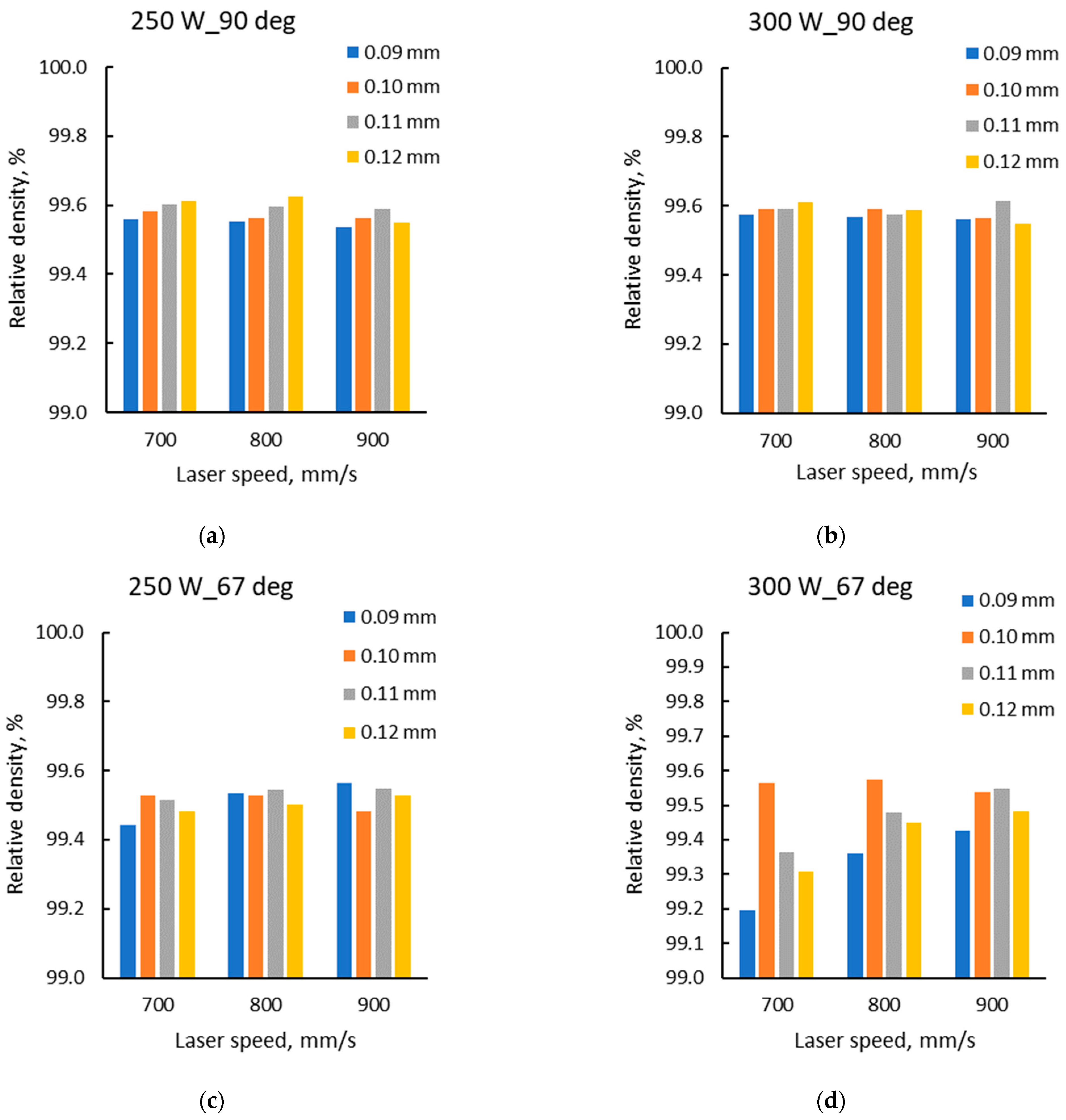
3.2.2. Hatch Distance
4. Discussions
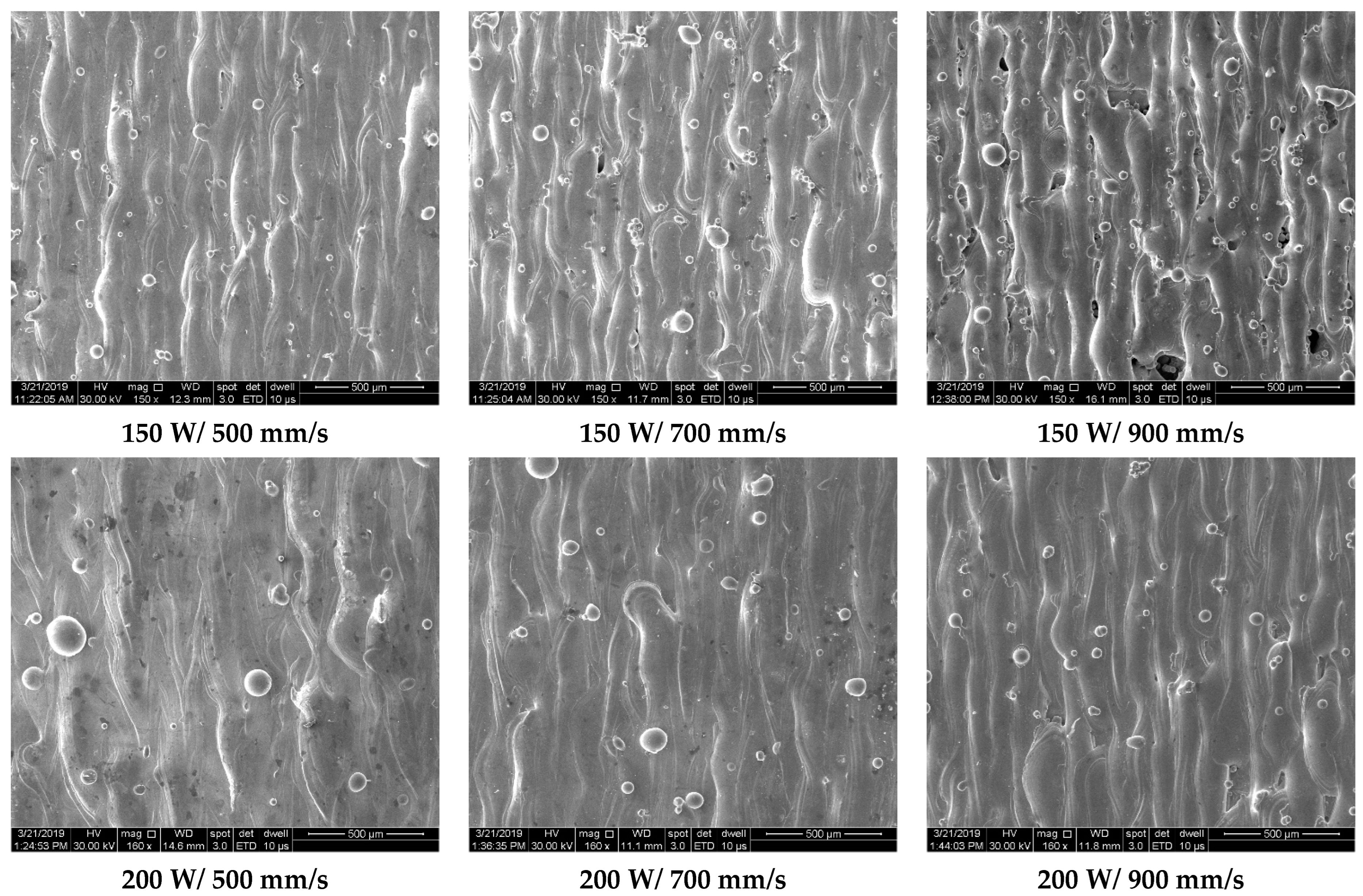
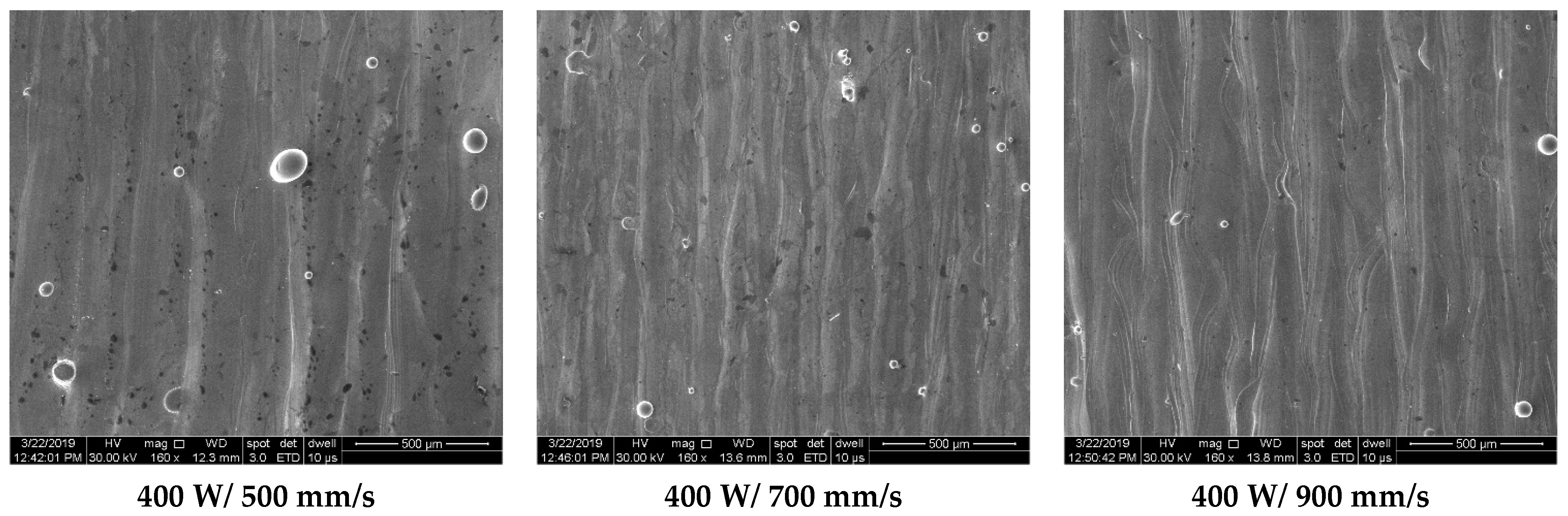
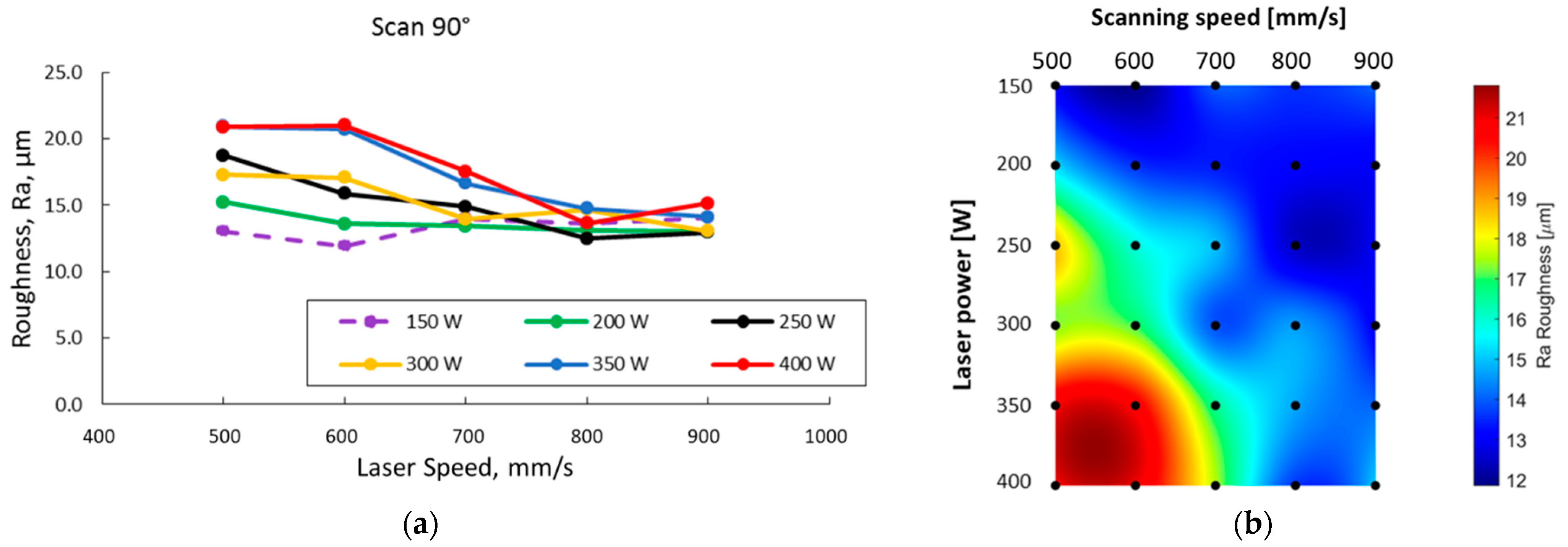
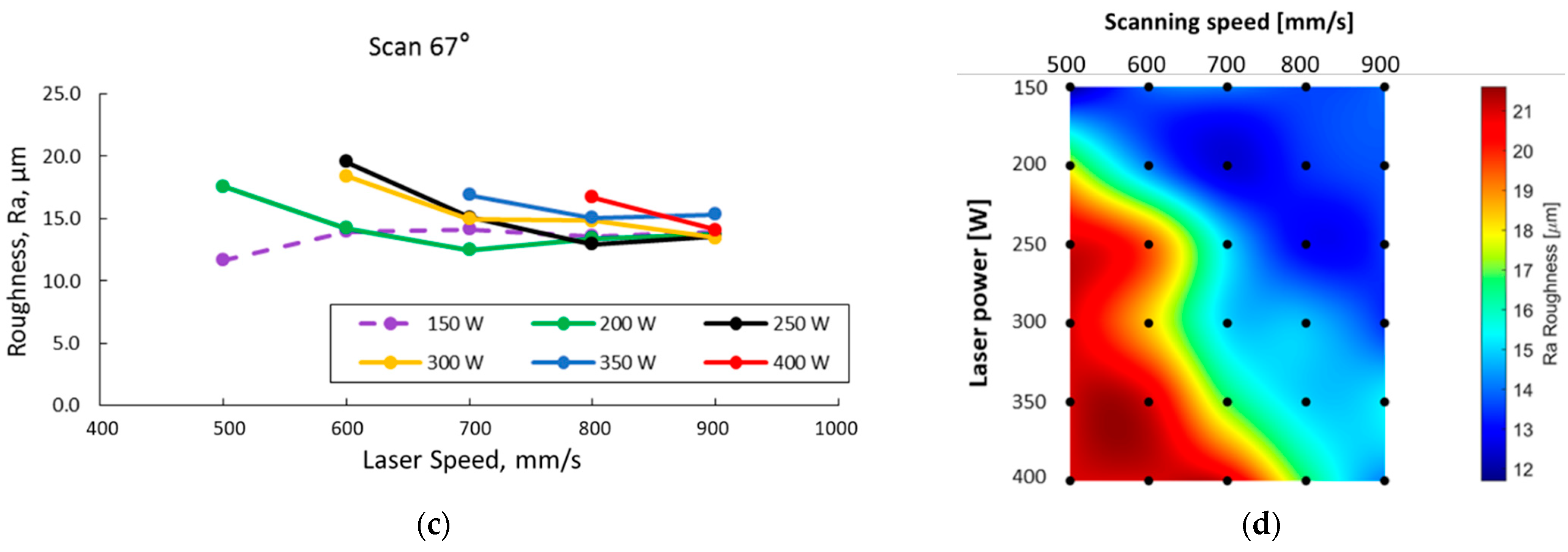
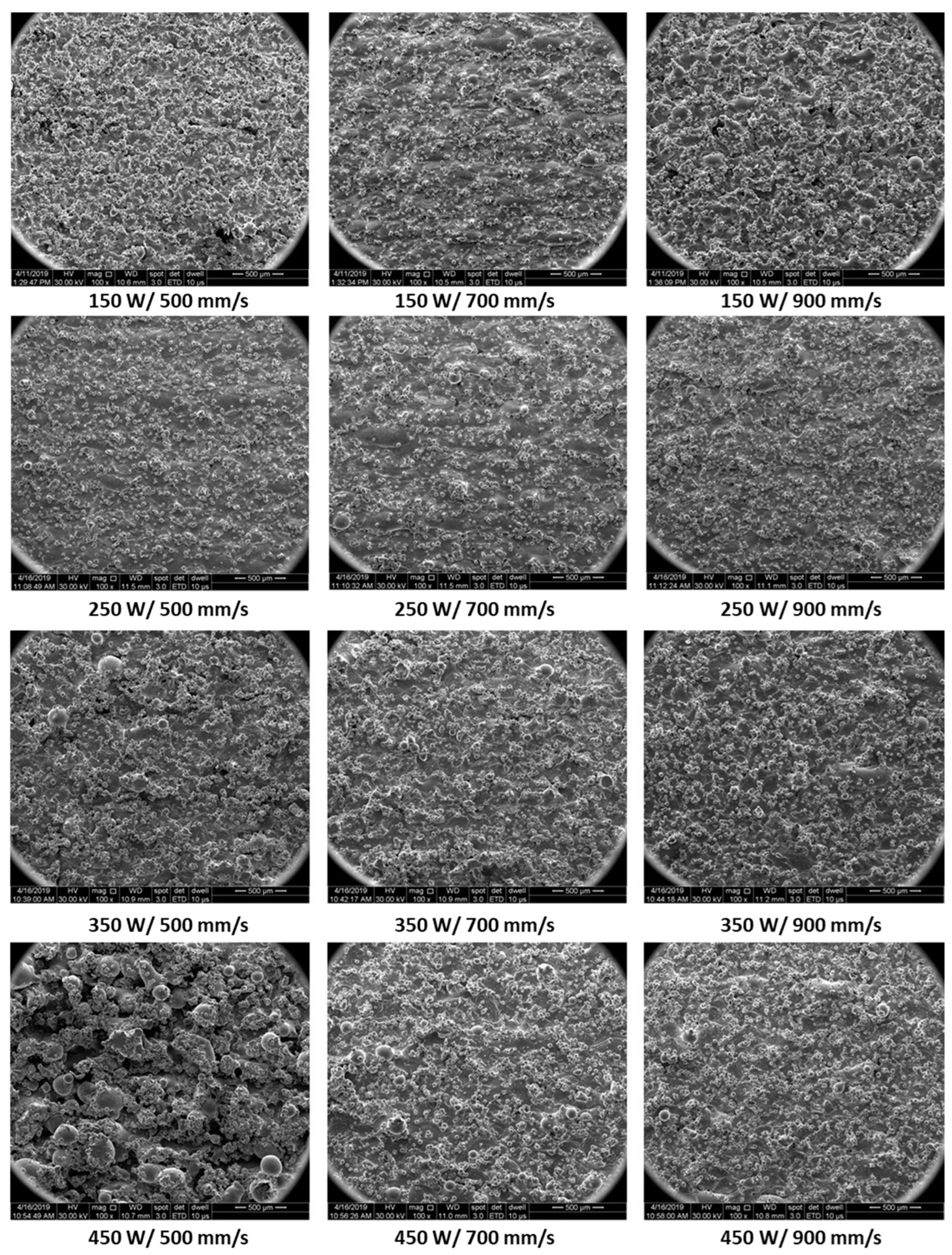
4.1. Specimens’ Surface Quality
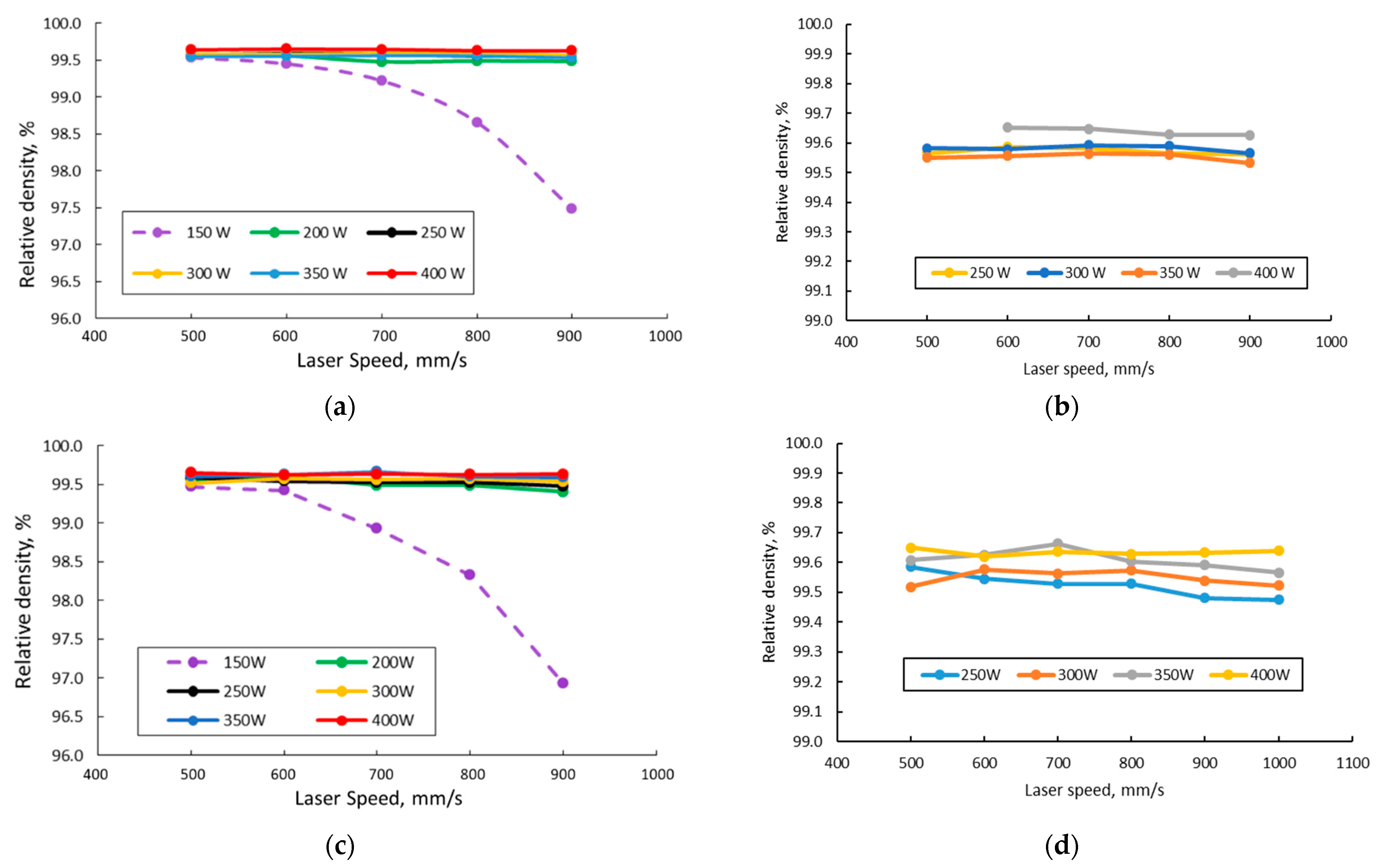
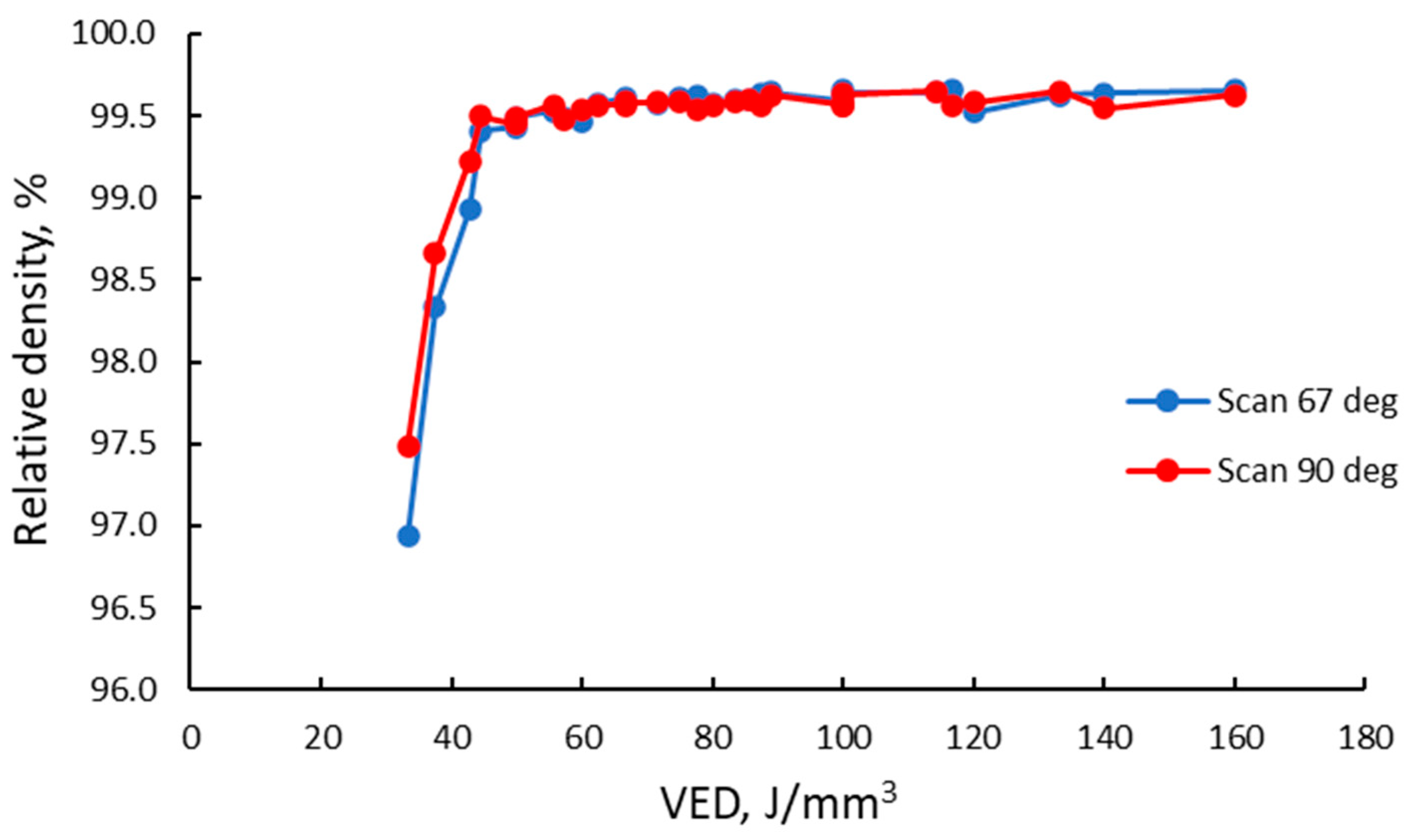
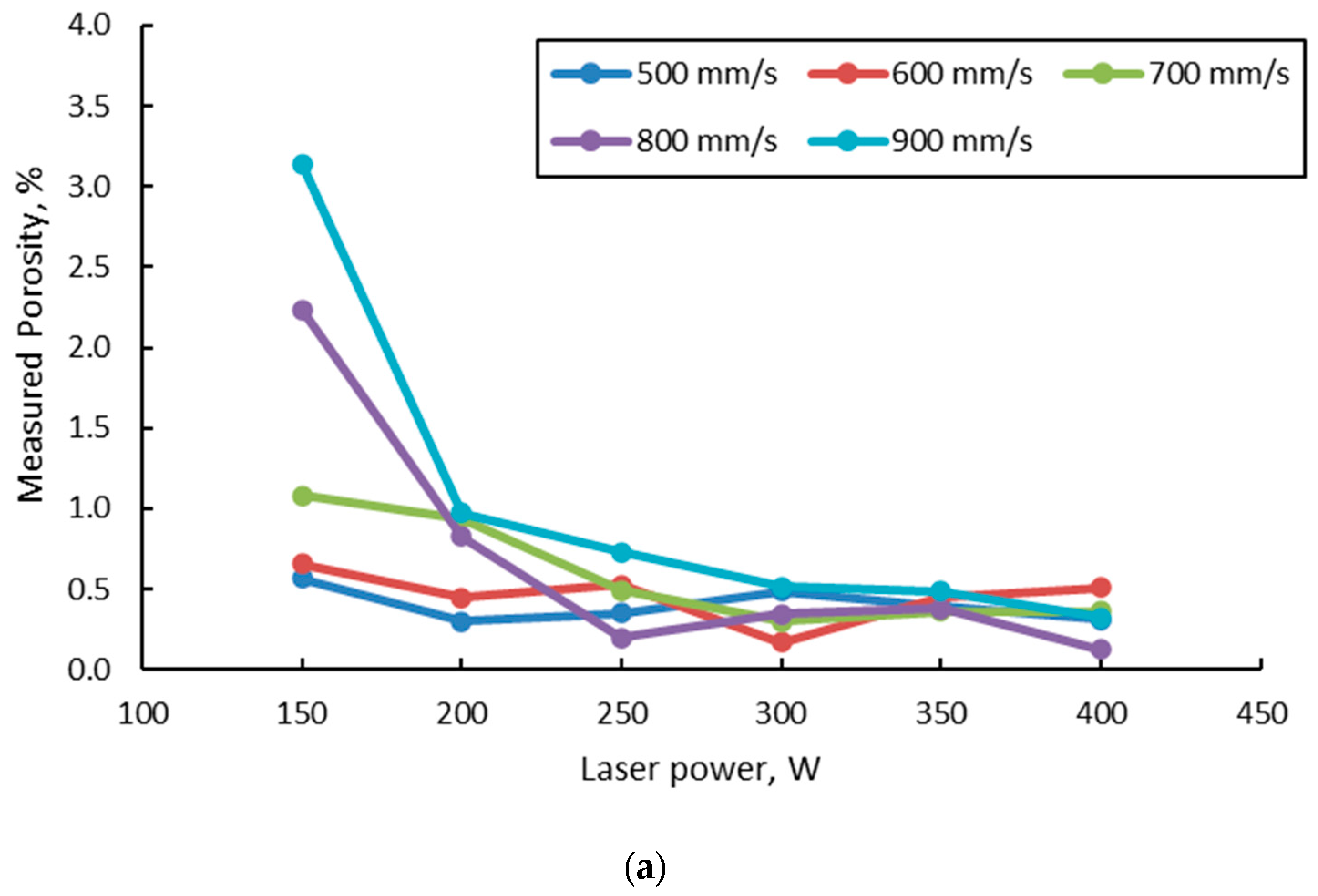
4.2. Material Densification
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewsk, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mat. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Antonysamy, A.A. Microstructure, Texture and Mechanical Property Evolution during Additive Manufacturing of Ti6Al4V Alloy for Aerospace Applications. Ph.D. Thesis, Faculty of Engineering and Physical Sciences, University of Manchester, Manchester, UK, 2012. [Google Scholar]
- Yap, C.Y.; Chung, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Shuai, L.; Wei, Q.; Shi, Y.; Zhang, J.; Wei, L. Micro-crack formation and controlling of Inconel 625 parts fabricated by selective melting, Solid Freeform Fabrication. In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium 2016–An Additive Manufacturing Conference, Austin, TX, USA, 8–10 August 