
Quantifying the Workability of Calcium Sulfoaluminate Cement Paste Using Time-Dependent Rheology

 ,
,
Abstract
:1. Introduction
2. Materials and Experimental Methods
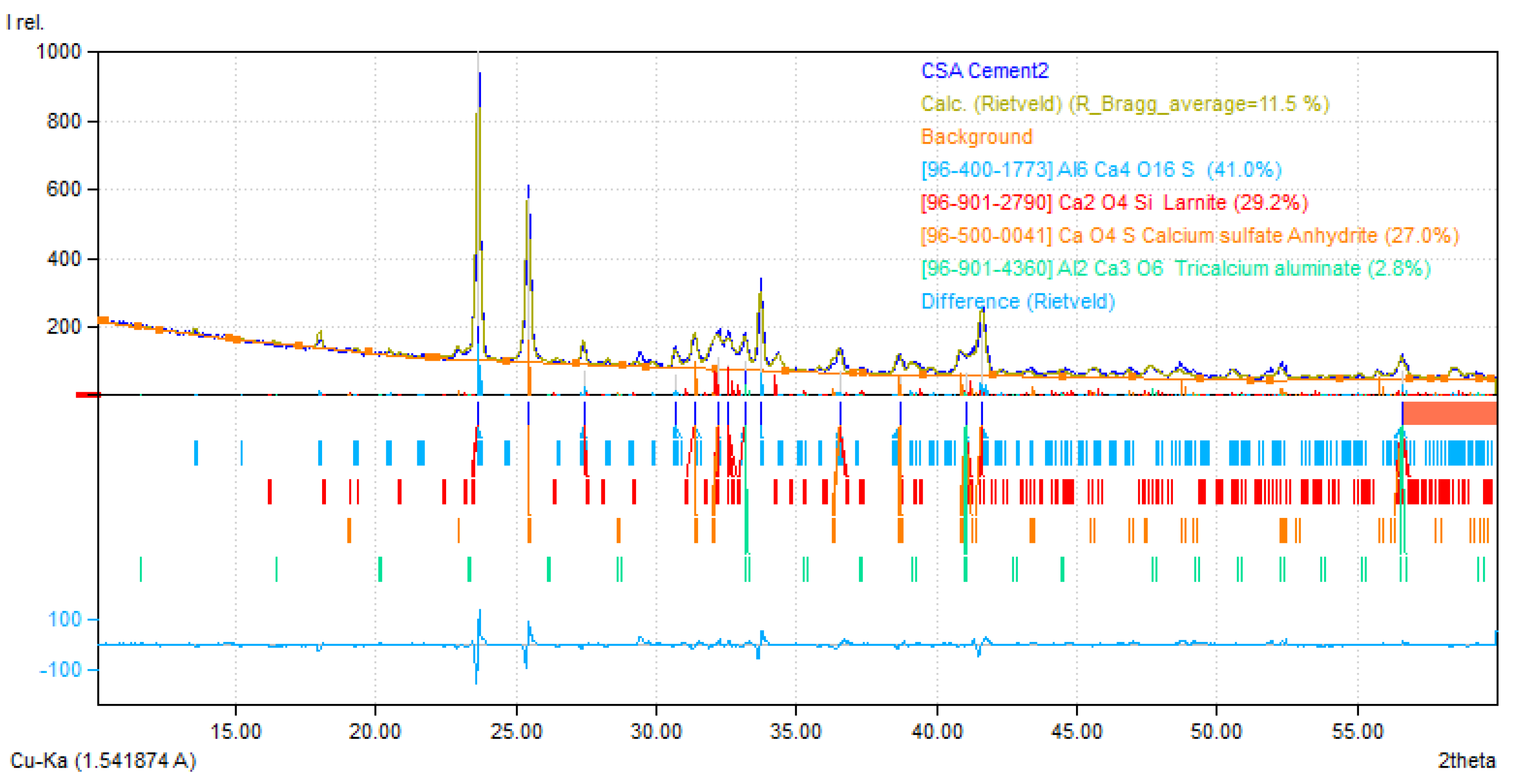
2.1. Materials
2.2. Mixing Protocol
2.3. Parallel Plate Rheometry
2.4. Vicat Set Time
3. Results and Discussion
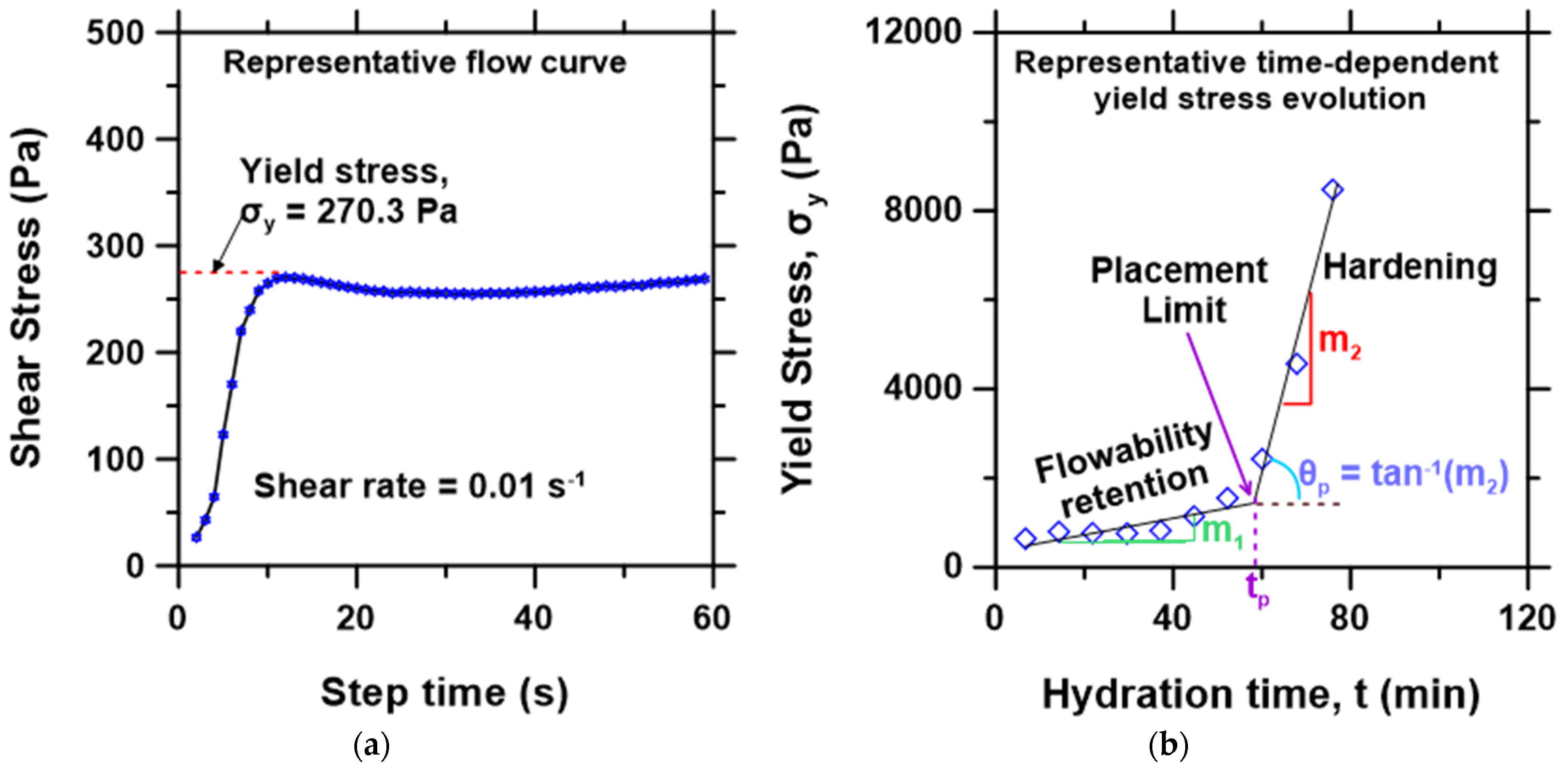
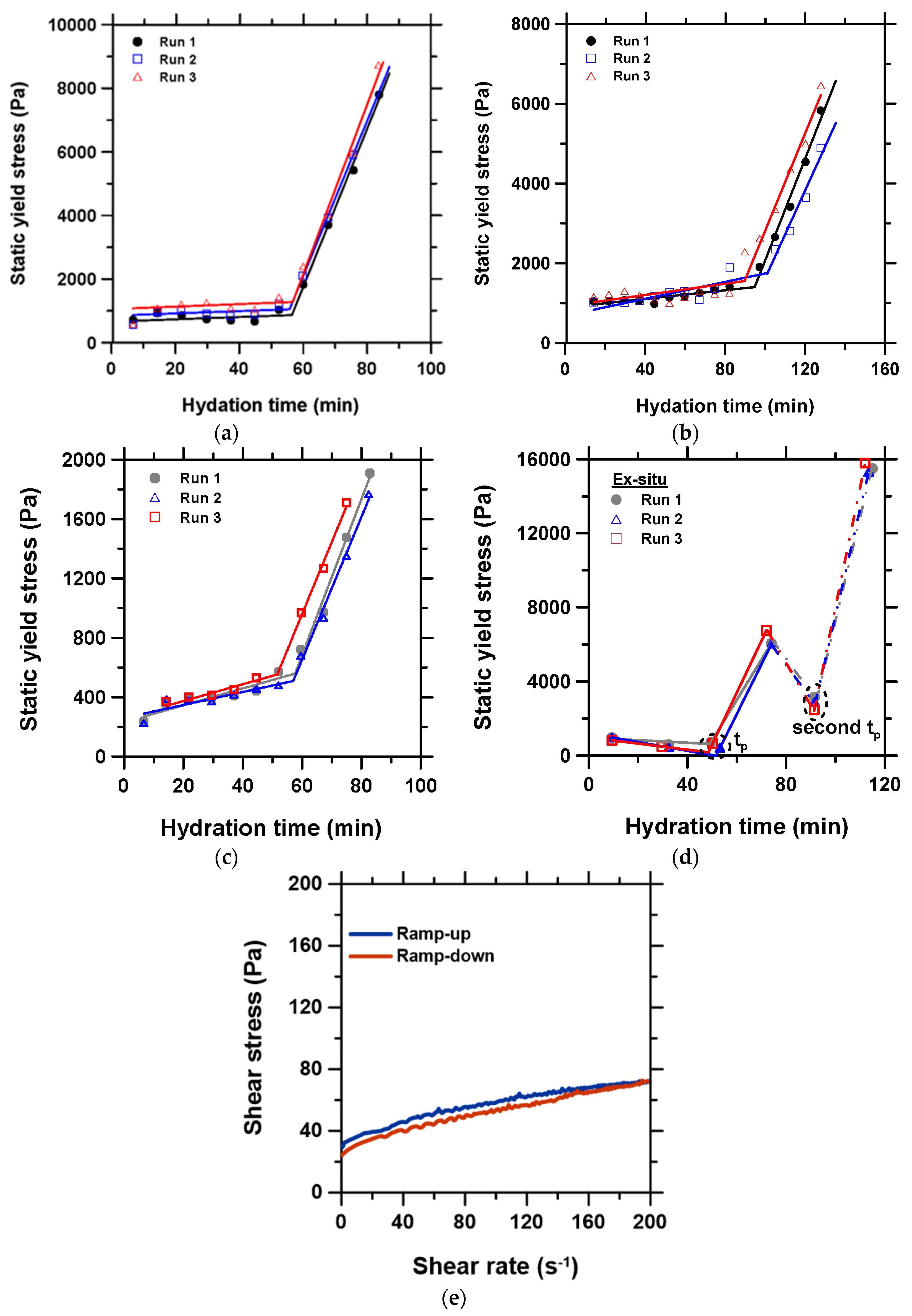
3.1. Time-Dependent Yield Stress Evolution
3.2. Flowability Retention Metrics
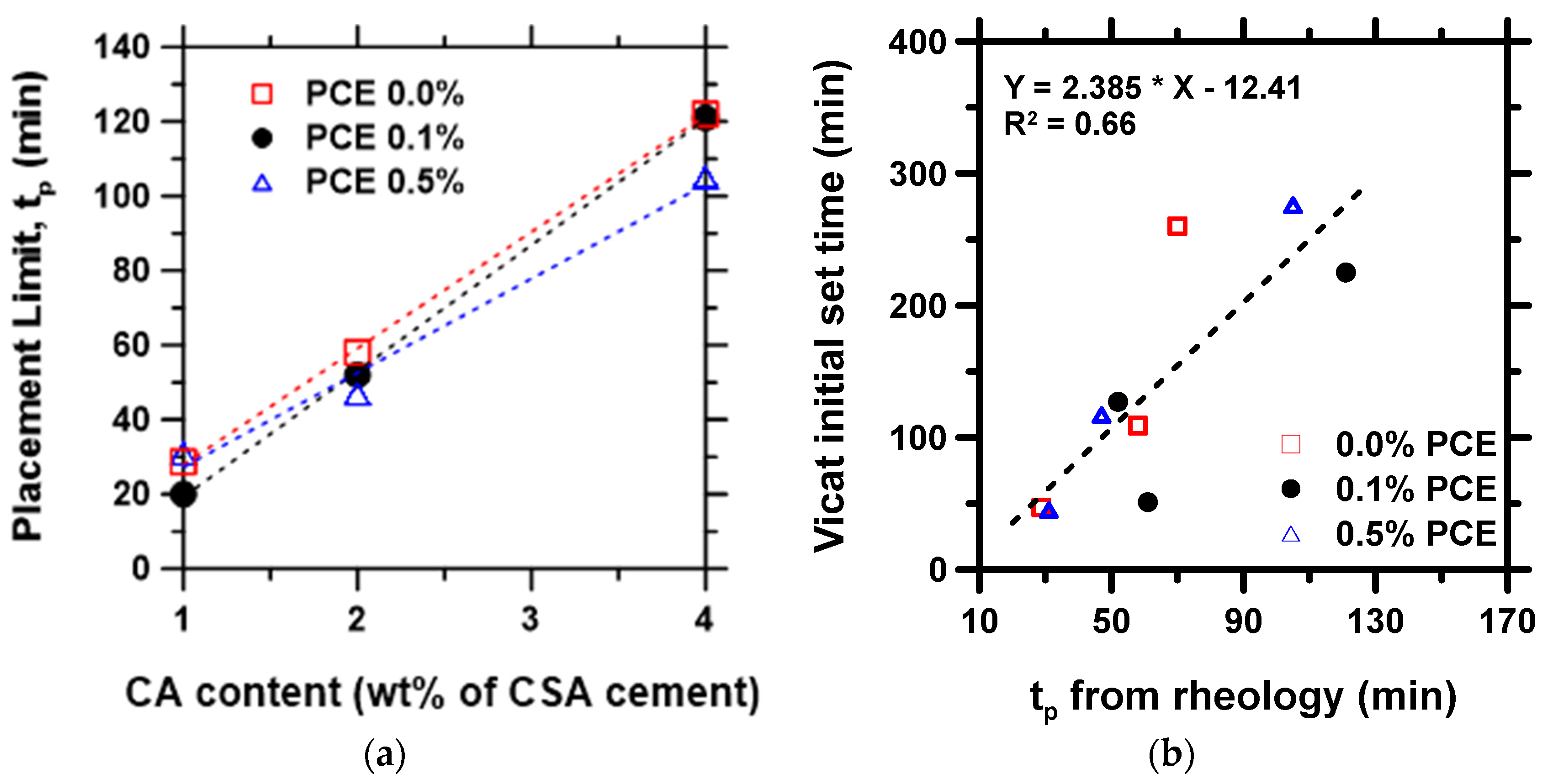
3.3. Placement Limit Metrics
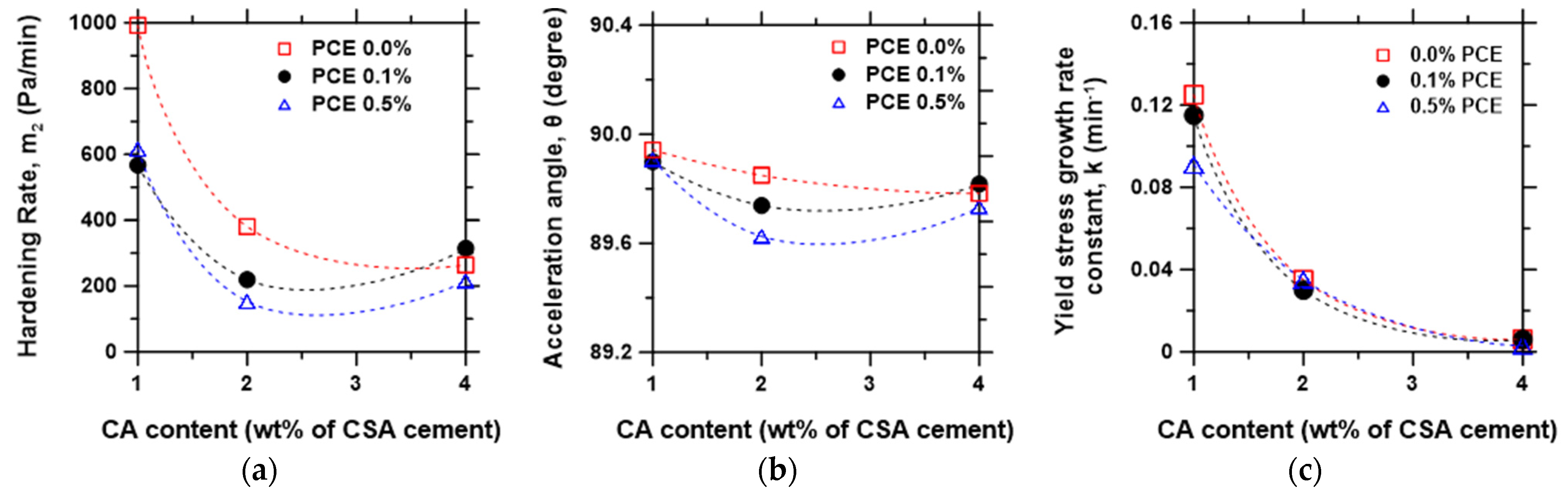
3.4. Hardening Rate Metrics
3.5. Reproducibility, Effect of Geometries, and Test Parameter Selection
3.5.1. Static Yield Stress Tests
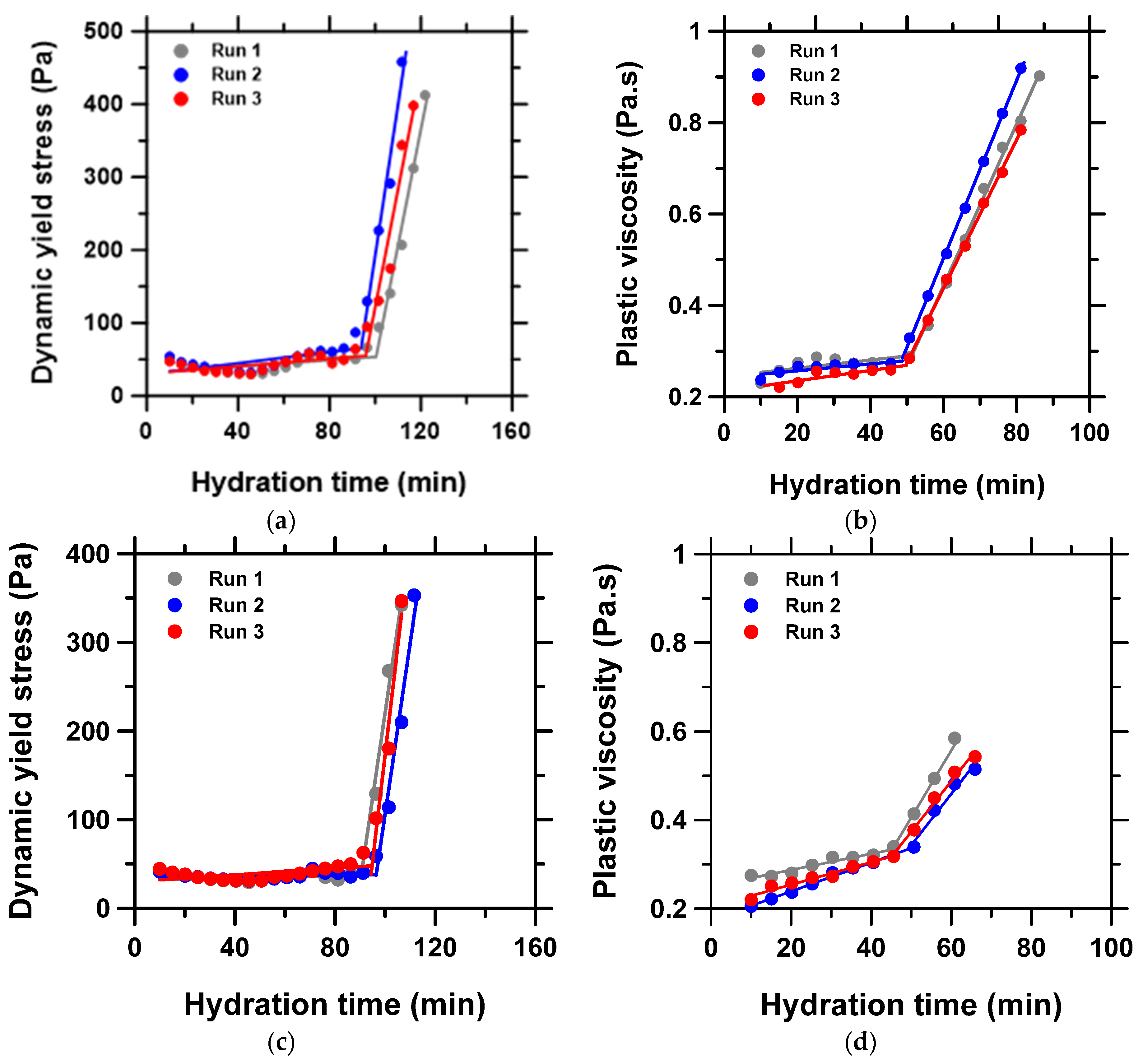
3.5.2. Dynamic Yield Stress and Plastic Viscosity Tests
4. Conclusions
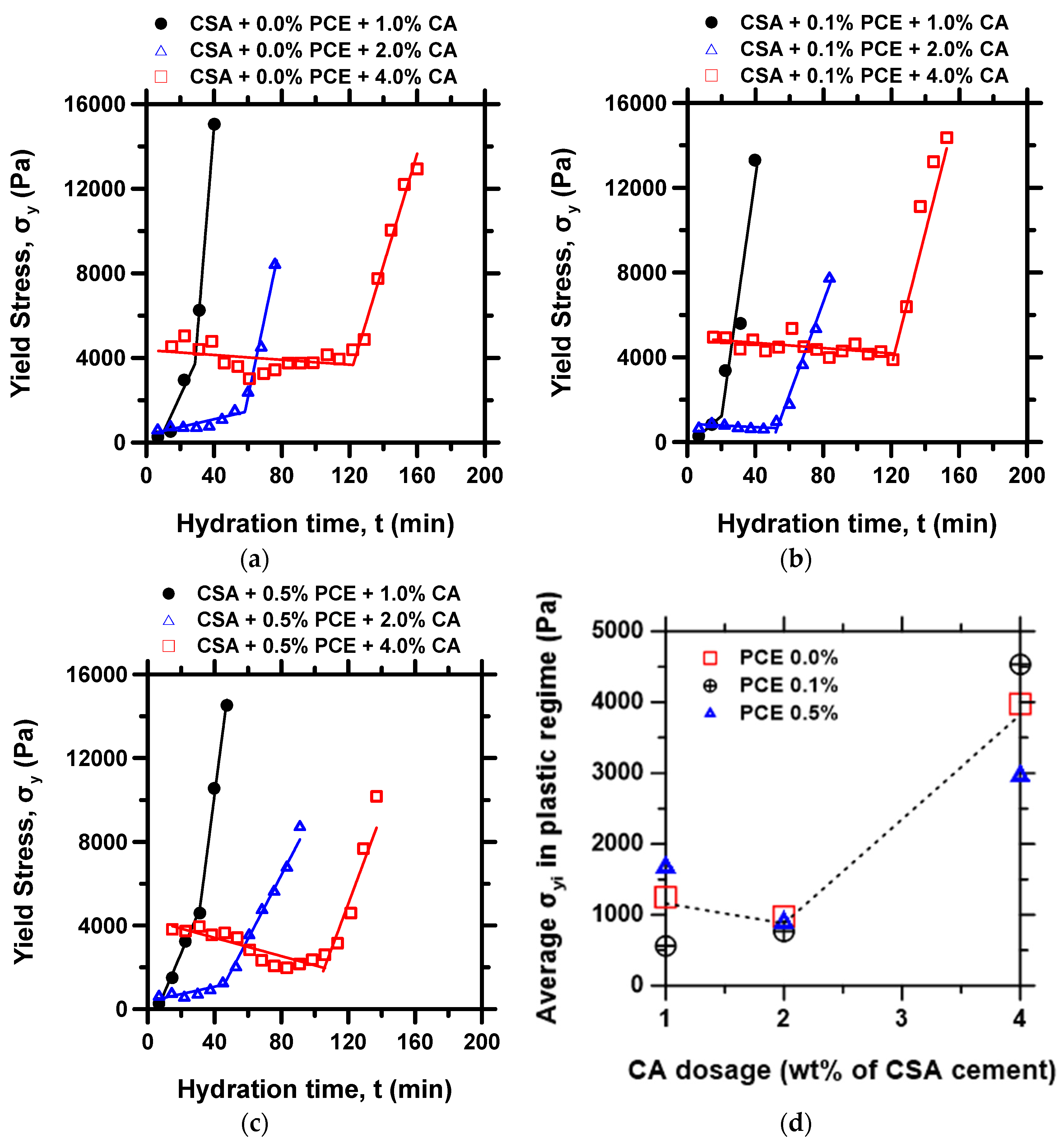
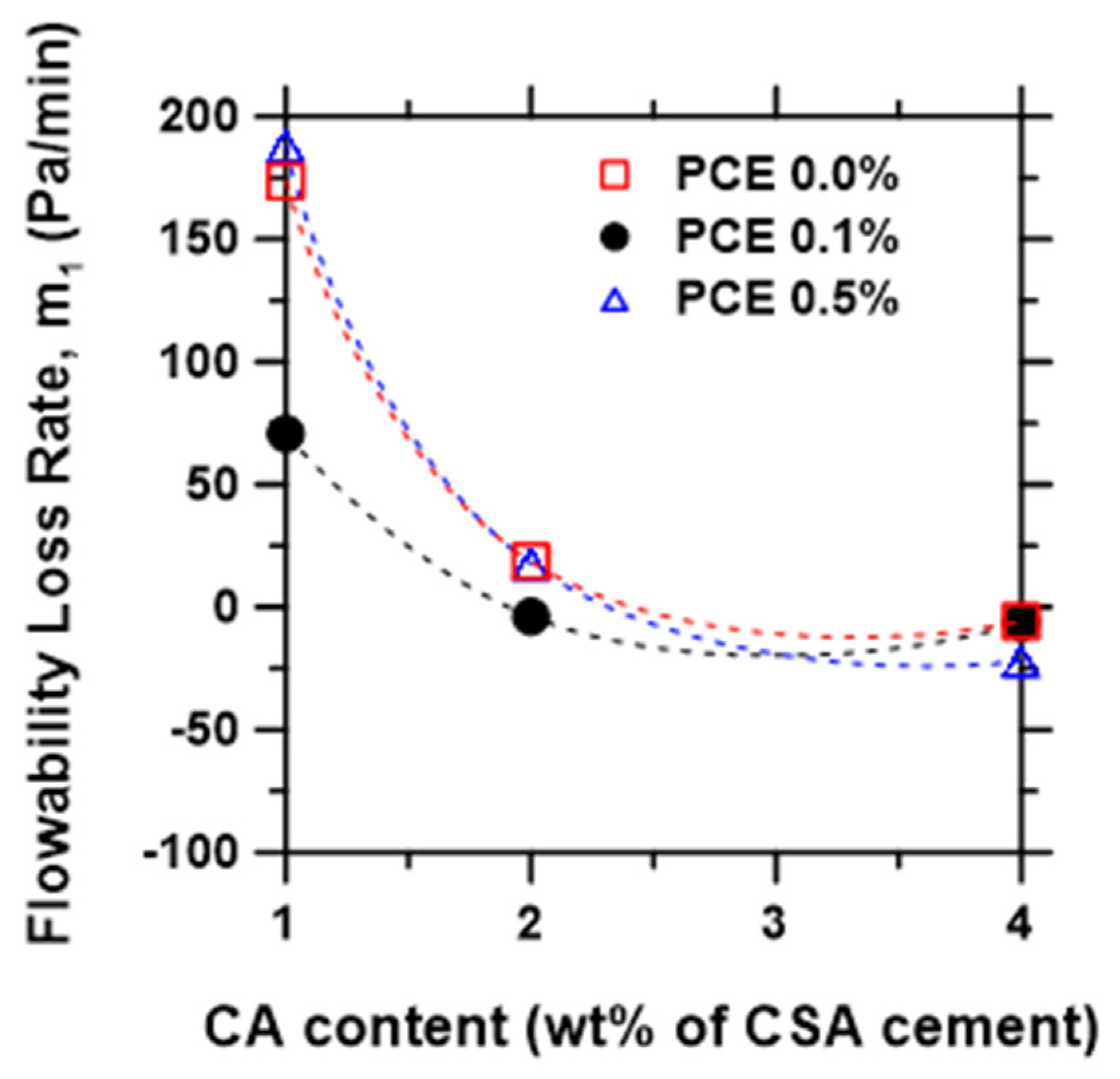
- The flowability retention and placement time were significantly enhanced by increasing the content of CA. On the other hand, the hardening rate, acceleration angle, and yield stress growth rate decreased with the increasing CA content. In contrast, an increase in PCE dosage showed a limited effect on the flowability retention and placement time due to the competitive adsorption of the citric acid in lieu of PCE.
- The effect of the PCE dosage was more noticeable on the hardening rate metrics, wherein the hardening rate decreased with the increasing PCE dosage.
- The paste made with 2% CA and 0.1% PCE provided an overall best workability performance in terms of low average yield stress in the flowability regime (), low rate of flowability loss (), moderate placement time (), and moderate hardening rate metrics (). However, different applications, such as 3D printing, extended pumping, or oil-well cementing, will feature different combinations of the metrics: , , , , , for favorable mix design.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Juenger, M.; Winnefeld, F.; Provis, J.L.; Ideker, J. Advances in Alternative Cementitious Binders. Cem. Concr. Res. 2011, 41, 1232–1243. [Google Scholar] [CrossRef]
