
Experimental Study on the Interrelationship between the Moisture Content and Drying Shrinkage of Autoclaved Aerated Concrete Wallboard


Abstract
:1. Introduction
2. Moisture Content Test of AACW
2.1. Selection and Test Scheme
- (1)
- Soak all the missed water (20 °C ± 2 °C) for 72 h;
- (2)
- Take out the test block from the water, put it on the shelf for 1 min, then wipe off the water from the surface of the test block with a dry towel, and then weigh the initial mass m0 of each test block;
- (3)
- Set the drying oven temperature according to Table 1, and put the corresponding test piece groups in different test environments. Measure the temperature T, relative humidity RH, and the mass mt of the test block every 24 h. When the mass fluctuation of the test block before and after the two measurements is less than 0.01 kg, it can be determined that it has reached an equilibrium moisture content, and the mass of the test block at this moment can be measured;
- (4)
- Put the test block into the box with a temperature of 105 °C for drying. When the mass difference before and after the test block is not more than 0.2%, measure the weight md of the test piece after drying;
- (5)
- Moisture content of the test block at time t under different test conditions:
- (6)
- The final balanced moisture content of the test block under different test environments [8]:
2.2. Test Results and Analysis
- (1)
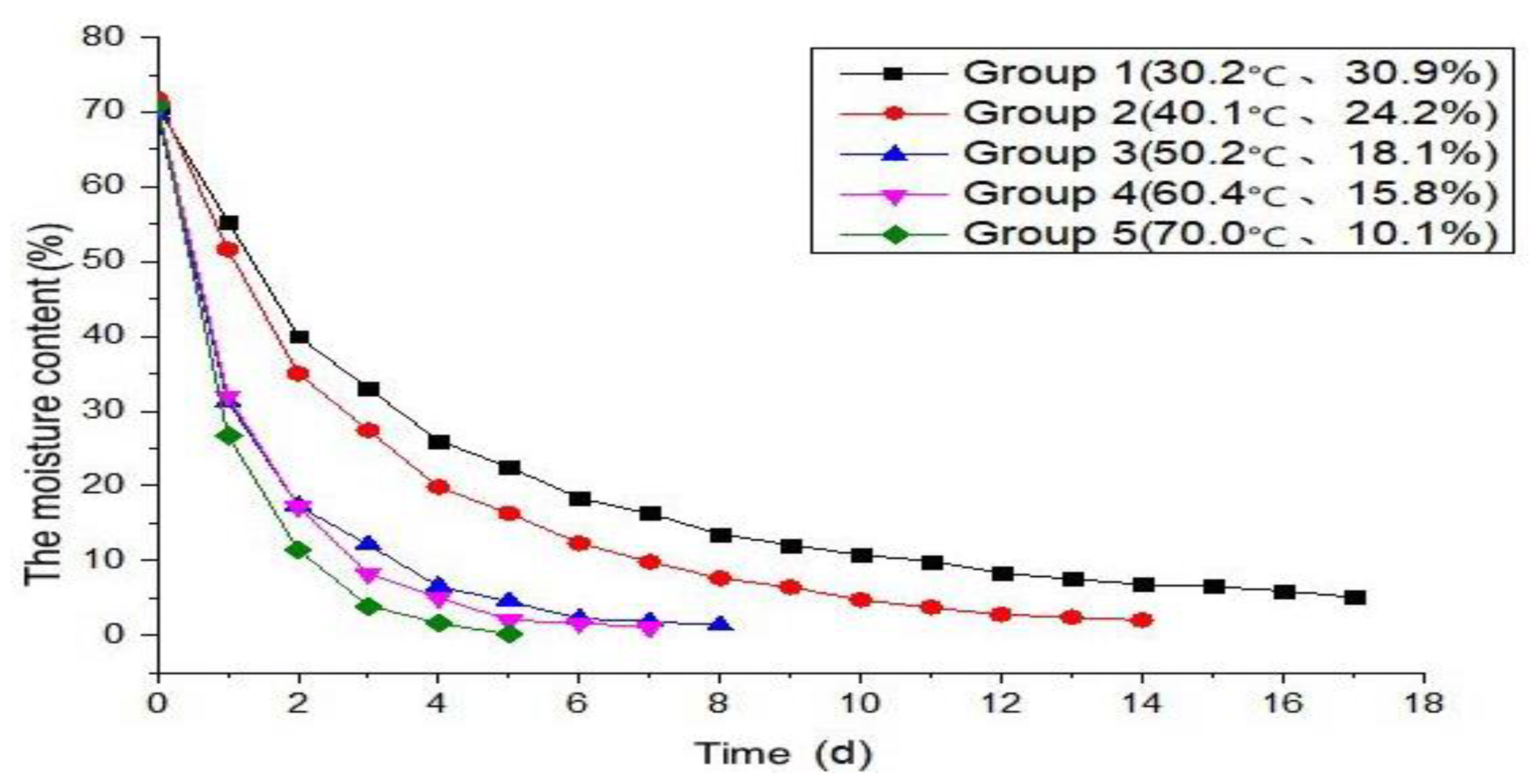
- The moisture content of the AACW specimens was measured to be as high as 69.6~71.8% in the saturated state of water. This is because autoclaved aerated concrete is a macroporous material, the total porosity of which is measured by the mercury piezoelectric method to be as high as 76% or more; SEM imaging shows that most of its pores are through pores, and the macro pores are in the shape of ink bottles with a “small mouth and big belly” [9]. The pore characteristics of autoclaved aerated concrete enable it to adsorb more water in the immersed state, so that the wallboard specimens show the characteristics of a high saturation moisture content.
- (2)
- The equilibrium moisture content of the AACW specimens in groups 1 to 5 in the test was 5.1%, 2.0%, 1.3%, 1.0%, and 0.8%, in order, which shows that the higher the ambient temperature and lower the relative humidity of the wallboard specimens, the lower the equilibrium moisture content. This is because, according to the Kelvin formula, under any relative humidity, only the water in holes more significant than the Kelvin radius will evaporate. The lower the relative humidity, the smaller the critical radius of water evaporation, the greater the water loss of the material, and the lower its equilibrium moisture content.
- (3)
- In the early stages, AACW specimens’ moisture content decreases rapidly, then this decreases gradually to zero, and finally, the specimen reaches the equilibrium moisture content. This is because the water in the specimen saturated with water is mainly free water, capillary water, adsorbed water, interlayer water, and combined water.
- (4)
- The higher the temperature and lower the relative humidity of the test environment in which the AACW specimen is located, the less time it takes to move from the saturated moisture content to the equilibrium moisture content. This is because the surface of the AACW saturated with water contains a large amount of free water. At this moment, the drying process is controlled by the rate of vaporization of surface water and the rate of vaporization of water on the surface of the specimen is affected by the temperature and humidity of the test environment. The limit value of moisture that the air can retain at different temperatures decreases as the air temperature rises, and when the ambient temperature rises, the ability of dry air to absorb moisture will increase. The energy of water molecules in the material will also increase; thus, the higher the ambient temperature, the faster the rate of water loss in the test piece. According to Fick’s law, in the molecular diffusion process, the lower the concentration of molecules in the surrounding environment, the faster the rate of molecular diffusion; thus, the lower the relative humidity of the environment, the faster the evaporation of water from the specimen. Therefore, the influence of ambient temperature and relative humidity on the rate of moisture loss and the time required to reach equilibrium in AACW tests is reasonable.
