
Effect of Hydrogen on the Structure and Mechanical Properties of 316L Steel and Inconel 718 Alloy Processed by Selective Laser Melting

 and
and
Abstract
:1. Introduction
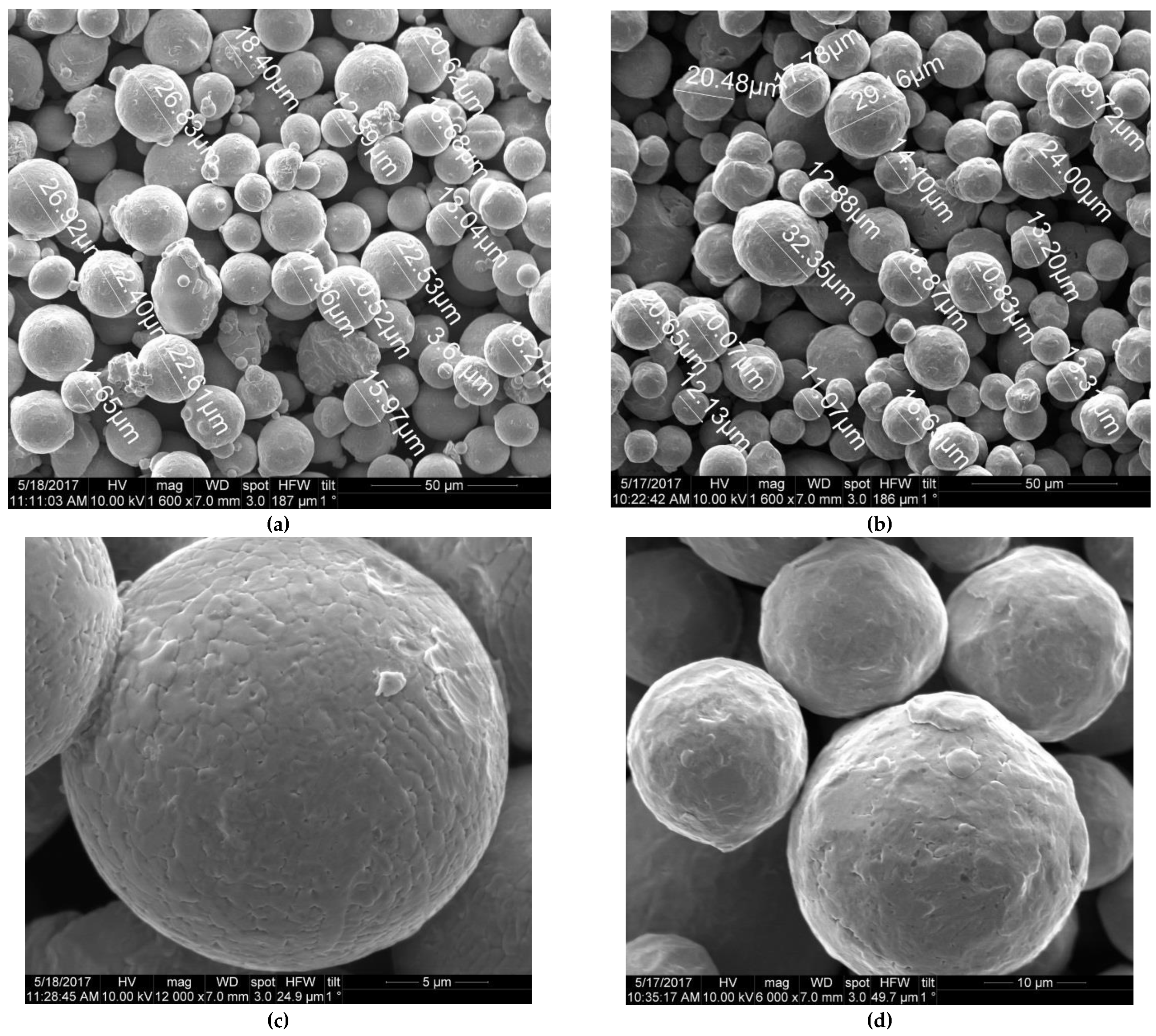
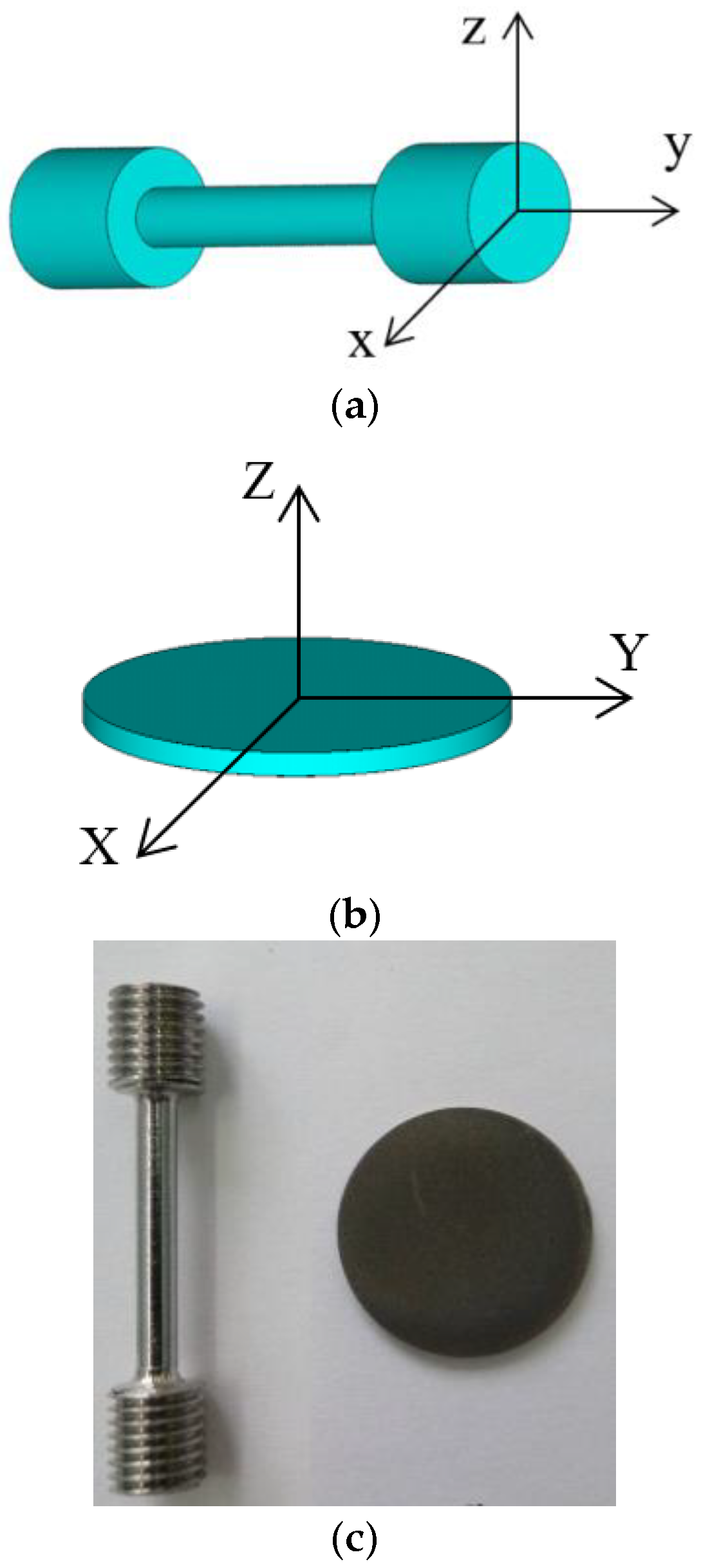
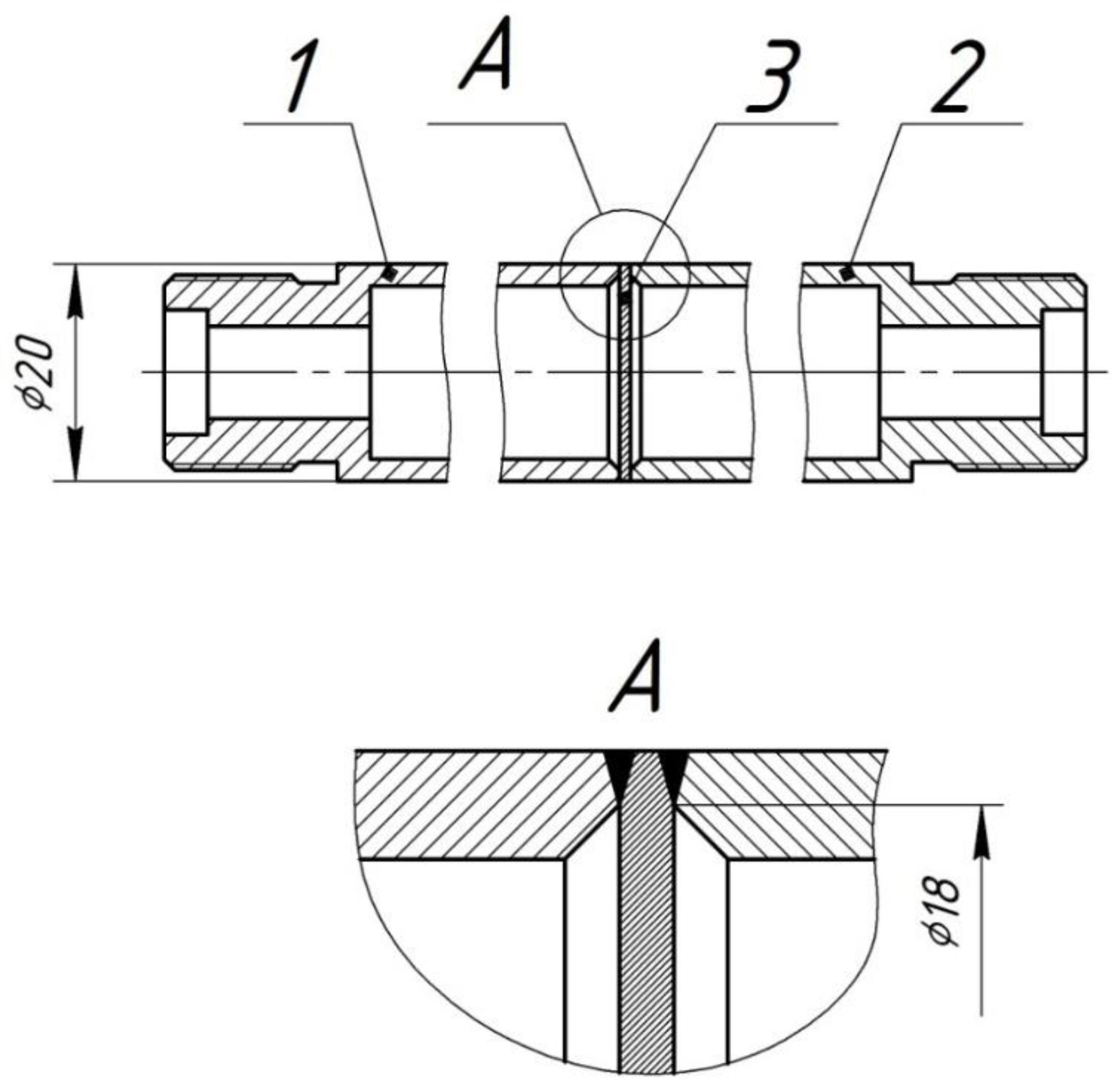
2. Materials and Methods
3. Results
3.1. Results of Mechanical Tests
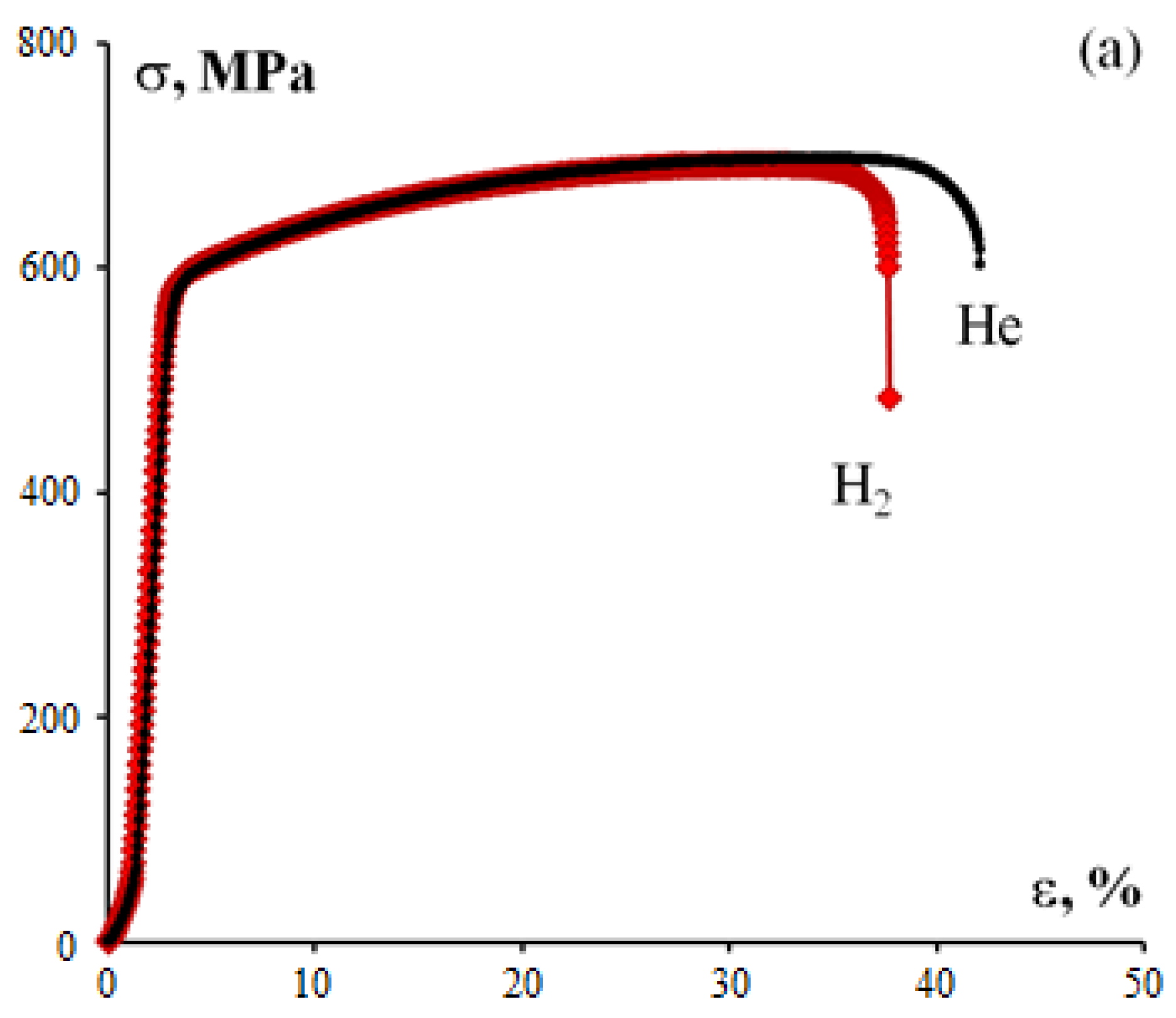
3.1.1. Tensile Test Results for 316L Steel Specimens
