1. Introduction
With the rapid development of the world economy, the impact of global warming and the energy crisis are becoming increasingly serious [
1], and environmental protection and energy conservation have gradually become themes of scientific research. Since the 1980s, a wave of lightweight technology has emerged worldwide, involving many fields such as automotive engineering, aerospace and weapons [
2]. Due to the characteristics of high specific strength, good corrosion resistance, weldability [
3] and especially secondary recycling [
4], aluminum alloys have attracted a great deal of attention from researchers. Compared with other advanced materials such as ultra-high-strength steel, these alloys can achieve excellent weight reduction and better fuel economy [
5]. Studies show that if aluminum alloy was used to replace steel, the mass of an automobile engine could be reduced by nearly 30%, the mass of a wheel could be reduced by nearly 50% and the total weight of an automobile could be reduced by 30~40% [
6,
7], showing a considerable benefit.
Aluminum alloys have a good processing performance, and they are suitable for a variety of manufacturing processes. Both wrought and cast aluminum alloy can be used to manufacture various automobile parts [
8]. The wrought aluminum alloy has good relative density and mechanical properties, but its high production cost and low production efficiency limit its wide application [
9,
10]. In contrast, cast aluminum alloy is more popular due to its low production cost, but the performance of an aluminum alloy produced by the casting process is not so desirable [
11]. Squeeze casting technology, precisely combining the advantages of both casting and forging, has broad application prospects in terms of low cost, a short process and high-quality mass production, and is a key technology for the future replacement of steel with aluminum, using casting instead of forging to achieve high performance and lightweight manufacturing of large complex structural parts [
12,
13].
Squeeze casting, also known as liquid die forging, refers to the combined casting–forging process of filling, solidification and forming of liquid or semisolid metal under pressure by injecting a certain amount of liquid metal into the mold cavity and applying high mechanical pressure [
14,
15]. The most prominent feature of squeeze casting is the fact that the high pressure in the manufacturing process can form components with complex shapes and dense microstructures [
16]. Furthermore, high pressure can lead to a decrease in grain sizes and casting defects such as shrinkage cavities and porosity. As a result, the castings have better mechanical properties [
17,
18]. Squeeze casting can involve direct squeeze casting or indirect squeeze casting. Since the gating system is not used in direct squeeze casting, the metal utilization rate can reach up to 95% [
19]. Compared with direct squeeze casting, indirect squeeze casting has more advantages in the production of thin-walled and complex parts. In addition, indirect squeeze casting can produce complex near-net-shape castings with high surface roughness. It can not only reduce the subsequent manufacturing processing of parts, saving energy and capital, but also shorten the production cycle. Against the background of energy shortages, manufacturing industries around the world are seeking high-performance and energy-saving technologies. Indirect squeeze casting has great development potential for future casting production.
At present, the characteristics of indirect squeeze casting mean that that it is mainly used for the forming of small castings. With the improvement of the process, indirect squeeze casting is developing towards being used for large and complex castings. Indirect squeeze casting technology for large and complex parts has gradually become an important technology in the casting field [