2016; Bourell, D.L., Crawford, R.H., Seepersad, C.C., Beaman, J.J., Fish, S., Marcus, H., Eds.; University of Texas: Austin, TX, USA, 2016; pp. 520–529. [Google Scholar]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Siddiqui, S.F.; Fasoro, A.A.; Gordon, A.P. Selective laser melting (SLM) of Ni-based superalloys. In Additive Manufacturing Handbook: Product Development for the Defense Industry, 1st ed.; Badiru, A.B., Valencia, V.V., Liu, D., Eds.; CRC Press: Boca Raton, FL, USA, 2017; pp. 225–250. [Google Scholar]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Maity, T.; Das, J.; Eckert, J. Is the energy density a reliable parameter for materials synthesis by selective laser melting? Mat. Res. Lett. 2017, 5, 386–390. [Google Scholar] [CrossRef] [Green Version]
- Arısoy, Y.M.; Criales, L.E.; Özel, T.; Lane, B.; Moylan, S.; Donmez, A. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2017, 90, 1393–1417. [Google Scholar] [CrossRef]
- Kumar, P.; Farah, J.; Akram, J.; Teng, C.; Ginn, J.; Misra, M. Influence of laser processing parameters on porosity in Inconel 718 during additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 108, 1497–1507. [Google Scholar] [CrossRef]
