
Effect of Yttrium on the Microstructure and Mechanical Properties of PH13-8Mo Stainless Steels Produced by Selective Laser Melting

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
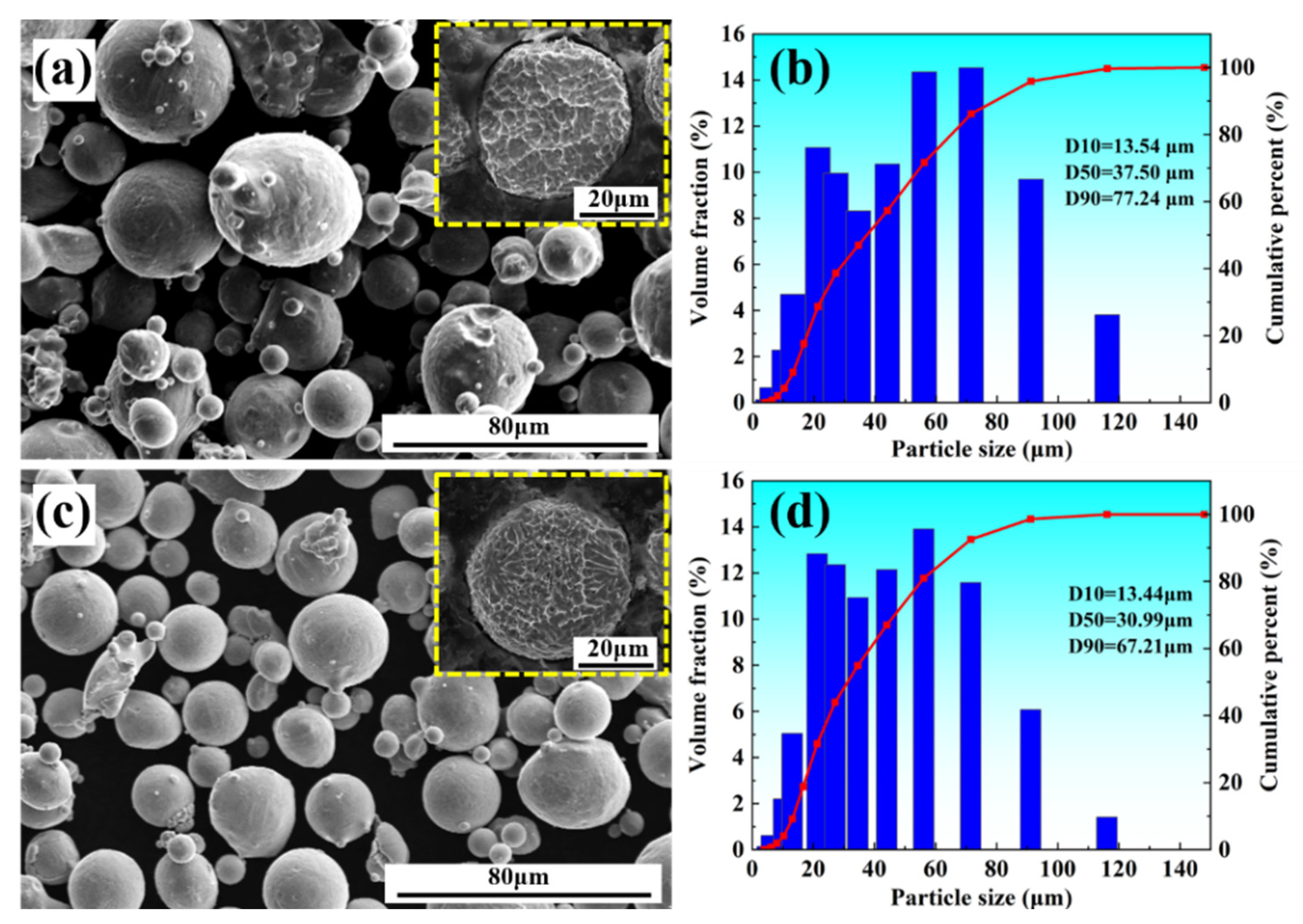
2.1. Preparation of Stainless Steel Powder
2.2. SLM Preparation Process and Heat Treatment Process