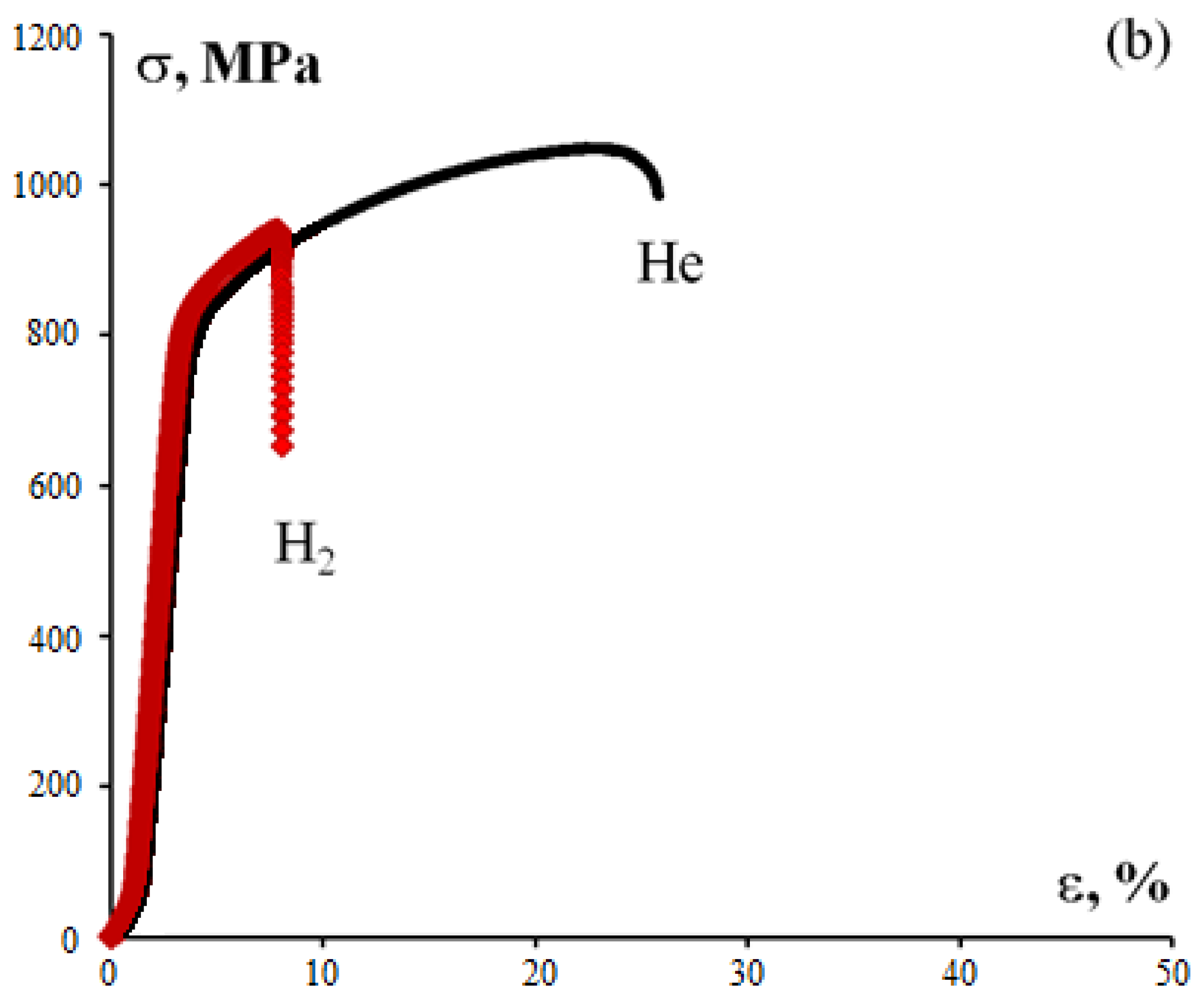
3.1.2. Tensile Test Results for Inconel 718 Alloy Specimens
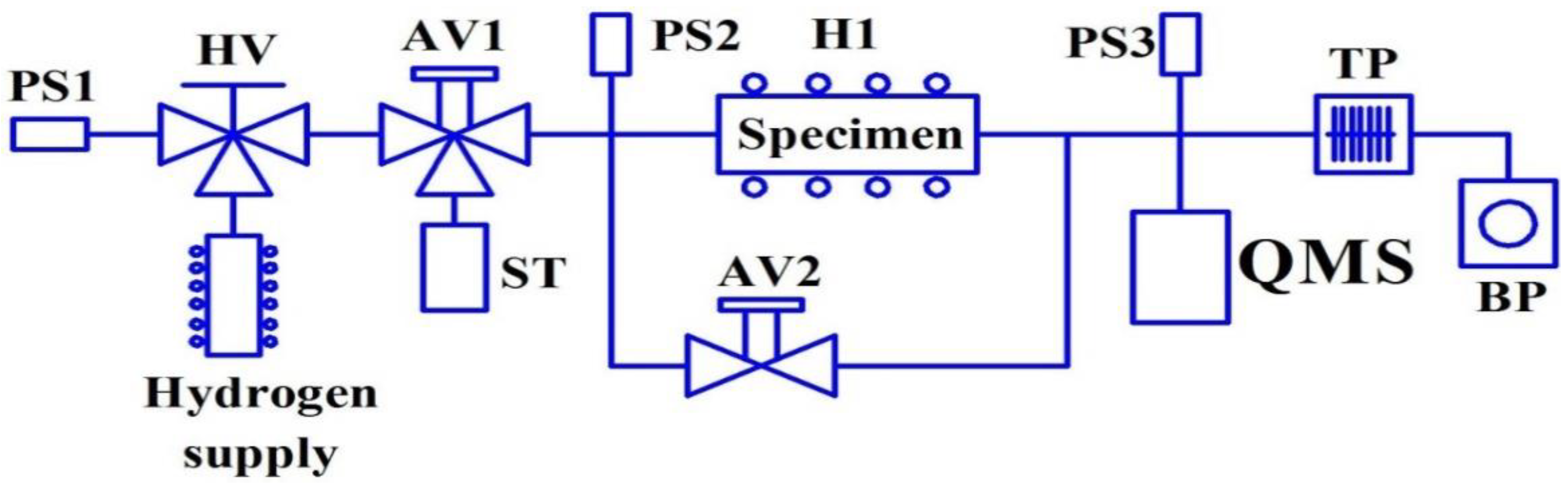
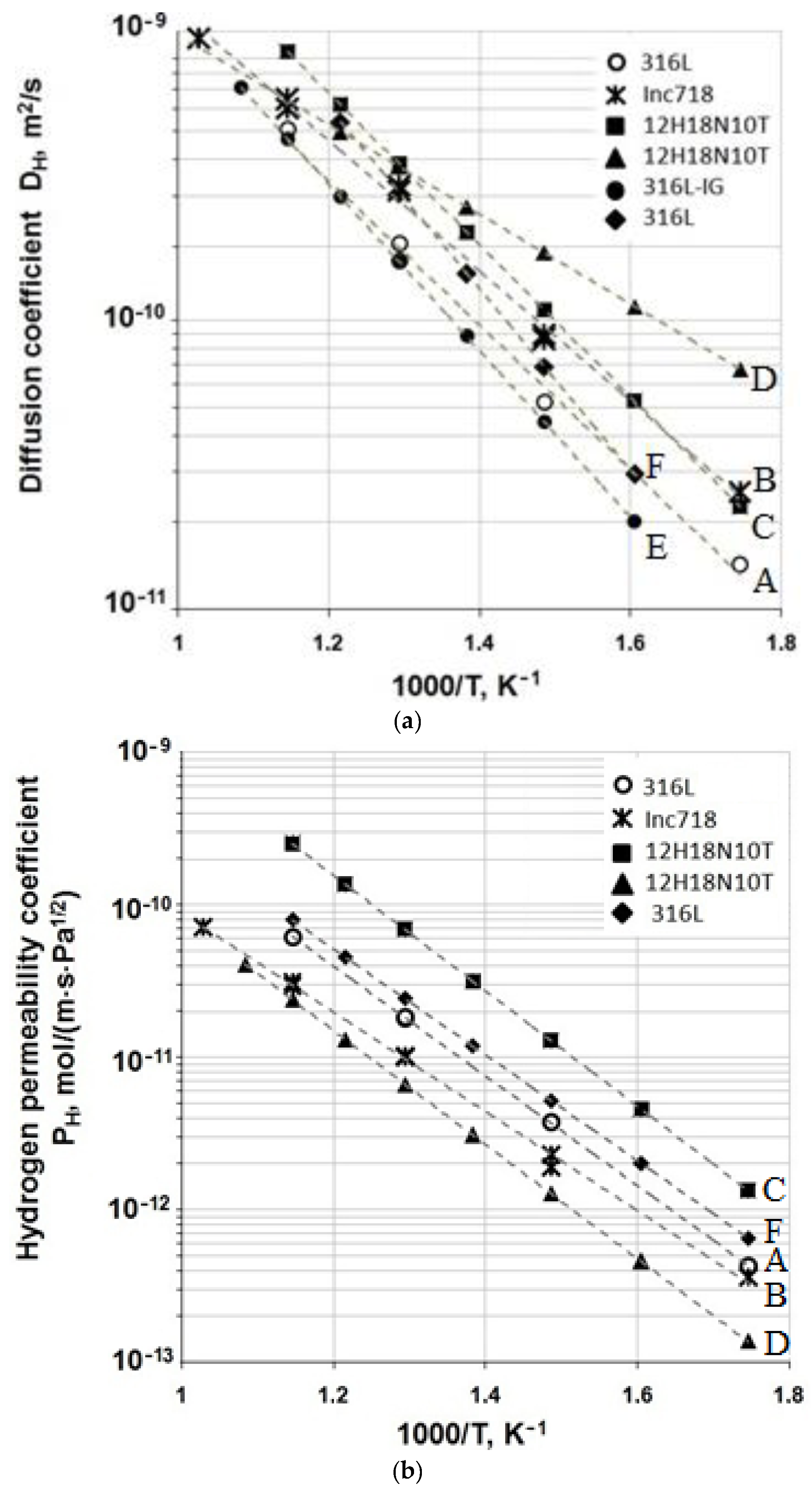
3.2. Results of Hydrogen Permeability Studies

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | D0, m2/s | ED, kJ/mol | P0, mol/ (m⋅s⋅Pa1/2) | EP, kJ/mol | S0, mol/ (m3⋅Pa1/2) | HS, kJ/mol |
|---|---|---|---|---|---|---|
| 316L steel | 3.42 × 10−7 | 48.0 | 7.8 × 10−7 | 68.66 | 2.28 | 20.64 |