- Marchese, G.; Bassini, E.; Calandri, M.; Ambrosio, E.P.; Calignano, F.; Lorusso, M.; Mandredi, D.; Paverse, M.; Biamino, S.; Fino, P. Microstructural investigation of as fabricated and heat-treated Inconel 625 and Inconel 718 fabricated by direct metal laser sintering: Contribution of Politecnico di Torino and Istituto Italiano di Tecnologia (IIT) di Torino. Met. Powder Rep. 2016, 71, 273–278. [Google Scholar] [CrossRef]
- Wang, J.; Wu, W.J.; Jing, W.; Tan, X.; Bi, G.J.; Tor, S.B.; Leong, K.F.; Chua, C.K.; Liu, E. Improvement of densification and microstructure of ASTM A131 EH36 steel samples additively manufactured via selective laser melting with varying laser scanning speed and hatch spacing. Mat. Sci. Eng. A 2019, 746, 300–313. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkas, T. Effect of energy density and scanning strategy on densification microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mat. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Jia, Q.; Gu, D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloys Comp. 2014, 585, 713–721. [Google Scholar] [CrossRef]
- Sadowski, M.; Ladani, L.; Brindley, W.; Romano, J. Optimizing quality of additively manufactured Inconel 718 using powder bed laser melting process. Add. Manuf. 2016, 11, 60–70. [Google Scholar] [CrossRef]