- Gartner, E.; Sui, T. Alternative Cement Clinkers. Cem. Concr. Res. 2018, 114, 27–39. [Google Scholar] [CrossRef]
- Lehne, J.; Preston, F. Making Concrete Change Innovation in Low-Carbon Cement and Concrete; The Royal Institute of International Affairs: London, UK, 2018; p. 138. [Google Scholar]
- Gilfillan, D.; Marland, G. CDIAC-FF: Global and National CO2 Emissions from Fossil Fuel Combustion and Cement Manufacture: 1751–2017. Earth Syst. Sci. Data 2021, 13, 1667–1680. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 Emissions from Cement Production, 1928–2018. Earth Syst. Sci. Data 2019, 11, 1675–1710. [Google Scholar] [CrossRef] [Green Version]
- Gartner, E. Industrially Interesting Approaches to “Low-CO2” Cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Tan, B.; Okoronkwo, M.U.; Kumar, A.; Ma, H. Durability of Calcium Sulfoaluminate Cement Concrete. J. Zhejiang Univ. Sci. A 2020, 21, 118–128. [Google Scholar] [CrossRef]
- Hargis, C.W.; Kirchheim, A.P.; Monteiro, P.J.M.; Gartner, E.M. Early Age Hydration of Calcium Sulfoaluminate (Synthetic Ye’elimite, C4A3S¯) in the Presence of Gypsum and Varying Amounts of Calcium Hydroxide. Cem. Concr. Res. 2013, 48, 105–115. [Google Scholar] [CrossRef]
- Morin, V.; Termkhajornkit, P.; Huet, B.; Pham, G. Impact of Quantity of Anhydrite, Water to Binder Ratio, Fineness on Kinetics and Phase Assemblage of Belite-Ye’elimite-Ferrite Cement. Cem. Concr. Res. 2017, 99, 8–17. [Google Scholar] [CrossRef]
- Telesca, A.; Marroccoli, M.; Pace, M.L.; Tomasulo, M.; Valenti, G.L.; Monteiro, P.J.M. A Hydration Study of Various Calcium Sulfoaluminate Cements. Cem. Concr. Compos. 2014, 53, 224–232. [Google Scholar] [CrossRef]