3. Time-Varying Model of Moisture Content
4. Prediction Model of the Equilibrium Moisture Content of AACW
5. Changes in the Drying Shrinkage Value of AACW with the Moisture Content of AACW
5.1. Test of the Drying Shrinkage Performance of AACW
- (1)
- Select twelve surface-defect-free specimens without honeycombing, cracks, and pores from the autoclaved aerated concrete plate one day after leaving the kettle. The test piece numbers were Z-S-1, Z-S-2, Z-N-1, Z-N-2. Install the shrinking head on the specimen.
- (2)
- No. Z-S-2 and Z-N-2 specimens were immersed in water at 20 ± 2 °C, with the top of the specimen 20 mm above the water surface for 72 h. No. Z-S-1 and Z-N-1 specimens were directly immersed in step (3).
- (3)
- Measure the initial length L0 of each test block, accurate to 0.01 mm, and weigh the mass of the test block, accurate to 0.01 kg.
- (4)
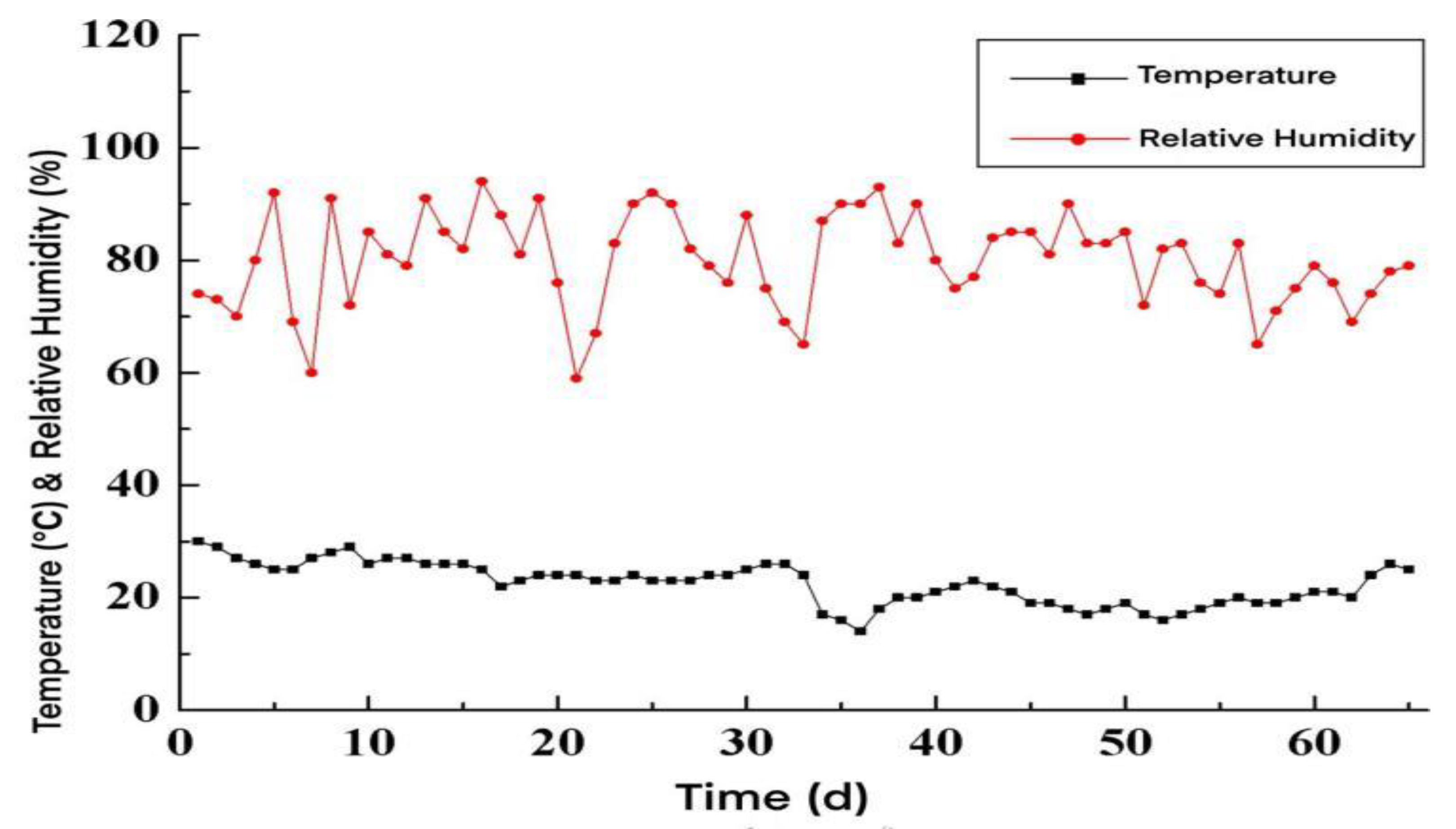
- The specimens numbered Z-S-1 and Z-S-2 were placed in a standard conditioning box with a temperature of 20 ± 1 °C and relative humidity of 90%. The specimens numbered Z-N-1 and Z-N-2 were placed in a natural curing environment. The specimens’ length Lt and mass mt were measured daily in the early stages; after that, the length Lt and mass mt of the specimens were measured every 2~5 d as the shrinkage gradually stabilized. The mass mt of the specimens was measured every day until the specimens reached the equilibrium moisture content and then pushed back for 10 days after the cutoff, during which the temperature T and relative humidity RH in the natural environment were recorded daily at 10 a.m.
- (5)
- The specimens were baked in a drying oven at a temperature of 105 ± 5 °C for 24 h. After 24 h, the mass was weighed every 2 h when the difference between the mass of the specimen before and after was not more than 0.2%, the weight md of the specimen after drying was measured, accurate to 0.01 kg.