20]. The quality of squeeze-cast parts is affected by many process parameters, and the full potential of the process can only be realized when production is carried out with optimized process parameters. Numerical simulation is a good method of truly reflecting the filling and solidification process, deeply analyzing the distribution of the flow field, temperature field and stress field in the forming process and predicting possible defects, in order to seek better solutions [
21], and it plays a significant role in optimizing the process design and mold structure, improving the quality of castings, shortening the trial production cycle, reducing production costs and improving the economic benefits of production.
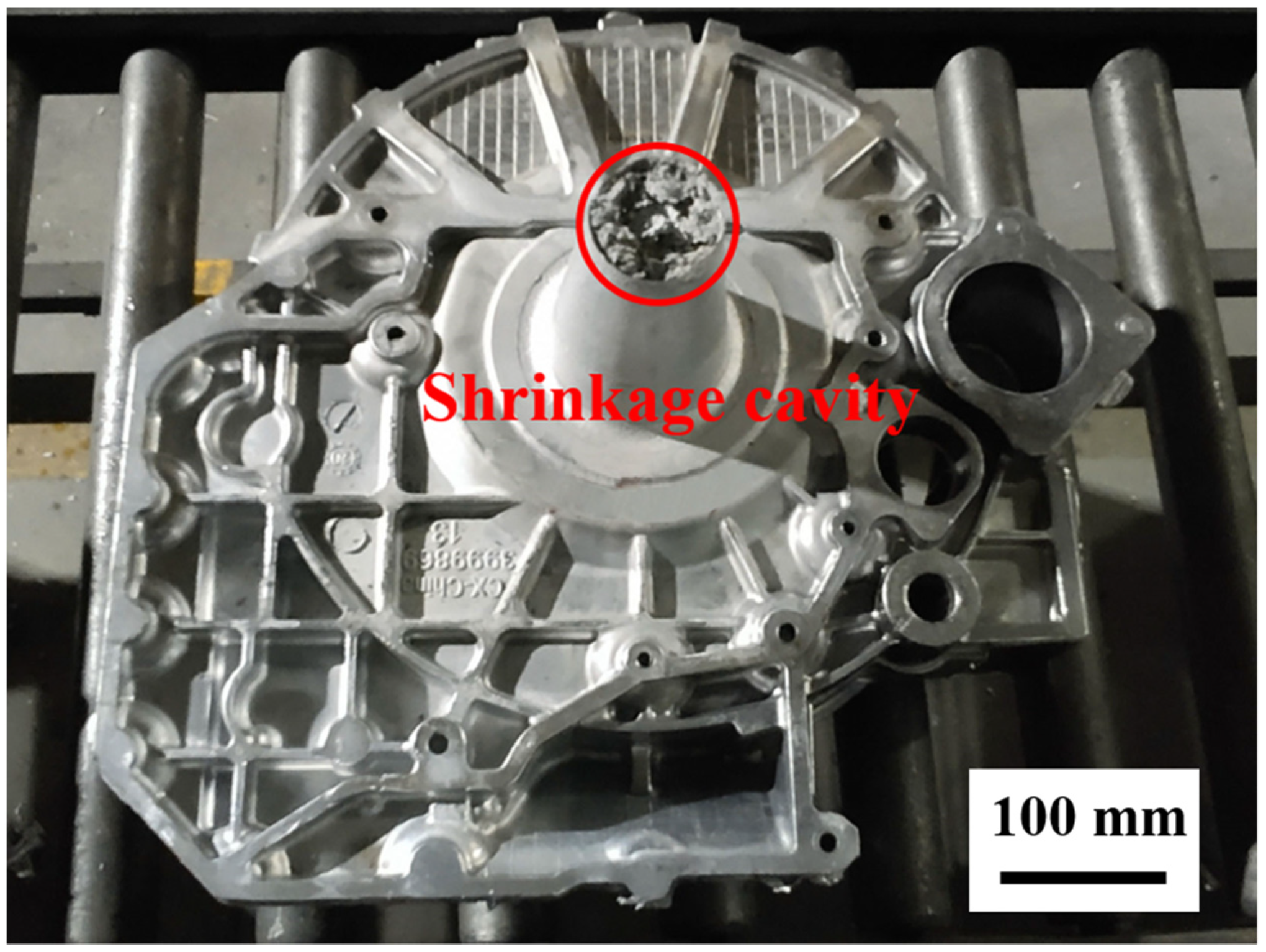
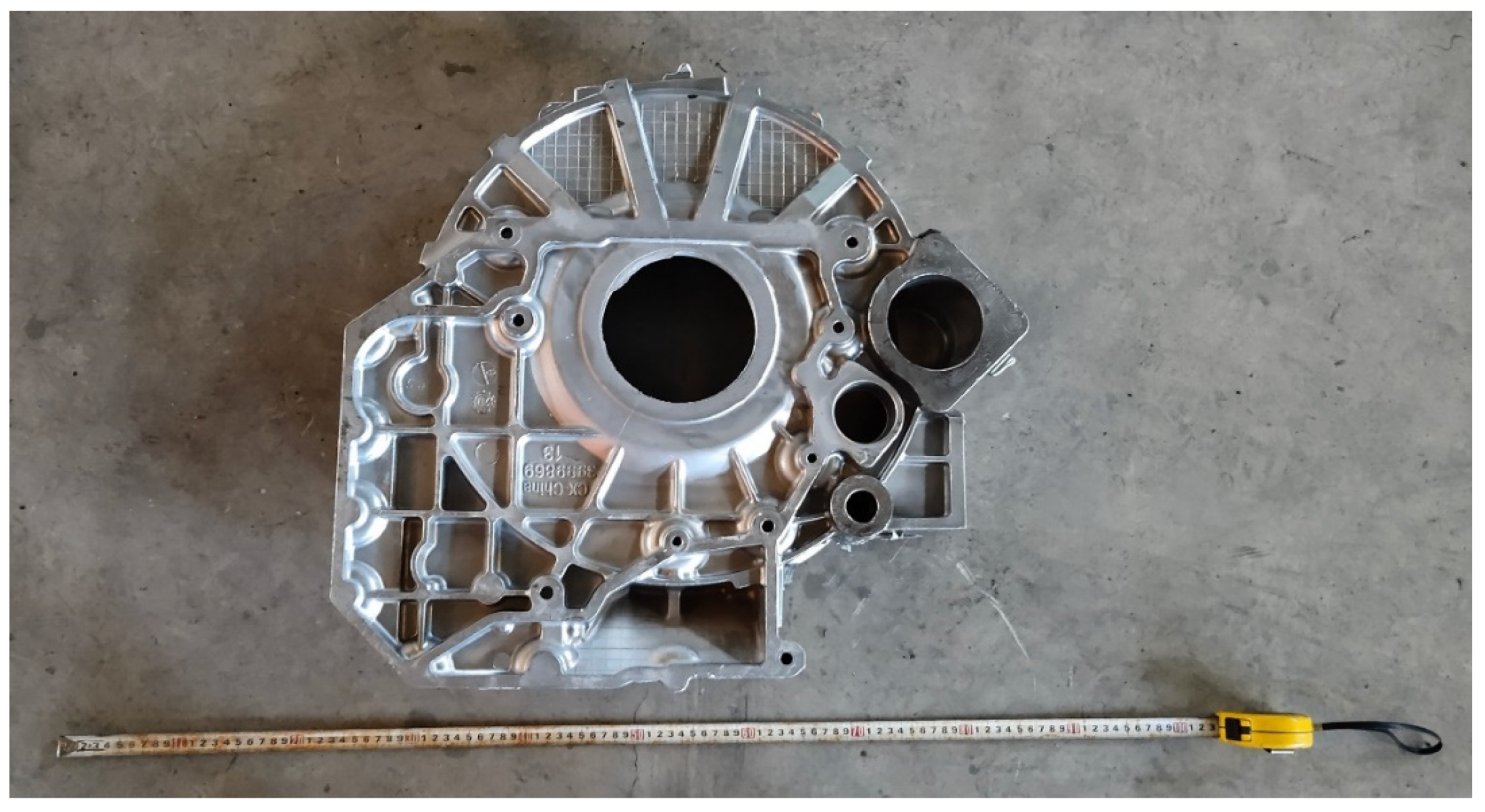
In view of the above background, numerical simulation research on squeeze casting technology for aluminum alloy engine flywheel housing components for large vehicles was proposed in this study. The engine flywheel housing component is usually installed between the gearbox and the engine, in order to connect them. The component belongs to a complex and large-sized shell-structure component with large wall-thickness differences, which is complicated in shape and difficult to form, and this has always been a difficulty in the casting field. Some researchers have studied casting–forming technology for thin-walled shell structures and the numerical simulation of squeeze casting. G. Hébert et al. [
22] compared the bending fatigue strength and tensile properties of A363 aluminum alloy thin-walled components formed by die casting, vacuum die casting, squeeze casting and gravity casting, and the results showed that the mechanical properties of thin-walled components formed by squeeze casting were the best. R. Pastircák et al. [
23] studied the variation in strength and plasticity of thin-walled components with different thicknesses under squeeze casting and gravity casting, and found that the strength of the squeeze-cast component was increased by 37% compared with that of the gravity-cast component with the same thickness of 8 mm. In addition, thinner gravity-cast components had greater strength and plasticity, while the change rule for squeeze-cast components was the opposite. This indicated that it was still difficult to form a component with the required performance by squeeze casting. Du et al. [
24] studied the effect of pouring temperature on the properties of a squeeze-cast 2A14 aluminum alloy thin-walled shell. The results showed that a higher pouring temperature was more conducive to the completion of filling (720~740 °C was the optimal filling temperature range), giving formed thin shell parts with a fine grain size and no dendrites. Ying et al. [
25] studied the influence of filling velocity on the forming quality of thin-walled parts in the process of squeeze casting, and obtained an optimal filling velocity theoretically, which was of significance for guiding the design of filling speeds for thin-walled parts in the squeeze casting process. However, there was a lack of experiments to verify whether the filling velocity obtained by the theory could reduce the generation of defects such as air entrapment and cold shuts in thin-walled parts in practice. Xu et al. [
26] used the ProCAST software to simulate the filling speed for indirect squeeze casting. Through the simulation analysis of the filling of a type of panel, it was found that the filling effect was best when the velocity v was equal to the filling time t, providing better process parameters for similar squeeze castings. Li et al. [
27] simulated the squeeze casting process for an automobile control arm using MAGMASOFT software and overcame the occurrence of shrinkage defects by local pressure supplementing and cooling-line setting. Tang et al. [
28] proposed a thermal–mechanical coupling simulation method for the solidification process for squeeze casting based on ANSYS, according to the basic physical laws and characteristics of the solidification process, thus describing the temperature change in the casting solidification process.