| Inconel 718 | 1.66 × 10−7 | 41.9 | 1.4 × 10−7 | 61.33 | 0.84 | 19.47 |
| 12X18H10T steel [28] | 8.60 × 10−7 | 50.2 | 5.48 × 10−6 | 72.5 | - | 15.90 |
| 12X18H10T steel [29] | 3.40 × 10−8 | 29.6 | 4.5 × 10−7 | 71.4 | - | - |
| 316L-IG steel [30] (for deuterium) | 5.90 × 10−7 | 55.0 | 0.3 × 10−6 | 66.0 | 0.50 | 11.0 |
| 316L steel [31] | 2.99 × 10−6 | 59.7 | 7.7 × 10−7 | 66.6 | 0.26 | 6.88 |

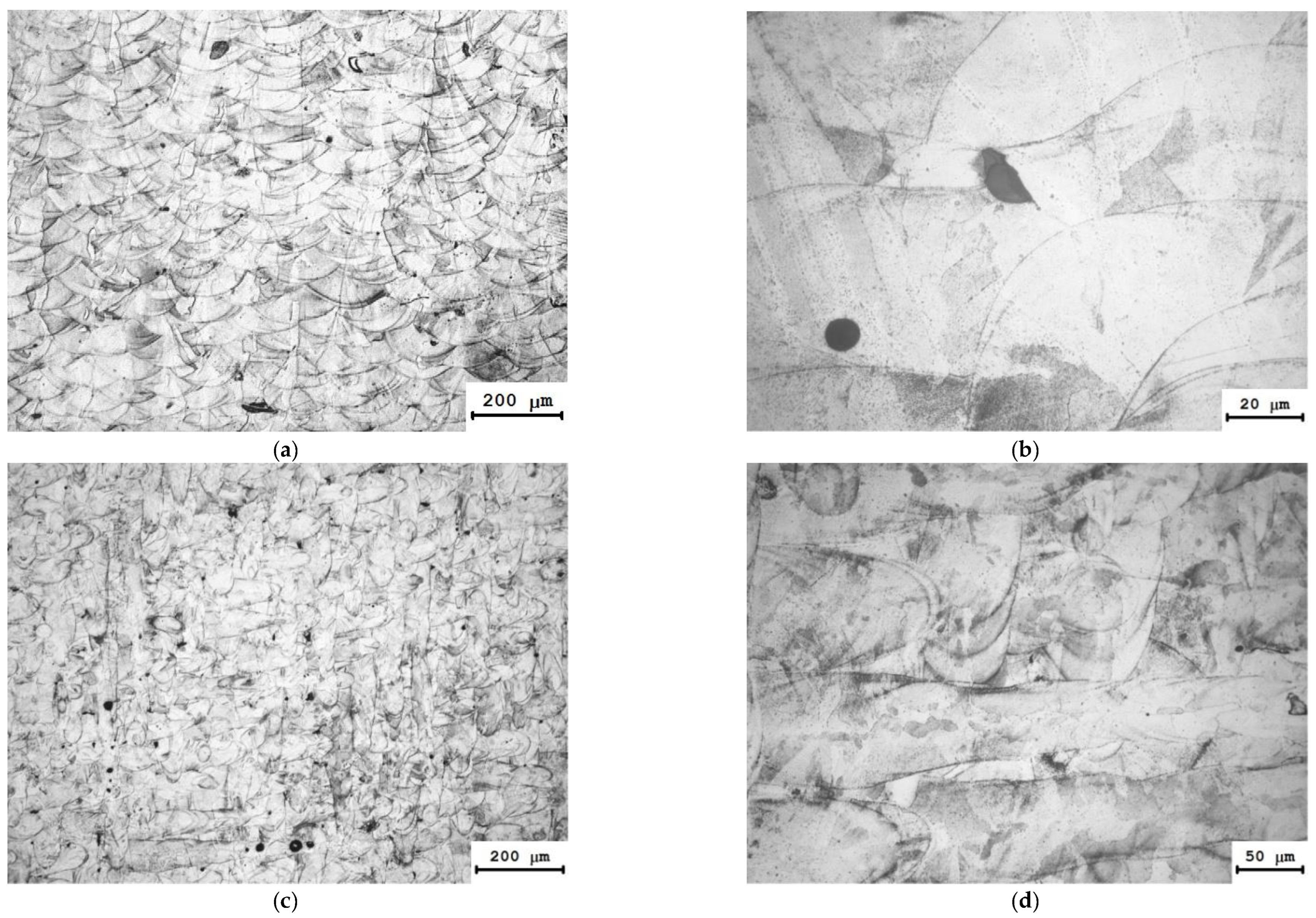
