
Machine Learning-Based Void Percentage Analysis of Components Fabricated with the Low-Cost Metal Material Extrusion Process



Abstract
:1. Introduction
2. Materials and Methods
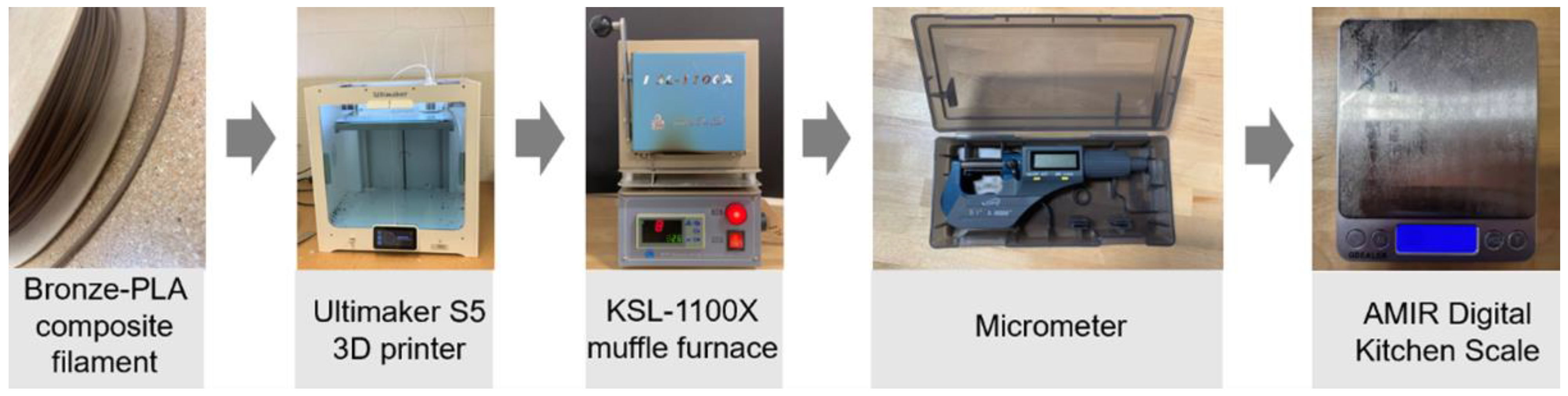
2.1. Materials and Equipment
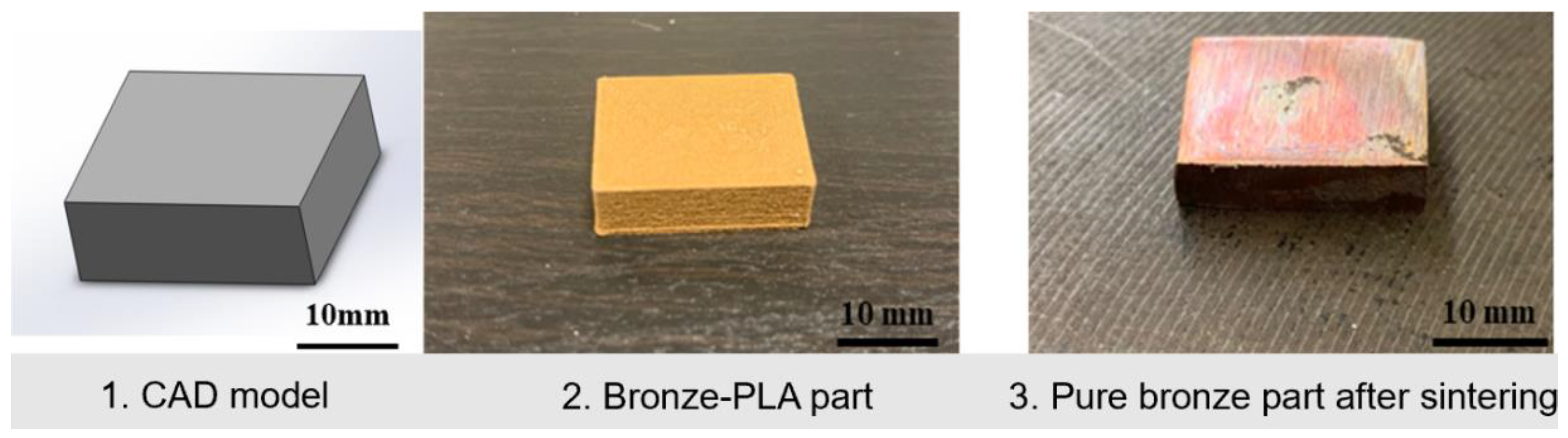
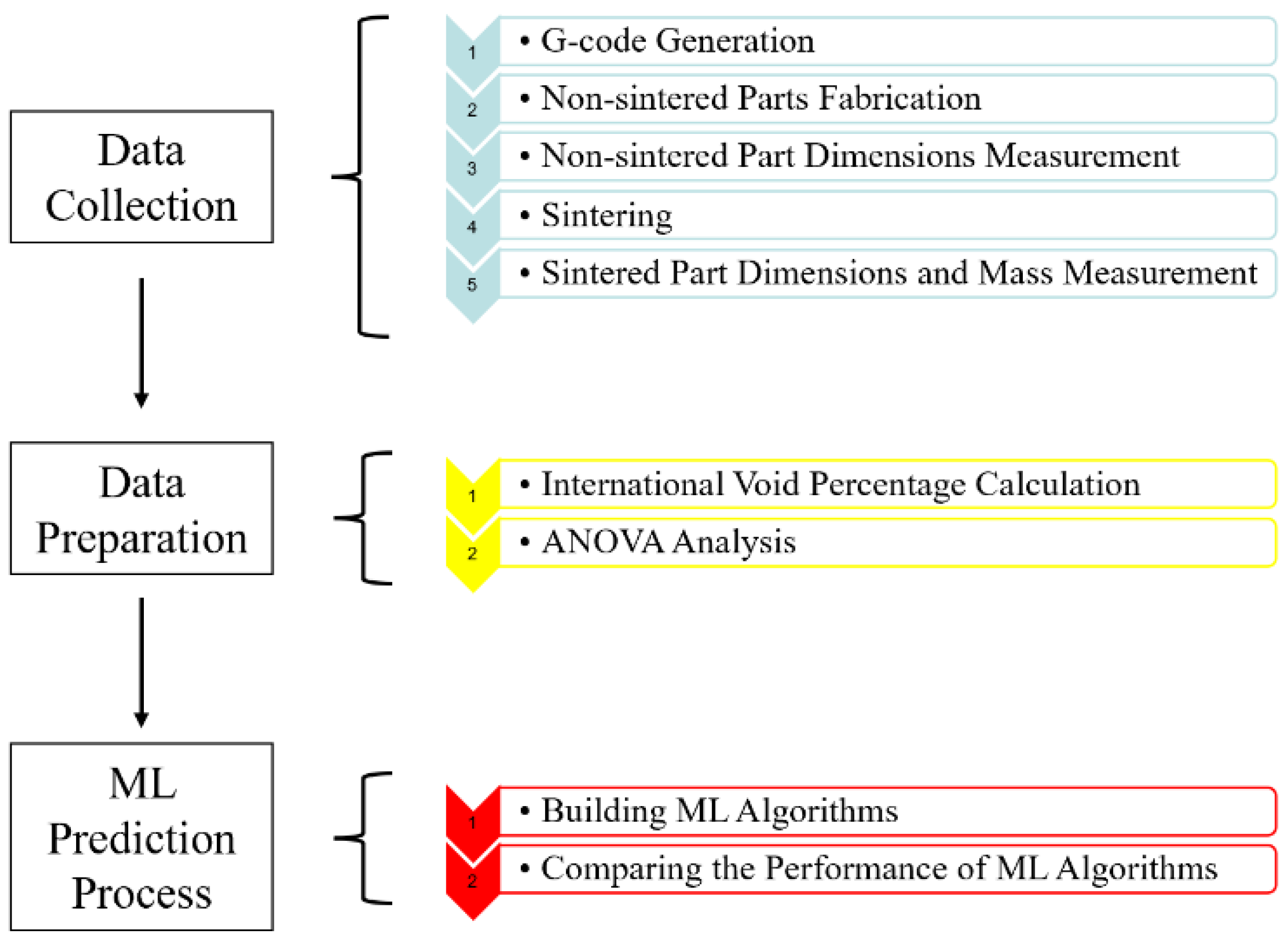
2.2. Process Workflow
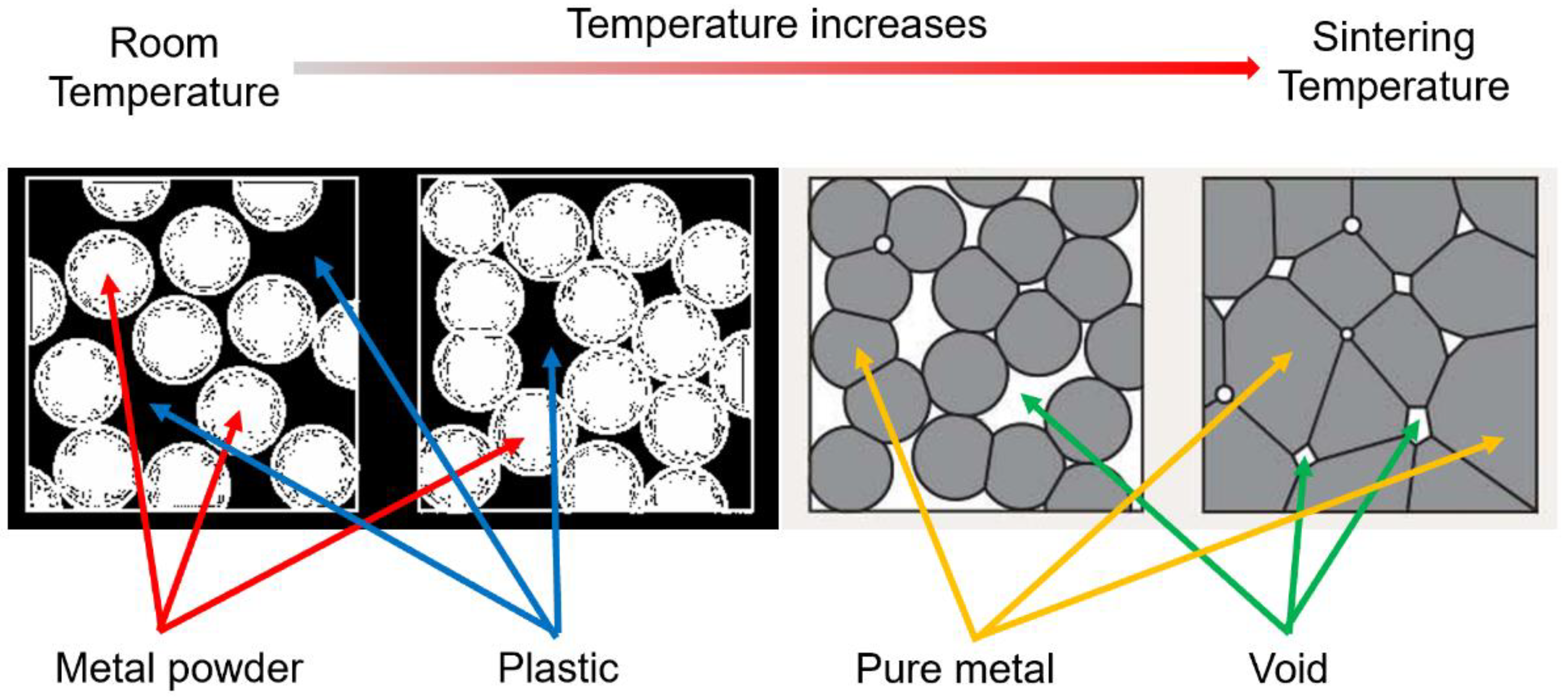