- Winnefeld, F.; Martin, L.H.J.; Müller, C.J.; Lothenbach, B. Using Gypsum to Control Hydration Kinetics of CSA Cements. Constr. Build. Mater. 2017, 155, 154–163. [Google Scholar] [CrossRef]
- Li, G.; Zhang, J.; Song, Z.; Shi, C.; Zhang, A. Improvement of Workability and Early Strength of Calcium Sulphoaluminate Cement at Various Temperature by Chemical Admixtures. Constr. Build. Mater. 2018, 160, 427–439. [Google Scholar] [CrossRef]
- ASTM C143/C143M; Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- Su, T.; Kong, X.; Tian, H.; Wang, D. Effects of Comb-like PCE and Linear Copolymers on Workability and Early Hydration of a Calcium Sulfoaluminate Belite Cement. Cem. Concr. Res. 2019, 123, 105801. [Google Scholar] [CrossRef]
- Zajac, M.; Skocek, J.; Bullerjahn, F.; Haha, M.B. Effect of Retarders on the Early Hydration of Calcium-Sulpho-Aluminate (CSA) Type Cements. Cem. Concr. Res. 2016, 84, 62–75. [Google Scholar] [CrossRef]
- Burris, L.E.; Kurtis, K.E. Influence of Set Retarding Admixtures on Calcium Sulfoaluminate Cement Hydration and Property Development. Cem. Concr. Res. 2018, 104, 105–113. [Google Scholar] [CrossRef]
- Zhang, G.; Li, G.; Li, Y. Effects of Superplasticizers and Retarders on the Fluidity and Strength of Sulphoaluminate Cement. Constr. Build. Mater. 2016, 126, 44–54. [Google Scholar] [CrossRef]
- Ke, G.; Zhang, J. Effects of Retarding Admixture, Superplasticizer and Supplementary Cementitious Material on the Rheology and Mechanical Properties of High Strength Calcium Sulfoaluminate Cement Paste. J. Adv. Concr. Technol. 2020, 18, 17–26. [Google Scholar] [CrossRef] [Green Version]
- Tan, H.; Guo, Y.; Zou, F.; Jian, S.; Ma, B.; Zhi, Z. Effect of Borax on Rheology of Calcium Sulphoaluminate Cement Paste in the Presence of Polycarboxylate Superplasticizer. Constr. Build. Mater. 2017, 139, 277–285. [Google Scholar] [CrossRef]
- Bedard, C.; Mailvaganam, N.P. The Use of Chemical Admixtures in Concrete. Part I: Admixture-Cement Compatibility. J. Perform. Constr. Facil. 2005, 19, 263–266. [Google Scholar] [CrossRef]
