1. Introduction
With rapidly changing technologies and constant consumer demand for the latest devices, the amount of e-waste is constantly growing. Used cartridges constitute a significant part of this waste and their estimated amount is 7200 tons [
1]. This type of waste still contains toner (near 10% [
2]), and if managed in an inappropriate way, it poses a threat to the environment and humans.
Toners usually contain a resin binder (polyethylene, polypropylene, polystyrene, epoxy resins, acrylics, etc.), colorant (dyes and pigments), charge control agent (hydroxyl-aromatic acid and the derivatives), releasing agent and other additives (colloidal silica, metal salts, metal salts of fatty acids) [
3,
4]. It is estimated that only 20–30% of toners is recycled globally [
2]. The rest are usually landfilled and can cause soil, water pollution and, what is more, lead to serious respiratory problems in humans due to small fine particles (5–10 μm) [
5].
Increasing the level of recycling of used toners is an important issue not only from the environment point of view, but also resource and energy conservation and economics. A lot of research has been conducted in order to find alternative use for waste toner. Ruan and co-workers [
3] proposed a mechanical production line for magnetic separation of steels and magnets from aluminum and plastics. The efficiency of the process reached >95% and recovered materials can be used as secondary materials. Waste toner can also be successfully used as an enhancement modifier in asphalt binders and mixtures [