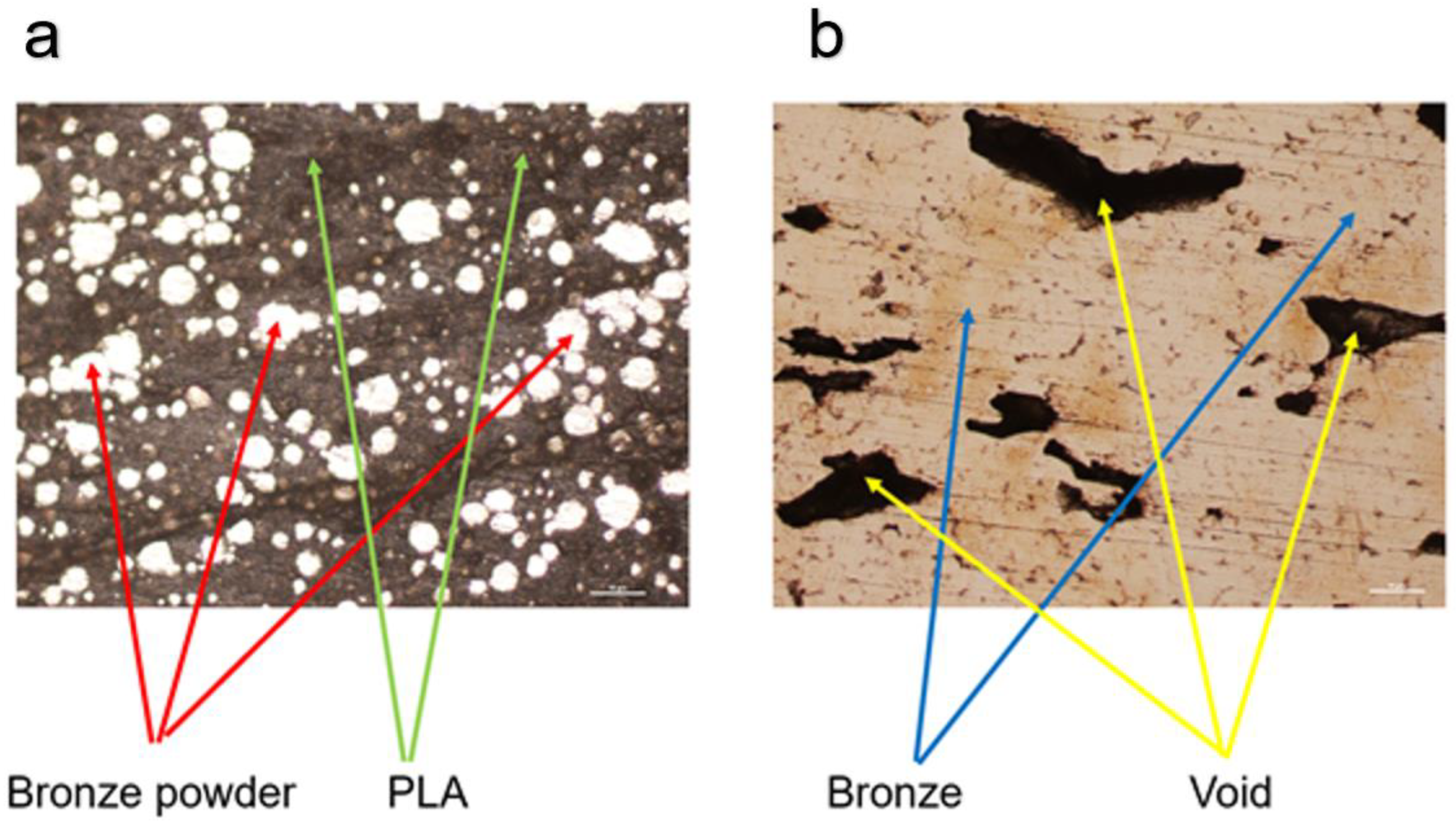
2.3. Sintering Process Introduction
2.4. Parameter Introduction and Data Collection
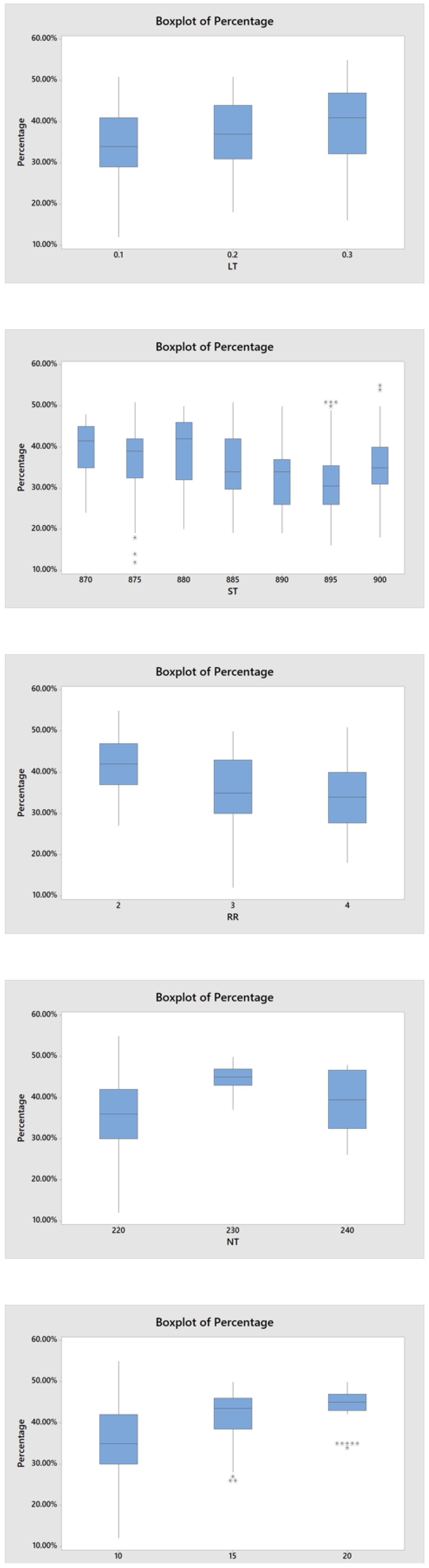
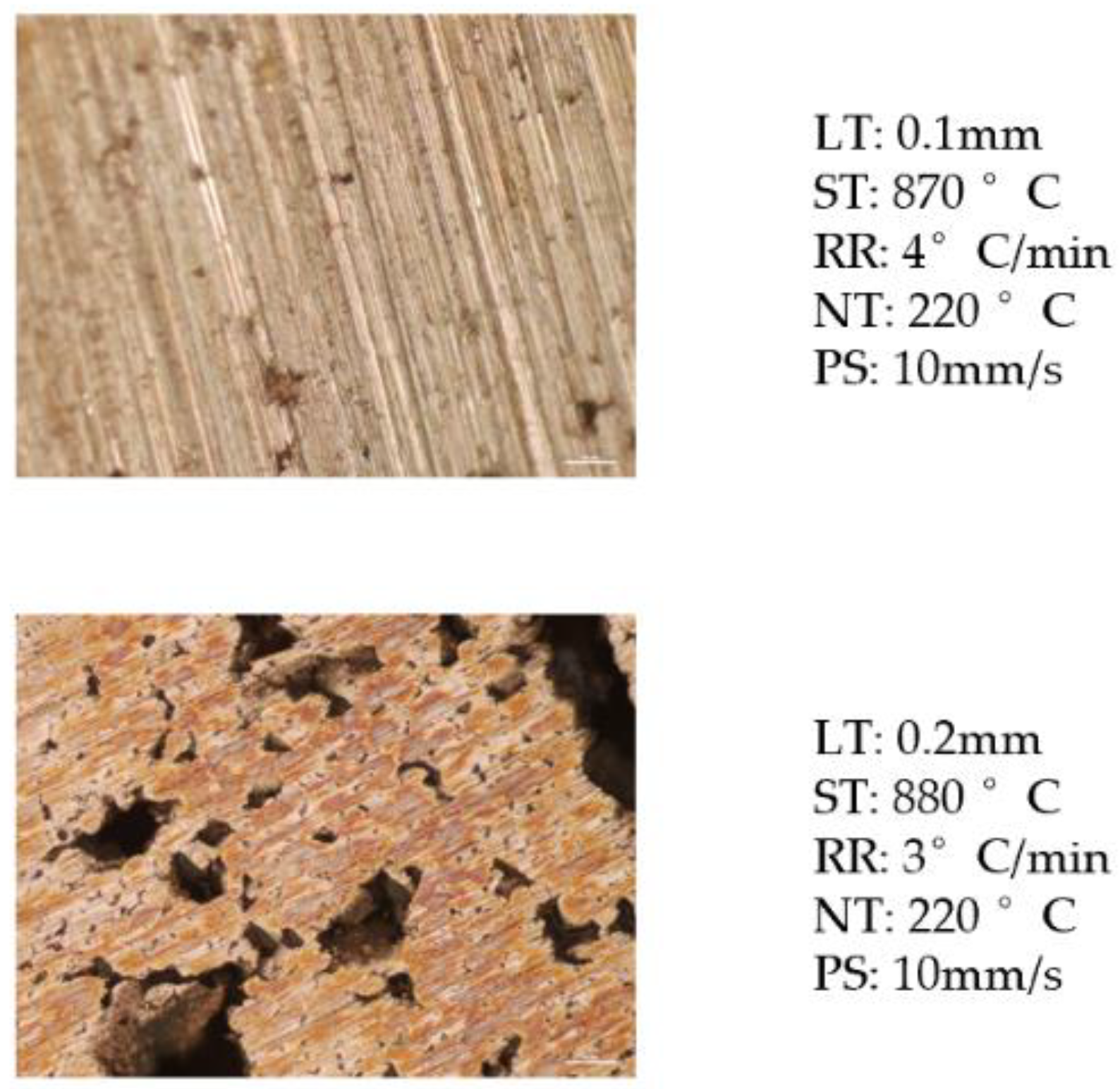
- Layer Thickness (LT): the height of each layer during the printing process;
- Sintering Temperature (ST): the temperature to sinter the bronze–PLA parts;
- Ramp Ratio (RR): the temperature increasing ratio from room temperature to ST;