2.3. Characterization of Microstructure and Mechanical Properties
3. Results
3.1. Microstructure Characteristics
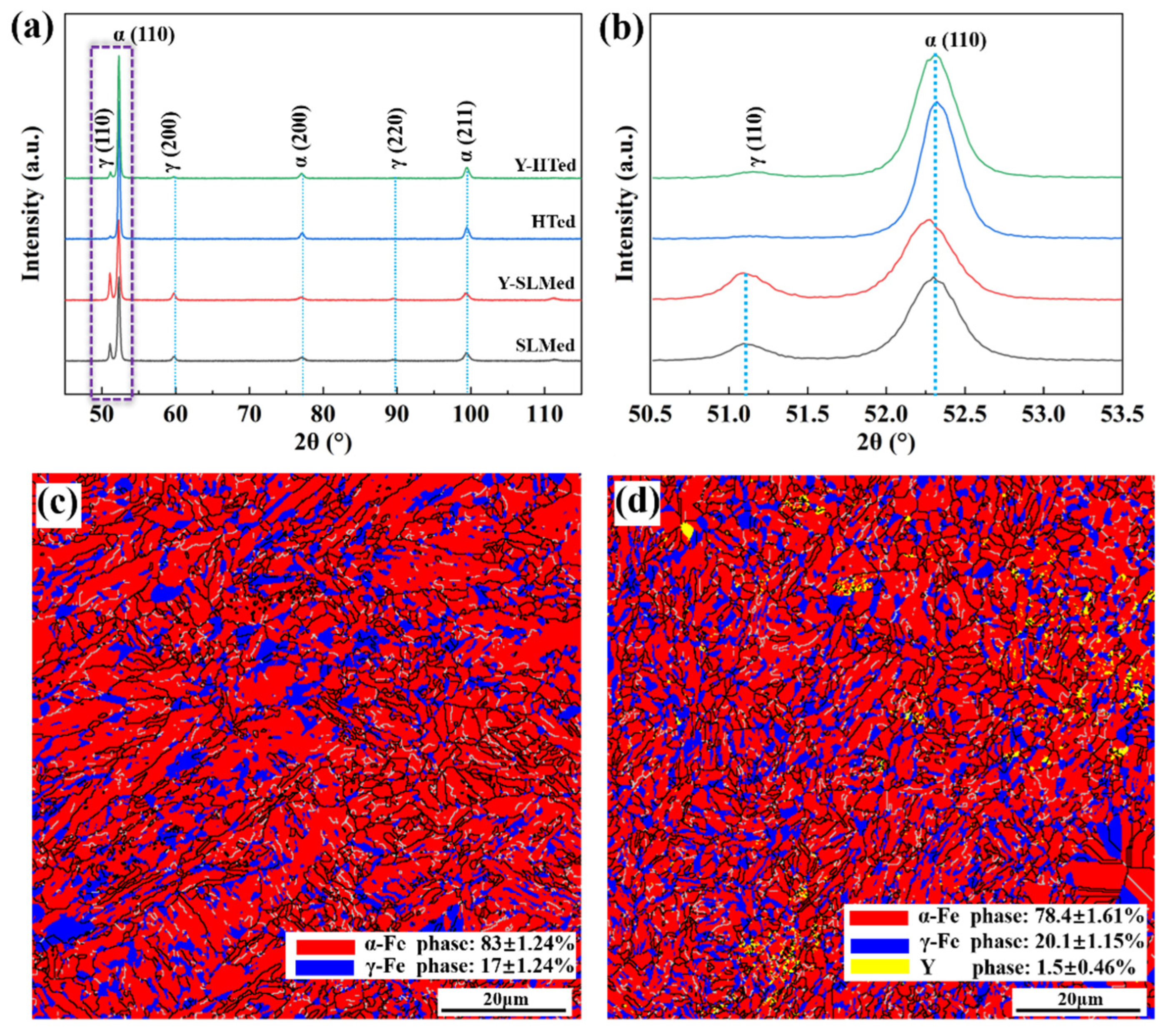
3.2. Phase Fraction
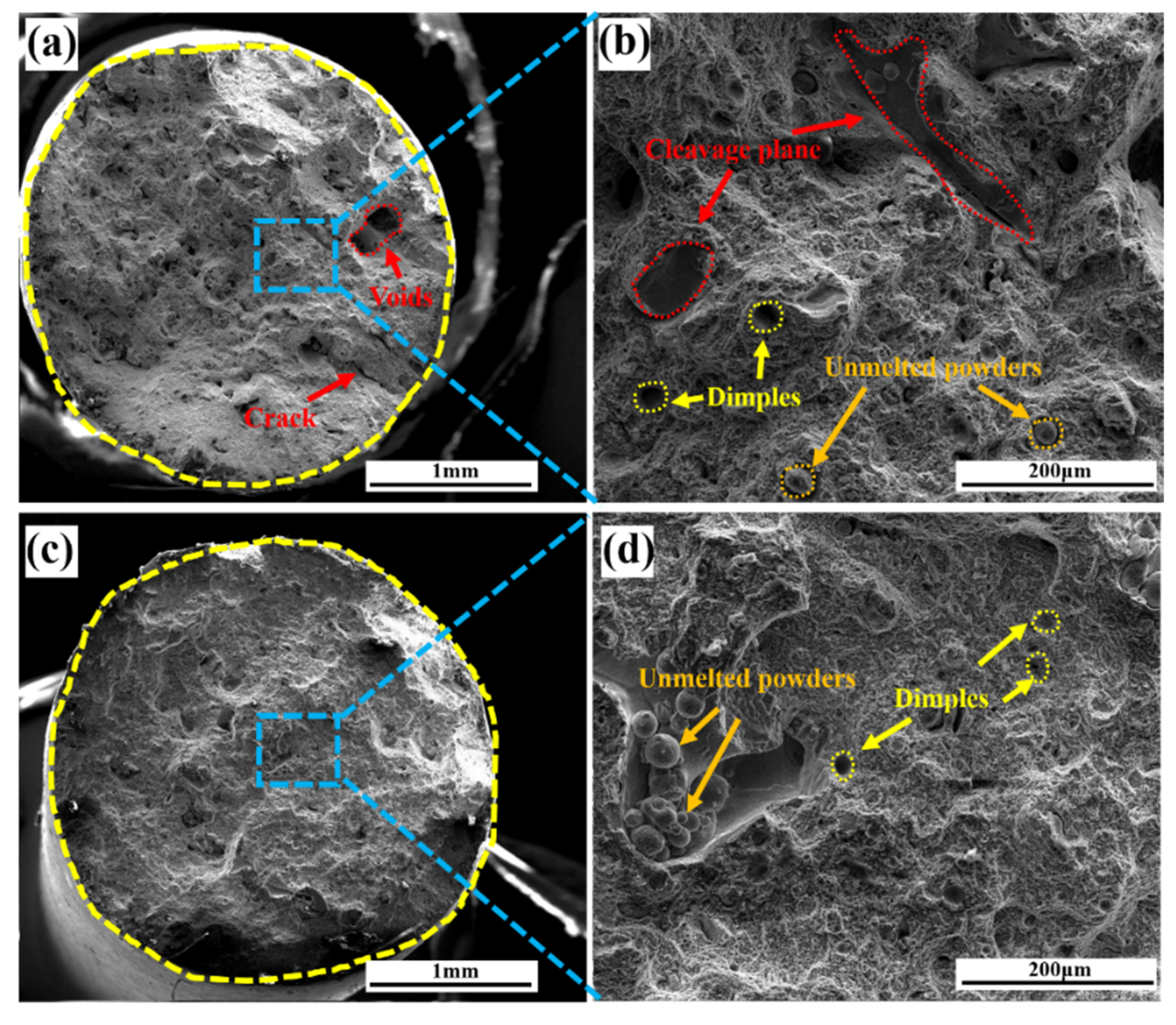
3.3. Mechanical Performances
4. Discussion
5. Conclusions
- (1)
- The addition of yttrium made the grains of PH13-8Mo stainless steel parts refined, and the average grain size from 2.02 ± 0.03 μm decreases to 0.97 ± 0.02 μm. PH13-8Mo stainless steel formed parts were mainly composed of martensite and retained austenite. After adding yttrium, the content of austenite in the phase composition increased, and yttrium-containing precipitates formed.