6,
7]. Kumar and co-workers [
8] conducted research on possibilities of recovering iron from used toner. An interesting application is presented in [
9], where waste toner in combination with chitosan is used as a carrier for enzymes. Study [
10] armed to evaluate the potential of waste toner use in the design of microwave absorbers. Absorbing properties of used toner was also verified in removal of cadmium and chromium (VI) [
11,
12].
A promising solution to the problem of waste toner disposal may be its management in the construction industry. Cement production is incredibly energy intensive and one of the main emitters of carbon dioxide emissions. According to the estimation, production of 1 tonne of cement releases approximately 0.9 tonnes of CO
2, which is 7% of the total CO
2 global emission [
13]. Therefore, the use of pozzolanic industrial waste and by-products [
14,
15,
16] as cement replacement materials can be considered as a sustainable solution in order to reduce the amount of cement in concrete mixture and consequently reduce CO
2 emissions [
17].
Newland and co-workers [
18] investigated the possibility of using waste toner powder as a pigment in concrete. The results of study showed that replacement of cement with toner at the level 5–10% does not impact significantly on selected properties of concrete. Waste toner powder can also be used as an additive to foamed concrete. According to [
19], the addition of toner (5%) to concrete increases the compressive strength of the final product by about 30%. The above-mentioned studies concern the impact of waste toner powder on the properties of concrete. The authors did not find publications that dealt with a real mixture of calcite and toner as waste arising during the processing of used printers. The interest in this topic results from the fact that in Poland, such a mixture is stored, and toner processing plants incur high costs related to the landfill of this waste.
The aim of the present study was to characterize calcite contaminated with waste toner powder and assess a possibility of its management in the construction industry. The calcite–toner mixture was characterized by using XRD, FTIR, AAS, and SEM-EDS techniques. Additionally, then the influence of a different amount of the addition of this mixture on the properties of the cement was assessed.
2. Materials and Methods
2.1. Samples
The test samples came from a toner processing plant. When separating the toner powder from ferrous and non-ferrous metals and plastics, the toner powder is diluted with ground calcite to avoid an explosion. Obtained mixture is waste, which is landfilled.
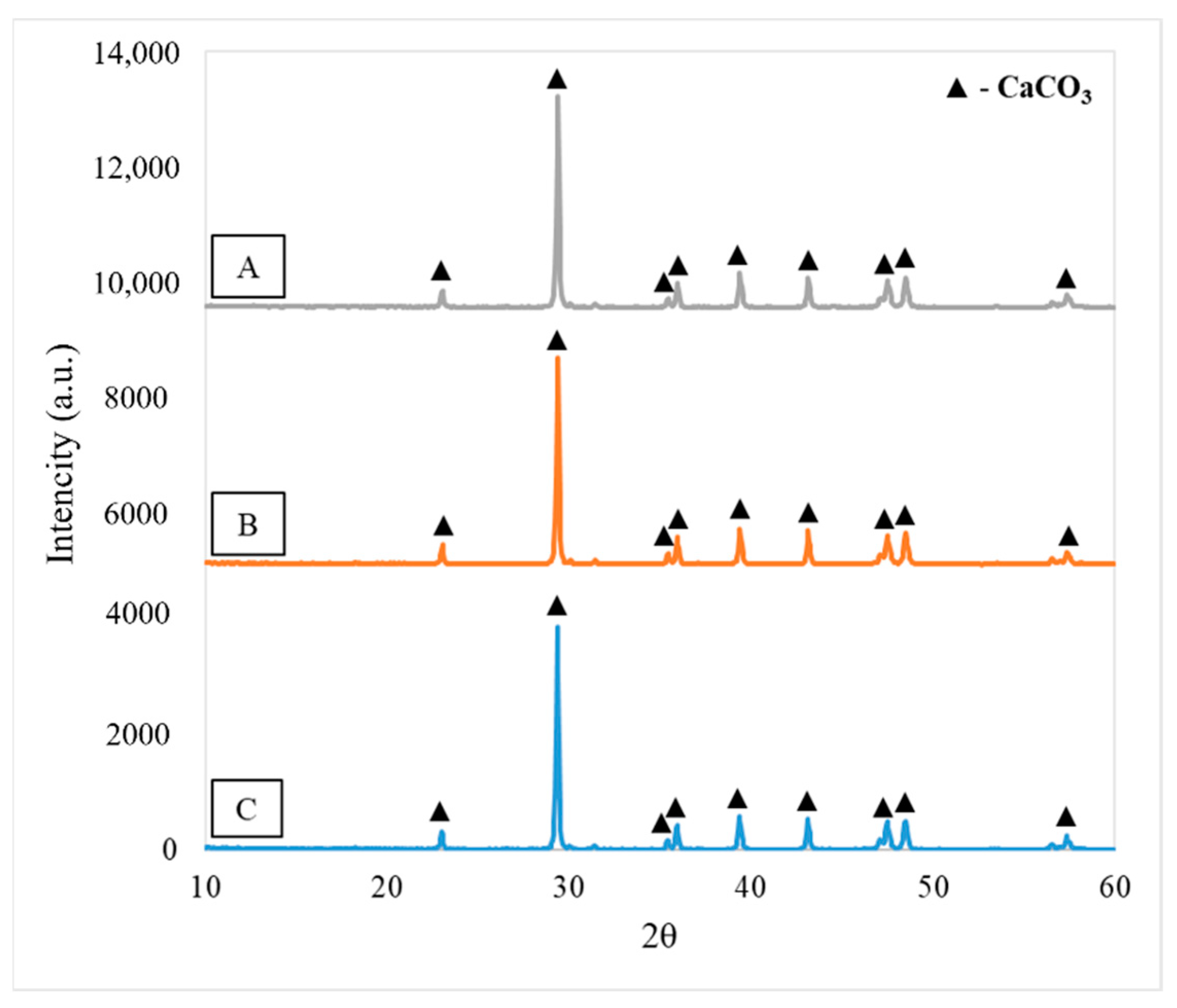
2.2. X-ray Analysis of Samples
To determine the crystal structure of the samples, the X-ray diffraction (XRD) technique was used. The analysis was performed on a Philips X’Pert apparatus (PANalytical, Almelo, Netherlands) equipped with a graphite monochromator PW 1572/00 Cu Kα (λ = 0.15418 nm) with a Ni filter (40 kV and 40 mA). The diffractograms