- Nozzle Temperature (NT): the temperature of the printing nozzle during the 3DP process;
- Printing Speed (PS): the moving speed of the nozzle during the 3DP process.
2.5. Introduction of ML Algorithms
2.5.1. SVR
2.5.2. NN
3. Results
3.1. Influence of Manufacturing Parameters
3.2. Interactions of Manufacturing Parameters
3.3. Comparison of Different ML Algorithms
4. Discussions
- LT: 0.3 mm
- ST: 895 °C
- NT: 240 °C
- PS: 20 mm/s
- RR: 4 °C/min
5. Conclusions
- In this research, all manufacturing parameters have influence on the void percentage;
- Different manufacturing parameters have different influences on the final void size;
- These manufacturing parameters have interactions among them, changing two parameters will cause the void size to vary significantly;
- ML algorithms could be used to predict the void percentage before the manufacturing process, and the accuracies of both NN and SVR are quite high;
- NN provides more accurate results than SVR.
6. Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Z.; Femi-Oyetoro, J.D.; Fidan, I.; Ismail, M. Prediction of Dimensional Changes of Low-Cost Metal Material Extrusion Fabricated Parts Using Machine Learning Techniques. Metals 2021, 11, 690. [Google Scholar] [CrossRef]
- Zhang, Z.; Fidan, I.; Allen, M. Detection of material extrusion in-process failures via deep learning. Inventions 2020, 5, 25. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; 2015—Additive Manufacturing—General Principles—Terminology. Available online: https://www.iso.org/standard/69669.html (accessed on 16 June 2022).