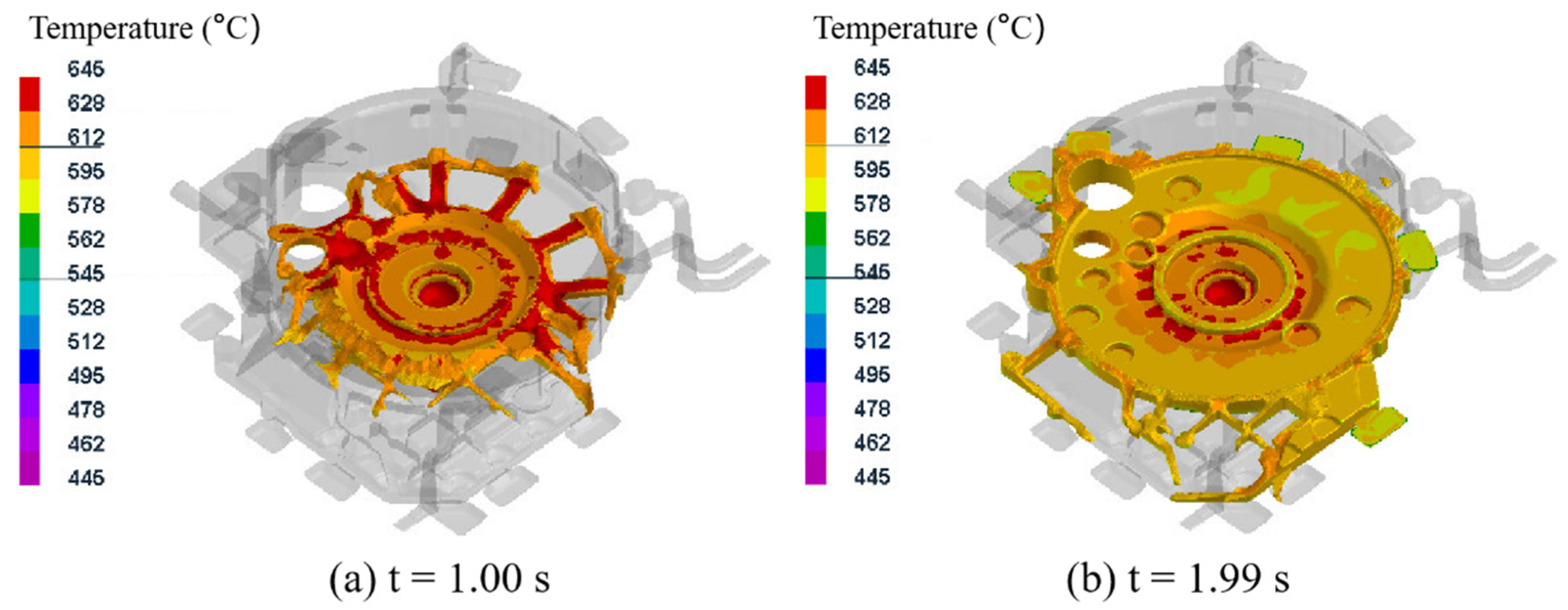
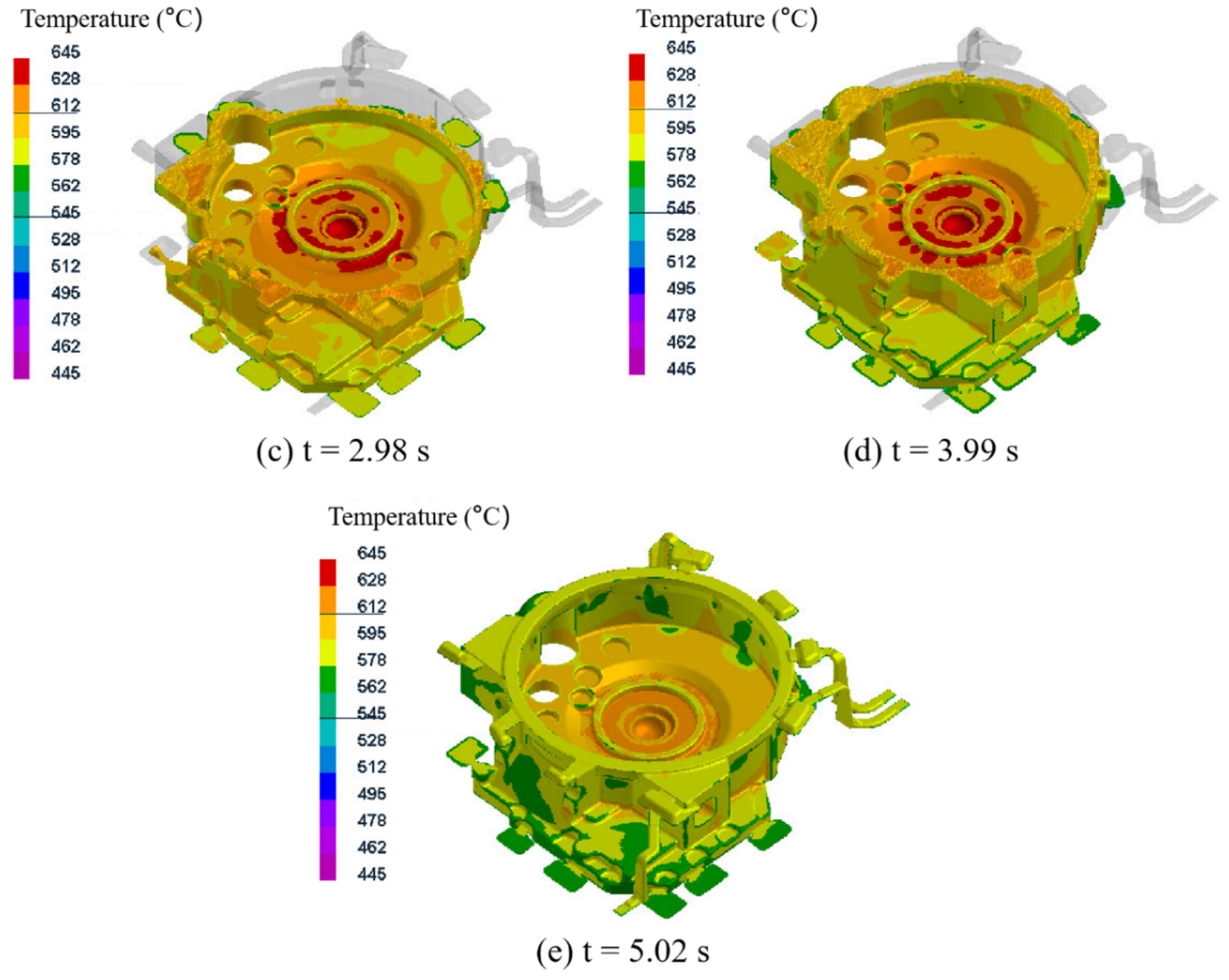
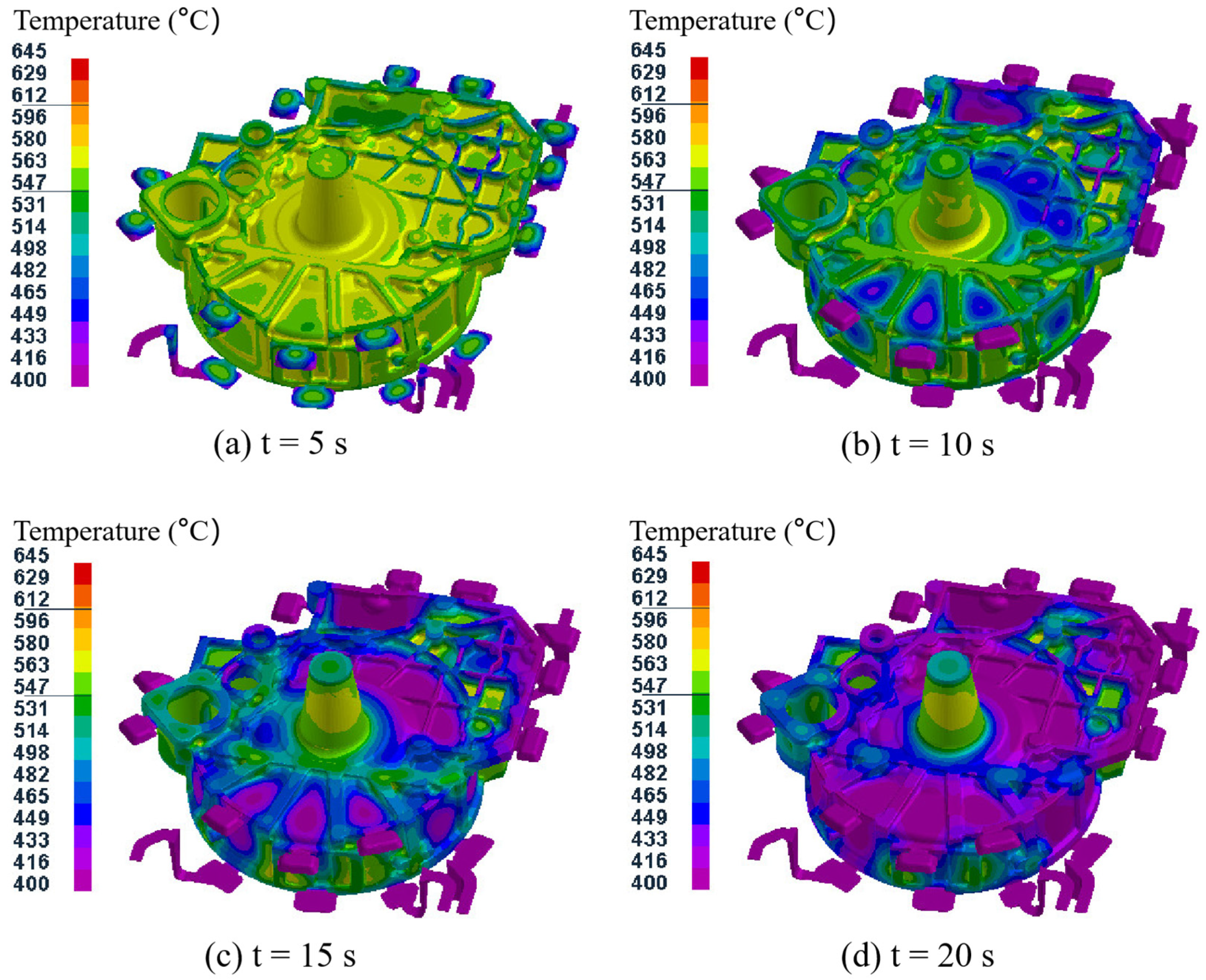
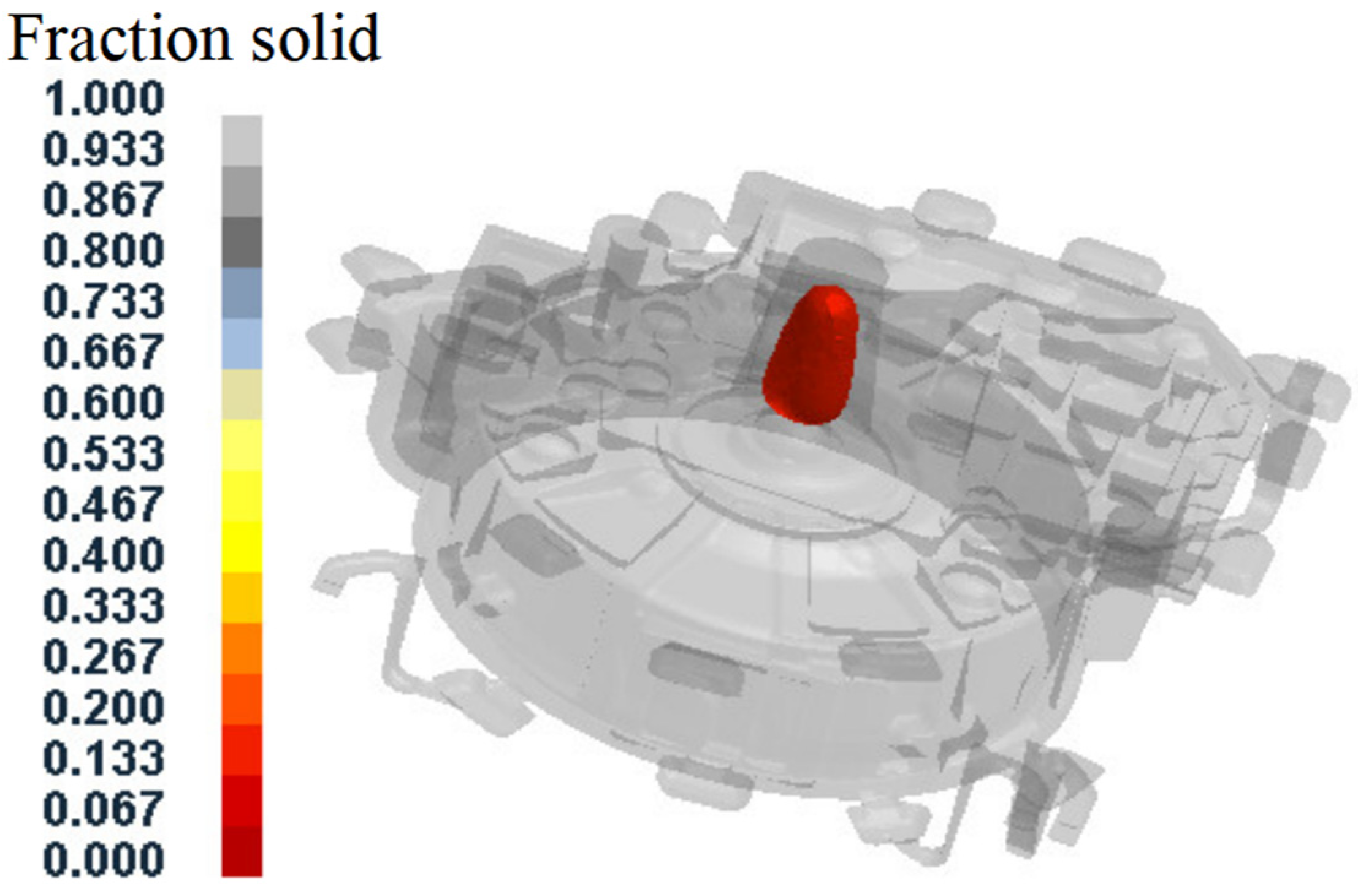
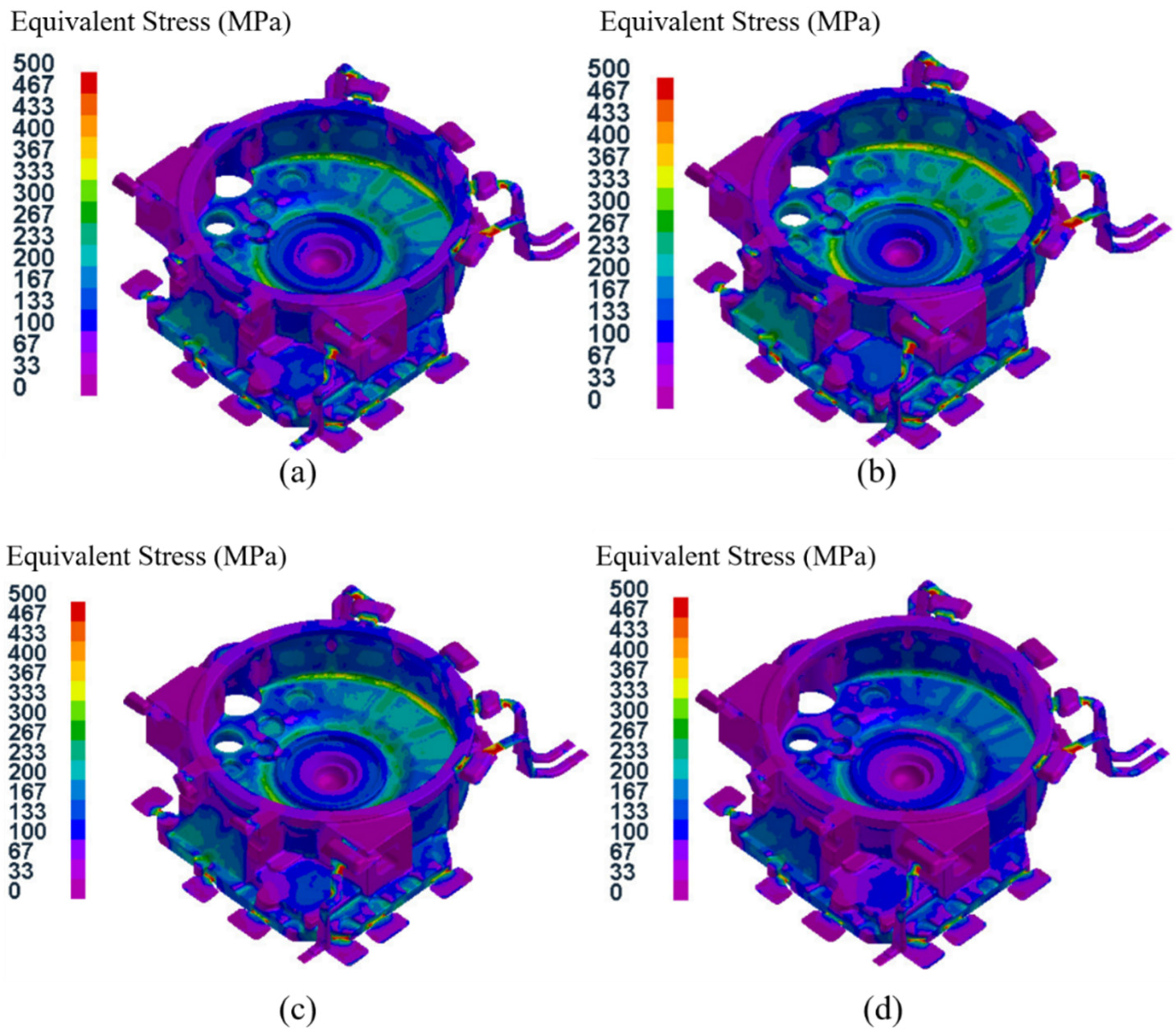
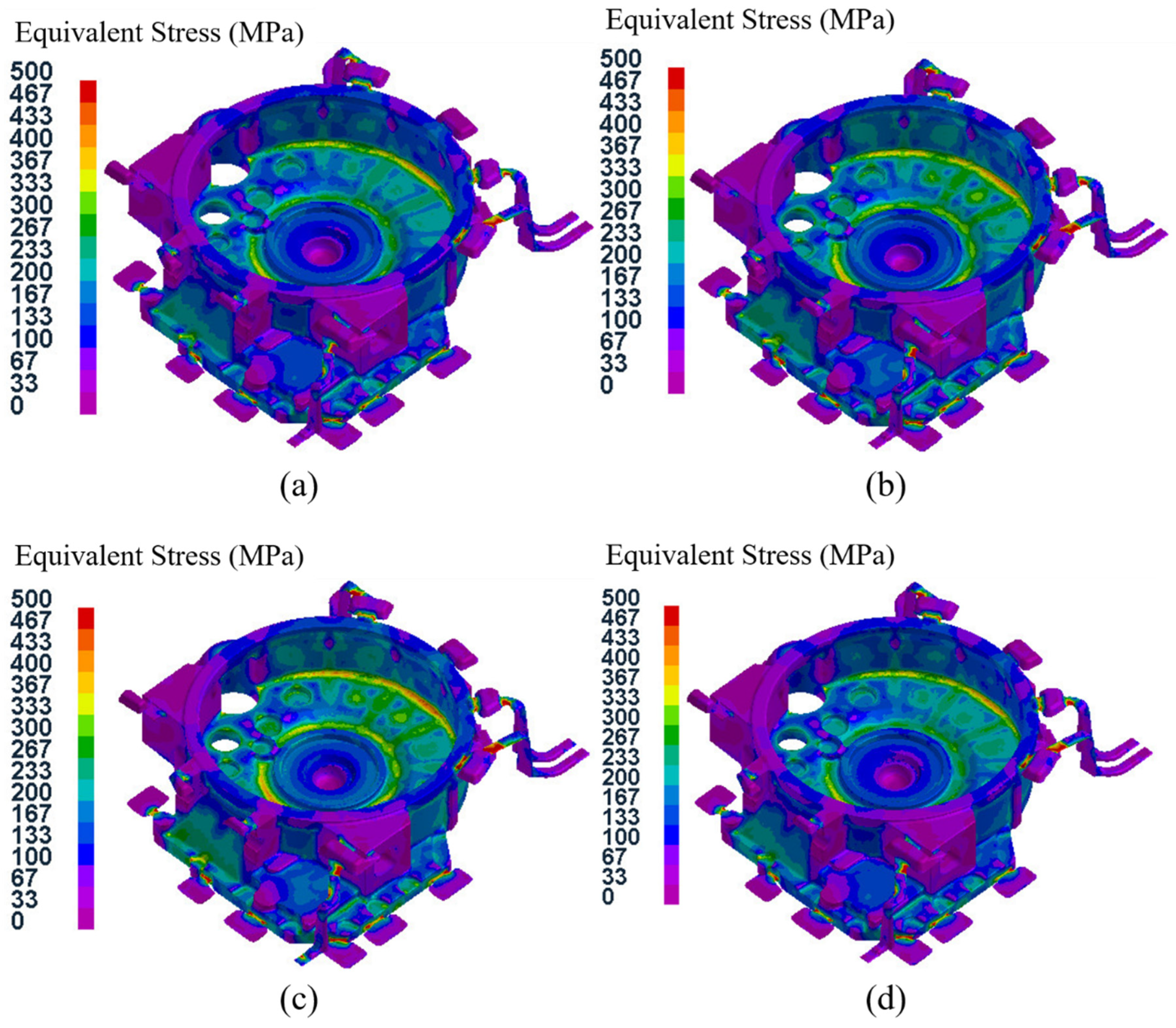
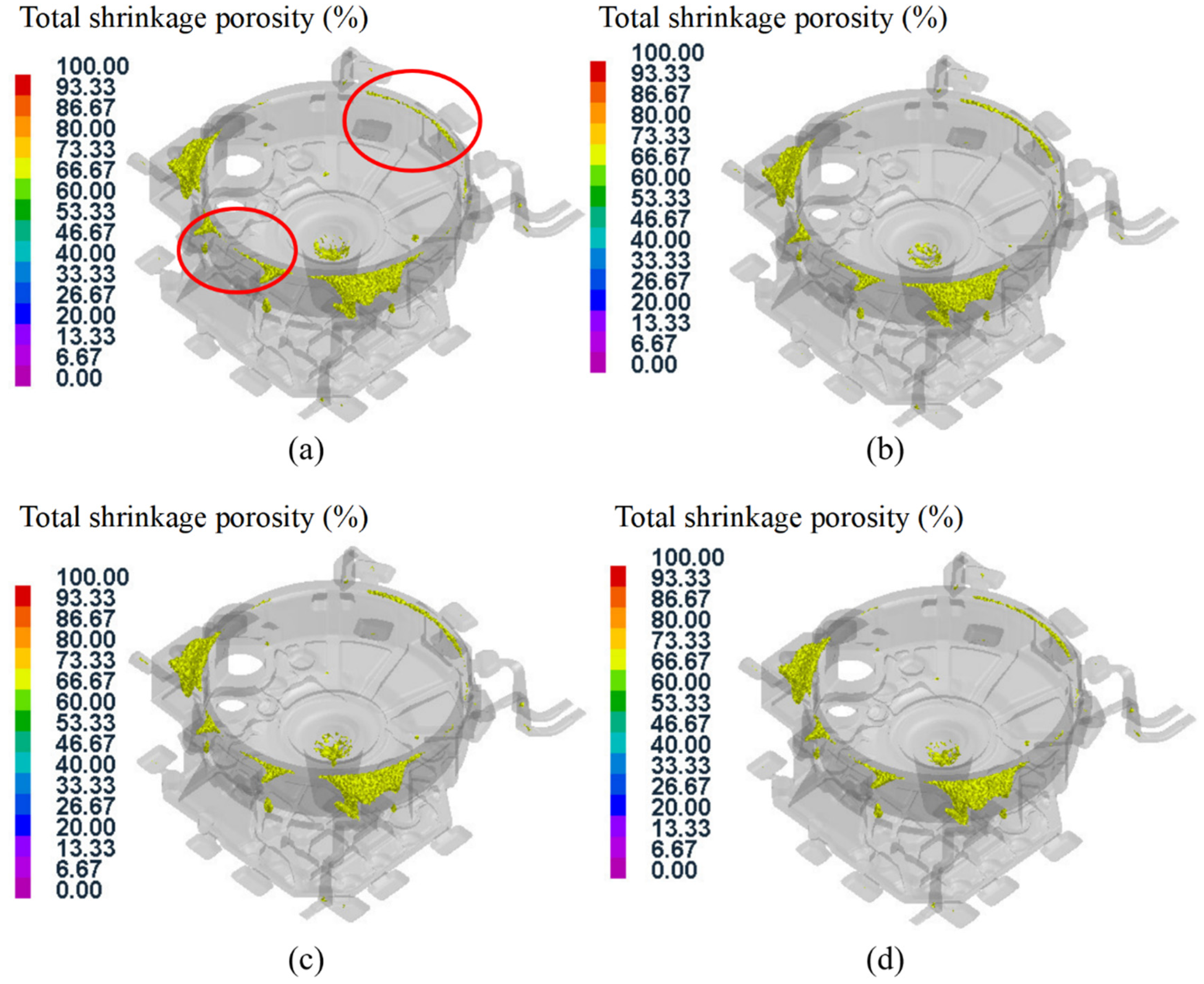
However, there is a lack of accurate prediction methods and effective methods of controlling defects in the forming process of complex components with large wall-thickness differences in the casting field. In order to investigate the solidification sequence of the