- (6)
- Moisture content of test piece at time t (ωt/%):
- (7)
5.2. Analysis of Test Results
5.2.1. Changes of Moisture Content with Time
- (1)
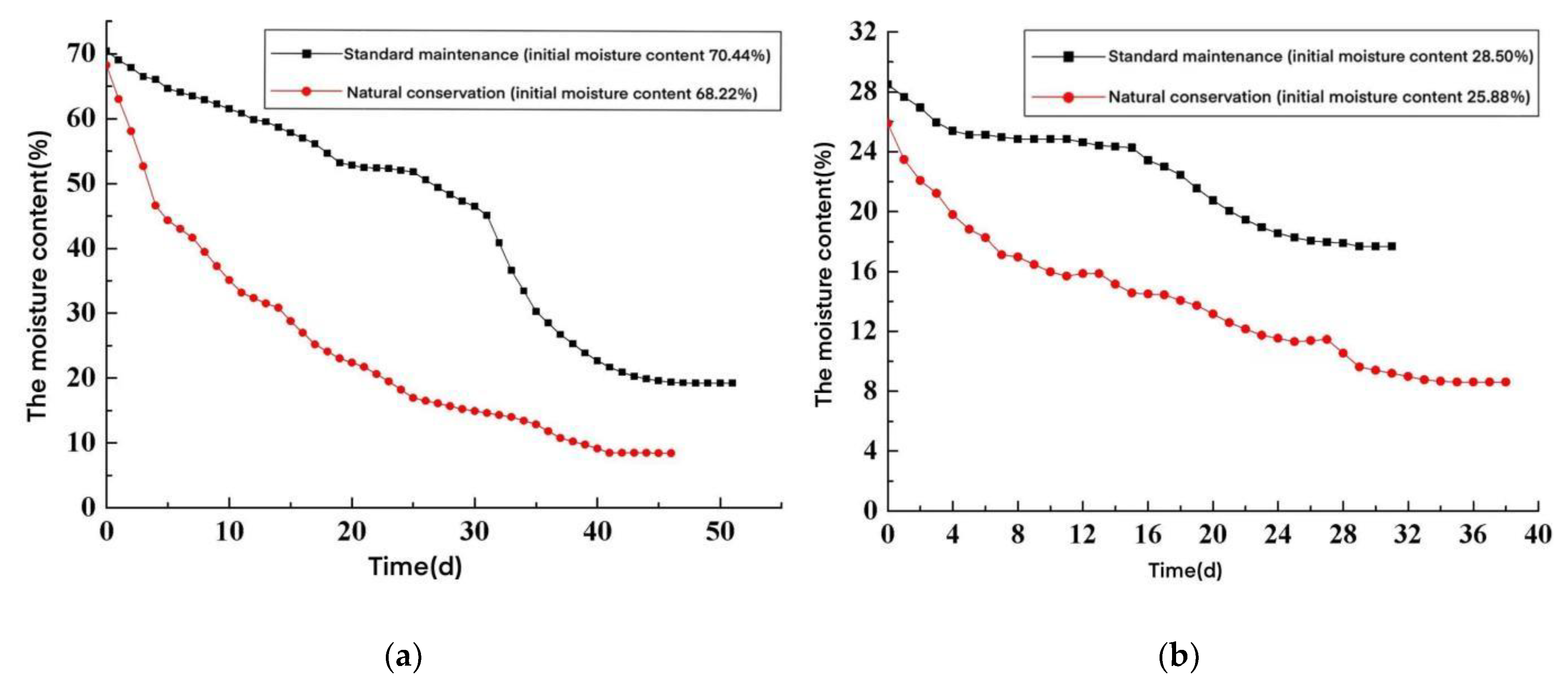
- The equilibrium moisture content of the wallboard specimens under standard maintenance was higher than those under natural maintenance. This was because the ambient relative humidity of standard maintenance was significant, and the larger the ambient relative humidity, the higher the equilibrium moisture content of the wallboard specimen, which was consistent with the conclusion of the equilibrium moisture content test.
- (2)
- The wallboard specimen with a saturated moisture content needed more than 44 days to reach the equilibrium moisture content under the natural maintenance environment, and the wallboard specimen one day after the kettle was discharged needed more than 37 days to reach the equilibrium moisture content under the natural environment. Since the size of the AACW specimen was much smaller than the actual size of wallboard in engineering applications, the moisture content of the wallboard will change more slowly in actual projects.
5.2.2. Changes in Drying Shrinkage Value of AACW with Time
- (1)
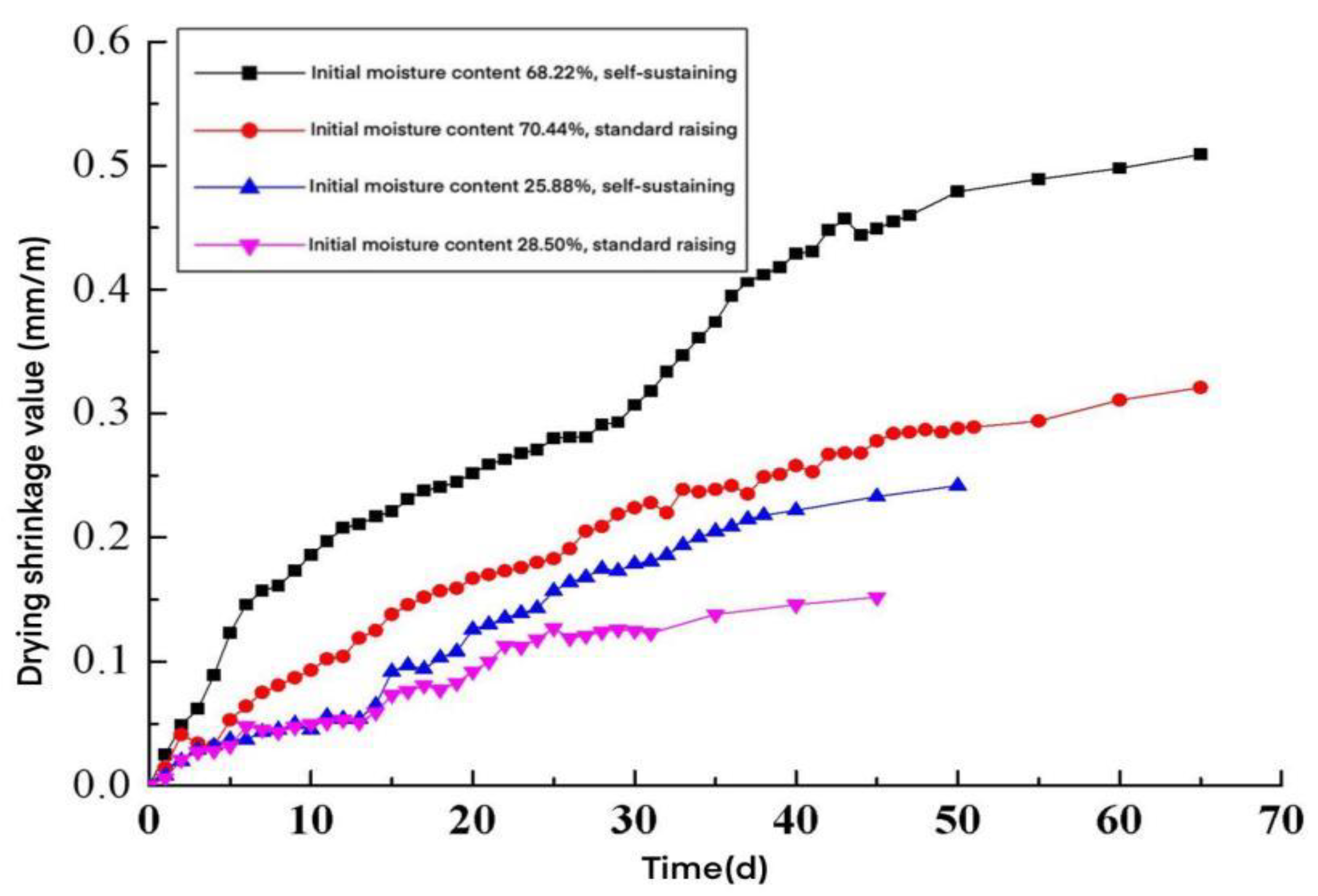
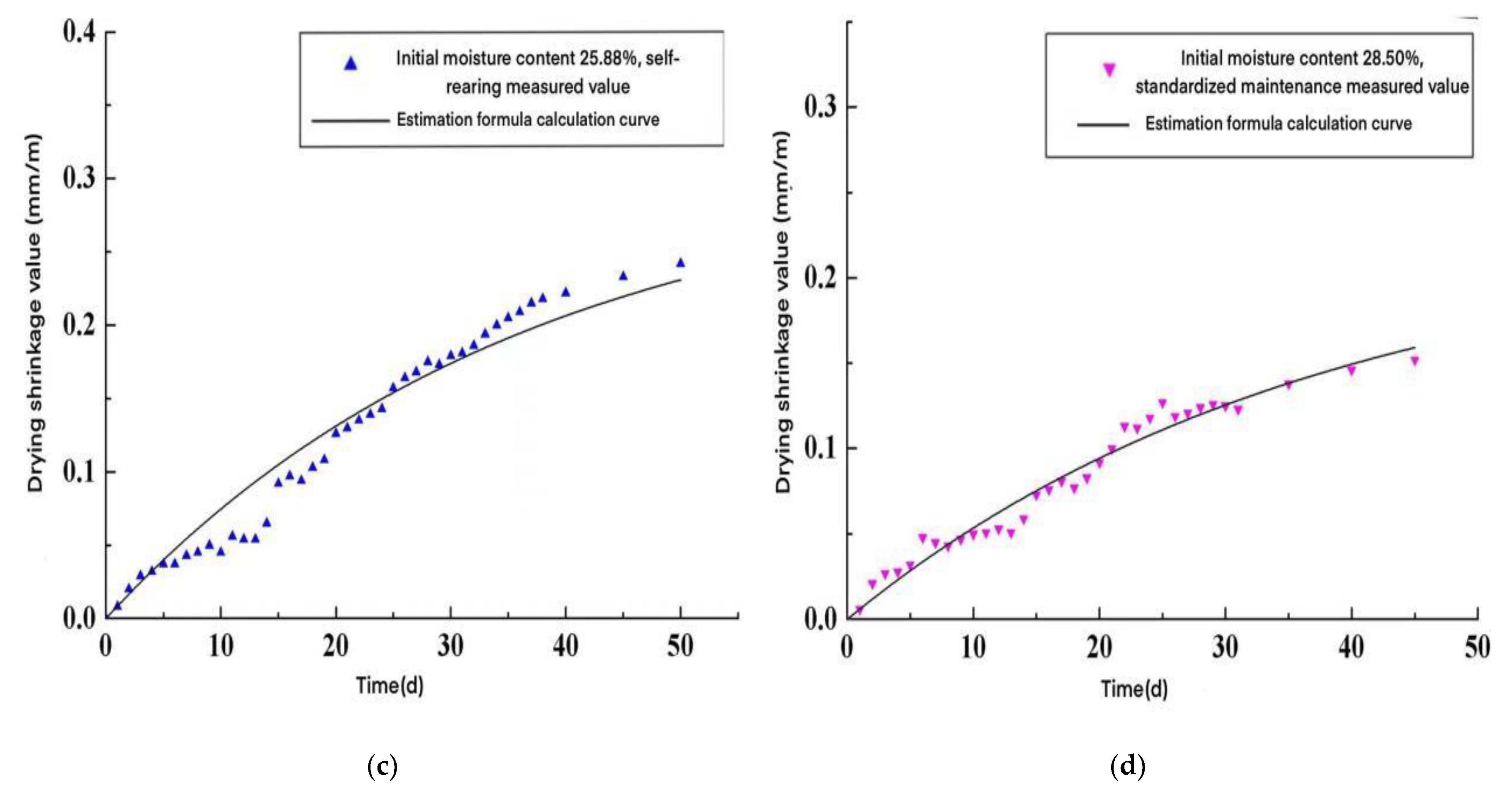