- Letenneur, M.; Kreitcberg, A.; Brailovski, V. Optimization of Laser Powder Bed Fusion Processing Using a Combination of Melt Pool Modeling and Design of Experiment Approaches: Density Control. J. Manuf. Mater. Process. 2019, 3, 21. [Google Scholar] [CrossRef] [Green Version]
- Peng, T.; Chen, C. Influence of Energy Density on Energy Demand and Porosity of 316L Stainless Steel Fabrication by Selective Laser Melting. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 55–62. [Google Scholar] [CrossRef]
- Jaskari, M.; Ghosh, S.; Miettunen, I.; Karjalainen, P.; Jarvenpaa, A. Tensile Properties and Deformation of AISI 316L Additively Manufactured with Various Energy Densities. Materials 2021, 14, 5809. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. J. Mat. Des. 2017, 113, 331–340. [Google Scholar]
- Marchese, G.; Garmendia Colera, X.; Calignano, F.; Lorusso, M.; Biamino, S.; Minetola, P.; Manfredi, D. Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition. Adv. Eng. Mat. 2016, 19, 160063. [Google Scholar] [CrossRef]
- Kruth, J.P.; Dadbakhsh, S.; Vracken, B.; Kempen, K.; Vleugels, J.; Van Humbeeck, J. Additive Manufacturign of Metals via Selective Laser Melting: Process Aspects and Material Developments. In Additive Manufacturing: Innovations, Advances, and Applications; Srivatsan, T.S., Sudarshan, T.S., Eds.; CRC Press: Boca Raton, FL, USA, 2016; pp. 69–100. [Google Scholar]
