
Modelling of the Fine-Grained Materials Briquetting Process in a Roller Press with the Discrete Element Method


Abstract
:1. Introduction
2. Materials and Methods
- Calcium hydroxide—mixture of calcium hydroxide 85.1% (slaked lime) and water 14.9% with a moisture content of 15.0%;
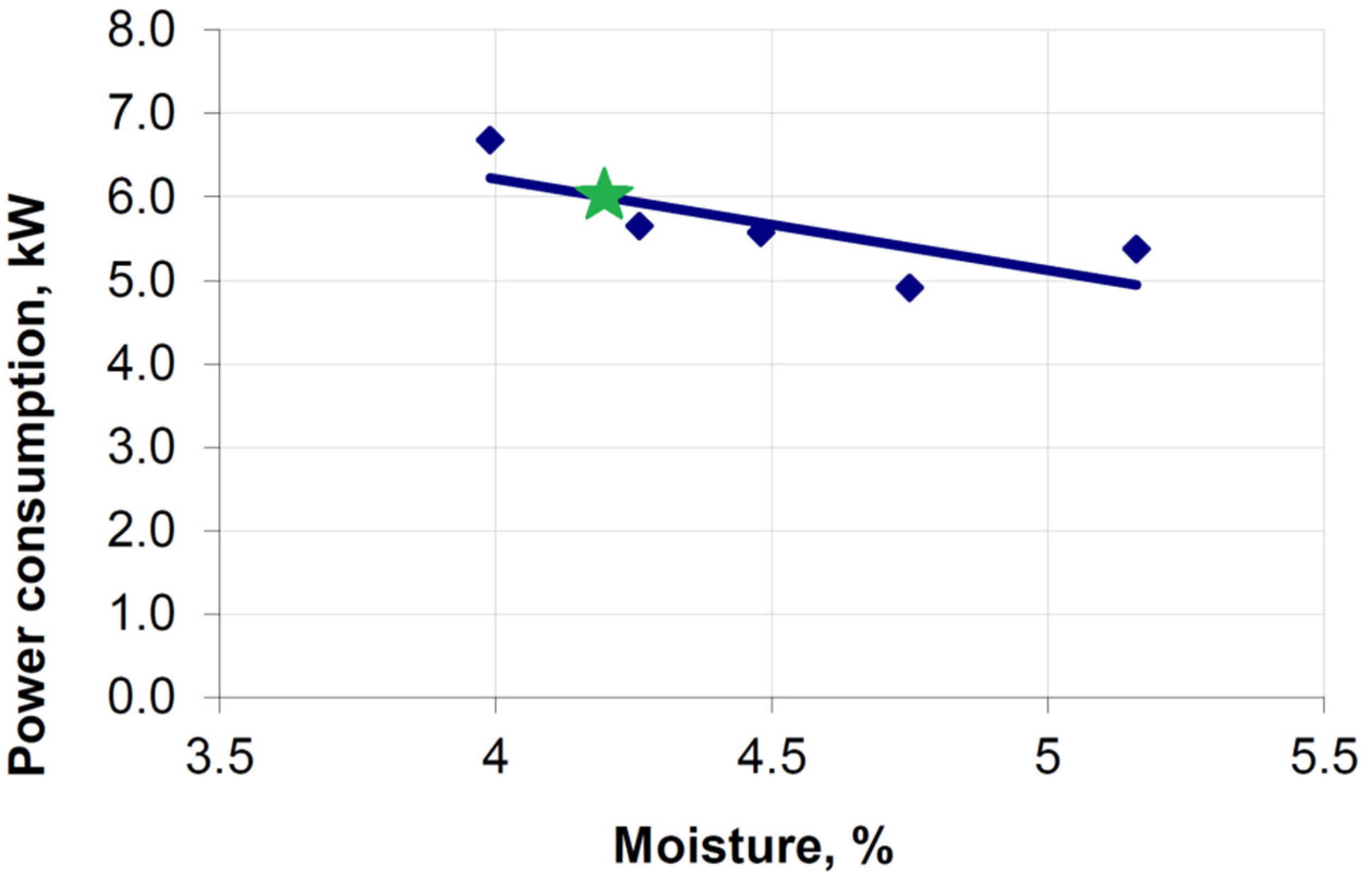
- Copper ore concentrate mixture—copper ore concentrate with 5% sulphite lye (dry mass) and a moisture content of 4.2%.