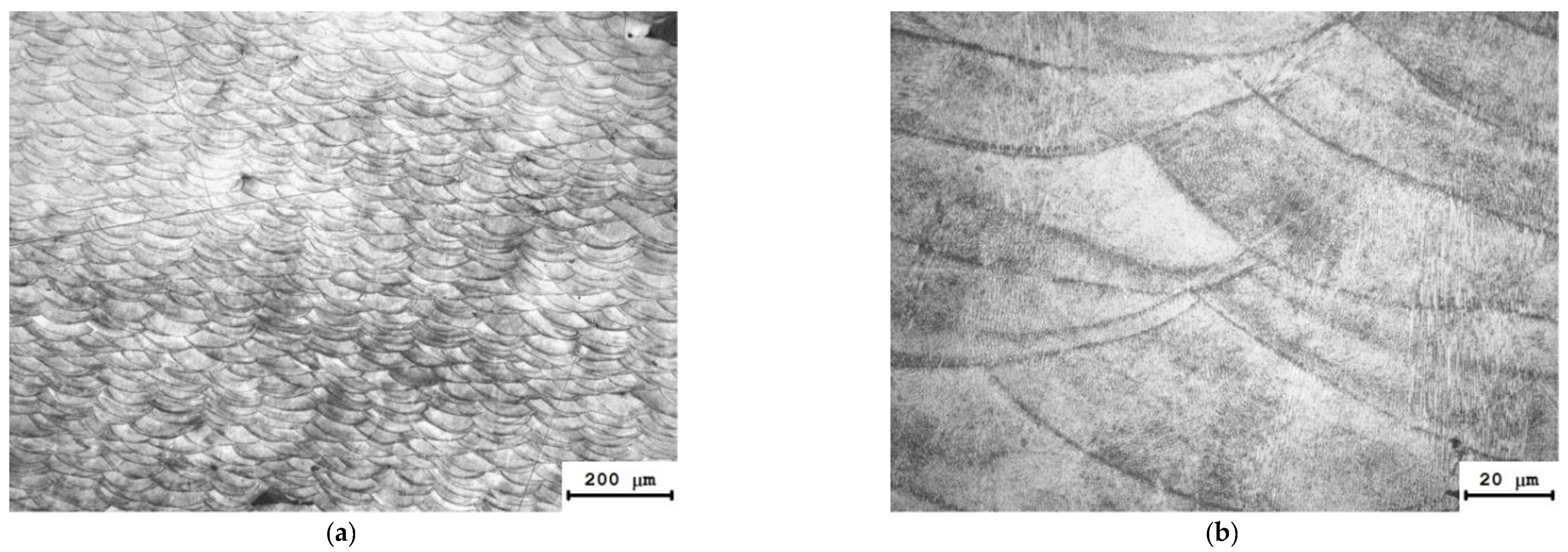
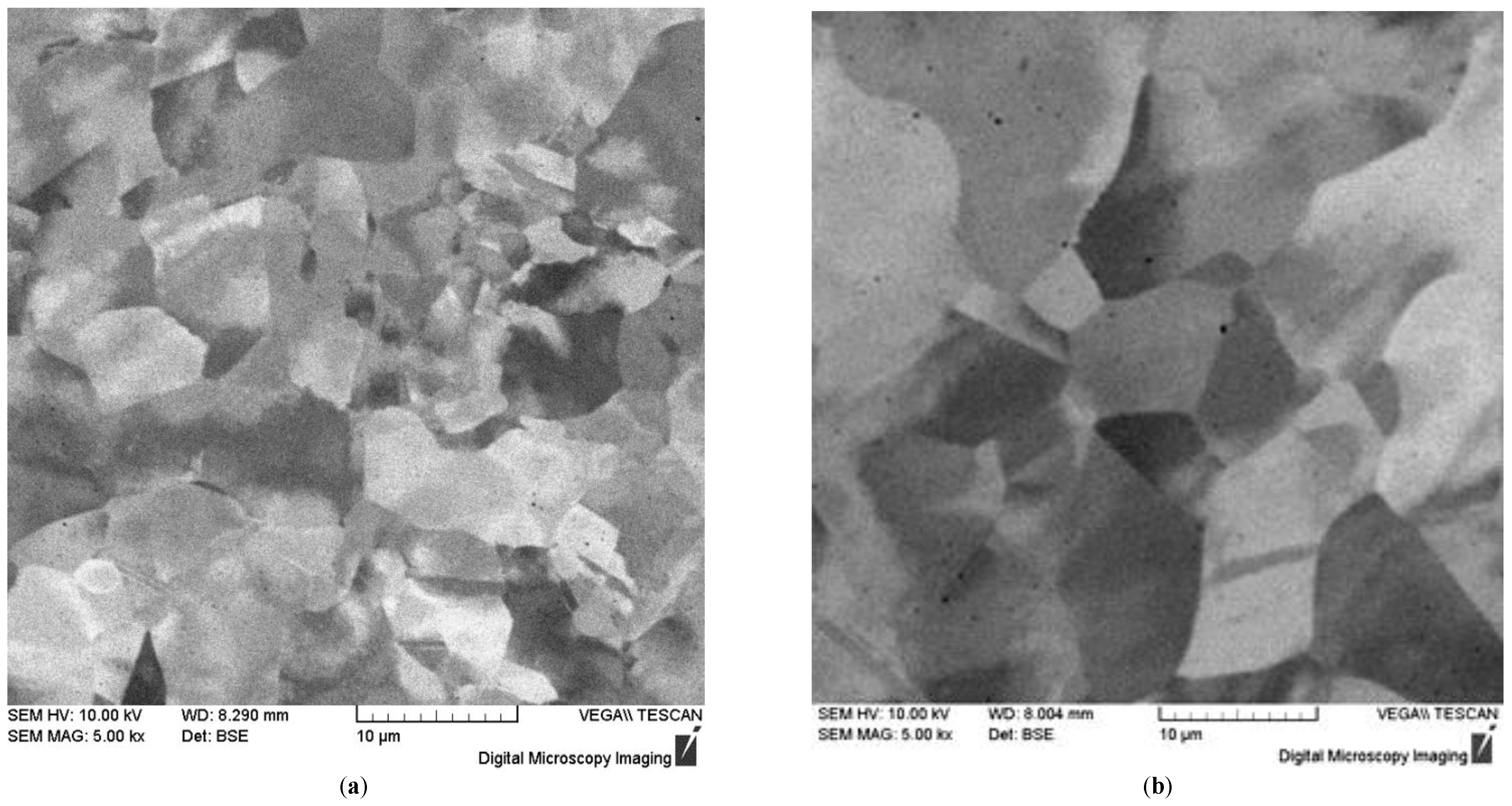
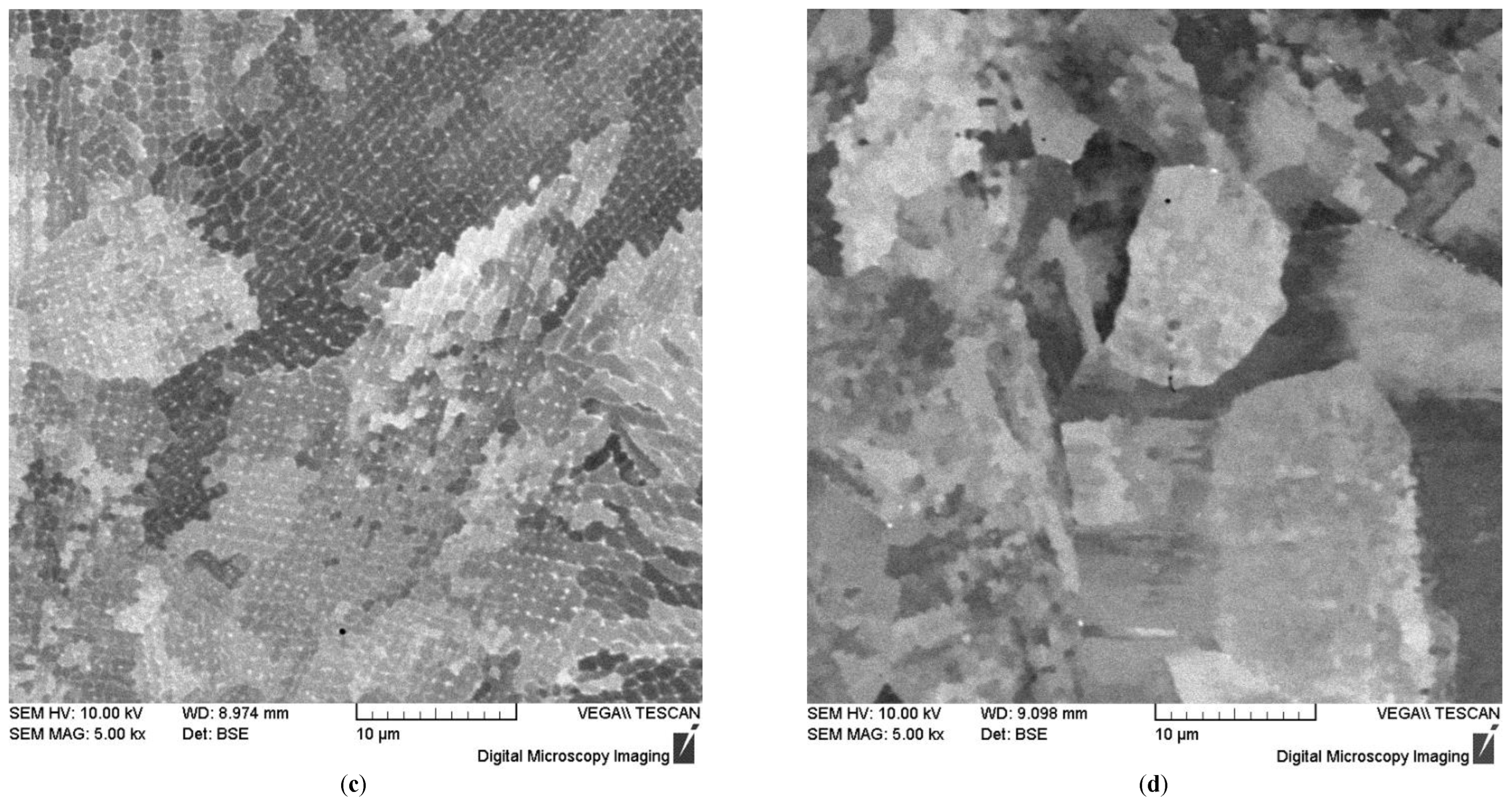
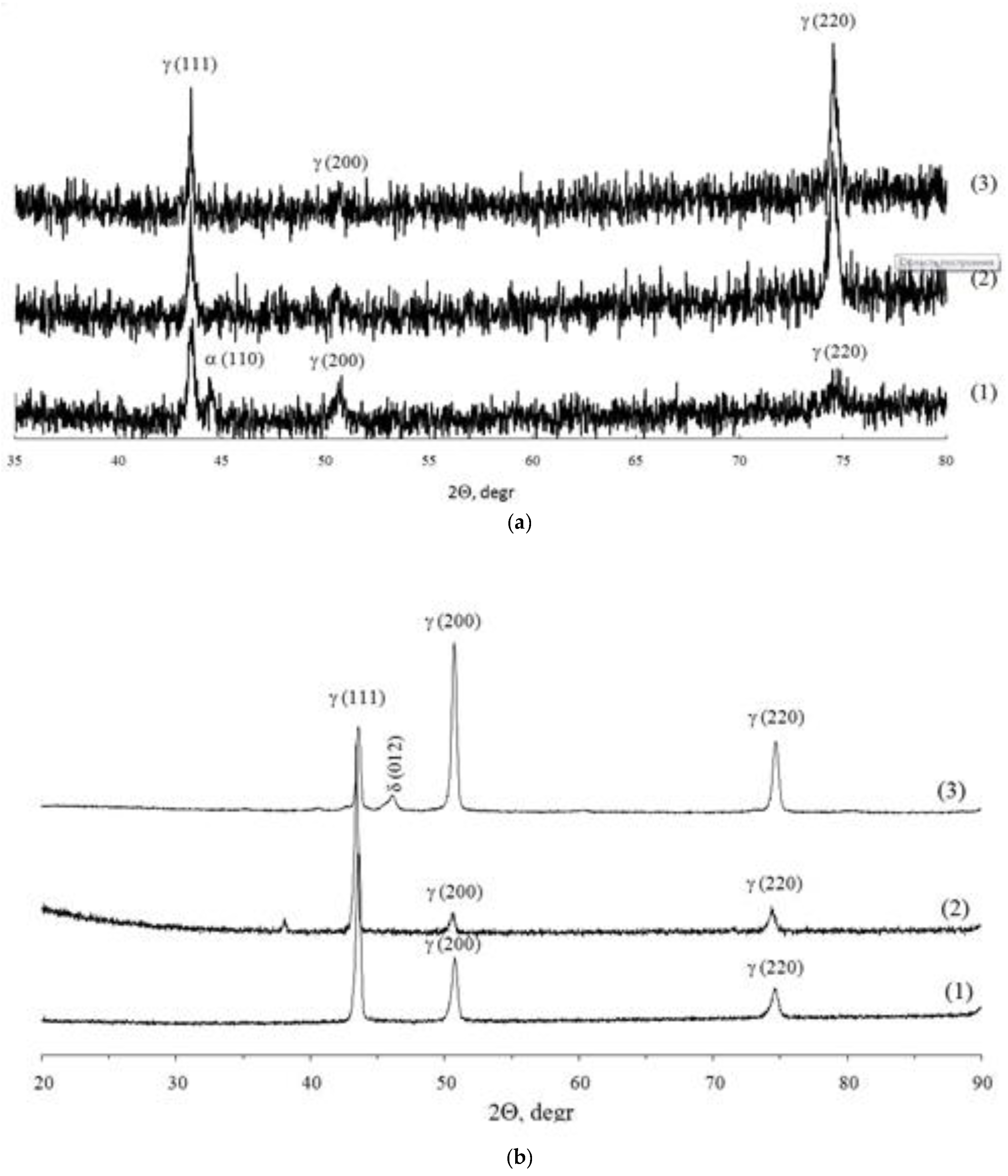
3.3. Results of Metallographic Studies
4. Conclusions
- At room temperature in a hydrogen environment, the mechanical properties of 316L steel processed by SLM exceed those of steel produced conventionally. In particular, the ultimate tensile strength and yield stress were 690 and 570 MPa respectively. The hydrogen effect leads to a slight decrease in the strength of SLM 316L steel by 5%, which is comparable to a strength decrease in similar steels manufactured using conventional technology.
- Hydrogen exposure does not have a significant effect on the strength of SLM-processed Inconel 718 alloy. However, the fracture behavior of SLM specimens shows the high sensitivity to stress concentrators in hydrogen. Ultimate tensile strength and yield stress for SLM Inconel 718 (as-built) were 940 and 790 MPa respectively in a hydrogen environment.
- The kinetic parameters of hydrogen permeability for SLM 316L steel and Inconel 718 alloy specimens were comparable to those of 12X18H10T and 316L steel specimens produced conventionally. Small differences in the activation energies of diffusion and hydrogen dissolution, caused by the SLM process, did not significantly affect the processes of hydrogen transfer in the researched materials.