- Mailvaganam, N. Admixture Compatibility in Special Concretes. Spec. Publ. 1999, 186, 615–634. [Google Scholar]
- Bedard, C.; Mailvaganam, N.P. The Use of Chemical Admixtures in Concrete. Part II: Admixture-Admixture Compatibility and Practical Problems. J. Perform. Constr. Facil. 2006, 20, 2–5. [Google Scholar] [CrossRef]
- Chen, M.; Liu, B.; Li, L.; Cao, L.; Huang, Y.; Wang, S.; Zhao, P.; Lu, L.; Cheng, X. Rheological Parameters, Thixotropy and Creep of 3D-Printed Calcium Sulfoaluminate Cement Composites Modified by Bentonite. Compos. Part B Eng. 2020, 186, 107821. [Google Scholar] [CrossRef]
- Chen, M.; Yang, L.; Zheng, Y.; Huang, Y.; Li, L.; Zhao, P.; Wang, S.; Lu, L.; Cheng, X. Yield Stress and Thixotropy Control of 3D-Printed Calcium Sulfoaluminate Cement Composites with Metakaolin Related to Structural Build-Up. Constr. Build. Mater. 2020, 252, 119090. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Early Age Hydration, Rheology and Pumping Characteristics of CSA Cement-Based 3D Printable Concrete. Constr. Build. Mater. 2021, 275, 122136. [Google Scholar] [CrossRef]
- Ferraris, C.; de Larrard, F. Modified Slump Test to Measure Rheological Parameters of Fresh Concrete. Cem. Concr. Aggr. 1998, 20, 241. [Google Scholar] [CrossRef]
- Rubio-Hernández, F.J.; Velázquez-Navarro, J.F.; Galindo-Rosales, F.J. Rheological Characterization of a Time Dependent Fresh Cement Paste. Mech Time-Depend Mater 2009, 13, 199–206. [Google Scholar] [CrossRef]
- Koehler, E.P.; Fowler, D.W. Summary of Concrete Workability Test Methods; International Center for Aggregates Research, University of Texas at Austin: Austin, TX, USA, 2003; p. 93. [Google Scholar]
- Wang, G.S.; Alexander, A.M.; Haskin, R.; Poole, T.S.; Malone, P.G.; Wakeley, L. Portland-Cement Concrete Rheology and Workability: Final Report; Turner-Fairbank Highway Research Center: McLean, VA, USA, 2001; p. 111. [Google Scholar]