2.1. Briquetting Material Model
2.2. Model of Material Briquetting in a Roller Press
3. Research Results and Analysis
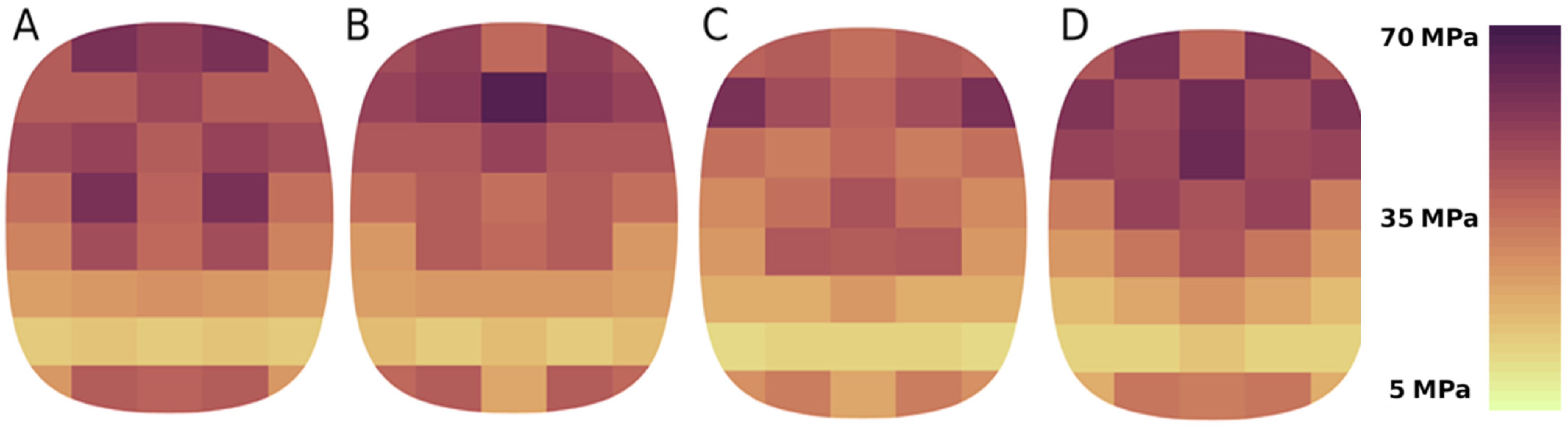
3.1. The Simulation Results
3.2. Comparison of Simulation Test Results with Experimental Data
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bembenek, M. Research and Prospects for New Areas of Using Roller Presses. Przem. Chem. 2017, 96, 1845–1847. [Google Scholar]
- Barnett, T. Roll-press briquetting: Compacting fines to reduce waste-handling costs. Powder Bulk Eng. 2010, 24, 1–6. [Google Scholar]
- Sengar, S.H.; Mohod, A.G.; Khandetod, Y.P.; Patil, S.S.; Chendake, A.D. Performance of Briquetting Machine for Briquette Fuel. Int. J. Energy Eng. 2012, 2, 28–34. [Google Scholar] [CrossRef] [Green Version]
- Reynolds, G.; Ingale, R.; Roberts, R.; Kothari, S.; Gururajan, B. Practical application of roller compaction process modeling. Comput. Chem. Eng. 2010, 34, 1049–1057. [Google Scholar] [CrossRef]
- Borowski, G. The Use of Briquetting for Waste Management; Lubelskie Towarzystwo Naukowe: Lublin, Poland, 2011. [Google Scholar]
- Bembenek, M. Exploring Efficiencies: Examining the Possibility of Decreasing the Size of the Briquettes Used as the Batch in the Electric Arc Furnace Dust Processing Line. Sustainability 2020, 12, 6393. [Google Scholar] [CrossRef]
- Baiul, K.; Solodka, N.; Khudyakov, A.; Vashchenko, S. Selection of rational surface configuration for roller press tires. Powder Metall. Met. Ceram. 2020, 59, 9–21. [Google Scholar] [CrossRef]
- Bembenek, M.; Krawczyk, J.; Pańcikiewicz, K. The Wear on Roller Press Rollers Made of 20Cr4/1.7027 Steel under Conditions of Copper Concentrate Briquetting. Materials 2020, 13, 5782. [Google Scholar] [CrossRef]
- Vashchenko, S.V.; Khudyakov, A.Y.; Baiul, K.V.; Semenov, Y.S. Method for Predicting the Strength of Pellets Produced from Dry Fine-Grained Materials. Powder Metall. Met. Ceram. 2021, 60, 247–256. [Google Scholar] [CrossRef]
- Khudyakov, A.Y.; Vashchenko, S.V.; Baiul, K.V.; Semenov, Y.S. Experimental Verification of New Compaction Equations for Fine Materials of the Mining and Metallurgical Complex. Part 1. Basic Compaction Equation. Refract. Ind. Ceram. 2021, 62, 15–24. [Google Scholar] [CrossRef]
- Khudyakov, A.Y.; Vashchenko, S.V.; Baiul, K.V.; Semenov, Y.S. Experimental Verification of New Compaction Equations for Fine Materials of the Mining and Metallurgical Complex. Part 2. Basic Compaction Equation. Refract. Ind. Ceram. 2021, 62, 25–31. [Google Scholar] [CrossRef]
- Kosturkiewicz, B.; Janewich, A.; Hryniewicz, M.; Gara, P.; Bembenek, M.; Kosturkiewicz, L. Compacting of gypsum from flue gas desulphurisation plants in roll presses. Przemysł Chem. 2016, 95, 1492–1495. [Google Scholar]
- Bayul, K.V. Effect of the geometrical parameters of roll press forming elements on the briquetting process: Analytical study. Powder Metall. Met. Ceram. 2012, 51, 157–164. [Google Scholar] [CrossRef]