- Gonzalez, J.A.; Mireles, J.; Stafford, S.W.; Perez, M.A.; Terrazas, C.A.; Wicker, R.B. Characterization of Inconel 625 fabrication using powder-bed-based additive manufacturing technologies. J. Mater. Process. Technol. 2019, 264, 200–210. [Google Scholar] [CrossRef]
- Kreitcberg, A.; Brailovski, V.; Turenne, S. Effect of heat treatment and hot isostatic pressing on the microstructure and mechanical properties of Inconel 625 alloy processed by laser powder bed fusion. Mater. Sci. Eng. A 2017, 689, 1–10. [Google Scholar] [CrossRef]
- Wan, H.Y.; Zhou, Z.J.; Li, C.P.; Chen, G.F.; Zhang, G.P. Effect of scanning strategy on mechanical properties of selective laser melted Inconel 718. Mater. Sci. Eng. A 2019, 753, 42–48. [Google Scholar] [CrossRef]
- Xu, Z.; Hyde, C.J.; Tuck, C.; Clare, A.T. Creep behavior of Inconel 718 processed by laser powder bed fusion. J. Mater. Process. Technol. 2018, 256, 13–24. [Google Scholar] [CrossRef]
- Du, K.; Yang, L.; Xu, C.; Wang, B.; Gao, Y. High Strain Rate Yielding of Additive Manufacturing Inconel 625 by Selective Laser Melting. Materials 2021, 14, 5408. [Google Scholar] [CrossRef]
- Mumtaz, K.; Hopkinson, N. Top surface and side roughness of Inconel 625 parts processed using selective laser melting. Rapid Prototyp. J. 2009, 15, 96–103. [Google Scholar] [CrossRef]