- (2)
- The strength and toughness of the PH13-8Mo stainless steel parts were synergistically improved by adding yttrium. The tensile strength was increased from 1282 MPa to 1443 MPa, and the impact energy was increased from 86.75 J/cm2 to 124.25 J/cm2.
- (3)
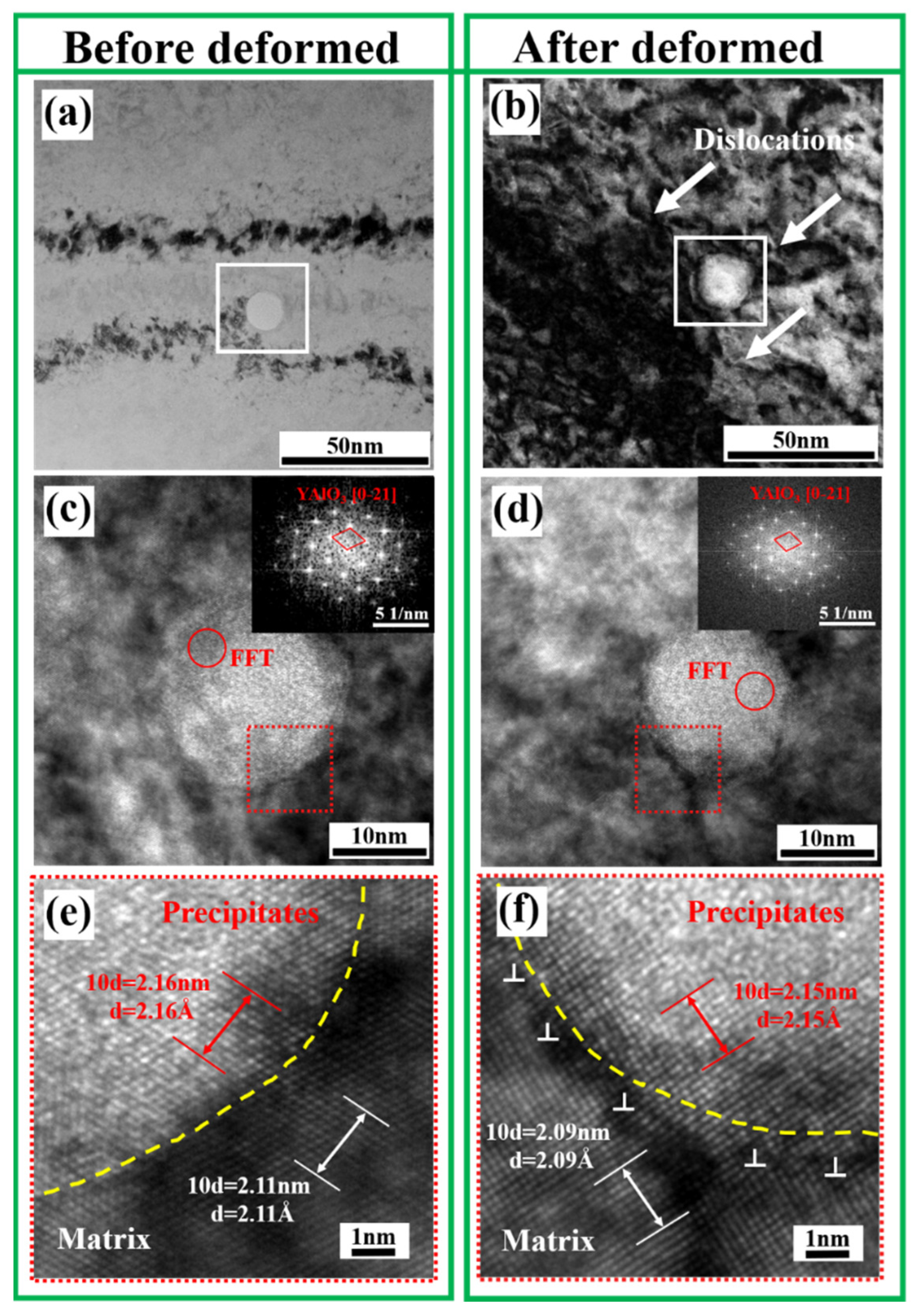
- The strengthening and toughening mechanism of yttrium on PH13-8Mo stainless steel parts was mainly attributed to grain refinement, phase structure transformation and precipitated phase strengthening. The nano-sized precipitates containing yttrium showed good adhesion with the matrix and played a role in preventing dislocation movement in the process of plastic deformation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Guo, Z.; Sha, W.; Vaumousse, D. Microstructural evolution in a PH13-8 stainless steel after ageing. Acta Mater. 2003, 51, 101–116. [Google Scholar] [CrossRef]
- Leitner, H.; Schnitzer, R.; Schober, M.; Zinner, S. Precipitate modification in PH13-8 Mo type maraging steel. Acta Mater. 2011, 59, 5012–5022. [Google Scholar] [CrossRef]
- Munn, P.; Andersson, B. Hydrogen Embrittlement of PH13-8Mo Steel in Simulated Real-Life Tests and Slow Strain Rate Tests. Corrosion 1990, 46, 286–295. [Google Scholar] [CrossRef]
- Fan, J.; Zhang, L.; Wei, S.; Zhang, Z.; Choi, S.-K.; Song, B.; Shi, Y. A review of additive manufacturing of metamaterials and developing trends. Mater. Today 2021, 50, 303–328. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Processing Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, eabg1487. [Google Scholar] [CrossRef] [PubMed]
- Dong, D.; Chang, C.; Wang, H.; Yan, X.; Ma, W.; Liu, M.; Deng, S.; Gardan, J.; Bolot, R.; Liao, H. Selective laser melting (SLM) of CX stainless steel: Theoretical calculation, process optimization and strengthening mechanism. J. Mater. Sci. Technol. 2021, 73, 151–164. [Google Scholar] [CrossRef]
- Asgari, H.; Mohammadi, M. Microstructure and mechanical properties of stainless steel CX manufactured by Direct Metal Laser Sintering. Mater. Sci. Eng. A 2018, 709, 82–89. [Google Scholar] [CrossRef]
- Yan, X.; Chen, C.; Chang, C.; Dong, D.; Zhao, R.; Jenkins, R.; Wang, J.; Ren, Z.; Liu, M.; Liao, H.; et al. Study of the microstructure and mechanical performance of C-X stainless steel processed by selective laser melting (SLM). Mater. Sci. Eng. A 2020, 781, 139227. [Google Scholar] [CrossRef]