- Srikant, P.; Akash, J.; Mahesh, D.; Astik, S. Roller Compaction Design and Critical Parameters in Drug Formulation and Development: Review. Int. J. PharmTech Res. 2015, 7, 90–98. [Google Scholar]
- Johanson, J.R. Factors Influencing the Design of Roll-Type Briquetting Presses. In Proceedings of the 9th Biennial Conference. The International Briquetting Association, Denver, CO, USA, 17–31 September 1965. [Google Scholar]
- Johanson, J.R. Use of Theory for Design and Selection of Roll Presses for Agglomeration and Compaction. In Proceedings of the 2nd International Symposium on Agglomeration, Atlanta, GA, USA, 6–10 March 1977; Sastry, K.V.S., Ed.; American Institute of Mining, Metallurgical, and Petroleum Engineers: New York, NY, USA, 1977; pp. 678–694. [Google Scholar]
- Nesarikar, V.V.; Patel, C.; Early, W.; Vatsaraj, N.; Sprockel, O.; Jerzweski, R. Roller compaction process development and scale up using Johanson model calibrated with instrumented roll data. Int. J. Pharm. 2012, 436, 486–507. [Google Scholar] [CrossRef] [PubMed]
- Moroney, K.M.; Cronin, P.; Adeleye, O.A.; Schaller, B.E.; Howard, M.A.; Castro-Dominguez, B.; Walker, G.M. An evaluation of the Johanson model for roller compaction process development for a high dose API. Powder Technol. 2020, 366, 82–95. [Google Scholar] [CrossRef]
- Muliadi, A.R.; Litster, J.D.; Wassgren, C.R. Modeling the powder roll compaction process: Comparison of 2-D finite element method and the rolling theory for granular solids (Johanson’s model). Powder Technol. 2012, 221, 90–100. [Google Scholar] [CrossRef]
- Sajjia, M.; Shirazian, S.; Kelly, C.B.; Albadarin, A.B.; Walker, G. ANN analysis of a roller compaction process in the pharmaceutical industry. Chem. Eng. Technol. 2017, 40, 487–492. [Google Scholar] [CrossRef]
- Liu, Y.; Wassgren, C. Modifications to Johanson’s roll compaction model for improved relative density predictions. Powder Technol. 2016, 297, 294–302. [Google Scholar] [CrossRef] [Green Version]
- So, C.; Leung, L.Y.; Muliadi, A.R.; Narang, A.S.; Mao, C. Simplifying Johanson’s roller compaction model to build a “Virtual Roller Compactor” as a predictive tool–Theory and practical application. Int. J. Pharm. 2021, 601, 120579. [Google Scholar] [CrossRef]
- Michrafy, A.; Diarra, H.; Dodds, J.A.; Michrafy, M.; Penazzi, L. Analysis of strain stress state in roller compaction process. Powder Technol. 2011, 208, 417–422. [Google Scholar] [CrossRef] [Green Version]
- Kleinebudde, P. Improving process understanding in roll compaction. J. Pharm. Sci. 2021, 111, 552–558. [Google Scholar] [CrossRef] [PubMed]
- Amini, H.; Akseli, I. A first principle model for simulating the ribbon solid fraction during pharmaceutical roller compaction process. Powder Technol. 2020, 368, 32–44. [Google Scholar] [CrossRef]
- Souihi, N.; Reynolds, G.; Tajarobi, P.; Wikström, H.; Haeffler, G.; Josefson, M.; Trygg, J. Roll compaction process modeling: Transfer between equipment and impact of process parameters. Int. J. Pharm. 2015, 484, 192–206. [Google Scholar] [CrossRef]