flywheel shell forming process and predict the location of the defects, this study compared and analyzed the distributions of the temperature fields, stress fields and defects for flywheel housing components formed by squeeze casting under different process conditions through numerical simulation, providing theoretical guidance for the adoption of local loading and forced feeding. The prediction of casting defects was one of the main purposes. This is a key part of casting solidification process simulation which can provide an important theoretical basis for subsequent practical production and promote the application of the squeeze casting and forming process in the manufacturing of load-bearing structural parts with excellent performance.
2. Numerical Simulation Experiment Scheme and Preprocessing
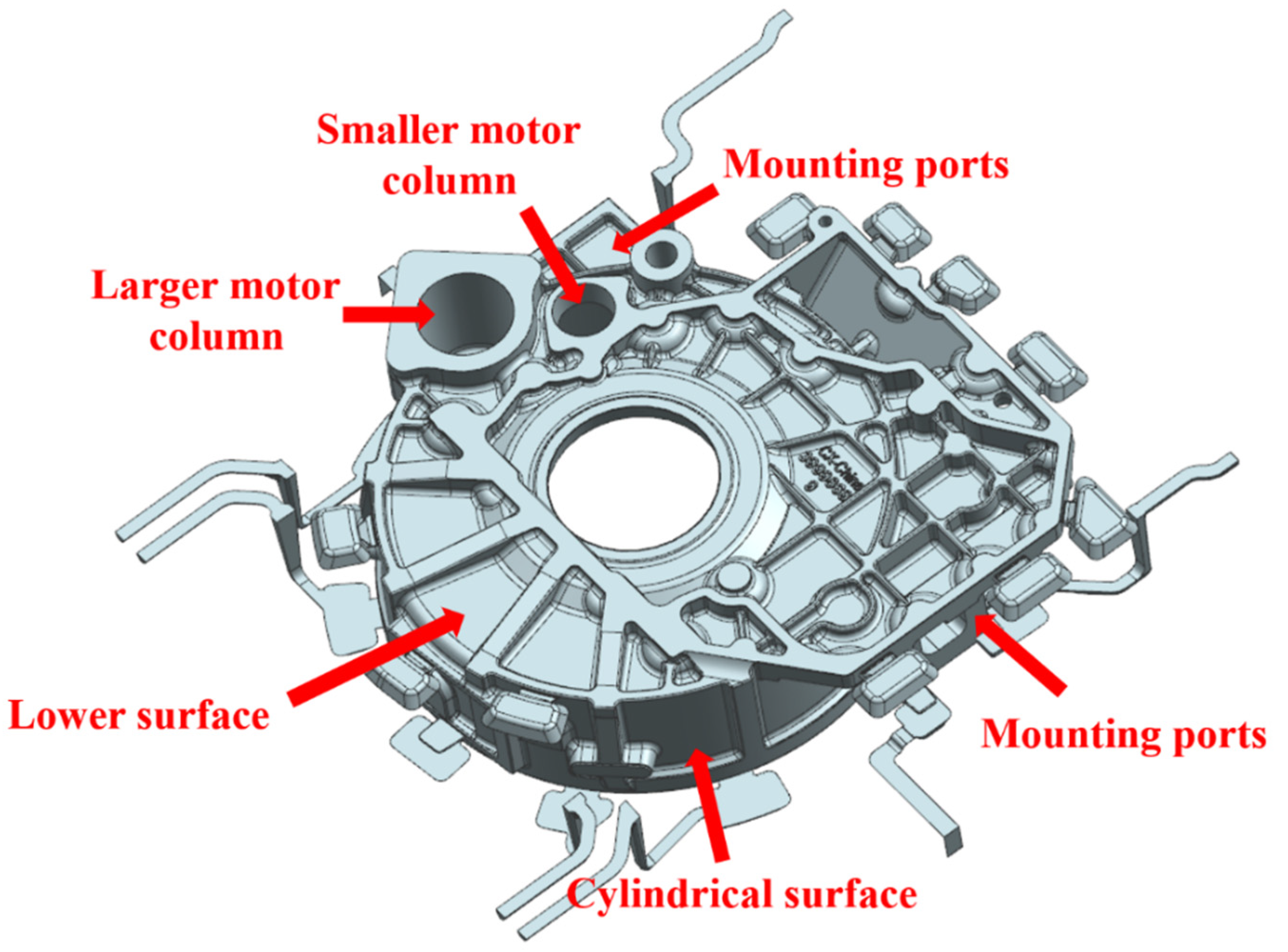
The flywheel housing component is used to connect the engine and the gearbox through the shafts through the two motor columns.
Figure 1 shows a diagram of the flywheel housing casting. AlSi9Mg aluminum alloy was selected as the material. The chemical composition is shown in
Table 1. The ProCAST software was used to simulate the squeeze casting process for flywheel housing components, and the flow rule for molten metal in the filling process was investigated. Considering the influence of various process parameters on the comprehensive performance of castings, this paper mainly focused on the distributions of the temperature fields, stress fields and defects in the flywheel housing components under different pouring temperatures, mold temperatures, pressure holding times and specific pressures.
