
Microstructural Study of CrNiCoFeMn High Entropy Alloy Obtained by Selective Laser Melting



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
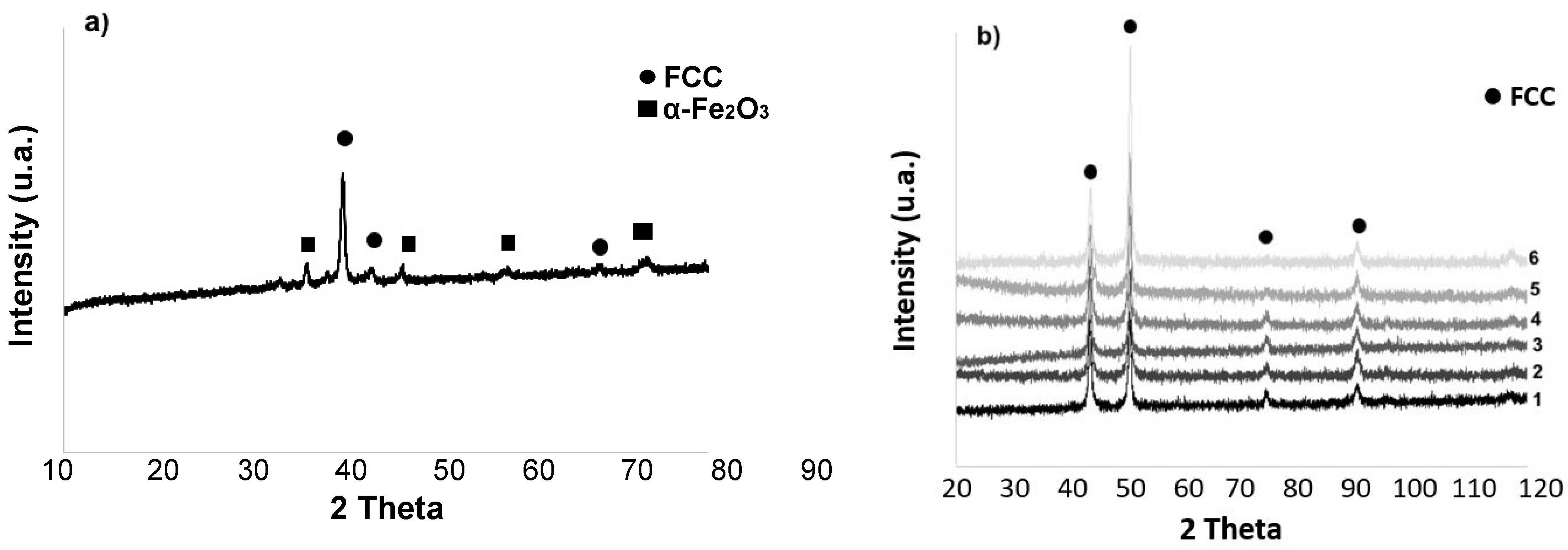
3.1. Mechanically Alloyed HEA