- Tattersall, G.H. Workability and Quality Control of Concrete; CRC Press: Boca Raton, FL, USA, 1991; ISBN 978-1-4822-6700-6. [Google Scholar]
- García-Maté, M.; Santacruz, I.; De la Torre, Á.G.; León-Reina, L.; Aranda, M.A.G. Rheological and Hydration Characterization of Calcium Sulfoaluminate Cement Pastes. Cem. Concr. Compos. 2012, 34, 684–691. [Google Scholar] [CrossRef]
- Ke, G.; Zhang, J.; Xie, S.; Pei, T. Rheological Behavior of Calcium Sulfoaluminate Cement Paste with Supplementary Cementitious Materials. Constr. Build. Mater. 2020, 243, 118234. [Google Scholar] [CrossRef]
- Yahia, A.; Khayat, K.H. Analytical Models for Estimating Yield Stress of High-Performance Pseudoplastic Grout. Cem. Concr. Res. 2001, 31, 731–738. [Google Scholar] [CrossRef]
- Atzeni, C.; Massidda, L.; Sanna, U. Comparison between Rheological Models for Portland Cement Pastes. Cem. Concr. Res. S 1985, 15, 511–519. [Google Scholar] [CrossRef]
- Roussel, N. Steady and Transient Flow Behaviour of Fresh Cement Pastes. Cem. Concr. Res. 2005, 35, 1656–1664. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D Concrete Printing: A Lower Bound Analytical Model for Buildability Performance Quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. A Rheology-Based Quasi-Static Shape Retention Model for Digitally Fabricated Concrete. Constr. Build. Mater. 2020, 254, 119241. [Google Scholar] [CrossRef]
- Lecompte, T.; Perrot, A. Non-Linear Modeling of Yield Stress Increase Due to SCC Structural Build-up at Rest. Cem. Concr. Res. 2017, 92, 92–97. [Google Scholar] [CrossRef]
- Cuesta, A.; De la Torre, A.G.; Losilla, E.R.; Peterson, V.K.; Rejmak, P.; Ayuela, A.; Frontera, C.; Aranda, M.A. Structure, Atomistic Simulations, and Phase Transition of Stoichiometric Yeelimite. Chem. Mater. 2013, 25, 1680–1687. [Google Scholar] [CrossRef] [Green Version]
- Tsurumi, T.; Hirano, Y.; Kato, H.; Kamiya, T.; Daimon, M. Crystal Structure and Hydration of Belite. Ceram. Trans. 1993, 40, 19–25. [Google Scholar]