- Fox, J.C.; Moylan, S.P.; Lane, B.M. Effect of Process Parameters on the Surface Roughness of Overhanging Structures in Laser Powder bed Fusion Additive Manufacturing. Proc. CIRP 2016, 45, 131–134. [Google Scholar] [CrossRef] [Green Version]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2012, 59, 1025. [Google Scholar] [CrossRef]
- Gao, Y.; Zhou, M. Superior Mechanical Behavior and Fretting Wear Resistance of 3D-Printed Inconel 625 Superalloy. Appl. Sci. 2018, 8, 2439. [Google Scholar] [CrossRef] [Green Version]
- Terris, T.; Adamski, F.; Peyre, P.; Dupuy, C. Influence of SLM process parameters on Inconel 625 superalloy samples. In Proceedings of the Lasers in Manufacturing Conference 2017, München, Germany, 26–29 June 2017; p. 12. [Google Scholar]
- Wong, H.; Dawson, K.; Ravi, G.A.; Howlett, L.; Jones, R.O.; Sutcliffe, C.J. Multi-Laser Powder Bed Fusion Benchmarking–Initial Trials with Inconel 625. Int. J. Adv. Manuf. Technol. 2019, 105, 2891–2906. [Google Scholar] [CrossRef] [Green Version]
- Poulin, J.-R.; Kreitcberg, A.; Terriault, P.; Brailovski, V. Long fatigue crack propagation behavior of laser powder bed-fused Inconel 625 with intentionally seeded porosity. Int. J. Fatigue 2019, 127, 144–156. [Google Scholar] [CrossRef]