- Dong, Z.; Kang, H.; Xie, Y.; Chi, C.; Peng, X. Effect of powder oxygen content on microstructure and mechanical properties of a laser additively-manufactured 12CrNi2 alloy steel. Mater. Lett. 2019, 236, 214–217. [Google Scholar] [CrossRef]
- Lou, X.; Andresen, P.L.; Rebak, R.B. Oxide inclusions in laser additive manufactured stainless steel and their effects on impact toughness and stress corrosion cracking behavior. J. Nucl. Mater. 2018, 499, 182–190. [Google Scholar] [CrossRef]
- Tuttle, R.B. Study of Rare Earth Additions Effect on the Solidification and Properties of 4130 Steel. J. Mater. Eng. Perform. 2019, 28, 6720–6727. [Google Scholar] [CrossRef]
- Teng, X.; Zhang, G.; Liang, J.; Li, H.; Liu, Q.; Cui, Y.; Cui, T.; Jiang, L. Parameter optimization and microhardness experiment of AlSi10Mg alloy prepared by selective laser melting. Mater. Res. Express 2019, 6, 086592. [Google Scholar] [CrossRef]
- Wilson, W.G.; Heaslip, L.J.; Sommerville, I.D. Rare Earth Additions in Continuously Cast Steel. JOM 1985, 37, 36–41. [Google Scholar] [CrossRef]
- Wang, L.; Lin, Q.; Ji, J.; Lan, D. New study concerning development of application of rare earth metals in steels. J. Alloys Compd. 2006, 408–412, 384–386. [Google Scholar] [CrossRef]
- Ferro, P.; Fabrizi, A.; Cervo, R.; Carollo, C. Effect of inoculant containing rare earth metals and bismuth on microstructure and mechanical properties of heavy-section near-eutectic ductile iron castings. J. Mater. Processing Technol. 2013, 213, 1601–1608. [Google Scholar] [CrossRef]
- Torkamani, H.; Raygan, S.; Garcia Mateo, C.; Rassizadehghani, J.; Palizdar, Y.; San-Martin, D. Contributions of Rare Earth Element (La,Ce) Addition to the Impact Toughness of Low Carbon Cast Niobium Microalloyed Steels. Met. Mater. Int. 2018, 24, 773–788. [Google Scholar] [CrossRef]
- Hao, F.; Liao, B.; Li, D.; Dan, T.; Ren, X.; Yang, Q.; Liu, L. Effects of rare earth oxide on hardfacing metal microstructure of medium carbon steel and its refinement mechanism. J. Rare Earths 2011, 29, 609–613. [Google Scholar] [CrossRef]
- Pan, F.; Zhang, J.; Chen, H.-L.; Su, Y.-H.; Kuo, C.-L.; Su, Y.-H.; Chen, S.-H.; Lin, K.-J.; Hsieh, P.-H.; Hwang, W.-S. Effects of Rare Earth Metals on Steel Microstructures. Materials 2016, 9, 417. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, C.; Zhu, K.; Ding, W.; Liu, Y.; Chen, G.; Qu, X. Additive manufacturing of WMoTaTi refractory high-entropy alloy by employing fluidised powders. Powder Metall. 2022. [Google Scholar] [CrossRef]