3.2. Microstructure of Selective Laser-Melted Equiatomic CoCrFeMnNi High-Entropy Alloy as Built
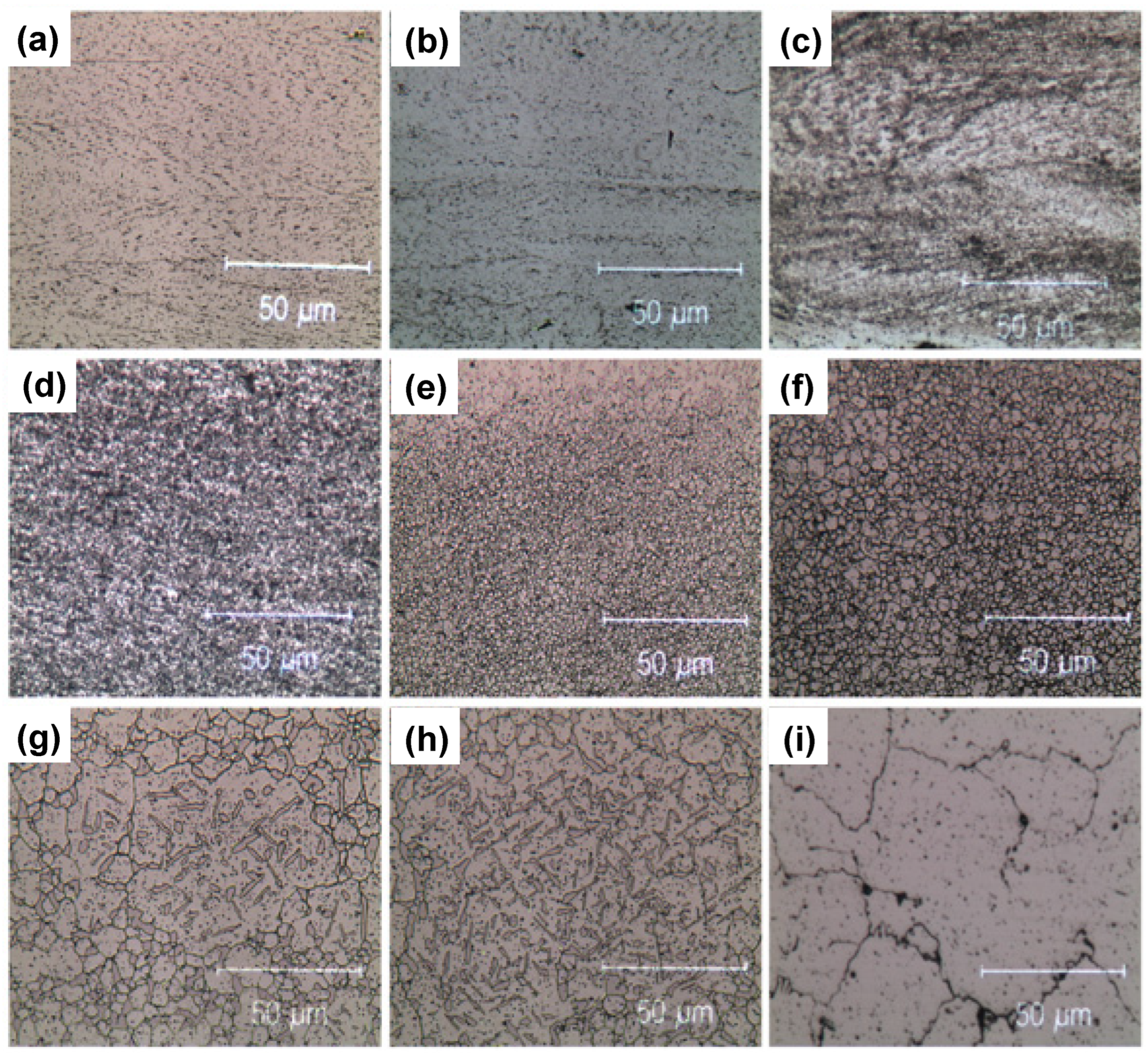
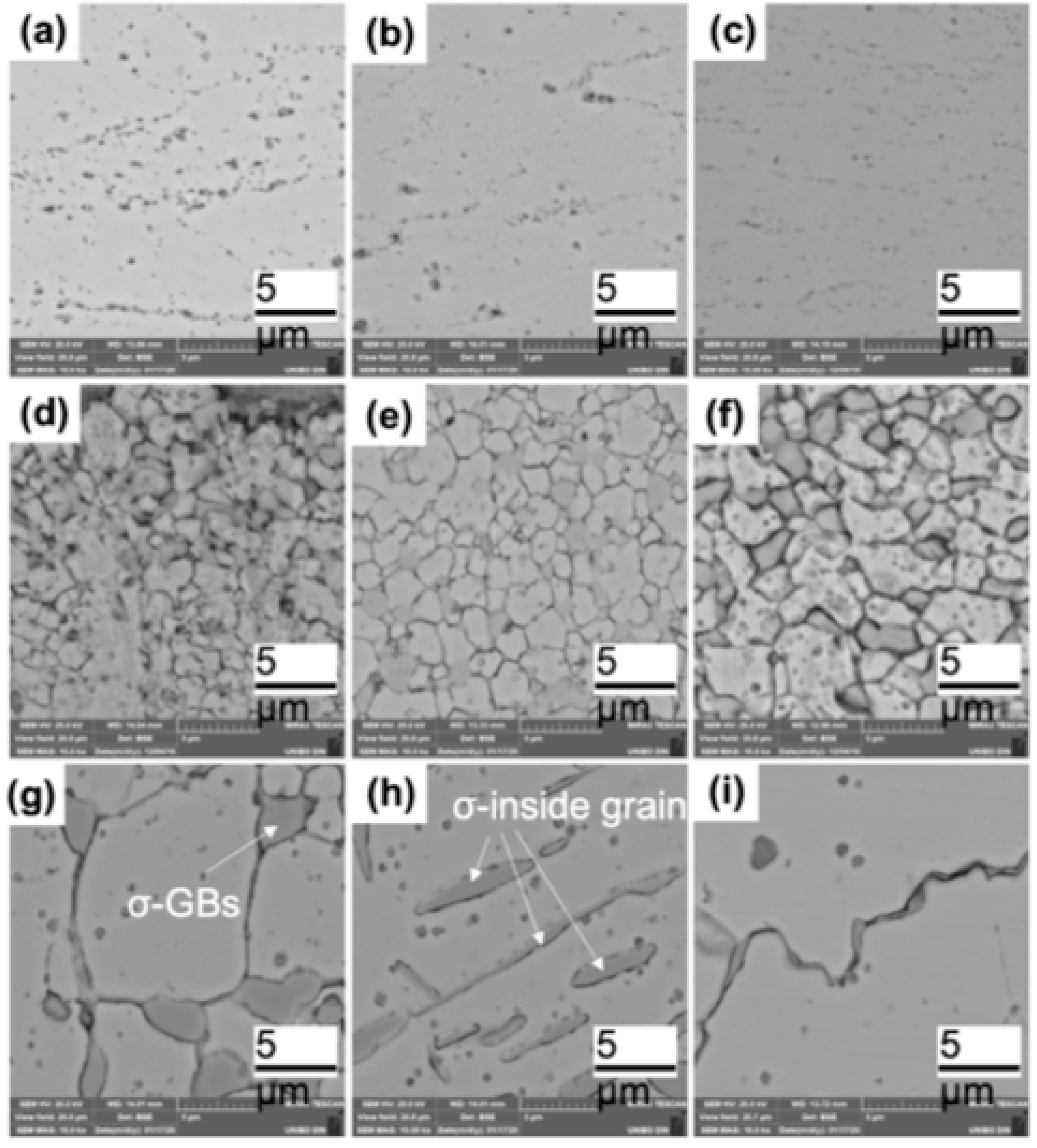
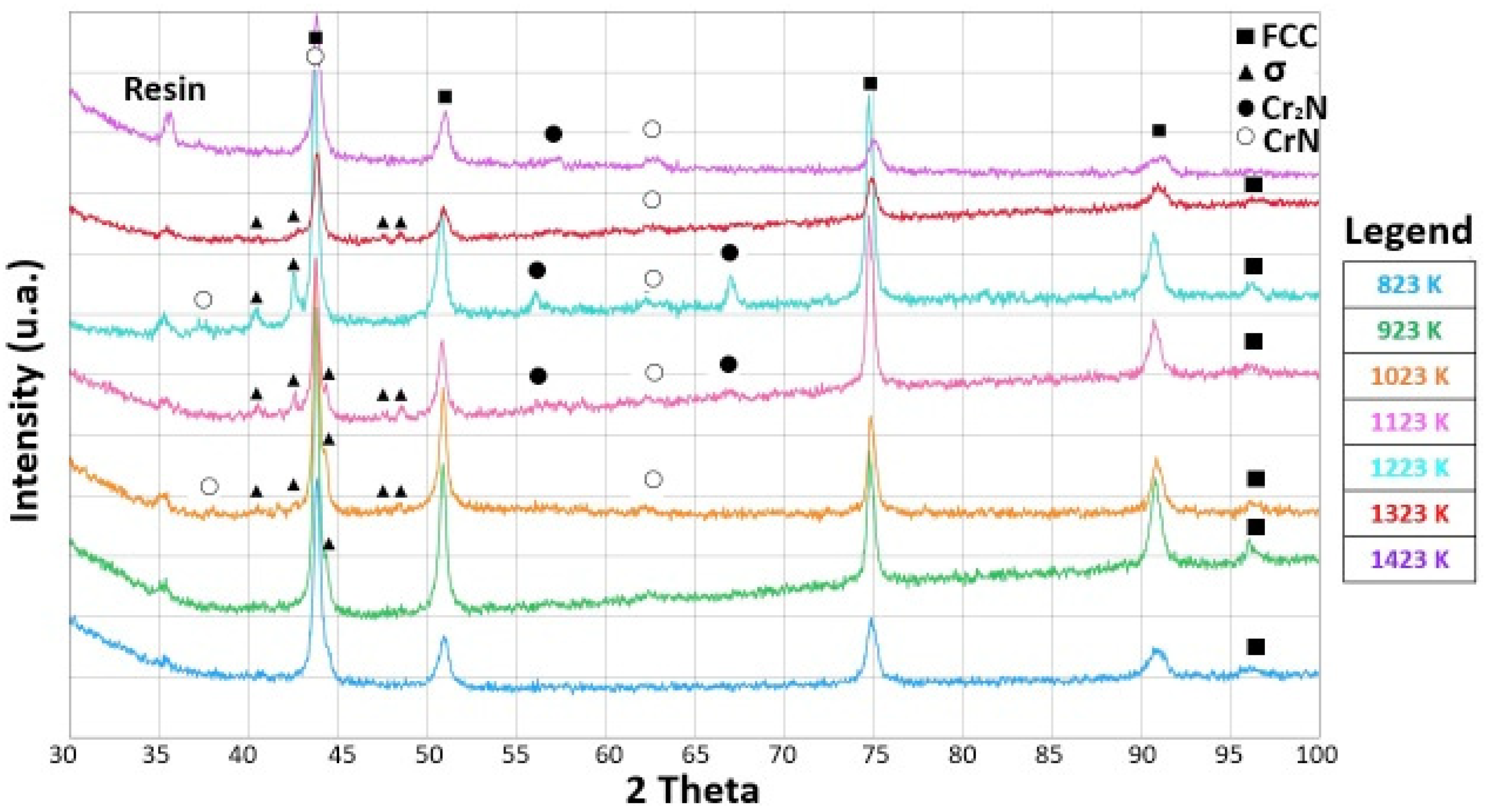
3.3. Microstructure Evolution of Selective Laser-Melted Equiatomic CoCrFeMnNi High-Entropy Alloy after Cold-Rolling and Aging in the 723 K–1423 K Temperature Range
3.4. Mechanical Behavior: Microhardness Measures
4. Conclusions
- Unlike the classical Cantor alloys obtained by casting technology, the alloy obtained by SLM did not require prolonged exposure to high temperatures to produce secondary phase precipitation.
- SLM technology with Nitrogen protective atmosphere induced a fine secondary phases precipitation of nitrides and intermetallic phases in the as-built state.