- Sousa, R.; Valente, P.C.; Nakach, M.; Bardet, L.; Wacquet, M.; Midoux, N.; Authelin, J.R. Roller compaction scale-up made simple: An approximate analytical solution to Johanson’s rolling theory. J. Pharm. Sci. 2020, 109, 2536–2543. [Google Scholar] [CrossRef]
- Al-Asady, R.B.; Dhenge, R.M.; Hounslow, M.J.; Salman, A.D. Roller compactor: Determining the nip angle and powder compaction progress by indentation of the pre-compacted body. Powder Technol. 2016, 300, 107–119. [Google Scholar] [CrossRef]
- Katashinskii, V.P. Analytical determination of specific pressure during the rolling of metal powders. Sov. Powder Metall. Met. Ceram. 1966, 5, 765–772. [Google Scholar] [CrossRef]
- Hryniewicz, M. Metoda Doboru pras Walcowych oraz Opracowania Założeń do ich Modernizacji lub Konstrukcji; AGH: Kraków, Poland, 1997. [Google Scholar]
- Zienkiewicz, O.C. The Finite Element Method, 5th ed.; Zienkiewicz, O.C., Taylor, R.L., Eds.; Butterworth-Heinemann: Oxford, England, 2000; p. 1482. [Google Scholar]
- Wang, S.P.; Choudhry, S.; Werheimer, T.B. Comparison between the Static Implicit and Dynamic Explicit Methods for EFM Simulation of Sheet Forming Process; MARC Analysis Research Corporation: Palo Alto, CA, USA, 1997. [Google Scholar]
- Dec, R.T.; Zavaliangos, A.; Cunningham, J.C. Comparison of various modeling methods for analysis of powder compaction in roller press. Powder Technol. 2003, 130, 265–271. [Google Scholar] [CrossRef]
- Dec, R.; Zavaliangos, A.; Cunningham, J. Recent developments in FEM modeling of powder processing in the roller press. In Proceedings of the Biennial Conference, Nashville, TN, USA, 16–19 October 2005; Institute of Briquetting and Agglomeration: Clearwater Beach, FL, USA, 2005; Volume 29, pp. 83–92. [Google Scholar]
- Zavaliangos, A.; Dec, R.; Komarek, R. Analysis of powder processing in the roller press using finite element modeling. In Proceedings of the XXII International Mineral Processing Congress, Cape Town, South Africa, 28 September–3 October 2003; Volume 1, pp. 298–306. [Google Scholar]
- Dec, R.; Zavaliangos, A. Powder Processing in the Roller Press–Theory and Practice, Powder Handling&Processing; Vogel Transtech Publications: Wuerzburg, Germany, 2007; pp. 23–28. [Google Scholar]
- Karwat, B.; Machnik, R.; Niedźwiedzki, J.; Nogaj, M.; Rubacha, P.; Stańczyk, E. Calibration of bulk material model in discrete element method on example of perlite D18-DN. Eksploat. i Niezawodn. 2019, 21, 351–357. [Google Scholar] [CrossRef]
- Karwat, B.; Rubacha, P.; Stanczyk, E. Optimization of a screw conveyor’s exploitation parameters. Eksploat. i Niezawodn. 2021, 23, 285–293. [Google Scholar] [CrossRef]
- Karwat, B.; Rubacha, P.; Stanczyk, E. Simulational and experimental determination of the exploitation parameters of a screw conveyor. Eksploat. i Niezawodn. 2020, 22, 741–747. [Google Scholar] [CrossRef]