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Zhang, Z. Detection of the Additive Manufacturing In-Process Failures via Deep Learning. Master’s Thesis, Tennessee Technological University, Cookeville, TN, USA, 2019. [Google Scholar]
- Choton, S.; Gupta, N.; Bandral, J.D.; Choudary, A.; Anjum, N. Extrusion technology and its application in food processing: A review. Pharma Innov. J. 2020, 9, 162–168. [Google Scholar] [CrossRef]
- Ravi, P. Understanding the relationship between slicing and measured fill density in material extrusion 3D printing towards precision porosity constructs for biomedical and pharmaceutical applications. 3D Print. Med. 2020, 6, 10. [Google Scholar] [CrossRef] [Green Version]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. Mater. Sci. Addit. Manuf. Aerosp. Ind. 2019, 7–31. [Google Scholar]
- Mohammadizadeh, M.; Lu, H.; Fidan, I.; Tantawi, K.; Gupta, A.; Hasanov, S.; Zhang, Z.; Alifui-Segbaya, F.; Rennie, N. Mechanical and Thermal Analyses of Metal-PLA Components Fabricated by Metal Material Extrusion. Inventions 2020, 5, 44. [Google Scholar] [CrossRef]
- Gong, H.; Snelling, D.; Kardel, K.; Carrano, A. Comparison of stainless steel 316L parts made by FDM-and SLM-based additive manufacturing processes. Jom 2019, 71, 880–885. [Google Scholar] [CrossRef]
- Oxford English. Oxford English Dictionary; Oxford University Press: Oxford, UK, 2009. [Google Scholar]
- Liu, B.; Wang, Y.; Lin, Z.; Zhang, T. Creating metal parts by fused deposition modeling and sintering. Mater. Lett. 2020, 263, 127252. [Google Scholar] [CrossRef]
- Gubicza, J.; Chinh, N.Q.; Lábár, J.L.; Dobatkin, S.; Hegedűs, Z.; Langdond, T.G. Correlation between microstructure and mechanical properties of severely deformed metals. J. Alloys Compd. 2009, 483, 271–274. [Google Scholar] [CrossRef]
- Reiser, A.; Koch, L.; Dunn, K.A.; Matsuura, T.; Iwata, F.; Fogel, O.; Kotler, Z.; Zhou, N.; Charipar, K.; Piqué, A.; et al. Metals by Micro-Scale Additive Manufacturing: Comparison of Microstructure and Mechanical Properties. Adv. Funct. Mater. 2020, 30, 1910491. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Du, D.; Liu, G.; Pu, Z.; Chang, B.; Ju, J. Microstructure and mechanical properties of high chromium nickel-based superalloy fabricated by laser metal deposition. Mater. Sci. Eng. A 2020, 780, 139185. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, Y.; Wei, Q.; Xiao, Y.; Chen, P.; Luo, G.; Shen, Q. Microstructure and mechanical properties of RexNbMoTaW high-entropy alloys prepared by arc melting using metal powders. J. Alloys Compd. 2020, 827, 154301. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, L.; Lu, W.; Wei, D.; Meng, T.; Gao, S. Microstructure and elevated temperature mechanical properties of IN718 alloy fabricated by laser metal deposition. Mater. Sci. Eng. A 2020, 771, 138580. [Google Scholar] [CrossRef]
- Chaabene, W.B.; Flah, M.; Nehdi, M.L. Machine learning prediction of mechanical properties of concrete: Critical review. Constr. Build. Mater. 2020, 260, 119889. [Google Scholar] [CrossRef]
- Jablonka, K.M.; Ongari, D.; Moosavi, S.M.; Smit, B. Big-data science in porous materials: Materials genomics and machine learning. Chem. Rev. 2020, 120, 8066–8129. [Google Scholar] [CrossRef]
- Zhou, Z.; Chen, K.; Li, X.; Zhang, S.; Wu, Y.; Zhou, Y.; Meng, K.; Sun, C.; He, Q.; Fan, W.; et al. Sign-to-speech translation using machine-learning-assisted stretchable sensor arrays. Nat. Electron. 2020, 3, 571–578. [Google Scholar] [CrossRef]
- Rajula, H.S.R.; Verlato, G.; Manchia, M.; Antonucci, N.; Fanos, V. Comparison of conventional statistical methods with machine learning in medicine: Diagnosis, drug development, and treatment. Medicina 2020, 56, 455. [Google Scholar] [CrossRef]
- The Virtual Foundary. Bronze FilamentTM. 2021. Available online: https://shop.thevirtualfoundry.com/collections/metal-filaments/products/bronze-filamet?variant=12351189483603 (accessed on 16 June 2022).