- The obtained results confirm that SLM can be successfully used to produce parts for operation in hydrogen environments at high pressure at room temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, H.; Wang, J.; Gu, Z.; Fei, X.; Zhang, L. Enhancement of pool boiling heat transfer using 3D-printed groove structure. Int. J. Heat Mass Transf. 2022, 183B, 122155. [Google Scholar] [CrossRef]
- Aufa, A.N.; Hassan, M.Z.; Ismail, Z. Recent advances in Ti-6Al-4V additively manufactured by selective laser melting for biomedical implants: Prospect development. J. Alloys Compd. 2022, 896, 163072. [Google Scholar] [CrossRef]
- Mahmoud, D.; Al-Rubaie, K.S.; Elbestawi, M.A. The Influence of Selective Laser Melting Defects on the Fatigue Properties of Ti6Al4V Porosity Graded Gyroids for Bone Implants. Int. J. Mech. Sci. 2021, 193, 106180. [Google Scholar] [CrossRef]
- Fu, W.; Liu, S.; Jiao, J.; Xie, Z.; Huang, X.; Lu, Y.; Liu, H.; Hu, S.; Zuo, E.; Kou, N.; et al. Wear Resistance and Biocompatibility of Co-Cr Dental Alloys Fabricated with CAST and SLM Techniques. Materials 2022, 15, 3263. [Google Scholar] [CrossRef] [PubMed]
- Clement, C.D.; Masson, J.; Kabir, A.S. Effects of Heat Treatment on Microstructure and Mechanical Properties of AlSi10Mg Fabricated by Selective Laser Melting Process. J. Manuf. Mater. Process. 2022, 6, 52. [Google Scholar] [CrossRef]
- Dong, D.; Chang, C.; Wang, H.; Yan, X.; Ma, W.; Liu, M.; Deng, S.; Gardan, J.; Bolot, R.; Liao, H. Selective laser melting (SLM) of CX stainless steel: Theoretical calculation, process optimization and strengthening mechanism. J. Mater. Sci. Technol. 2021, 73, 151–164. [Google Scholar] [CrossRef]
- Roth, C.C.; Tancogne-Dejean, T.; Mohr, D. Plasticity and fracture of cast and SLM AlSi10Mg: High-throughput testing and modeling. Addit. Manuf. 2021, 43, 101998. [Google Scholar] [CrossRef]
- Periane, S.; Duchosal, A.; Vaudreuil, S.; Chibane, H.; Morandeau, A.; Xavior, M.A.; Leroy, R. Influence of heat treatment on the fatigue resistance of Inconel 718 fabricated by selective laser melting (SLM). Mater. Today Proc. 2021, 46, 7860–7865. [Google Scholar] [CrossRef]
- Zhou, Y.; Duan, L.; Ji, X.; Wen, S.; Wei, Q.; Ye, F.; Shi, Y. Comparisons on microstructure, mechanical and corrosion resistant property of S136 mold steel processed by selective laser melting from two pre-alloy powders with trace element differences. Opt. Laser Technol. 2018, 108, 81–89. [Google Scholar] [CrossRef]
- Kale, A.B.; Kim, B.-K.; Kim, D.-I.; Castle, E.G.; Reece, M.; Choi, S.-H. An investigation of the corrosion behavior of 316L stainless steel fabricated by SLM and SPS techniques. Mater. Charact. 2020, 163, 110204. [Google Scholar] [CrossRef]
- Leon, A.; Aghion, E. Effect of surface roughness on corrosion fatigue performance of AlSi10Mg alloy produced by Selective Laser Melting (SLM). Mater. Charact. 2017, 131, 188–194. [Google Scholar] [CrossRef]
- Li, C.-L.; Wang, C.-S.; Narayan, P.L.; Hong, J.-K.; Choi, S.-W.; Kim, J.H.; Lee, S.W.; Park, C.H.; Yeom, J.-T.; Mei, Q. Formation of equiaxed grains in selective laser melted pure titanium during annealing. J. Mater. Res. Technol. 2021, 11, 301–311. [Google Scholar] [CrossRef]
- Deirmina, F.; Peghini, N.; AlMangour, B.; Grzesiak, D.; Pellizzari, M. Heat treatment and properties of a hot work tool steel fabricated by additive manufacturing. Mater. Sci. Eng. A 2019, 753, 109–121. [Google Scholar] [CrossRef]
- Hu, T.; Sun, R.; Li, W.; Sakai, T.; Lashari, M.I.; Wang, P.; Hamid, U. Effect of treatment mode on microstructure evolution and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Vacuum 2022, 199, 110924. [Google Scholar] [CrossRef]
- Pellizzari, M.; Al-Mangour, B.; Benedetti, M.; Furlani, S.; Grzesiak, D.; Deirmina, F. Effects of building direction and defect sensitivity on the fatigue behavior of additively manufactured H13 tool steel. Theor. Appl. Fract. Mech. 2020, 108, 102634. [Google Scholar] [CrossRef]
- Gillham, B.; Yankin, A.; McNamara, F.; Tomonto, C.; Taylor, D.; Lupoi, R. Application of the Theory of Critical Distances to predict the effect of induced and process inherent defects for SLM Ti-6Al-4V in high cycle fatigue. CIRP Ann. Manuf. Technol. 2021, 70, 171–174. [Google Scholar] [CrossRef]
- Zeng, G.-W.; Monu, M.C.; Lupton, C.; Lin, B.; Tong, J. Towards a fundamental understanding of the effects of surface conditions on fatigue resistance for safety-critical AM applications. Int. J. Fatigue 2020, 136, 105585. [Google Scholar] [CrossRef]
- Sun, S.-H.; Ishimoto, T.; Hagihara, K.; Tsutsumi, Y.; Hanawa, T.; Nakano, T. Excellent mechanical and corrosion properties of austenitic stainless steel with a unique crystallographic lamellar microstructure via selective laser melting. Scr. Mater. 2019, 159, 89–93. [Google Scholar] [CrossRef]
- Ravichander, B.B.; Mamidi, K.; Rajendran, V.; Farhang, B.; Ganesh-Ram, A.; Hanumantha, M.; Moghaddam, N.S.; Amerinatanzi, A. Experimental investigation of laser scan strategy on the microstructure and properties of Inconel 718 parts fabricated by laser powder bed fusion. Mater. Charact. 2022, 186, 111765. [Google Scholar] [CrossRef]
- Lin, J.; Chen, F.; Liu, F.; Xu, D.; Gao, J.; Tang, X. Hydrogen permeation behavior and hydrogen-induced defects in 316L stainless steels manufactured by additive manufacturing. Mater. Chem. Phys. 2020, 250, 123038. [Google Scholar] [CrossRef]
- Bertsch, K.M.; Nagao, A.; Rankouhi, B.; Kuehl, B.; Thoma, D.J. Hydrogen embrittlement of additively manufactured austenitic stainless steel 316L. Corros. Sci. 2021, 192, 109790. [Google Scholar] [CrossRef]
- Wang, T.; Fang, X.; Lv, W.; Zhang, H.; Luo, Y.; Zheng, L.; Liang, W. Effect of hydrogen on the mechanical properties and fracture modes of annealed 430 ferritic stainless steel. Mater. Sci. Eng. A 2022, 832, 142491. [Google Scholar] [CrossRef]
- Boytsov, I.E.; Michler, T.; Tumanova, N.Y.; Shevnin, E.V.; Yukhimchuk, A.A. Effect of hydrogen gas on the mechanical properties of some austenitic stainless steels at the temperature −50 °C. In Proceedings of the 5th International School «Interaction of Hydrogen Isotopes with Structural Materials», RFNC-VNIIEF, Sarov, Russia, 6–10 July 2009; pp. 157–164. [Google Scholar]
- Michler, T.; Yukhimchuk, A.A.; Naumann, J. Hydrogen environment embrittlement testing at low temperatures and high pressures. Corros. Sci. 2008, 50, 3519–3526. [Google Scholar] [CrossRef]
- Vertey, A.V.; Filchagin, S.V.; Yukhimchuk, A.A. Installation for studying the hydrogen permeability of structural materials at high pressures. In Proceedings of the 4th International School «Interaction of Hydrogen Isotopes with Structural Materials», RFNC-VNIIEF, Sarov, Russia, 4–8 July 2008; pp. 194–196. [Google Scholar]
- ASTM Standard B637-18; Standard Specification for Precipitation-Hardening and Cold Worked Nickel Alloy Bars, Forgings, and Forging Stock for Moderate or High Temperature Service. ASTM International: West Conshohocken, PA, USA, 2018.