- Luding, S. Introduction to discrete element methods. Eur. J. Environ. Civ. Eng. 2008, 12, 785–826. [Google Scholar] [CrossRef]
- Marchelli, F.; Di Felice, R. A Discrete Element Method Study of Solids Stress in Cylindrical Columns Using MFiX. Processes 2021, 9, 60. [Google Scholar] [CrossRef]
- Sykut, J.; Molenda, M.; Horabik, J. Discrete element method (DEM) as a tool for investigating properties of granular materials. Pol. J. Food Nutr. Sci. 2007, 57, 169–173. [Google Scholar]
- Muliadi, A.R.; Litster, J.D.; Wassgren, C.R. Validation of 3-D finite element analysis for predicting the density distribution of roll compacted pharmaceutical powder. Powder Technol. 2013, 237, 386–399. [Google Scholar] [CrossRef]
- Mazor, A.; Perez-Gandarillas, L.; de Ryck, A.; Michrafy, A. Effect of roll compactor sealing system designs: A finite element analysis. Powder Technol. 2016, 289, 21–30. [Google Scholar] [CrossRef] [Green Version]
- Michrafy, A.; Diarra, H.; Dodds, J.A.; Michrafy, M. Experimental and numerical analyses of homogeneity over strip width in roll compaction. Powder Technol. 2011, 206, 154–160. [Google Scholar] [CrossRef] [Green Version]
- Cunningham, J.C.; Winstead, D.; Zavaliangos, A. Understanding variation in roller compaction through finite element-based process modeling. Comput. Chem. Eng. 2010, 34, 1058–1071. [Google Scholar] [CrossRef]
- Ramírez-Aragón, C.; Ordieres-Meré, J.; Alba-Elías, F.; González-Marcos, A. Numerical Modeling for Simulation of Compaction of Refractory Materials for Secondary Steelmaking. Materials 2020, 13, 224. [Google Scholar] [CrossRef] [Green Version]
- Xie, C.; Yang, J.; Wang, B.; Zhuo, P.; Li, C.; Wang, L. Parameter calibration for the discrete element simulation model of commercial organic fertilizer. Int. Agrophysics 2021, 35, 107–117. [Google Scholar] [CrossRef]
- Park, D.; Lee, C.G.; Yang, D.; Kim, D.; Kim, J.Y.; Rhee, J.Y. Analysis of Inter-particle Contact Parameters of Garlic Cloves Using Discrete Element Method. J. Biosyst. Eng. 2021, 46, 332–345. [Google Scholar] [CrossRef]
- Juhasz, E.; Movahedi, R.M.; Fekete, I.; Fischer, S. Discrete element modeling of particle degradation of railway ballast material with PFC3D software. Sci. Transp. Prog. 2019, 6, 103–116. [Google Scholar]
- Richesson, S.; Sahimi, M. Hertz-Mindlin Theory of Contacting Grains and the Effective-Medium Approximation for the Permeability of Deforming Porous Media. Geophys. Res. Lett. 2019, 46, 8039–8045. [Google Scholar] [CrossRef]
- Bembenek, M. Modeling the Variability of the Virtual Young Module during the Consolidation of Fine-Grained Materials. Young Sci. 2018, 12, 229–235. [Google Scholar] [CrossRef]
- Bembenek, M.; Krawczyk, J.; Frocisz, Ł.; Śleboda, T. The Analysis of the Morphology of the Saddle-Shaped Bronze Chips Briquettes Produced in the Roller Press. Materials 2021, 14, 1455. [Google Scholar] [CrossRef] [PubMed]
- Bembenek, M.; Uhryński, A. Analysis of the Temperature Distribution on the Surface of Saddle-Shaped Briquettes Consolidated in the Roller Press. Materials 2021, 14, 1770. [Google Scholar] [CrossRef] [PubMed]