- The cold-rolled plus annealed FCC matrix became unstable and secondary phases precipitated. The observed precipitation was made of tetragonal Cr-rich σ phase and of mixed Cr-(Fe, Mn, Co, Ni)-nitrides which nucleated at the triple points.
- The size of the σ phase precipitates increased with annealing temperature. When the annealing temperature was below the recrystallization temperature, the size of precipitates was small due to a low diffusion rate and confined at the grain boundaries of the as-built dendritic structure.
- When the temperature exceeded 1323 K, the σ phase dissolved and the alloy substantially returned to single phase with near equiatomic composition.
- σ phase and nitride precipitations yielded a significant alloy hardening only at room temperature and for annealing up to 923 K, that is, below recrystallization temperature.
- Recrystallization, favored by cold rolling, induced, in the 1023 K–1323 K temperature range, the precipitation of a chromium- and nitrogen-rich phase. This effect led to a progressive hardness reduction of the alloy as a function of annealing temperature which can be understood recalling that Cr is a strong hardener in solid solutions, together with grain swelling.
- These experimental results suggest that thermodynamic databases and models need to be extended and improved to better understand this complex kind of alloy. The observed phase instability of the CoCrFeMnNi HEA suggests that care needs to be given to the alloy in the exercise of temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Cantor, B. Multicomponent high-entropy cantor alloys. Prog. Mater. Sci. 2021, 120, 100754. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.; Knight, P.; Vincent, A. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N.; Wilks, J. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Kao, Y.F.; Chen, T.J.; Chen, S.K.; Yeh, J.W. Microstructure and mechanical property of as-cast, homogenized and deformed AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. J. Alloys Compd. 2009, 488, 57–64. [Google Scholar] [CrossRef]
- Poletti, M.G.; Fiore, G.; Battezzati, L. Development of a new high entropy alloy for wear resistance: FeCoCrNiW0.3 and FeCoCrNiW0.3 + 5 at. % of C. Mater. Des. 2017, 115, 247–254. [Google Scholar] [CrossRef]
- Miracle, D.; Senkov, O.N.; Wilks, G.B.; Scott, J.M. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Tabachnikova, E.D.; Podolskiy, A.V.; Laktionova, M.O.; Bereznaia, N.A.; Tikhonovsky, M.A.; Tortika, A.S. Mechanical properties of the CoCrFeNiMnVx high entropy alloys in temperature range 4.2–300 K. J. Alloys Compd. 2017, 698, 501–509. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef]
- Kao, Y.F.; Lee, T.D.; Lee, P.H.; Chang, Y.S. Electrochemical passive properties of AlxCoCrFeNi (x = 0, 0.25, 0.50, 1.00) alloys in sulfuric acids. Corros. Sci. 2010, 52, 1026–1034. [Google Scholar] [CrossRef]
- Yeh, J.W. Alloy design strategies and future trends in high-entropy alloys. JOM 2013, 65, 1759–1771. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar]
- Bhattacharjee, P.P.; Sathiaraj, G.D.; Zaid, M.; Gatti, J.R.; Lee, C.; Tsai, C.W.; Yeh, J.W. Microstructure and texture evolution during annealing of equiatomic CoCrFeMnNi high-entropy alloy. J. Alloys Compd. 2014, 587, 544–552. [Google Scholar]