- Mostafaei, A.; Stevens, E.L.; Hughes, E.T.; Biery, S.D.; Hilla, C.; Chmielus, M. Powder bed binder jet printed alloy 625: Densification, microstructure and mechanical properties. Mater. Des. 2016, 108, 126–135. [Google Scholar] [CrossRef] [Green Version]
- Mostafaei, A.; Neelapu, S.H.V.R.; Kisailus, C.; Nath, L.M.; Jacobs, T.D.B.; Chmielus, M. Characterizing surface finish and fatigue behavior in binder-jet 3D-printed nickel-based superalloy 625. Addit. Manuf. 2018, 24, 565–586. [Google Scholar] [CrossRef] [Green Version]
- ISO 3369; Impermeable Sintered Metal Materials and Hardmetals–Determination of Density. International Organization for Standardization: Geneva, Switzerland, 2010.
- Tarasov, D.A.; Milder, O.B.; Tyagunov, A.G. An accurate empirical formula for determining the density of heat-resistant nickel alloys. Lett. Mater. 2021, 11, 192–197. [Google Scholar] [CrossRef]
- ASTM F3056; Standard Specification for Additive Manufacturing Nickel Alloy (UNS N06625) with Powder Bed Fusion. ASTM International: West Conshohocken, PA, USA, 2014. [CrossRef]
- ISO 4288; Geometrical Product Specifications (GPS)–Surface Texture: Profile method–Rules and Procedures for the Assessment of Surface Texture. International Organization for Standardization: Geneva, Switzerland, 1996.