- Cheng, G.; Zussman, J. The Crystal Structure of Anhydrite (CaSO4). Acta Crystallogr. 1963, 16, 767–769. [Google Scholar] [CrossRef] [Green Version]
- Steele, F.A.; Davey, W.P. The Crystal Structure of Tricalcium Aluminate. J. Am. Chem. Soc. 1929, 51, 2283–2293. [Google Scholar] [CrossRef]
- Ramachandran, V.S.; Malhotra, V.; Jolicoeur, C.; Spiratos, N. Suplerplasticizers: Properties and Applications in Concrete; Canada Centre for Mineral and Energy Technology: Ottawa, ON, Canada, 1998; ISBN 0-660-17393-X. [Google Scholar]
- Coussot, P. Rheometry of Pastes, Suspensions, and Granular Materials: Applications in Industry and Environment; John Wiley & Sons: Hoboken, NJ, USA, 2005; ISBN 0-471-72056-9. [Google Scholar]
- Nguyen, Q.; Boger, D. Measuring the Flow Properties of Yield Stress Fluids. Annu. Rev. Fluid Mech. 1992, 24, 47–88. [Google Scholar] [CrossRef]
- Sant, G.; Ferraris, C.F.; Weiss, J. Rheological Properties of Cement Pastes: A Discussion of Structure Formation and Mechanical Property Development. Cem. Concr. Res. 2008, 38, 1286–1296. [Google Scholar] [CrossRef]
- Okoronkwo, M.U.; Falzone, G.; Wada, A.; Franke, W.; Neithalath, N.; Sant, G. Rheology-Based Protocol to Establish Admixture Compatibility in Dense Cementitious Suspensions. J. Mater. Civ. Eng. 2018, 30, 04018122. [Google Scholar] [CrossRef]
- Chen, M.; Li, L.; Wang, J.; Huang, Y.; Wang, S.; Zhao, P.; Lu, L.; Cheng, X. Rheological Parameters and Building Time of 3D Printing Sulphoaluminate Cement Paste Modified by Retarder and Diatomite. Constr. Build. Mater. 2020, 234, 117391. [Google Scholar] [CrossRef]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A Feasible Method for Measuring the Buildability of Fresh 3D Printing Mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Roussel, N. Rheological Requirements for Printable Concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- ASTM C191; Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2019.