- The drying shrinkage value of AACW was closely related to its curing time: along with the increase in curing time, the drying shrinkage value of the wallboard specimen increased continuously, and its drying shrinkage was intense in the early stage, and stabilized in the later stage. From this, it was necessary to ensure the maintenance time of AACW, so that the drying shrinkage value during the maintenance period could be partially controlled, so that the drying shrinkage value during the use period would be less than the drying shrinkage value at the critical cracking state of the wall.
- (2)
- The drying shrinkage value of AACW was about 0.092 mm/m for 15 d, after one day out of the kettle, and about 0.235 mm/m when it finally became stable. Therefore, the maintenance age limit of AACW before installation in a wall after removal from the kettle was 15 d, to meet a drying shrinkage value less than the safe drying shrinkage value during use.
- (3)
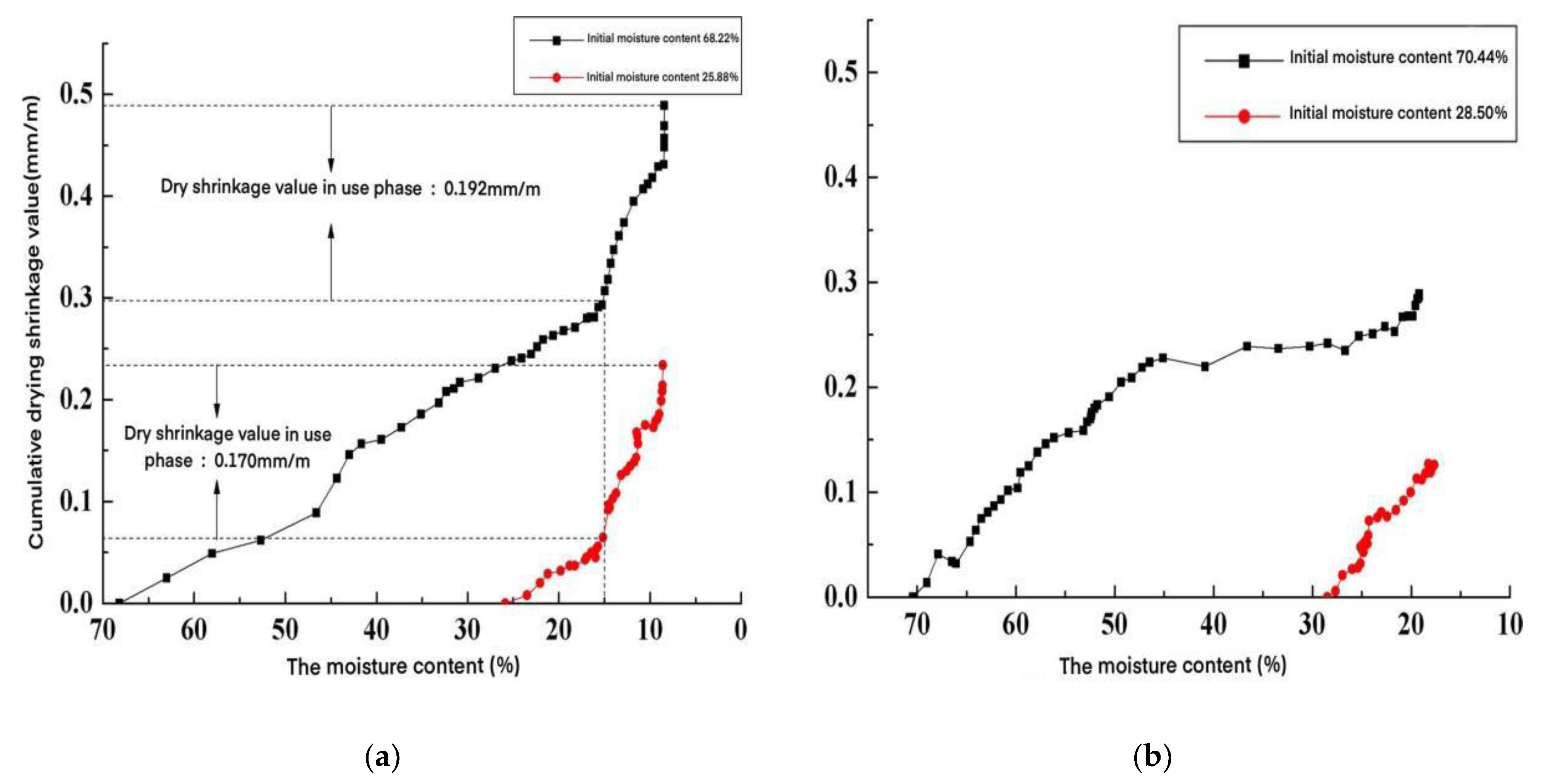
- The drying shrinkage value of AACW specimens was related to their initial moisture content, and the drying shrinkage value of wallboard specimens in saturated moisture content (initial moisture content 68.22% or 70.44%) was greater than that of wallboard specimens for moisture content, one day after discharge from the kettle (initial moisture content 25.88% or 28.50%) in the test, under the conditions of the curing environment. Therefore, strict control of the moisture content of AACW on the wall was beneficial in reducing the drying shrinkage deformation during the use of the wallboard, thus reducing the risk of cracking the wallboard infill walls.