- Bembenek, M.; Hryniewicz, M. Badania i Opracowanie Metody Doboru Układu Zagęszczania Prasy Walcowej; Wydawnictwa AGH: Kraków, Poland, 2010. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compaction Coefficient | Stress, MPa | Young’s Modulus, GPa | Cohesion Energy Density, J/m3 | |
|---|---|---|---|---|
| Calcium hydroxide | 3.35 | 120.0 | 1.70 | 6.2 × 107 |
| Copper ore concentrate mixture | 1.85 | 127.0 | 4.65 | 2.1 × 108 |
| Rollers Peripheral Speed, m/s | Stress Max, MPa | Stress Min, MPa | Average Stresses, MPa | Average Stresses, MPa | |
|---|---|---|---|---|---|
| 0.10 | cavity | 51.03 | 5.47 | 27.84 | 28.42 |
| groove | 39.37 | 12.58 | 29.00 | ||
| 0.15 | cavity | 41.18 | 7.98 | 28.06 | 27.97 |
| groove | 41.09 | 11.05 | 27.88 | ||
| 0.20 | cavity | 46.46 | 7.77 | 27.71 | 27.39 |
| groove | 37.90 | 11.54 | 27.06 | ||
| 0.30 | cavity | 40.82 | 7.42 | 26.13 | 25.95 |
| groove | 36.95 | 11.65 | 25.78 | ||
| Rollers Peripheral Speed, m/s | Stress Max, MPa | Stress Min, MPa | Average Stresses, MPa | Average Stresses, MPa | |
|---|---|---|---|---|---|
| 0.10 | cavity | 64.63 | 12.33 | 38.65 | 39.34 |
| groove | 59.66 | 17.01 | 40.04 | ||
| 0.15 | cavity | 70.64 | 11.19 | 42.16 | 40.95 |
| groove | 66.97 | 16.74 | 39.74 | ||
| 0.20 | cavity | 63.53 | 10.86 | 37.78 | 36.52 |
| groove | 58.55 | 14.39 | 35.26 | ||
| 0.30 | cavity | 70.83 | 11.34 | 41.69 | 40.96 |
| groove | 62.16 | 15.21 | 39.70 | ||
| Peripheral speed of the rollers, m/s | 0.10 | 0.15 | 0.20 | 0.30 |
| Average density of briquettes from calcium hydroxide, g/cm3 | 1.56 | 1.60 | 1.61 | 1.60 |
| Average density of briquettes from mixture based on copper ore concentrate, g/cm3 | 2.457 | 2.416 | 2.425 | 2.434 |
| Peripheral speed of the rollers, m/s | 0.10 | 0.15 |
| Average density of briquettes from calcium hydroxide, g/cm3 simulation | 1.56 | 1.60 |
| Average density of briquettes from calcium hydroxide, g/cm3 experiment | 1.71 ± 0.02 | - |
| Average density of briquettes from mixture based on copper ore concentrate, g/cm3-simulation | 2.46 | 2.42 |
| Average density of briquettes from mixture based on copper ore concentrate, g/cm3-experiment | - | 2.58 ± 0.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bembenek, M.; Buczak, M.; Baiul, K. Modelling of the Fine-Grained Materials Briquetting Process in a Roller Press with the Discrete Element Method. Materials 2022, 15, 4901. https://doi.org/10.3390/ma15144901
Bembenek M, Buczak M, Baiul K. Modelling of the Fine-Grained Materials Briquetting Process in a Roller Press with the Discrete Element Method. Materials. 2022; 15(14):4901. https://doi.org/10.3390/ma15144901
Chicago/Turabian StyleBembenek, Michał, Magdalena Buczak, and Kostiantyn Baiul. 2022. "Modelling of the Fine-Grained Materials Briquetting Process in a Roller Press with the Discrete Element Method" Materials 15, no. 14: 4901. https://doi.org/10.3390/ma15144901