2.1. Experimental Parameters Determination
The pouring temperature directly affects the solidification time and quality of castings, and it also has a great impact on the service life of the mold [
29]. A high pouring temperature will lead to an increase in air absorption by the aluminum melt, resulting in porosity and other defects, and it will also cause mold wear and reduce the service life of the mold. However, a low pouring temperature will make the molten metal solidify early in the filling process, resulting in defects such as insufficient filling and cold shuts [
30]. Therefore, the selection of pouring temperature is crucial to the casting performance. According to the thermal physical properties and actual production rules of AlSi9Mg aluminum alloy, four different temperature levels of 645 °C, 650 °C, 655 °C and 660 °C were selected for the simulation in this experiment.
The mold temperature also affects the filling process of the aluminum alloy. A high mold temperature reduces the solidification speed of the molten metal, resulting in a coarse microstructure in the formed castings and increasing the tendency to form shrinkage cavities and porosity. In addition, a higher mold temperature leads to easier deformation under pressure, resulting in mold wear and reducing the service life of the mold. However, a low mold temperature leads to a rapid decline in the temperature of the molten metal and a deterioration in the fluidity, which leads to insufficient filling and cold shuts [
31]. After analyzing and summarizing the change rules of the actual mold temperature of the flywheel housing squeeze casting, four different mold preheating temperature levels were explored in this study, with each level set as shown in
Table 2. The temperature settings of the front side mold and rear side mold were consistent with the setting for the left side mold.
The selection of pressure holding time depends on the shape and size of the casting, the mold temperature and the pouring temperature. A long pressure holding time makes the casting tighten on the punch pin and affects the demolding, and it also reduces the service life of the mold. A short holding time may lead to incomplete solidification of the castings. According to industrial production experience, four pressure holding time levels of 20 s, 25 s, 30 s and 35 s were used in this study.
The specific pressure also has an important influence on the forming process. Generally, the higher specific pressure acting on the casting, the finer microstructure and the better the mechanical properties of the components [
32]. However, excessive pressure will lead to a leakage of molten metal, which has an impact on production safety. The specific pressure refers to the ratio of the force exerted by the lower injection cylinder to its action area on the casting. According to an actual measurement, the action area on the casting of the lower injection cylinder was about 35,298.94 mm
2. Considering the situation, four specific pressure levels were used, as shown in
Table 3.
2.2. Numerical Simulation Experiment Scheme
The study mainly revealed the influence of pouring temperature, mold temperature, pressure holding time and specific pressure on the squeeze casting process for a flywheel housing component, and each factor was designed with four level variations, as shown in
Table 4. For a comprehensive test, 256 groups of tests would be required, and the workload would be huge. Therefore, it was decided to adopt the four factors and four levels of an orthogonal test to replace all tests with partial tests, and the L16 (4)