- Zheng, Z.; Wang, S.; Long, J.; Wang, J.; Zheng, K. Effect of rare earth elements on high temperature oxidation behaviour of austenitic steel. Corros. Sci. 2020, 164, 108359. [Google Scholar] [CrossRef]
- Liu, R.L.; Qiao, Y.J.; Yan, M.F.; Fu, Y.D. Effects of Rare Earth Elements on the Characteristics of Low Temperature Plasma Nitrocarburized Martensitic Stainless Steel. J. Mater. Sci. Technol. 2012, 28, 1046–1052. [Google Scholar] [CrossRef]
- Xin, W.; Zhang, J.; Jiang, Y.; Deng, Y.; Meng, Q.; Song, B. Effect of rare earth Ce on the isothermal oxidation behavior in air of arsenic bearing steels. Metall. Res. Technol. 2019, 116, 415. [Google Scholar] [CrossRef]
- Chen, R.; Wang, Z.; Qi, L.; Zhong, L.; Guan, R.; He, J.; Hu, X. The carbides, tensile properties, and work-hardening behavior of annealed H13 die steels with varied yttrium contents. Mater. Sci. Eng. A 2021, 806, 140856. [Google Scholar] [CrossRef]
- Erlach, S.D.; Leitner, H.; Bischof, M.; Clemens, H.; Danoix, F.; Lemarchand, D.; Siller, I. Comparison of NiAl precipitation in a medium carbon secondary hardening steel and C-free PH13-8 maraging steel. Mater. Sci. Eng. A 2006, 429, 96–106. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Yadroitsava, I.; Fredriksson, G.; Yadroitsev, I. In situ heat treatment in selective laser melted martensitic AISI 420 stainless steels. Mater. Des. 2015, 87, 380–385. [Google Scholar] [CrossRef]
- Haubrich, J.; Gussone, J.; Barriobero-Vila, P.; Kürnsteiner, P.; Jägle, E.A.; Raabe, D.; Schell, N.; Requena, G. The role of lattice defects, element partitioning and intrinsic heat effects on the microstructure in selective laser melted Ti-6Al-4V. Acta Mater. 2019, 167, 136–148. [Google Scholar] [CrossRef]
- Köse, C. Dissimilar Laser Beam Welding of AISI 420 Martensitic Stainless Steel to AISI 2205 Duplex Stainless Steel: Effect of Post-Weld Heat Treatment on Microstructure and Mechanical Properties. J. Mater. Eng. Perform. 2021, 30, 7417–7448. [Google Scholar] [CrossRef]
- Dahm, K.L.; Dearnley, P.A. On the nature, properties and wear response of s-phase (nitrogen-alloyed stainless steel) coatings on AISI 316L. Proc. Inst. Mech. Eng. Part. L J. Mater. Des. Appl. 2000, 214, 181–198. [Google Scholar]
- Zou, Y.; Xu, Y.B.; Hu, Z.P.; Gu, X.L.; Peng, F.; Tan, X.D.; Chen, S.Q.; Han, D.T.; Misra, R.D.K.; Wang, G.D. Austenite stability and its effect on the toughness of a high strength ultra-low carbon medium manganese steel plate. Mater. Sci. Eng. A 2016, 675, 153–163. [Google Scholar] [CrossRef]