5.2.3. Time-Varying Model of the Drying Shrinkage Value of AACW with Different Initial Moisture Contents
5.2.4. Change of Drying Shrinkage Value with Moisture Content
6. Conclusions
- (1)
- The pore characteristics of autoclaved aerated concrete enable autoclaved aerated concrete to adsorb more water in the submerged state. Therefore, AACW has high saturated moisture content characteristics. These specimens of AACW with a saturated moisture content need more than 44 days to reach the equilibrium moisture content under a natural maintenance environment. Moreover, AACW one day after kettle discharge still needs more than 37 days to reach the equilibrium moisture content under a natural environment.
- (2)
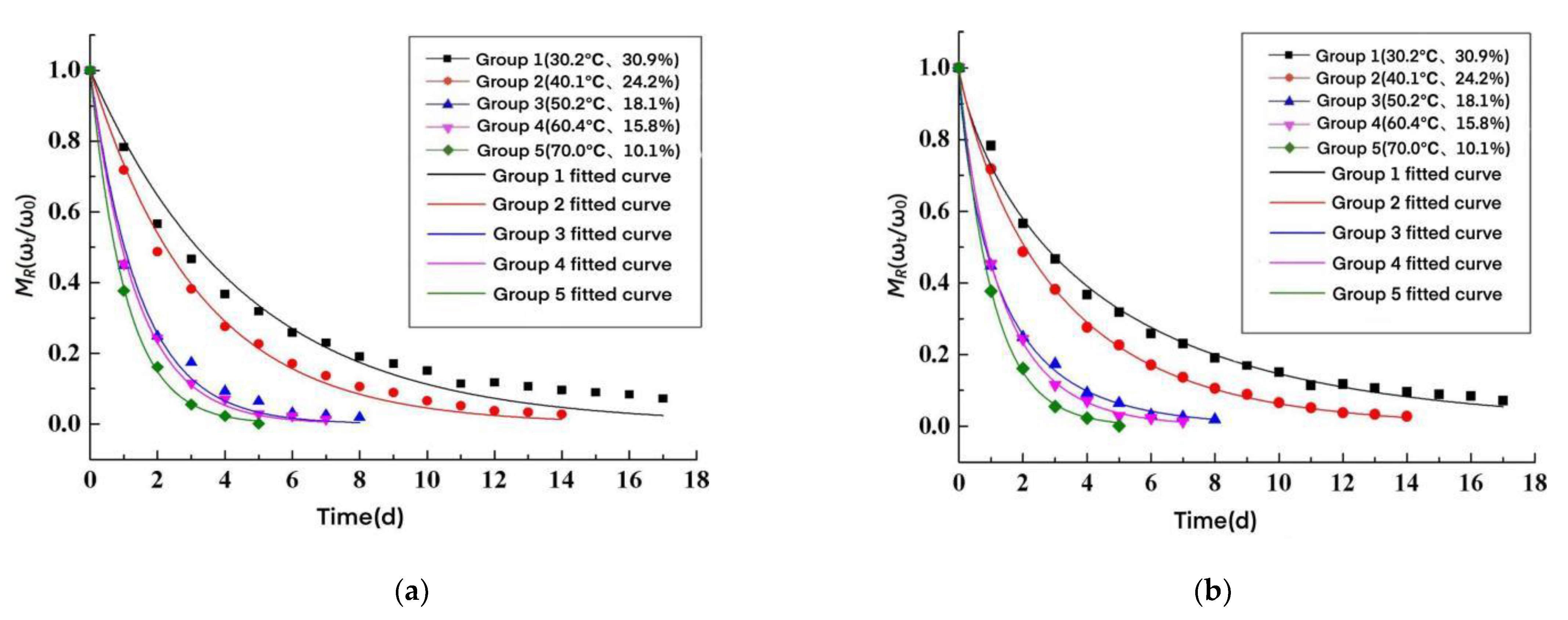
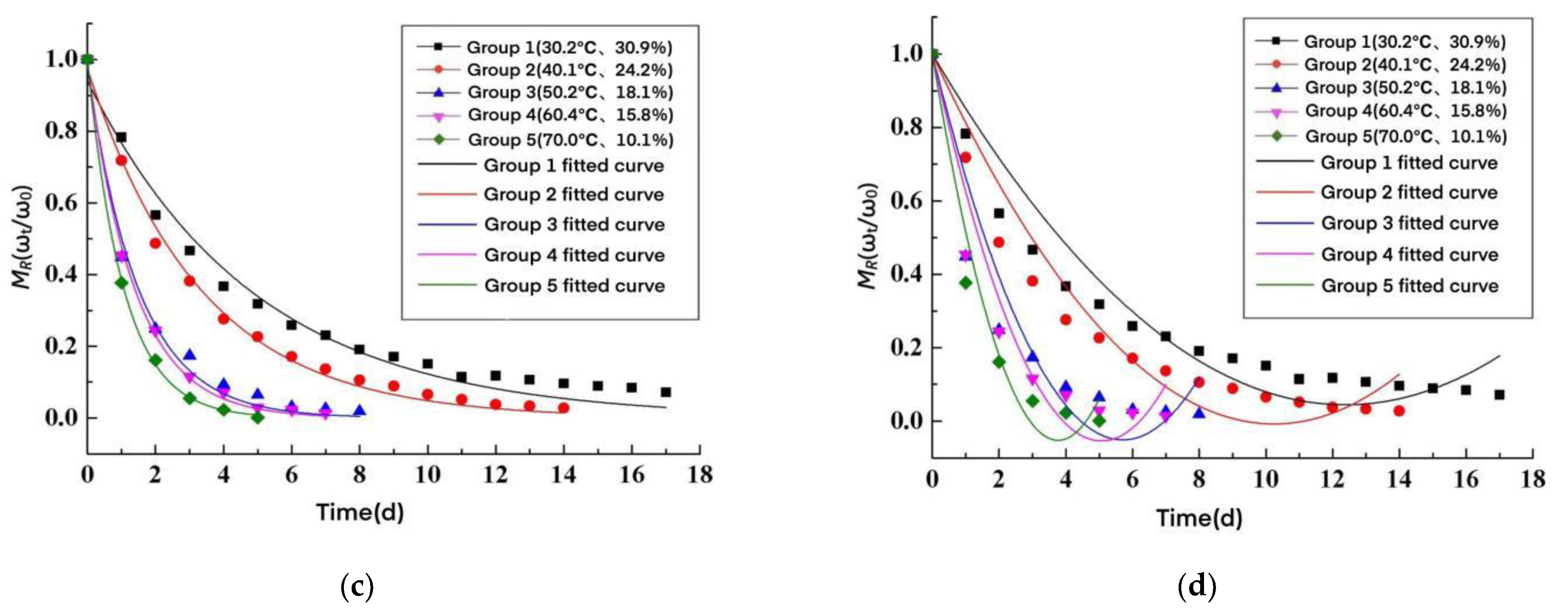
- A time-varying moisture content model and equilibrium moisture content prediction model of AACW were obtained from the experimental study. According to the conditions and the hypothesis of the test, the moisture content of AACW decreased rapidly in the