- Gray, H.R. Testing for Hydrogen Environment Embrittlement: Experimental Variables, Hydrogen Embrittlement Testing. In Proceedings of the 75 Annual Meeting ASTM543, Los Angeles, CA, USA, 25–30 June 1972; pp. 133–151. [Google Scholar]
- Archakov, Y.I. Hydrogen Corrosion of Steel; Metallurgy: Moscow, Russia, 1985. [Google Scholar]
- Denisov, E.A.; Kurdyumov, A.A.; Kompaniets, T.N.; Yukhimchuk, A.A.; Grishechkin, S.K.; Lebedev, B.S.; Malkov, I.L.; Kanaschenko, S.L.; Hassanein, A.; Causey, R.; et al. Hydrogen permeability of 12X18H10T steel containing radiogenic helium. In Proceedings of the 3rd International Conference «Interaction of Hydrogen Isotopes with Structural Materials», RFNC-VNIIEF, Sarov, Russia, 2–7 July 2007; p. 114. [Google Scholar]
- Kultsarov, T.V.; Kenzhin, E.A.; Tazhibaeva, I.L.; Gordienko, Y.; Barsukov, N.I.; Ponkratov, Y.; Chikhray, E.V.; Afanasyev, S.E. Study of the reactor radiation impact on the permeability of hydrogen isotopes through SS316IG stainless steel. PAST 2008, 2, 36–40. [Google Scholar]
- Reiter, F.; Camposilvan, J.; Caorlin, M.; Saibenea, G.; Sartoria, R. Interaction of Hydrogen Isotopes with Stainless Steel 316L. Fusion Sci. Technol. 1985, 8, 2344–2351. [Google Scholar] [CrossRef]
- Shishkovsky, I.V. Fundamentals of High-Resolution Additive Technologies; Piter: St. Petersburg, Russia, 2016. [Google Scholar]
- Farber, B.; Small, K.A.; Allen, C.; Causton, R.J.; Nichols, A.; Simbolick, J.; Taheri, M.L. Correlation of mechanical properties to microstructure in Metal Laser Sintering Inconel 718. Mater. Sci. Eng. A 2018, 712, 539–547. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A 2015, 644, 32–40. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 24, 255–263. [Google Scholar] [CrossRef]
- Ahmadi, A.; Mirzaeifar, R.; Moghaddam, N.S.; Turabi, A.S.; Karaca, H.E.; Elahinia, M. Effect of manufacturing parameters on the mechanical properties of 316L stainless steel parts fabricated by selective laser melting: A computational framework. Mater. Des. 2016, 112, 328–338. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Tao, P.; Li, H.; Huang, B.; Hu, Q.; Gong, S.; Xu, Q. The crystal growth, intercellular spacing and microsegregation of selective laser melted Inconel 718 superalloy. Vacuum 2019, 159, 382–390. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, L.; Lin, X.; Yang, H.; Huang, W. The formation and dissolution mechanisms of Laves phase in Inconel 718 fabricated by selective laser melting compared to directed energy deposition and cast. Compos. B Eng. 2022, 239, 109994. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd: Oxford, UK, 2004. [Google Scholar]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.; Wu, S.; Gan, Y.; Huang, T.; Yang, C.; Junjie, L.; Lin, J. Study on the microstructure, mechanical property and residual stress of SLM Inconel-718 alloy manufactured by differing islands scanning strategy. Opt. Laser Technol. 2015, 75, 197–206. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; Ded, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Masoomi, M.; Shamsaei, N.; Winholtz, R.A.; Milner, J.L.; Gnäupel-Herold, T.; Elwany, A.; Mahmoudi, M.; Thompson, S.M. Residual stress measurements via neutron diffraction of additive manufactured stainless steel 17-4 PH. Data Brief 2017, 13, 408–414. [Google Scholar] [CrossRef]
- Nadammal, N.; Cabeza, S.; Mishurova, T.; Thiede, T.; Kromm, A.; Seyfert, C.; Farahbod, L.; Haberland, L.; Schneider, J.A.; Portella, P.D.; et al. Effect of hatch length on the development of microstructure, texture and residual stresses in selective laser melted superalloy Inconel 718. Mater. Des. 2017, 134, 139–150. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, K.; Tan, P.; Tor, S.B.; Chua, C.K.; Leong, K.F. Modeling temperature and residual stress fields in selective laser melting. Int. J. Mech. Sci. 2018, 136, 24–35. [Google Scholar] [CrossRef]
- Kumar, S.S.; Murugan, N.; Ramachandran, K.K. Effect of Tool Tilt Angle on Weld Joint Properties of Friction Stir Welded AISI 316L Stainless Steel Joints. Measurement 2020, 150, 107083. [Google Scholar] [CrossRef]











| Material | Fe | Ni | Cr | Mo | Nb | Mn | Ti | Al | Si | C | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 316L steel | Bal. | 14 | 17.0 | 2.8 | - | 1.5 | 0.25 | - | 0.40 | 0.03 | 0.01 | 0.02 |
| Inconel 718 | 19 | Bal. | 19.9 | 4.1 | 5.3 | 0.3 | 1.0 | 0.8 | 0.25 | 0.04 | 0.01 | 0.01 |
| Parameter | 316L | Inconel 718 |
|---|---|---|
| Layer thickness, μm | 30 | 30 |
| Laser power, W | 80 | 100 |
| Exposure time, µs | 80 | 100 |
| Point distance, µm | 50 | 30 |
| Laser beam diameter, µm | 90 | 100 |
| Hatch spacing, µm | 120 | 150 |
| Angle rotation of scanning direction | 90° | 90° |
| Substrate preheating temperature | 200 °C | |
| Protective environment | Argon (99.998 wt. %) | |
| Material | Environment | σB | σ0.2 | δ5 | ψ |
|---|---|---|---|---|---|
| MPa | % | ||||
| 316L steel (this work) | He (80 MPa) | 730 | 600 | 41 | 59 |
| H2 (80 MPa) | 690 | 570 | 37 | 46 | |
| Parameter β | 0.95 | 0.95 | 0.90 | 0.78 | |
| Tensile test results for similar steel specimens processed by conventional manufacturing methods [23,24] | |||||
| 1.4404 steel (Ø 12 mm bar) | He (70 MPa) | 590 | 265 | 63 | 85 |
| H2 (70 MPa) | 570 | 260 | 45 | 43 | |
| Parameter β | 0.97 | 0.98 | 0.71 | 0.51 | |
| 1.4404 steel (12 mm sheet) | He (70 MPa) | 650 | 375 | 54 | 83 |
| H2 (70 MPa) | 620 | 345 | 41 | 46 | |
| Parameter β | 0.95 | 0.92 | 0.76 | 0.55 | |
| Environment | σB | σ0.2 | δ | ψ |
|---|---|---|---|---|
| MPa | % | |||
| He | 1040 | 780 | 19.5 | 29 |
| H2 | 940 | 790 | - | - |
| Parameter β | 0.90 | 1.01 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maksimkin, I.P.; Yukhimchuk, A.A.; Malkov, I.L.; Boitsov, I.E.; Musyaev, R.K.; Buchirin, A.V.; Baluev, V.V.; Vertei, A.V.; Shevnin, E.V.; Shotin, S.V.; et al. Effect of Hydrogen on the Structure and Mechanical Properties of 316L Steel and Inconel 718 Alloy Processed by Selective Laser Melting. Materials 2022, 15, 4806. https://doi.org/10.3390/ma15144806
Maksimkin IP, Yukhimchuk AA, Malkov IL, Boitsov IE, Musyaev RK, Buchirin AV, Baluev VV, Vertei AV, Shevnin EV, Shotin SV, et al. Effect of Hydrogen on the Structure and Mechanical Properties of 316L Steel and Inconel 718 Alloy Processed by Selective Laser Melting. Materials. 2022; 15(14):4806. https://doi.org/10.3390/ma15144806
Chicago/Turabian StyleMaksimkin, Igor P., Arkadiy A. Yukhimchuk, Igor L. Malkov, Igor E. Boitsov, Rafael K. Musyaev, Aleksey V. Buchirin, Victor V. Baluev, Anton V. Vertei, Evgeniy V. Shevnin, Sergey V. Shotin, and et al. 2022. "Effect of Hydrogen on the Structure and Mechanical Properties of 316L Steel and Inconel 718 Alloy Processed by Selective Laser Melting" Materials 15, no. 14: 4806. https://doi.org/10.3390/ma15144806