- Avadiar, L.; Leong, Y.-K. Interactions of PEI (Polyethylenimine)–Silica Particles with Citric Acid in Dispersions. Colloid Polym. Sci. 2011, 289, 237–245. [Google Scholar] [CrossRef]
- Li, G.; He, T.; Hu, D.; Shi, C. Effects of Two Retarders on the Fluidity of Pastes Plasticized with Aminosulfonic Acid-Based Superplasticizers. Constr. Build. Mater. 2012, 26, 72–78. [Google Scholar] [CrossRef]
- Gelardi, G.; Flatt, R. Working Mechanisms of Water Reducers and Superplasticizers. In Science and Technology of Concrete Admixtures; Elsevier: Amsterdam, The Netherlands, 2016; pp. 257–278. [Google Scholar]
- Tan, H.; Ma, B.; Li, X.; Jian, S.; Yang, H. Effect of Competitive Adsorption between Sodium Tripolyphosphate and Naphthalene Superplasticizer on Fluidity of Cement Paste. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2014, 29, 334–340. [Google Scholar] [CrossRef]
- Plank, J.; Winter, C. Competitive Adsorption between Superplasticizer and Retarder Molecules on Mineral Binder Surface. Cem. Concr. Res. 2008, 38, 599–605. [Google Scholar] [CrossRef]
- Acarturk, C.; Burris, L. Effects of Combination of Retarders on Calcium Sulfoaluminate (CSA) Cement Systems. In Proceedings of the International Conference on Cement–Based Materials Tailored for a Sustainable Future, Istanbul, Turkey, 9 June 2020. [Google Scholar] [CrossRef]
- Marchon, D.; Mantellato, S.; Eberhardt, A.B.; Flatt, R.J. Adsorption of Chemical Admixtures. In Science and Technology of Concrete Admixtures; Aïtcin, P.-C., Flatt, R.J., Eds.; Woodhead Publishing: London, UK, 2016; pp. 219–256. ISBN 978-0-08-100693-1. [Google Scholar]
- Marchon, D.; Sulser, U.; Eberhardt, A.; Flatt, R.J. Molecular Design of Comb-Shaped Polycarboxylate Dispersants for Environmentally Friendly Concrete. Soft Matter 2013, 9, 10719–10728. [Google Scholar] [CrossRef] [Green Version]
- Flatt, R.J.; Houst, Y.F.; Bowen, P.; Hofmann, J.W.H.; Sulser, U.; Maeder, U.; Burge, T.A. Interaction of Superplasticizers with Model Powders in a Highly Alkaline Medium. ACI SP 1997, 173, 743–762. [Google Scholar] [CrossRef]
- Yamada, K.; Ogawa, S.; Hanehara, S. Controlling of the Adsorption and Dispersing Force of Polycarboxylate-Type Superplasticizer by Sulfate Ion Concentration in Aqueous Phase. Cem. Concr. Res. 2001, 31, 375–383. [Google Scholar] [CrossRef]
- Plank, J.; Brandl, A.; Lummer, N.R. Effect of Different Anchor Groups on Adsorption Behavior and Effectiveness of Poly(N,N-Dimethylacrylamide-Co-Ca 2-Acrylamido-2-Methylpropanesulfonate) as Cement Fluid Loss Additive in Presence of Acetone–Formaldehyde–Sulfite Dispersant. J. Appl. Polym. Sci. 2007, 106, 3889–3894. [Google Scholar] [CrossRef]
- Nguyen, H.; Kunther, W.; Gijbels, K.; Samyn, P.; Carvelli, V.; Illikainen, M.; Kinnunen, P. On the Retardation Mechanisms of Citric Acid in Ettringite-Based Binders. Cem. Concr. Res. 2021, 140, 106315. [Google Scholar] [CrossRef]
- Lange, A.; Hirata, T.; Plank, J. Influence of the HLB Value of Polycarboxylate Superplasticizers on the Flow Behavior of Mortar and Concrete. Cem. Concr. Res. 2014, 60, 45–50. [Google Scholar] [CrossRef]
- Dalas, F.; Pourchet, S.; Nonat, A.; Rinaldi, D.; Sabio, S.; Mosquet, M. Fluidizing Efficiency of Comb-like Superplasticizers: The Effect of the Anionic Function, the Side Chain Length and the Grafting Degree. Cem. Concr. Res. 2015, 71, 115–123. [Google Scholar] [CrossRef]
- Roussel, N. Understanding the Rheology of Concrete; Woodhead Publishing: Cambridge, UK; Philadelphia, PA, USA, 2012; ISBN 978-0-85709-028-7. [Google Scholar]
- Bentz, D.P.; Ferraris, C.F. Rheology and Setting of High Volume Fly Ash Mixtures. Cem. Concr. Compos. 2010, 32, 265–270. [Google Scholar] [CrossRef] [Green Version]
- Amziane, S.; Ferraris, C.F. Cementitious Paste Setting Using Rheological and Pressure Measurements. ACI Mater. J. 2007, 104, 137–145. [Google Scholar]
- Roussel, N. A Thixotropy Model for Fresh Fluid Concretes: Theory, Validation and Applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Roussel, N. A Theoretical Frame to Study Stability of Fresh Concrete. Mater. Struct. 2006, 39, 81–91. [Google Scholar] [CrossRef]
- Han, D.; Ferron, R.D. Effect of Mixing Method on Microstructure and Rheology of Cement Paste. Constr. Build. Mater. 2015, 93, 278–288. [Google Scholar] [CrossRef] [Green Version]