early stages and then decreased gradually to zero in the later stage, and finally, the specimens reached the equilibrium moisture content. The higher the ambient temperature and lower the relative humidity, the lower the equilibrium moisture content of AACW and the less time it took to dry, from a saturated moisture content to an equilibrium moisture content. The equilibrium moisture content of the wallboard under standard maintenance was higher than that under natural maintenance.
- (3)
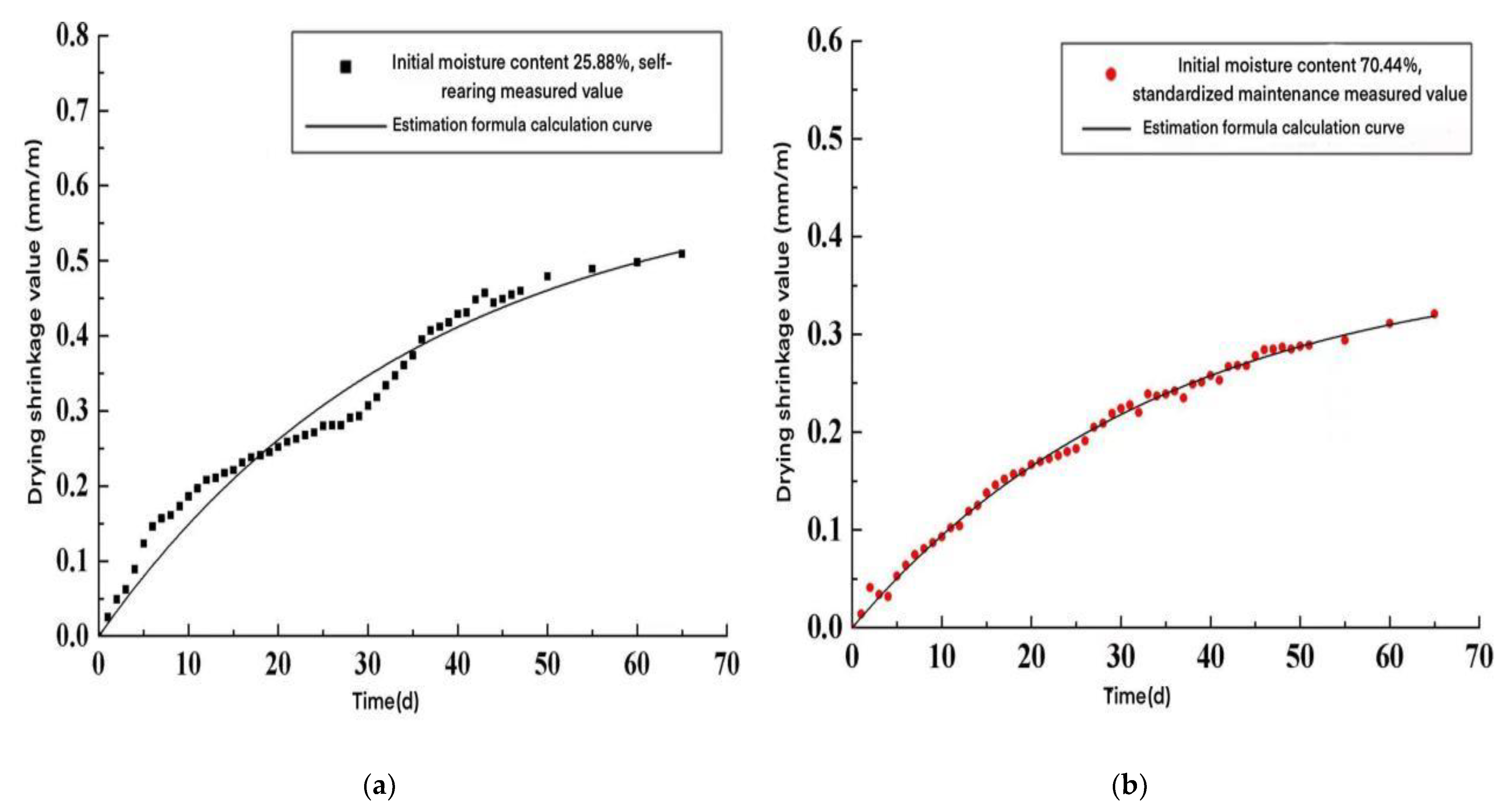
- A prediction model of the drying shrinkage of AACW was obtained by fitting the drying shrinkage curve of the AACW based on the change of drying shrinkage values with time. The results show that the drying shrinkage value of AACW increases with time, and the drying shrinkage speed is fast in the early stages, and tends to be stable in the later stages. In addition, the drying shrinkage value of AACW increased with the initial moisture content and the ambient temperature, but decreased with the relative humidity.