- Koseki, T.; Inoue, J.; Nambu, S. Development of multilayer steels for improved combinations of high strength and high ductility. Mater. Trans. 2014, 55, M2013382. [Google Scholar] [CrossRef] [Green Version]
- Proville, L.; Bakó, B. Dislocation depinning from ordered nanophases in a model fcc crystal: From cutting mechanism to Orowan looping. Acta Mater. 2010, 58, 5565–5571. [Google Scholar] [CrossRef]
- Nikitin, I.; Fedoseeva, A.; Kaibyshev, R. Strengthening mechanisms of creep-resistant 12% Cr–3% Co steel with low N and high B contents. J. Mater. Sci. 2020, 55, 7530–7545. [Google Scholar] [CrossRef]
- Shi, Z.; Liu, S.; Zhou, Y.; Xing, X.; Ren, X.; Yang, Q. Structure and properties of YAlO3/NbC heterogeneous nucleation interface: First principles calculation and experimental research. J. Alloys Compd. 2019, 773, 264–276. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Cr | Ni | Mo | Al | N | O | Y | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|
| Powder-0 | 0.039 | 0.019 | 12.59 | 8.28 | 2.24 | 0.99 | 0.0015 | 0.021 | 0 | Bal |
| Powder-Y | 0.039 | 0.017 | 12.56 | 8.23 | 2.23 | 0.94 | 0.0019 | 0.032 | 0.035 | Bal |
| Laser Parameters | Value |
|---|---|
| Laser spot diameter | 100 μm |
| Wavelength | 1.06 μm |
| Hatch distance | 0.08 mm |
| Layer thickness | 0.03 mm |
| Laser power | 200, 210, 220, 230, 240, 250, 260 W |
| Scanning speed | 800, 850, 900, 950, 1000 mm/s |
| YS (MPa) | UTS (MPa) | TE (%) | IE (J/cm2) | |
|---|---|---|---|---|
| Without-Y | 1264 | 1282 | 10.2 | 86.75 |
| With-Y | 1399 | 1443 | 12.2 | 124.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.-J.; Liu, C.; Zhang, M.-X.; Jiang, L.; Liu, Y.; Liu, Z.-B.; Liang, J.-X. Effect of Yttrium on the Microstructure and Mechanical Properties of PH13-8Mo Stainless Steels Produced by Selective Laser Melting. Materials 2022, 15, 5441. https://doi.org/10.3390/ma15155441
Wang C-J, Liu C, Zhang M-X, Jiang L, Liu Y, Liu Z-B, Liang J-X. Effect of Yttrium on the Microstructure and Mechanical Properties of PH13-8Mo Stainless Steels Produced by Selective Laser Melting. Materials. 2022; 15(15):5441. https://doi.org/10.3390/ma15155441
Chicago/Turabian StyleWang, Chang-Jun, Chang Liu, Meng-Xing Zhang, Lu Jiang, Yu Liu, Zhen-Bao Liu, and Jian-Xiong Liang. 2022. "Effect of Yttrium on the Microstructure and Mechanical Properties of PH13-8Mo Stainless Steels Produced by Selective Laser Melting" Materials 15, no. 15: 5441. https://doi.org/10.3390/ma15155441