were registered in the range of diffraction angles 2θ in the range of values from 10° to 60°, using a step size of 0.025°. The phase composition of the materials was identified on the basis of the PDF-2 ICDD (the International Centre for Diffraction Data) database. Crystallite size was determined using a line position and line shape standard NIST 660c (lanthanum hexaboride powder).
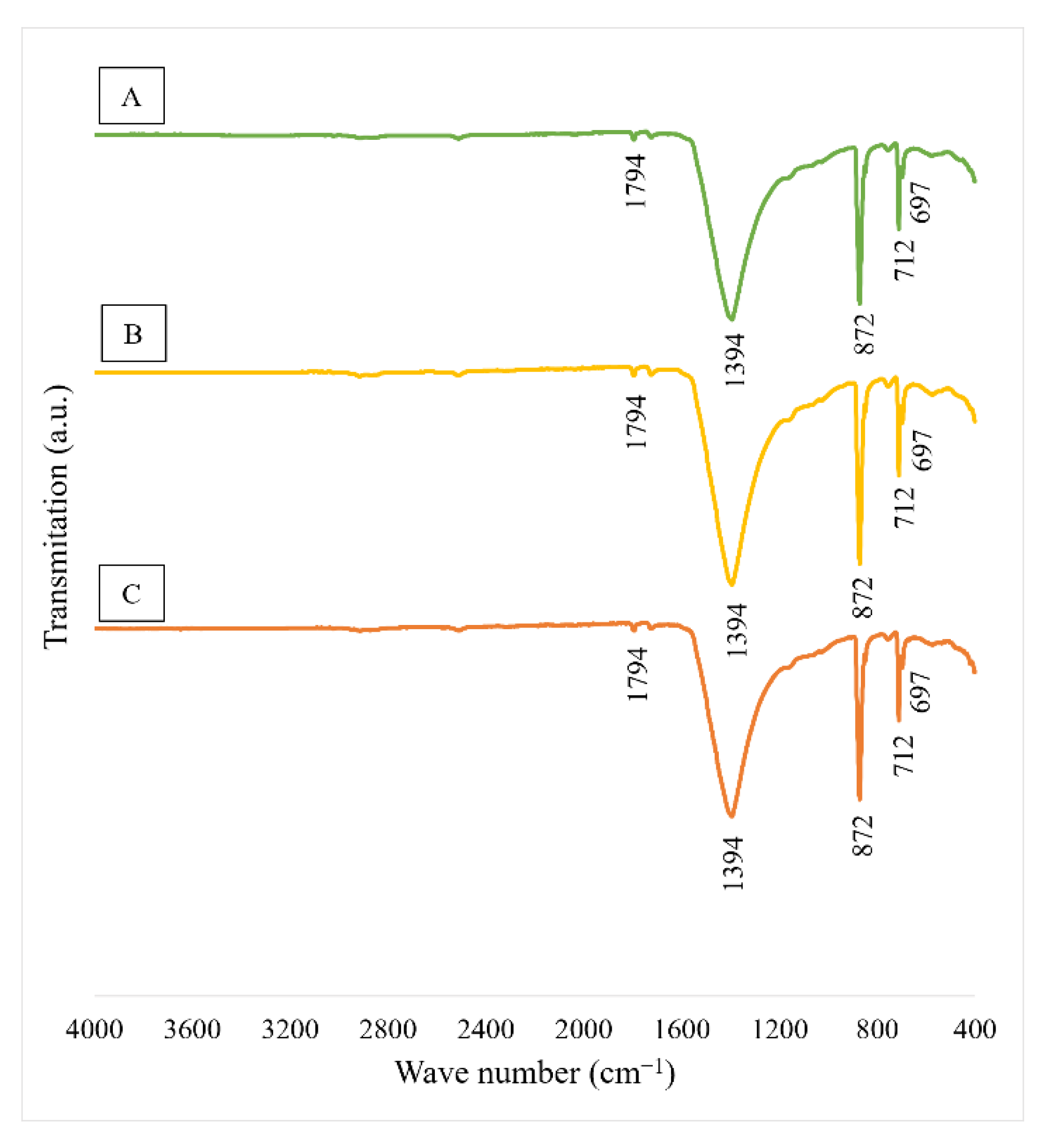
2.3. FTIR Test of Calcite Contaminated with Waste Toner
To characterize the functional groups in calcite contaminated with waste toner powder, the FTIR (Fourier-transform infrared) analysis was performed. The measurements were conducted with a Nicolet iS5 Thermo Scientific spectrophotometer (Thermo Fisher Scientific, Waltham, MA, USA) equipped with an iD7 diamond ATR (Attenuated Total Reflection) accessory. Spectra at a resolution of one data point per 1 cm−1 were obtained with wave numbers from 4000 to 400 cm−1 at room conditions. The spectra were obtained with respect to a background, which has been taken of the air under the same measurement conditions.
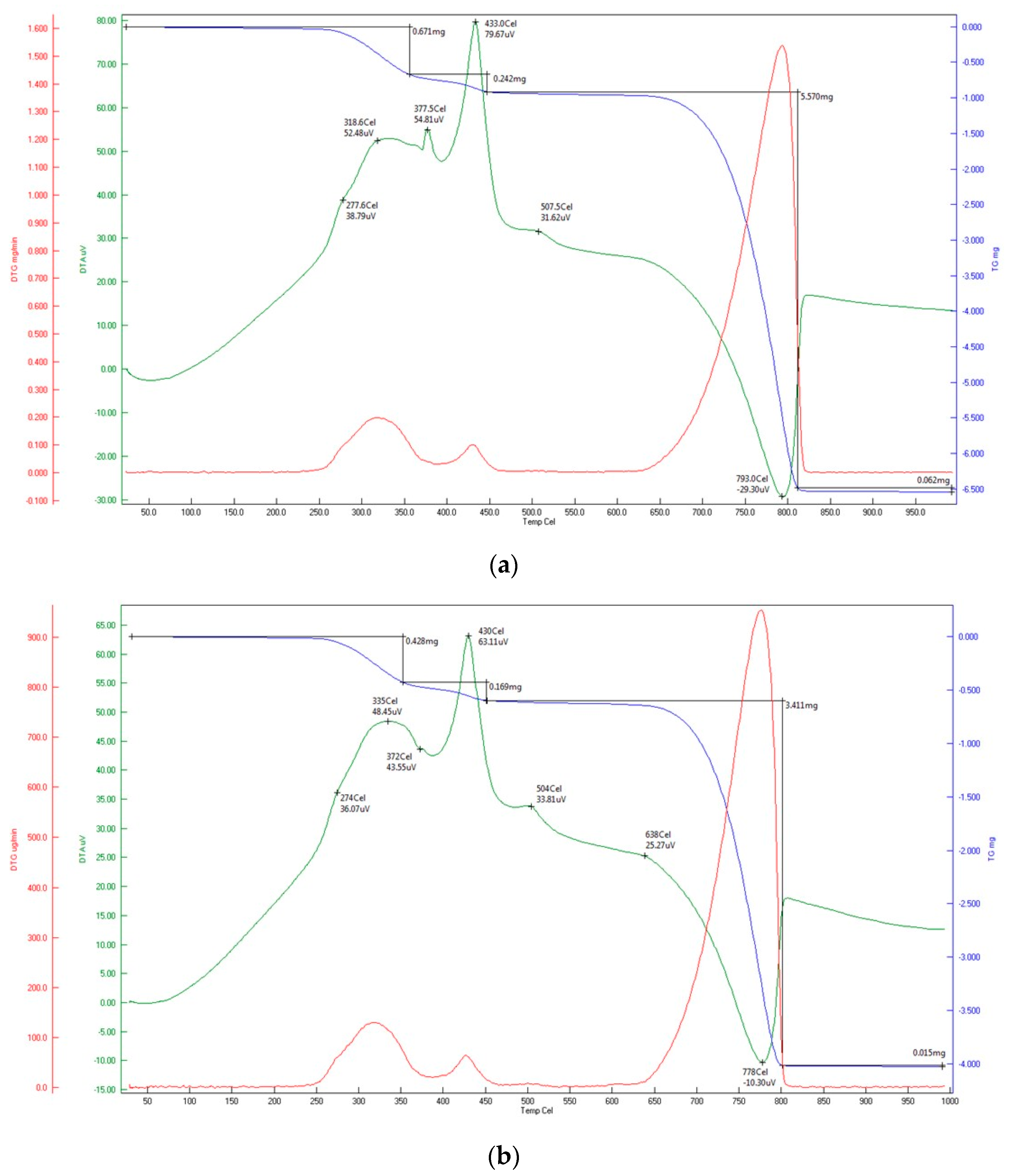
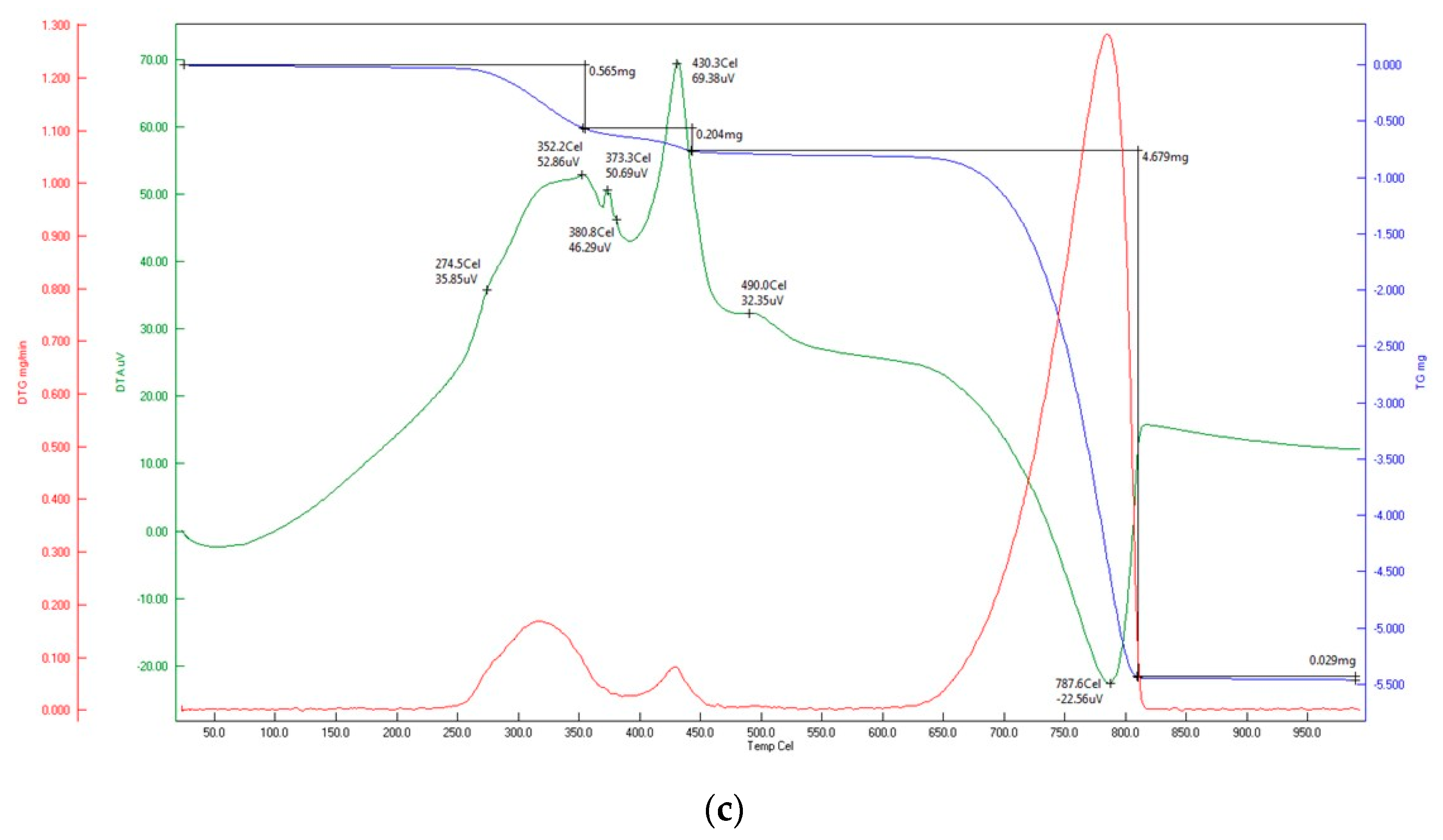
2.4. Thermogravimetric Analysis of Samples (TGA)
Thermal analysis of the samples was carried out with the use of EXSTAR SII TG/DTA 7300 apparatus. The tests were carried out in a platinum crucible, in the temperature range of 30 °C–1000 °C, at a temperature increase of 20 °C/min. The analysis was performed in an air atmosphere with a flow of 200 mL/min.