- (4)
- When the AACW lost water, from the initial moisture content to the equilibrium moisture content, the accumulated dry shrinkage value of the wallboard specimens increased with their water loss. According to the test results and the hypothesis of the test, the best time for installing AACW in a wall is 15 d after discharge from the kettle. Controlling the moisture content of AACW in the wall can achieve a best value of 15%. It is favorable to reduce the drying shrinkage deformation during the use of AACW, and the controlling method can meet the requirement that the drying shrinkage value during use is less than the safe drying shrinkage value of 0.2 mm/m. These measures from this research can reduce the risk of cracking of AACW.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- BZ52 0021; Autoclaved Aerated Concrete-Properties and Structural Design. Ameican Concrete Institute: Farmington Hills, MI, USA, 2005.
- JGJ/T 17-2008; Technical Specification for Application of Autoclaved Aerated Concrete. China Construction In-Dustry Press: Beijing, China, 2008. (In Chinese)
- Abdou, A.; Budaiwi, I. The variation of thermal conductivity of fibrous insulation materials under different levels of moisture content. Constr. Build. Mater. 2013, 43, 533–544. [Google Scholar] [CrossRef]
- Campanale, M.; Deganello, M.; Moro, L. Effect of Moisture Movement on Tested Thermal Conductivity of Moist Aerated Autoclaved Concrete. Transp. Porous Media 2013, 98, 125–146. [Google Scholar] [CrossRef]
- Jin, H.Q.; Yao, X.L.; Fan, L.W.; Xu, X.; Yu, Z.T. Experimental determination and fractal modeling of the effective thermal conductivity of autoclaved aerated concrete: Effects of moisture content. Int. J. Heat Mass Transfer 2016, 92, 589–602. [Google Scholar] [CrossRef]
- Yang, J.L.; Mi, H.H.; Su, Z.G.; Qu, Y.N.; Li, Z.J.; Xu, X.X.; Meng, W.Q. Influence of moisture content on the thermal conductivity of building exterior wall insulation materials. Build. Mater. J. 2017, 20, 986–990. (In Chinese) [Google Scholar]
- Liang, J.G.; Liu, X.; Cheng, S.H. Experimental Research and Prediction Formulation of the Drying Shrinkage of Autoclaved Fly Ash Brick Masonry. J. Hunan Univ. (Nat. Sci.) 2012, 39, 27–33. [Google Scholar]
- Jusoh, M.A.; Abbas, Z.; Lee, K.Y.; You, K.Y.; Norimi, A.M. Determination of Moisture Content in Mortar at Near Relaxation Frequency 17 GHz. Meas. Sci. Rev. 2011, 11, 203–206. [Google Scholar] [CrossRef]
- Chen, G.L.; Li, F.L.; Geng, J.Y.; Jing, P.F.; Si, Z.K. Identification, generation of autoclaved aerated concrete pore structure and simulation of its influence on thermal conductivity. Constr. Build. Mater. 2021, 294, 123572. [Google Scholar] [CrossRef]
- Cai, J.M.; Yang, Y.; Cai, W.F.; Tony, B.W. Drying Kinetic Analysis of Municipal Solid Waste Using Modified Page Model and Pattern Search Method. Waste Biomass Valorization 2017, 8, 301–312. [Google Scholar] [CrossRef]
- Lewis, W.K. The Rate of Drying of Solid Materials; American Chemical Society: Washington, DC, USA, 2002. [Google Scholar]
- Babalis, S.J.; Papanicolaou, E.; Kyriakis, N.; Belessiotis, V.G. Evaluation of thin-layer drying models for describing drying kinetics of figs (Ficus caica). J. Food Eng. 2005, 75, 205–214. [Google Scholar] [CrossRef]
- Henderson, S.M. A basic concept of equilibrium moisture. Agri. Eng. 1952, 33, 29–32. [Google Scholar]
- Thompson, T.L.; Peart, R.M.; Foster, G.H. Mathematical Simulation of Corn Drying, A New Model. Trans. ASABE 1968, 11, 582–586. [Google Scholar] [CrossRef]
- Chung, D.S.; Pfost, H.B. Adsorption and desorption of water vapor by cereal grains and their products Part I: Heat and Free Energy Changes of Adsorption and Desorption. Trans. ASABE 1967, 10, 549–551. [Google Scholar]
- Chung, D.S.; Pfost, H.B. Adsorption and Desorption of Water Vapor by Cereal Grains and Their Products Part II: Development of the General Isotherm Equation. Trans. ASAE 1967, 10, 552–555. [Google Scholar]
- Chung, D.S.; Pfost, H.B. Adsorption and Desorption of Water Vapor by Cereal Grains and Their Products Part III: A Hypothesis for Explaining the Hysteresis Effect. Trans. ASAE 1967, 10, 556–557. [Google Scholar]
- Wang, B.H. A review of drying kinetics research. Dry. Technol. Equip. 2009, 7, 1–6. [Google Scholar]
- McMinn, W.A.M.; Magee, T.R.A. Moisture sorption characteristics of starch materials. Dry. Technol. 1997, 15, 1527–1551. [Google Scholar] [CrossRef]
- GB 50003-2011; Code for Masonry Structure Design. China Construction In-Dustry Press: Beijing, China, 2011. (In Chinese)
- JTG E30-2005; Test Methods of Cement and Concrete for Highway Engineering. China Communications Press: Beijing, China, 2005. (In Chinese)











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | The Specimen Number | Temperature/°C | Number of Specimens |
|---|---|---|---|
| 1 | Z-30-1~Z-30-3 | 30 | 3 |
| 2 | Z-40-1~Z-40-3 | 40 | 3 |
| 3 | Z-50-1~Z-50-3 | 50 | 3 |
| 4 | Z-60-1~Z-60-3 | 60 | 3 |
| Group | Project | Test Day | Average Value | Coefficient of Variation/% | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 d | 2 d | 3 d | 4 d | 5 d | 6 d | 7 d | 8 d | 9 d | 10 d | 11 d | 12 d | 13 d | 14 d | 15 d | 16 d | 17 d | ||||
| 1 | T (°C) | 30.4 | 31.0 | 30.2 | 29.9 | 29.8 | 29.8 | 30.4 | 30.7 | 30.8 | 30.2 | 29.6 | 29.4 | 29.8 | 30.4 | 30.5 | 30.1 | 30.8 | 30.2 | 8.5 |