5 orthogonal test table was chosen [
33] so that only 16 groups of tests were needed, which greatly reduced the workload. The factors and levels of the orthogonal test are shown in
Table 5.
2.3. Model Establishment
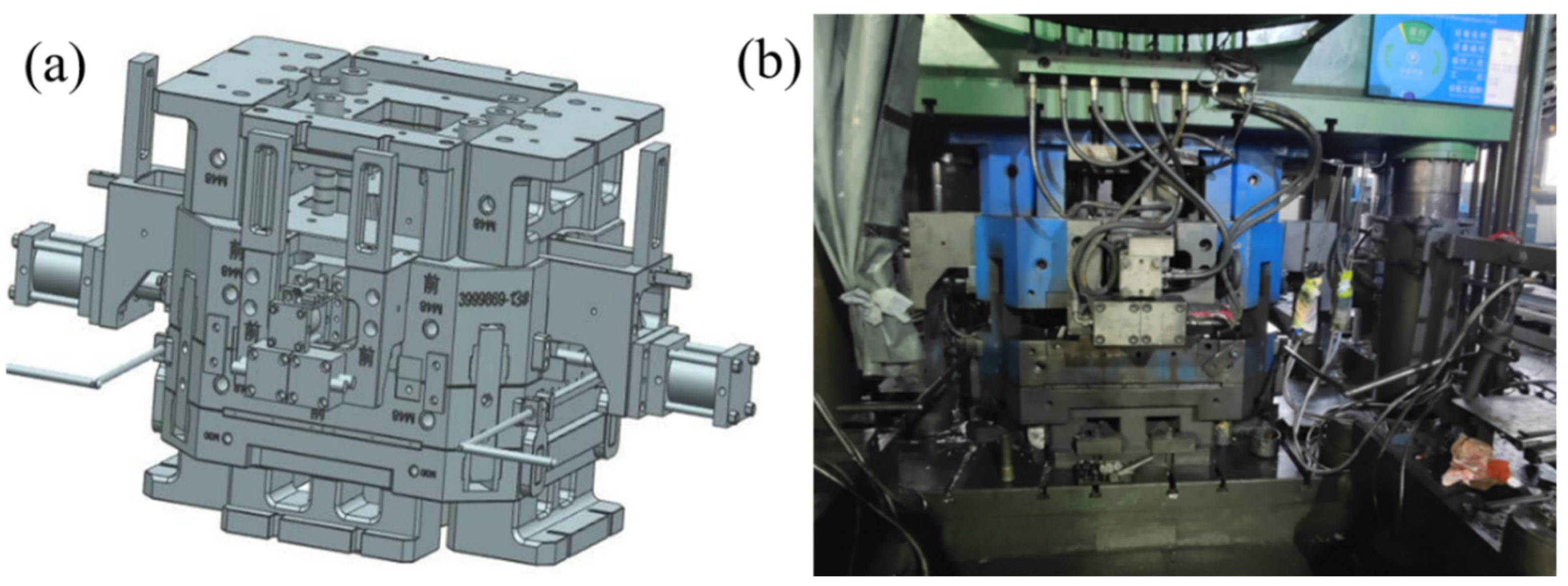
A three-dimensional model and photograph of the mold used in the study are shown in
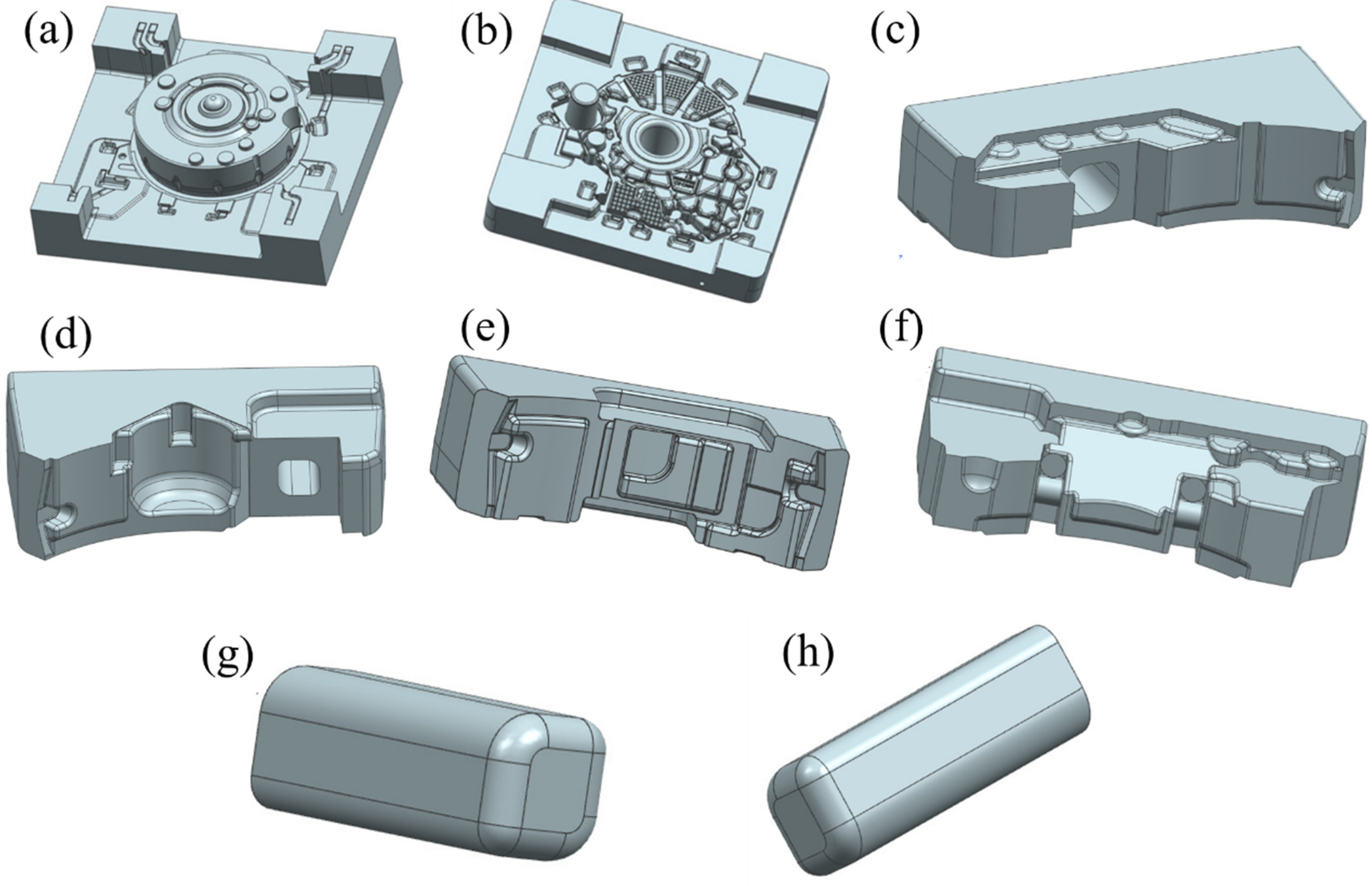
Figure 2. The cavity was mainly composed of a lower mold, an upper mold, four side molds and two local pressure compensation devices (i.e., local loading devices for reducing the defects in hot spots). In order to reduce the difficulty and time of the numerical simulations, UG software was used to simplify the mold before simulation. Some parts of the mold not needed for the simulation were removed, and only the cavity parts of the mold were retained, including the upper die, lower die, front side die, rear side die, left side die, right side die, left pressure compensation bar and right pressure compensation bar, as shown in
Figure 3.
2.4. Meshing
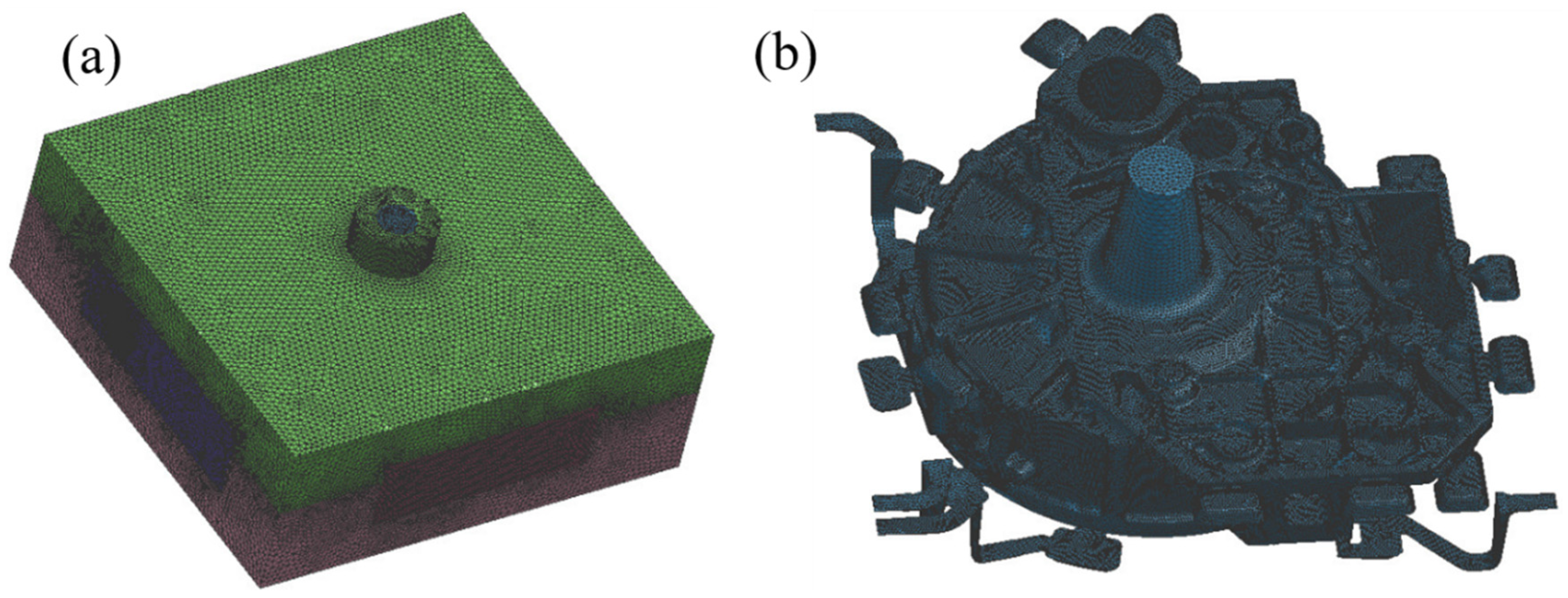
The simplified models were imported into the ProCAST software, and the Visual-Mesh module was used to check and repair the 3D model, assemble the different parts of the mold cavity, conduct the body cross-check and conduct the surface mesh division, surface mesh inspection, body mesh division and body mesh inspection in turn. Considering the calculation time and accuracy, the distance between points on the outer contour lines of the upper die and lower die away from the casting was set to 10 mm, and the distance between points on the outer contour of each side die away from the casting end was set to 6 mm. Due to the complex shape with many complicated rounded corners in the casting and the necessity of considering the subsequent analysis of the stress field, temperature field and defects of the casting, the distance between points on each contour line of the casting surface was set to 3 mm. In the process of meshing, it was important to avoid unqualified meshing, and therefore the differences between the distances between points on adjacent lines could not be too large.
Figure 4 shows a diagram of the mold and casting after mesh division. The surface mesh number was 467732, and the body mesh number was 10262798.
2.5. Set of Initial Conditions
The meshed three-dimensional model was successively set in terms of gravity direction, material, initial temperature of material, heat transfer coefficient, gate, pouring time, boundary conditions, cooling conditions, simulation time, etc.
According to the model and the actual situation, the gravity direction was set as downward, perpendicular to the upper surface of the upper die, and the gravity acceleration was set at 9.8 m/s
2. The mold material was set as H13 steel, and the casting material was set as AlSi9Mg aluminum alloy. According to the actual motion stroke and speed of the lower injection cylinder of the equipment, the pouring time was set to 5 s. The mold was set to contact with air of 20 °C, and the heat transfer coefficient between the two was set to 10 W·m
−2·°C
−1. The heat transfer coefficient between the casting and the mold was mainly affected by the specific pressure, with higher specific pressures leading to higher heat transfer coefficients [
34,
35]. The relationship is shown in Equation (1) [
36], and the calculated heat transfer coefficients under different specific pressures were as shown in
Table 6.
where
h is the heat transfer coefficient between the casting and the mold, and
P is the specific pressure.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}