- Cheng, B.; Chou, K. Melt Pool Evolution Study in Selective Laser Melting. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium–An Additive Manufacturing Conference, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Sun, S.; Brandt, M.; Easton, M. Powder Bed Fusion Processes: An Overview, Laser Additive Manufactur-ing: Materials, Design, Technologies, and Applications; Woodhead Publishing: Sawston, UK, 2017; pp. 55–77. [Google Scholar]
- Slotwinski, J.A.; Garboczi, E.J.; Hebenstreit, K.M. Porosity Measurements and Analysis for Metal Additive Manufacturing Process Control. J. Res. Natl. Inst. Stand Technol. 2014, 119, 494–528. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Meng, L.; Luo, S.; Wang, Z. Microstructural evolution and mechanical performances of selective laser melt-ing Inconel 718 for low to high laser power. J. Alloys Comp. 2020, 828, 154473. [Google Scholar] [CrossRef]
- Spierings, A.B.; Schneider, M.; Eggenberer, R. Comparison of density measurement techniques for additive manufac-tured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Sufiiarov, V.S.; Popovich, A.A.; Borisov, E.V.; Polozov, I.A.; Masaylo, D.V.; Orlov, A.V. The effect of layer thickness at selective laser melting. Proceedia Eng. 2017, 174, 126–134. [Google Scholar] [CrossRef]
- Darvish, K.; Chen, Z.W.; Pasang, T. Reducing lack of fusion during selective laser melting of CoCrMo alloy: Effect of laser power on geometrical features of tracks. Mater. Des. 2016, 112, 357–366. [Google Scholar] [CrossRef]
- Amirjan, M.; Sakiani, H. Effect of scanning strategy and speed on the microstructure and mechanical properties of se-lective laser melted IN718 nickel-based superalloy. Int. J. Adv. Manufact. Technol. 2019, 103, 1769–1780. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; de Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process. Technol. 2017, 255, 536–546. [Google Scholar] [CrossRef]
- Ni, C.; Shi, Y.; Liu, J. Effects of inclination angle on surface roughness and corrosion properties of selective laser melted 316L stainless steel. Mater. Res. Express 2018, 6, 036505. [Google Scholar] [CrossRef]
- Charles, A.; Elkaseer, A.; Thijs, L.; Hagenmeyer, V.; Scholz, S. Effect of process Parameters on the Generated Surface Roughness of Down-Facing Surfaces in Selective Laser Melting. Appl. Sci. 2019, 9, 1256. [Google Scholar] [CrossRef] [Green Version]
- Safdar, A.; He, H.Z.; Wei, L.Y.; Snis, A.; Chavez de Paz, L.E. Effect of process parameters settings and thickness on surface roughness of EBM produced Ti-6Al-4V. Rapid Prototyp. J. 2012, 18, 401–408. [Google Scholar] [CrossRef]
- Wang, P.; Sin, W.J.; Nai, M.L.S.; Wei, J. Effects of Processing Parameters on Surface Roughness of Additive Manufactured Ti-6Al-4V via Electron Beam Melting. Materials 2017, 10, 1121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Genna, S.; Rubino, G. Laser Finishing of Ti6Al4V Additive Manufacturing Parts by Electron Beam Melting. Appl. Sci. 2020, 10, 183. [Google Scholar] [CrossRef] [Green Version]
- Criales, L.E.; Arisoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Ozel, T. Laser powder bed fusion of nickel alloy 625: Ex-perimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Condruz, M.R.; Matache, G.; Paraschiv, A.; Frigioescu, T.F.; Badea, T. Microstructure and Tensile Properties Anisotropy of Selective Laser Melting Manufactured IN 625. Materials 2020, 13, 4829. [Google Scholar] [CrossRef]
- Matache, G.; Vladut, M.; Paraschiv, A.; Condruz, M.R. Edge and corner effects in selective laser melting of IN 625 alloy. Manuf. Rev. 2020, 7, 8. [Google Scholar] [CrossRef] [Green Version]
- Adiaconitei, A.; Vintila, I.S.; Mihalache, R.; Paraschiv, A.; Frigioescu, T.; Vladut, M.; Pambaguian, L. A Study on using the Additive Manufacturing Process for the Development of a Closed Pump Impeller for Mechanically Pumped Fluid Loop Systems. Materials 2021, 14, 967. [Google Scholar] [CrossRef]
- Adiaconitei, A.; Vintila, I.S.; Mihalache, R.; Paraschiv, A.; Frigioescu, T.F.; Popa, I.F.; Pambaguian, L. Manufacturing of Closed Impeller for Mechanically Pump Fluid Loop Systems Using Selective Laser Melting Additive Manufacturing Technology. Materials 2021, 14, 5908. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Element | Specification, wt.% [39] | Metal Powder Chemical Composition, wt.% * |
|---|---|---|
| Al | 0.40 max | 0.06 |
| C | 0.10 max | 0.02 |
| Co | 1.0 max | 0.1 |
| Cr | 20.0–23.0 | 20.7 |
| Fe | 5.0 max | 4.1 |
| Mn | 0.50 max | 0.01 |
| Mo | 8.0–10.0 | 8.9 |
| Nb | 3.15–4.15 | 3.77 |
| Si | 0.50 max | 0.01 |
| Ti | 0.40 max | 0.07 |
| Ni | rem | rem |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paraschiv, A.; Matache, G.; Condruz, M.R.; Frigioescu, T.F.; Pambaguian, L. Laser Powder Bed Fusion Process Parameters’ Optimization for Fabrication of Dense IN 625. Materials 2022, 15, 5777. https://doi.org/10.3390/ma15165777
Paraschiv A, Matache G, Condruz MR, Frigioescu TF, Pambaguian L. Laser Powder Bed Fusion Process Parameters’ Optimization for Fabrication of Dense IN 625. Materials. 2022; 15(16):5777. https://doi.org/10.3390/ma15165777
Chicago/Turabian StyleParaschiv, Alexandru, Gheorghe Matache, Mihaela Raluca Condruz, Tiberius Florian Frigioescu, and Laurent Pambaguian. 2022. "Laser Powder Bed Fusion Process Parameters’ Optimization for Fabrication of Dense IN 625" Materials 15, no. 16: 5777. https://doi.org/10.3390/ma15165777