| RH (%) | 31.2 | 32.4 | 30.2 | 30.9 | 31.0 | 31.2 | 31.8 | 31.2 | 30.7 | 30.1 | 30.4 | 30.5 | 31.0 | 31.1 | 30.7 | 30.5 | 30.9 | 30.9 | 1.0 | |
| 2 | T (°C) | 40.2 | 40.9 | 40.6 | 40.7 | 39.9 | 39.4 | 40.8 | 40.2 | 40.3 | 39.4 | 39.7 | 38.9 | 40.2 | 40.7 | — | — | — | 40.1 | 3.3 |
| RH (%) | 23.9 | 23.8 | 23.9 | 24.7 | 24.5 | 24.1 | 24.6 | 24.2 | 24.1 | 23.8 | 23.9 | 23.4 | 24.9 | 24.7 | — | — | — | 24.2 | 1.8 | |
| 3 | T (°C) | 50.4 | 50.6 | 49.8 | 49.5 | 49.6 | 50.8 | 50.2 | 50.3 | — | — | — | — | — | — | — | — | — | 50.2 | 0.9 |
| RH (%) | 18.2 | 17.9 | 17.8 | 18.6 | 18.4 | 17.3 | 19.1 | 17.4 | — | — | — | — | — | — | — | — | — | 18.1 | 3.4 | |
| 4 | T (°C) | 60.7 | 60.4 | 59.8 | 59.6 | 60.9 | 61.0 | 60.2 | — | — | — | — | — | — | — | — | — | — | 60.4 | 0.9 |
| RH (%) | 15.9 | 16.5 | 15.8 | 15.4 | 16.9 | 15.2 | 15.1 | — | — | — | — | — | — | — | — | — | — | 15.8 | 4.3 | |
| 5 | T (°C) | 70.4 | 70.8 | 69.2 | 69.5 | 70.2 | — | — | — | — | — | — | — | — | — | — | — | — | 70.0 | 0.9 |
| RH (%) | 10.5 | 10.4 | 9.8 | 9.6 | 10.2 | — | — | — | — | — | — | — | — | — | — | — | — | 10.1 | 3.8 | |
| Time/d | Group 1 | Group 2 | Group 3 | Group 4 | Group 5 |
|---|---|---|---|---|---|
| 0 | 70.7 | 71.8 | 69.6 | 70.7 | 70.8 |
| 1 | 55.4 | 51.6 | 31.2 | 32 | 26.7 |
| 2 | 40.0 | 35.0 | 17.3 | 17.2 | 11.4 |
| 3 | 33.0 | 27.4 | 12.1 | 8.2 | 3.9 |
| 4 | 26.0 | 19.8 | 6.5 | 5.0 | 1.6 |
| 5 | 22.5 | 16.3 | 4.5 | 2.0 | 0.08 |
| 6 | 18.3 | 12.3 | 2.2 | 1.6 | — |
| 7 | 16.3 | 9.8 | 1.8 | 1.0 | — |
| 8 | 13.5 | 7.6 | 1.3 | — | — |
| 9 | 12.1 | 6.4 | — | — | — |
| 10 | 10.7 | 4.7 | — | — | — |
| 11 | 9.9 | 3.7 | — | — | — |
| 12 | 8.3 | 2.7 | — | — | — |
| 13 | 7.5 | 2.4 | — | — | — |
| 14 | 6.8 | 2 | — | — | — |
| 15 | 6.5 | — | — | — | — |
| 16 | 5.9 | — | — | — | — |
| 17 | 5.1 | — | — | — | — |
| Model Name | Model | Remarks |
|---|---|---|
| Lewis | The k, N, a, and b are the respective model coefficients, MR is moisture ratio, MR = ωt/ω0, ωt is the moisture content at time t, ω0 is the initial moisture content. | |
| Page | ||
| Henderson-Pabis | ||
| Wang-Singh |
| Group | Environmental Temperature and Humidity | Lewis | Page | Henderson–Pabis | Wang–Singh | |||
|---|---|---|---|---|---|---|---|---|
| k | k | N | a | k | a | b | ||
| Group 1 | 30.2 °C, 30.9% | 0.21830 | 0.31770 | 0.78113 | 0.94011 | 0.20364 | −0.15440 | 0.00624 |
| Group 2 | 40.1 °C, 24.2% | 0.30895 | 0.36741 | 0.87611 | 0.97383 | 0.30054 | −0.19667 | 0.00960 |
| Group 3 | 50.2 °C, 18.1% | 0.68162 | 0.80036 | 0.76846 | 0.97890 | 0.66747 | −0.36824 | 0.03226 |
| Group 4 | 60.4 °C, 15.8% | 0.73433 | 0.78426 | 0.89256 | 0.99210 | 0.72915 | −0.41585 | 0.04103 |
| Group 5 | 70.0 °C, 10.1% | 0.95391 | 0.96590 | 0.96897 | 0.99861 | 0.95287 | −0.07415 | 0.07415 |
| Group | Lewis | Page | Henderson–Pabis | Wang–Singh |
|---|---|---|---|---|
| Group 1 | 0.97396 | 0.99460 | 0.97758 | 0.91168 |
| Group 2 | 0.99408 | 0.99856 | 0.99452 | 0.91650 |
| Group 3 | 0.99038 | 0.99926 | 0.98966 | 0.86452 |
| Group 4 | 0.99822 | 0.99961 | 0.99802 | 0.91441 |
| Group 5 | 0.99961 | 0.99961 | 0.99952 | 0.94552 |
| Group | 1 | 2 | 3 | 4 | 5 | |
|---|---|---|---|---|---|---|
| Project | ||||||
| Average temperature/°C | 30.2 | 40.1 | 50.2 | 60.4 | 70.0 | |
| Average relative humidity/% | 30.9 | 24.2 | 18.1 | 15.8 | 10.1 | |
| Equilibrium moisture content/% | 5.1 | 2.0 | 1.3 | 1.0 | 0.8 | |
| Equilibrium moisture content coefficient of variation/% | 13.2 | 9.2 | 6.8 | 12.7 | 5.7 | |
| Test Block | Group | Initial Moisture Content/% | Ambient Condition | Number |
|---|---|---|---|---|
| Z-S-1 | 1 | 28.50 | standard curing | 3 |
| Z-S-2 | 2 | 70.44 | standard curing | 3 |
| Z-N-1 | 3 | 25.88 | natural curing | 3 |
| Z-N-2 | 4 | 68.22 | natural curing | 3 |
| Initial Moisture Content | Saturation Moisture Content | Moisture Content after a Day out of the Kettle | ||
|---|---|---|---|---|
| Curing condition | standard curing | natural curing | standard curing | natural curing |
| Initial moisture content/% | 70.44 | 68.22 | 28.50 | 25.88 |
| Equilibrium moisture content/% | 19.20 | 8.44 | 17.67 | 8.61 |
| Balance of moisture content time/d | 49 | 44 | 29 | 37 |
| Initial Moisture Content/% | Maintenance Environment | Time-Varying Model | Coefficient of Determination |
|---|---|---|---|
| 68.22 | natural curing | 0.96217 | |
| 70.44 | standard curing | 0.99586 | |
| 25.88 | natural curing | 0.95422 | |
| 28.50 | standard curing | 0.96838 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Zou, J.; Yang, W.; Yi, S.; Liu, J. Experimental Study on the Interrelationship between the Moisture Content and Drying Shrinkage of Autoclaved Aerated Concrete Wallboard. Materials 2022, 15, 5582. https://doi.org/10.3390/ma15165582
Yang J, Zou J, Yang W, Yi S, Liu J. Experimental Study on the Interrelationship between the Moisture Content and Drying Shrinkage of Autoclaved Aerated Concrete Wallboard. Materials. 2022; 15(16):5582. https://doi.org/10.3390/ma15165582
Chicago/Turabian StyleYang, Jianyu, Jiaming Zou, Weijun Yang, Sirong Yi, and Jinzhao Liu. 2022. "Experimental Study on the Interrelationship between the Moisture Content and Drying Shrinkage of Autoclaved Aerated Concrete Wallboard" Materials 15, no. 16: 5582. https://doi.org/10.3390/ma15165582