2.5. Testing of the Elemental Composition Using the AAS Method
Chemical composition of the tested materials was determined by using Atomic Absorption Spectroscopy (AAS) after digestion in a mixture of concentrated nitric and chloric acids (3:1 (v:v)). The determination of the content of selected elements in the solutions after mineralization was carried out on a Perkin Elmer 370 apparatus (Perkin Elmer, Waltham, MA, USA) in duplicate for each sample. For the preparation of standard solutions for calibration curves the standards from Sigma Aldrich were used.
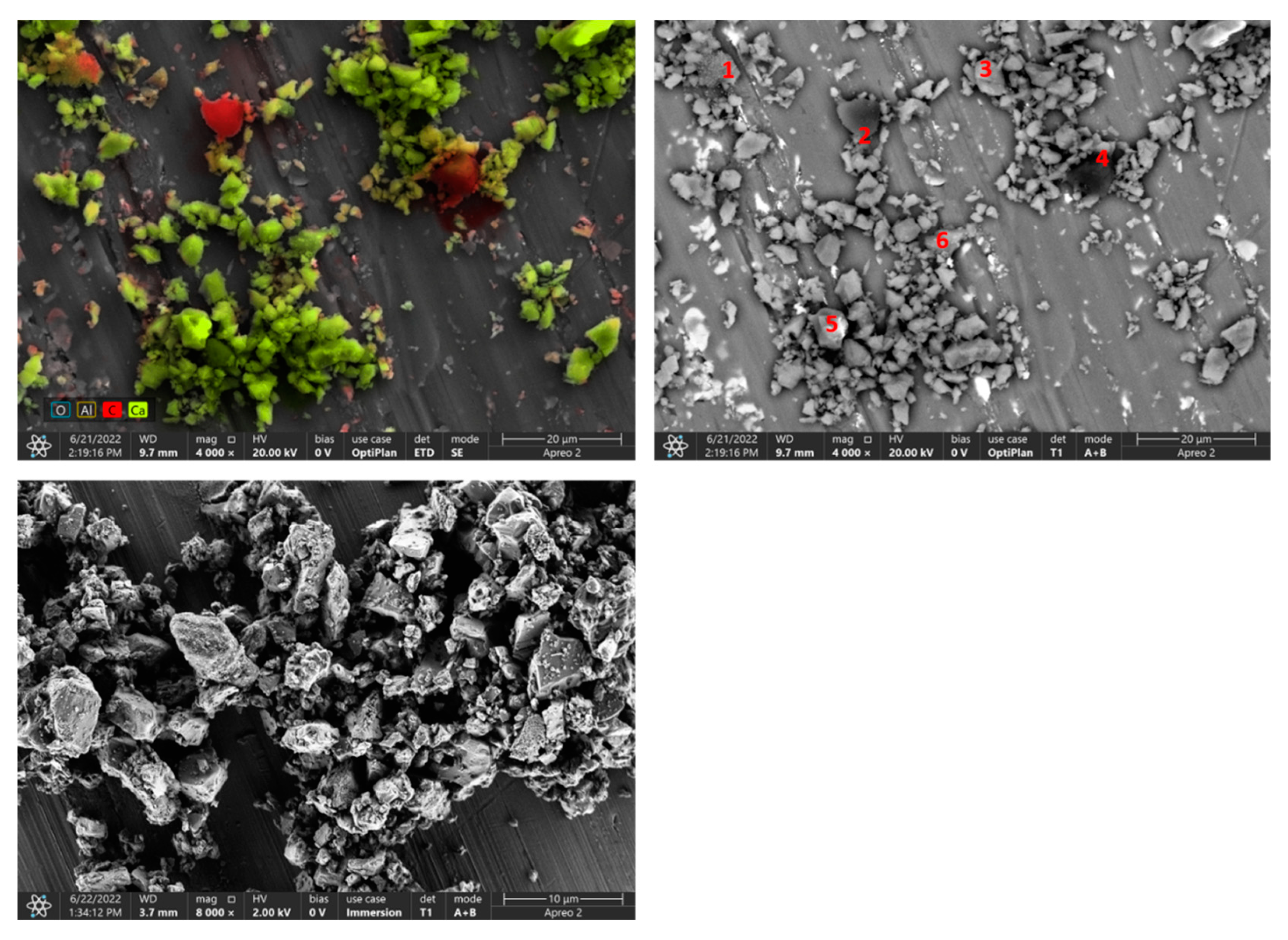
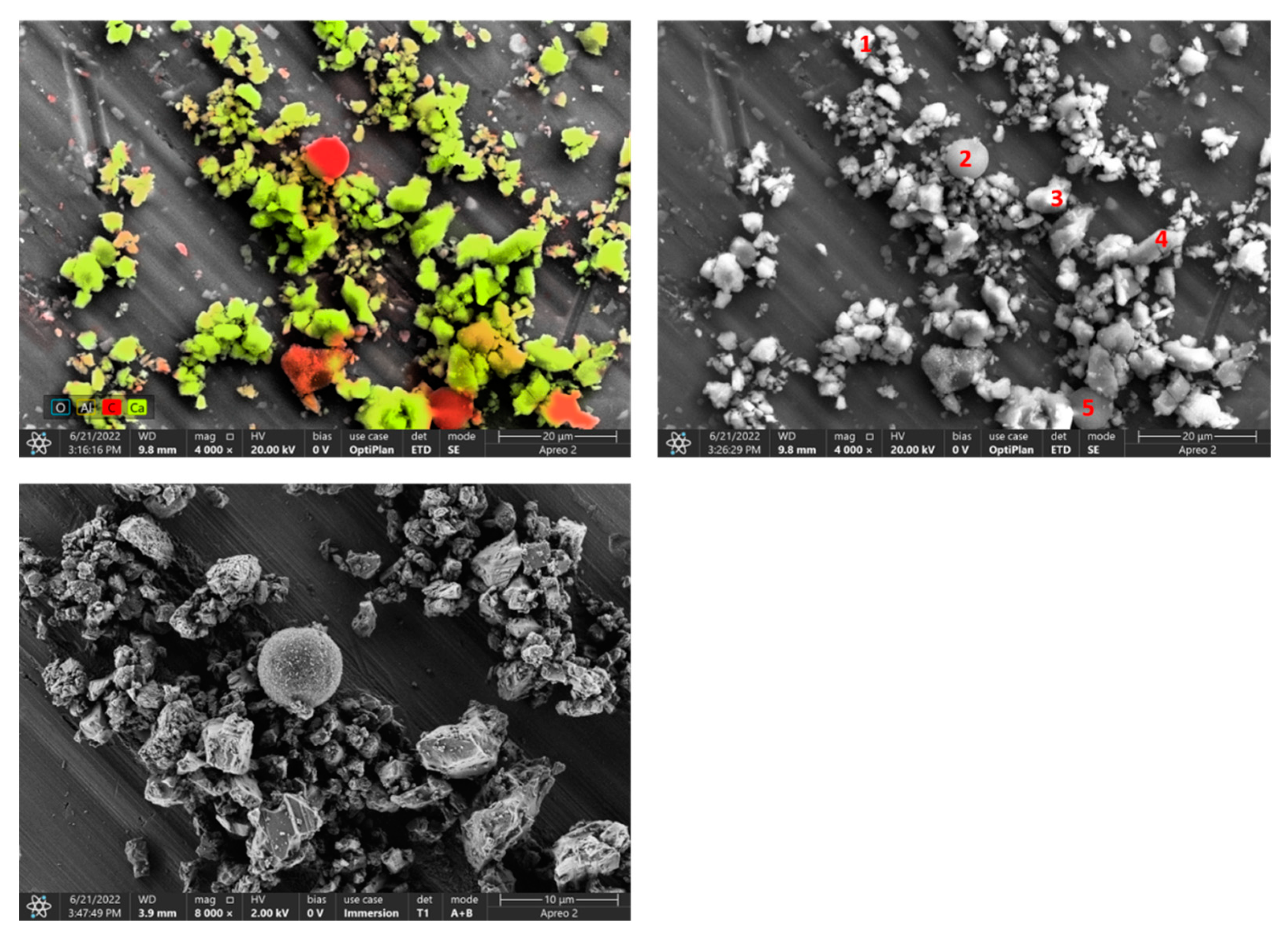
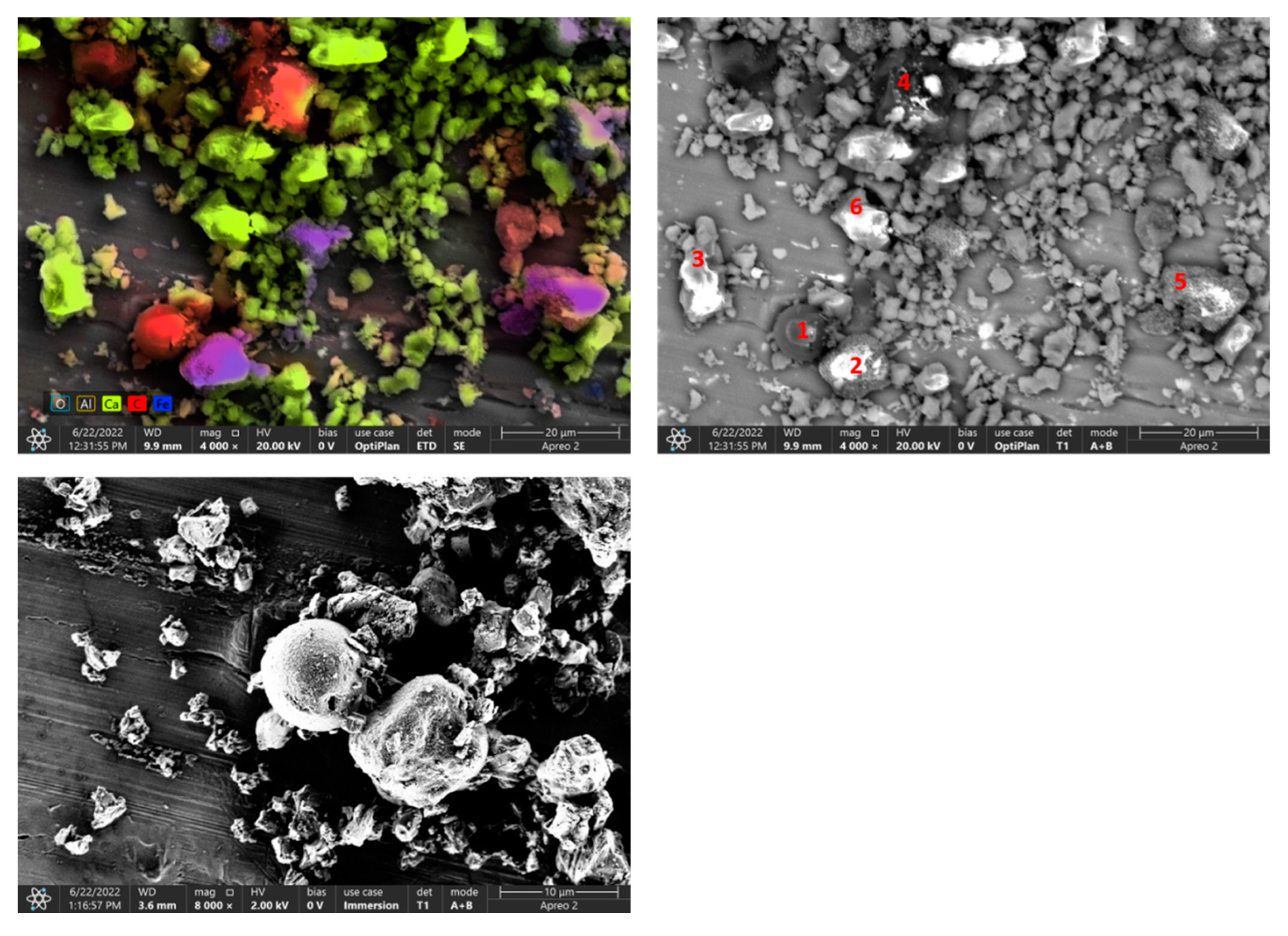
2.6. Observation of the Sample Surface Using the SEM Method
Morphological observations on the samples were performed using the Apreo S LoVac Scanning Electron Microscope (SEM) (Thermo Fisher Scientific, Waltham, MA, USA) equipped with a low-vacuum backscattered electron detector (BSE) and energy dispersion X-ray microanalyzer (EDS).
2.7. Strength Tests
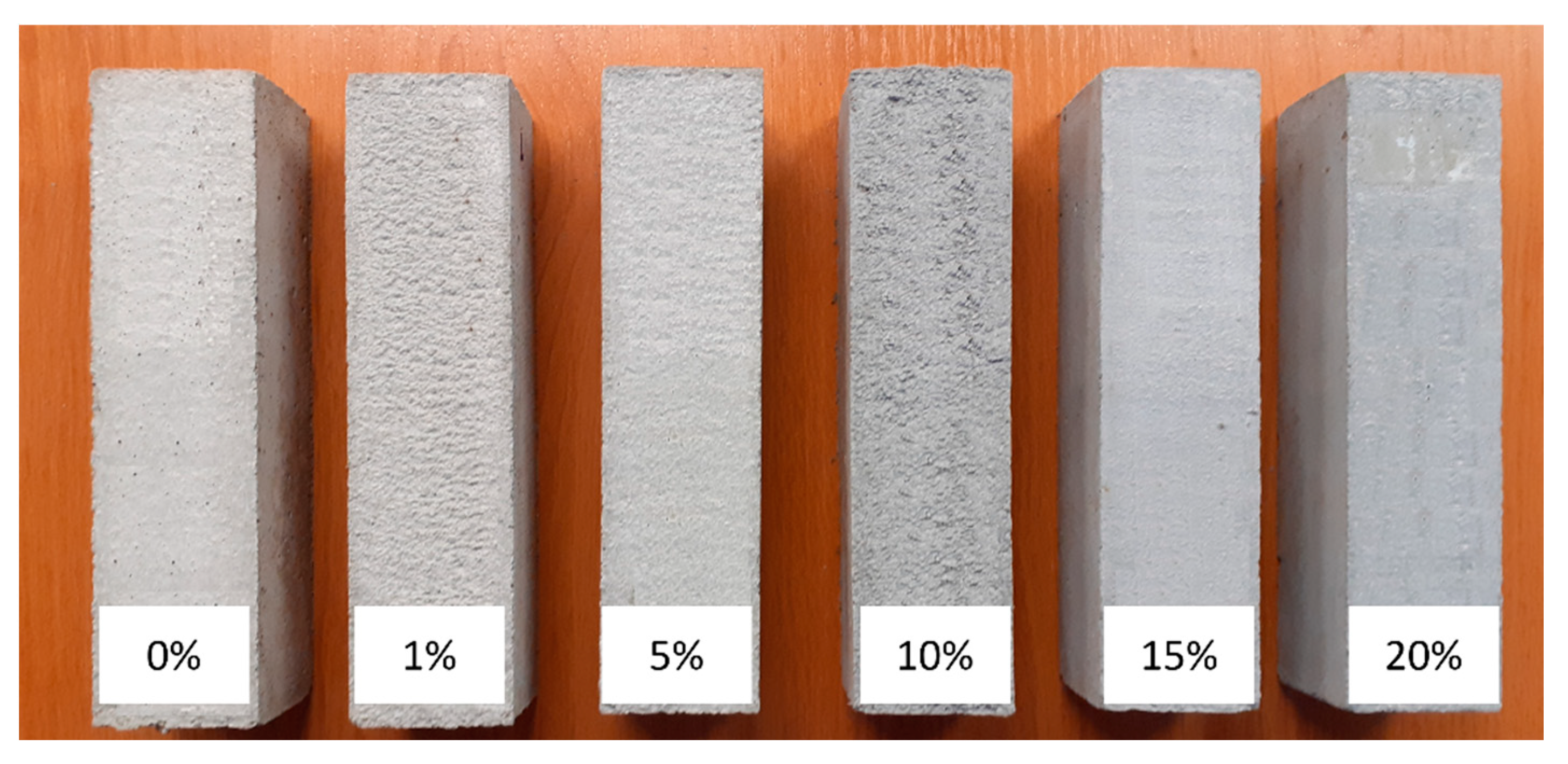
B-25 concrete mixture was prepared for strength tests (according to [