- Otto, F.; Dlouhy, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar]
- Otto, F.; Hanold, N.L.; George, E.P. Microstructural evolution after thermomechanical processing in an equiatomic, single-phase CoCrFeMnNi high-entropy alloy with special focus on twin boundaries. Intermetallics 2014, 54, 39–48. [Google Scholar] [CrossRef]
- Sathiaraj, G.D.; Bhattacharjee, P.P.; Tsai, C.W.; Yeh, J.W. Effect of heavy cryo-rolling on the evolution of microstructure and texture during annealing of equiatomic CoCrFeMnNi high entropy alloy. Intermetallics 2016, 69, 1–9. [Google Scholar]
- Liu, W.H.; Lu, Z.P.; He, J.Y.; Luan, J.H.; Wang, Z.J.; Liu, B.; Yong, L.; Chen, M.W.; Lui, C.T. Ductile CoCrFeNiMox high entropy alloys strengthened by hard intermetallic phases. Acta Mater. 2016, 116, 332–342. [Google Scholar] [CrossRef]
- He, J.Y.; Wang, H.; Huang, H.L.; Xu, X.D.; Chen, M.W.; Wu, Y.; Liu, X.J.; Nieh, T.G.; An, K.; Lu, Z.P. A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater. 2016, 102, 187–196. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.; Davies, C.H.J. The influence of processing parameters on aluminium alloy A357 manufactured by selective laser melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Moravcik, I.; Kubicek, A.; Moravcikova-Gouvea, L.; Ondrej, A.; Kana, V.; Pouchly, V.; Zadera, A.; Dlouhy, I. The origins of high-entropy alloy contamination induced by mechanical alloying and sintering. Metals 2020, 10, 1186. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components-process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar]
- Li, X.P.; Wang, X.J.; Saunders, M.; Suvorova, A.; Zhang, L.C.; Liu, Y.J.; Fang, M.H.; Huang, Z.H.; Sercombe, T.B. A selective laser melting and solution heat treatment refined Al-12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Brif, Y.; Thomas, M.; Todd, I. The use of high-entropy alloys in additive manufacturing. Scripta Mater. 2015, 99, 93–96. [Google Scholar] [CrossRef]
- Li, R.; Niu, P.; Yuan, T.; Cao, P.; Chen, C.; Zhou, K. Selective laser melting of an equiatomic CoCrFeMnNi high-entropy alloy: Processability, non-equilibrium microstructure and mechanical property. J. Alloys Compd. 2018, 746, 125–134. [Google Scholar] [CrossRef]
- Tsai, K.Y.; Tsai, M.H.; Yeh, J.W. Sluggish diffusion in Co-Cr-Fe-Mn-Ni high-entropy alloys. Acta Mater. 2013, 61, 887–4897. [Google Scholar] [CrossRef]
- Schuh, B.; Mendez-Martin, F.; Völker, B.; George, E.P.; Clemens, H.; Pippan, R.; Hohenwarter, A. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015, 96, 258–268. [Google Scholar] [CrossRef]
- Guo, J.; Minhao, G.; Zhiguang, Z.; Xiaohua, L.; Mui Ling Sharon, N.; Wei, J. On the machining of selective laser melting CoCrFeMnNi high-entropy alloy. Mater. Des. 2018, 153, 211–220. [Google Scholar] [CrossRef]
- Chew, Y.; Bi, G.J.; Zhu, Z.G.; Ng, F.L.; Weng, F.; Liu, S.B.; Nai, S.M.L.; Lee, B.Y. Microstructure and enhanced strength of laser aided additive manufactured CoCrFeMnNi high entropy alloy. Mater. Sci. Eng. A 2019, 744, 137–144. [Google Scholar] [CrossRef]