- Bossler, F.; Weyrauch, L.; Schmidt, R.; Koos, E. Influence of Mixing Conditions on the Rheological Properties and Structure of Capillary Suspensions. Colloids Surf. A Physicochem. Eng. Asp. 2017, 518, 85–97. [Google Scholar] [CrossRef] [Green Version]
- Ley-Hernández, A.M.; Feys, D.; Kumar, A. How Do Different Testing Procedures Affect the Rheological Properties of Cement Paste? Cem. Concr. Res. 2020, 137, 106189. [Google Scholar] [CrossRef]
- Wallevik, O.H.; Feys, D.; Wallevik, J.E.; Khayat, K.H. Avoiding Inaccurate Interpretations of Rheological Measurements for Cement-Based Materials. Cem. Concr. Res. 2015, 78, 100–109. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Na2O | MgO | CaO | Al2O3 | SiO2 | P2O5 | SO3 | K2O | TiO2 | Mn2O3 | Fe2O3 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % Mass | 0.01 | 0.84 | 43.59 | 18.68 | 10.36 | 0.43 | 21.14 | 0.30 | 0.47 | 0.08 | 2.64 | 1.46 |
| (a) Parallel plate geometry with a gap of 700 μm | ||||
| m1 (Pa/min) | m2 (Pa/min) | tp (min) | θp (deg.) | |
| Run 1 | 3.68 | 248.88 | 56.45 | 89.77 |
| Run 2 | 3.62 | 243.90 | 55.75 | 89.77 |
| Run 3 | 3.97 | 266.66 | 56.70 | 89.79 |
| Average | 3.76 | 253.14 | 56.30 | 89.77 |
| STDEV | 0.18 | 11.96 | 0.49 | 0.01 |
| (b) Parallel plate geometry with a gap of 1000 μm | ||||
| m1 (Pa/min) | m2 (Pa/min) | tp min) | θp (deg.) | |
| Run 1 | 5.41 | 127.26 | 95.0 | 89.55 |
| Run 2 | 10.59 | 110.06 | 101.0 | 89.48 |
| Run 3 | 7.04 | 122.08 | 90.0 | 89.53 |
| Average | 7.67 | 119.79 | 95.3 | 89.51 |
| STDEV | 2.65 | 8.82 | 5.50 | 0.03 |
| (c) Vane rotor and cylinder cup geometry, with a vane rotor bob diameter and length of 28 and 42 mm, and an inner diameter of the cylindrical cup of 30.33 mm. | ||||
| m1 (Pa/min) | m2 (Pa/min) | tp (min) | θp (deg.) | |
| Run 1 | 5.682 | 52.47 | 57.6 | 88.91 |
| Run 2 | 4.371 | 48.02 | 57.0 | 88.81 |
| Run 3 | 5.654 | 48.44 | 51.8 | 88.82 |
| Average | 5.236 | 49.64 | 55.5 | 88.84 |
| STDEV | 0.749 | 2.456 | 3.19 | 0.055 |
| (d) Parallel plate geometry at a 700 µm gap: with ex situ mixing at 250 rpm prior to loading for each step measurement. | ||||
| m1 (Pa/min) | m2 (Pa/min) | tp (min) | θp (deg.) | |
| Run 1 | −6.916 | 218.12 | 49.5 | 89.73 |
| Run 2 | −23.45 | 267.81 | 51.5 | 89.78 |
| Run 3 | −16.53 | 279.77 | 48.5 | 89.79 |
| Average | −15.63 | 255.24 | 59.8 | 89.77 |
| STDEV | 8.30 | 32.69 | 1.53 | 0.031 |
| (a) Parallel plate geometry with a gap of 700 μm | ||||||||
| By dynamic yield stress evolution | By plastic viscosity evolution | |||||||
| m1 (Pa/min) | m2 (Pa/min) | tp (min) | θp (deg.) | m1 (Pa·s/min) | m2 (Pa·s/min) | tp (min) | θp (deg.) | |
| Run 1 | 0.219 | 15.90 | 100.5 | 86.40 | 0.0009 | 0.0176 | 50.6 | 1.008 |
| Run 2 | 0.384 | 20.65 | 94.0 | 87.22 | 0.0008 | 0.0194 | 48.8 | 1.111 |
| Run 3 | 0.254 | 16.14 | 96.0 | 86.45 | 0.0011 | 0.0160 | 49.8 | 0.917 |
| Average | 0.286 | 17.56 | 96.8 | 86.69 | 0.0009 | 0.0177 | 49.7 | 1.012 |
| STDEV | 0.180 | 2.676 | 3.32 | 0.462 | 0.0002 | 0.0017 | 0.90 | 0.097 |
| (b) Vane rotor and cylinder cup geometry, with a vane rotor bob diameter and length of 28 and 42 mm, and an inner diameter of the cylindrical cup of 30.33 mm. | ||||||||
| By dynamic yield stress evolution | By plastic viscosity evolution | |||||||
| m1 (Pa/min) | m2 (Pa/min) | tp (min) | θp (deg.) | m1 (Pa·s/min) | m2 (Pa·s/min) | tp (min) | θp (deg.) | |
| Run 1 | 0.05 | 19.23 | 90.3 | 87.02 | 0.0018 | 0.015 | 45.2 | 0.867 |
| Run 2 | 0.04 | 18.89 | 97.5 | 86.96 | 0.0032 | 0.011 | 48.9 | 0.662 |
| Run 3 | 0.03 | 24.10 | 94.4 | 87.62 | 0.0025 | 0.011 | 45.0 | 0.653 |
| Average | 0.04 | 20.74 | 94.1 | 87.20 | 0.0025 | 0.012 | 46.4 | 0.727 |
| STDEV | 0.01 | 2.916 | 3.61 | 0.360 | 0.0007 | 0.002 | 2.20 | 0.121 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mondal, S.K.; Welz, A.; Clinton, C.; Khayat, K.; Kumar, A.; Okoronkwo, M.U. Quantifying the Workability of Calcium Sulfoaluminate Cement Paste Using Time-Dependent Rheology. Materials 2022, 15, 5775. https://doi.org/10.3390/ma15165775
Mondal SK, Welz A, Clinton C, Khayat K, Kumar A, Okoronkwo MU. Quantifying the Workability of Calcium Sulfoaluminate Cement Paste Using Time-Dependent Rheology. Materials. 2022; 15(16):5775. https://doi.org/10.3390/ma15165775
Chicago/Turabian StyleMondal, Sukanta K., Adam Welz, Carrie Clinton, Kamal Khayat, Aditya Kumar, and Monday U. Okoronkwo. 2022. "Quantifying the Workability of Calcium Sulfoaluminate Cement Paste Using Time-Dependent Rheology" Materials 15, no. 16: 5775. https://doi.org/10.3390/ma15165775