20]). One part of the certified Portland cement was mixed with half a part of water and then, with continued stirring, two parts of standard sand were added. Obtained mixture was divided into 6 parts, and the following amount of calcite contaminated with waste toner powder was added to each one: 0%, 1%, 5%, 10%, 15%, 20% of total weight of the mixture. The prepared mixtures were transferred to the molds of 40 × 40 × 160 mm in order to obtain beams. Two beams were made for each calcite addition. After one day, the beams were placed in a water bath for 24 h. After this, the samples were removed from the molds and transferred to maturation for 28 days. During this time, the obtained beams were cared for by wetting and overturning. Then, strength tests were carried out on an universal machine for standardized strength tests, mainly of ceramic and building materials Zwick/Roell Z050. The speed of lowering the pressure on the beams was 0.01 mm/s. In the case of breaking strength test the three-point method of loading was used, which consisted in placing a beam in the machine with the side surface on the support rollers. Then, by means of a load roller, the load was transferred vertically and the pressure was evenly increased until the tested beam was broken. In order to carry out the comprehensive strength test, the beams were placed with the side surface in the center of the plate in the longitudinal direction, then its side surface was loaded and increased until the beam was crushed.
4. Discussion
Based on the research results, it can be concluded that the analyzed material, apart from calcium carbonate in the calcite form, contains no more than 7% of printing toner powder. The addition of this material (regardless of the sample), up to 5%, did not cause a significant change in the breaking strength, only the introduction of a larger amount resulted in a decrease in this value. The same was observed in the case of the compressive strength test. There were quite noticeable differences in compressive strength between the individual samples of calcite contaminated with waste toner powder. These discrepancies may result from poor uniformity of the samples or poor compaction during the concrete beams preparation. Regardless of that, in all compressive strength tests, the obtained values of the compressive strength were lower than the pure concrete without the addition of calcite.
The addition of calcite contaminated with waste toner powder to concrete materials is a potential direction in the management of this type of waste. In order to determine the wider use of concrete composites with the addition of calcite contaminated with waste toner powder, it is necessary to perform additional detailed analyses. These analyses should include the influence of the additive on the setting time of the slurry, water absorption, resistance to weather conditions and the influence of the setting time on the mechanical strength of binders. Conducting these analyses will allow the target development direction along with the optimal composition for concrete composites with the addition of calcite.
5. Conclusions
The waste from a toner processing plant, which is calcite containing up to 7% of toner powder, can be used as an additive to the concrete. The introduction of a small amount of this material (<5%) into concrete, as shown by the tests carried out, does not significantly affect one of the key application parameters related to strength. The use of calcite contaminated with waste toner powder for concrete mixes will reduce its storage and further processing, which is quite problematic due to the completely different chemical properties of toners compared to calcite. The obtained composites or ready-to-use loose mixes with concrete can be used in the production of non-structural concrete or as structural and reinforcing materials for the foundation, stabilization or protection of road landfills, etc.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