- Xiang, S.; Li, J.; Luan, H.; Amar, A.; Lu, S.; Li, K.; Zhang, L.; Liu, X.; Le, G.; Wang, X.; et al. Effects of process parameters on microstructures and tensile properties of laser melting deposited CrMnFeCoNi high entropy alloys. Mater. Sci. Eng. A 2019, 743, 412–417. [Google Scholar] [CrossRef]
- Xiang, S.; Luan, H.; Wu, J.; Yao, K.F.; Li, J.; Liu, X.; Tian, Y.; Mao, W.; Bai, H.; Le, G.; et al. Microstructures and mechanical properties of CrMnFeCoNi high entropy alloys fabricated by using laser metal deposition technique. J. Alloys Compd. 2019, 773, 387–392. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Nguyen, Q.B.; Ng, F.L.; An, X.H.; Liao, X.Z.; Liaw, P.K.; Nai, S.M.L.; Wei, J. Hierarchical microstructure and strengthening mechanism of a CoCrFeMnNi high entropy alloy additively manufactured by selective laser melting. Scr. Mater. 2018, 154, 20–24. [Google Scholar] [CrossRef]
- Pauzon, C.; Hryha, H.; Forêt, P.; Nyborg, L. Effect of argon and nitrogen atmospheres on the properties of stainless steel 316 L parts produced by laser-powder bed fusion. Mater. Des. 2019, 179, 107873. [Google Scholar]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar]
- Bean, G.E.; Witkin, D.B.; McLouth, T.D.; Zaldivar, R.J. Process gas influence on microstructure and mechanical behavior of Inconel 718 fabricated via selective laser melting. Prog. Addit. Manuf. 2020, 5, 405–417. [Google Scholar]
- Song, M.; Zhou, R.; Gu, J.; Zhangwey, W.; Song, N.; Yong, L. Nitrogen induced heterogeneous structures overcome strength-ductility trade-off in an additively manufactured high-entropy alloy. Appl. Mater. Today 2020, 18, 100498. [Google Scholar]
- Colombini, E.; Lassinantti Gualtieri, M.; Rosa, R.; Tarterini, F.; Zadra, M.; Casagrande, A.; Veronesi, P. SPS-assisted Synthesis of SICp reinforced high entropy alloys: Reactivity of SIC and effects of pre-mechanical alloying and post-annealing treatment. Powder Metall. 2017, 61, 64–72. [Google Scholar] [CrossRef]
- Luke, N.; Carter, C.M.; Whiters, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Kim, Y.K.; Choe, J.; Lee, K.A. Selective laser melted equiatomic CoCrFeMnNi high-entropy alloy: Microstructure, anisotropic mechanical response and multiple strengthening mechanism. J. Alloys Compd. 2019, 805, 680–691. [Google Scholar] [CrossRef]
- Otto, F.; Yang, Y.; Bey, H.; George, E. Relative effects of enthalpy and entropy on the phase stability of equiatomic high-entropy alloys. Acta Mater. 2013, 61, 2628–2638. [Google Scholar] [CrossRef]
- Nilsson, J.O.; Chai, G. The physical metallurgy of duplex stainless steels. In Proceedings of the Duplex Stainless Steel Conference, Beaune, France, 13–15 October 2010. [Google Scholar]
- Dubiel, B.; Sieniawski, J. Precipitates in additively manufactured Inconel 625 superalloy. Materials 2019, 12, 1144. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Pradeep, K.G.; Kubenova, M.; Raabe, D.; Eggeler, G.; George, E.P. Decomposition of the single-phase high-entropy alloy CrMnFeCoNi after prolonged anneals at intermediate temperatures. Acta Mater. 2016, 112, 40–52. [Google Scholar] [CrossRef]
- Wang, W.F.; Wu, M.J. Effect of silicon content and aging time on density, hardness, toughness and corrosion resistance of sintered 303LSC–Si stainless steels. Mater. Sci. Eng. A 2006, 425, 167–171. [Google Scholar] [CrossRef]
- Zhao, W.X.; Zhou, D.Q.; Jiang, S.H.; Wang, H.; Wu, Y.; Liu, X.J.; Wang, X.Z.; Lu, Z.P. Ultrahigh stability and strong precipitation strengthening of nanosized NbC in alumina-forming austenitic stainless steels subjecting to long-term high-temperature exposure. Mat. Sci. Eng. A 2018, 738, 295–307. [Google Scholar] [CrossRef]
- Hall, E.O.; Algie, S.H. The sigma phase. Metall. Rev. 1966, 11, 61–88. [Google Scholar] [CrossRef]
- Sully, A.H. The sigma phase in binary alloys of the transition elements. J. Inst. Met. 1951, 80, 173. [Google Scholar]
- Laplanche, G.; Berglund, S.; Reinhart, C.; Kostka, A.; Fox, F.; George, E.P. Phase stability and kinetics of σ-phase precipitation in CrMnFeCoNi high-entropy alloys. Acta Mater. 2018, 161, 338–351. [Google Scholar] [CrossRef]
- Warren, A.D.; Harniman, R.L.; Guo, Z.; Younes, C.M.; Flewitt, E.J.; Scott, T.B. Quantification of sigma-phase evolution in thermally aged 2205 duplex stainless steel. J. Mater. Sci. 2016, 51, 694–707. [Google Scholar] [CrossRef]
- Moravcik, I.; Hornik, V.; Minárik, P.; Li, L.; Dlouhy, I.; Janovska, M.; Raabe, D.; Li, Z. Interstitial doping enhances the strength-ductility synergy in a CoCrNi medium entropy alloy. Mater. Sci. Eng. A 2020, 781, 139242. [Google Scholar] [CrossRef]
- George, E.P.; Curtin, W.A.; Tasan, C.C. High entropy alloys: A focused review of mechanical properties and deformation mechanisms. Acta Mater. 2020, 188, 435–474. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element: | Nitrogen | Chromium | Manganese | Iron | Cobalt | Nickel |
|---|---|---|---|---|---|---|
| Atomic composition (%): | 1.2 | 20.3 | 19 | 20.1 | 19.4 | 20 |
| Temperature (K) | Nitrogen | Chromium | Manganese | Iron | Cobalt | Nickel |
|---|---|---|---|---|---|---|
| As cast | 1.2 | 19.8 | 14.4 | 21.7 | 22 | 20.9 |
| 723 | 0 | 19.7 | 16.3 | 22.5 | 21.7 | 19.8 |
| 823 | 1 | 18.9 | 17.5 | 20.5 | 21 | 21 |
| 923 | 0.6 | 18.2 | 15.3 | 22 | 22.4 | 21.5 |
| 1023 | 3 | 15.6 | 16.6 | 21.8 | 22 | 21 |
| 1123 | 1.1 | 14.2 | 16 | 23 | 23.4 | 22.3 |
| 1223 | 1.7 | 10.9 | 16.4 | 23.7 | 24.3 | 23 |
| 1323 | 1.3 | 10.8 | 17 | 24.1 | 24.1 | 22.7 |
| 1423 | 1.7 | 18.2 | 14 | 21.3 | 22.6 | 22.2 |
| Temperature (K) | Nitrogen | Chromium | Manganese | Iron | Cobalt | Nickel |
|---|---|---|---|---|---|---|
| 923 | 1.4 | 19 | 16 | 21 | 21.8 | 20.8 |
| 1023 | 2.9 | 27.1 | 14.7 | 19 | 18.6 | 17.7 |
| 1123 | 9 | 39.3 | 10.7 | 14.9 | 13.7 | 12.4 |
| 1223 | 17 | 56.9 | 8.2 | 7 | 5.9 | 5 |
| 1323 | 22.5 | 45.1 | 8.7 | 9 | 7.8 | 6.9 |
| 1423 | 6.1 | 24 | 13 | 19 | 19.5 | 18.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Campari, E.G.; Casagrande, A. Microstructural Study of CrNiCoFeMn High Entropy Alloy Obtained by Selective Laser Melting. Materials 2022, 15, 5544. https://doi.org/10.3390/ma15165544
Campari EG, Casagrande A. Microstructural Study of CrNiCoFeMn High Entropy Alloy Obtained by Selective Laser Melting. Materials. 2022; 15(16):5544. https://doi.org/10.3390/ma15165544
Chicago/Turabian StyleCampari, Enrico Gianfranco, and Angelo Casagrande. 2022. "Microstructural Study of CrNiCoFeMn High Entropy Alloy Obtained by Selective Laser Melting" Materials 15, no. 16: 5544. https://doi.org/10.3390/ma15165544