- Ultimaker. Ultimaker S5 PDF User Manuals. 2021. Available online: https://support.ultimaker.com/hc/en-us/articles/360011654419-Ultimaker-S5-PDF-user-manuals (accessed on 16 June 2022).
- MTI Corporation. 1100C Compact Muffle Furnace (4″ × 4″ × 4″) w/ Programmable Temp. Controller—KSL-1100X-S-UL-LD. 2021. Available online: https://www.mtixtl.com/1100CCompactMuffleFurnacewith30SegmentProgrammable-KSL-1100X-S-UL.aspx (accessed on 16 June 2022).
- iGaging. Operating Instructions and Parts Manual. 2021. Available online: http://www.igaging.com/page73.html (accessed on 16 June 2022).
- AMIR Pocket Kitchen Scale. AMIR Pocket Kitchen Scale. 2021. Available online: https://images-na.ssl-images-amazon.com/images/I/71mo9kWP-XL.pdf (accessed on 16 June 2022).
- Yu, P.; Chen, S.; Chang, I. Support vector regression for real-time flood stage forecasting. J. Hydrol. 2006, 328, 704–716. [Google Scholar] [CrossRef]
- Sharp, T. An Introduction to Support Vector Regression (SVR). 2020. Available online: https://towardsdatascience.com/an-introduction-to-support-vector-regression-svr-a3ebc1672c2 (accessed on 16 June 2022).
- Mao, H.; Han, S.; Pool, J.; Li, W.; Liu, X.; Wang, Y.; Dally, W.J. Exploring the regularity of sparse structure in convolutional neural networks. arXiv 2017, arXiv:1705.08922. [Google Scholar]
- Zhang, P.; Shen, H.; Zhai, H. Machine learning topological invariants with neural networks. Phys. Rev. Lett. 2018, 120, 066401. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nicolson, A.; Paliwal, K.K. Deep learning for minimum mean-square error approaches to speech enhancement. Speech Commun. 2019, 111, 44–55. [Google Scholar] [CrossRef]
- Azarmdel, H.; Jahanbakhshi, A.; Mohtasebi, S.S.; Muñozc, A.R. Evaluation of image processing technique as an expert system in mulberry fruit grading based on ripeness level using artificial neural networks (ANNs) and support vector machine (SVM). Postharvest Biol. Technol. 2020, 166, 111201. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturing Parameters | Values | ||||||
|---|---|---|---|---|---|---|---|
| LT (mm) | 0.1 | 0.2 | 0.3 | ||||
| ST (°C) | 870 | 875 | 880 | 885 | 890 | 895 | 900 |
| RR (°C/min) | 2 | 3 | 4 | ||||
| NT (°C) | 220 | 230 | 240 | ||||
| PS (mm/s) | 10 | 15 | 20 | ||||
| Manufacturing Parameters | V (cm³) | M_Cal (g) | M (g) | Void Percentage | ||||
|---|---|---|---|---|---|---|---|---|
| LT (mm) | ST (°C) | RR (°C/min) | NT (°C) | PS (mm/s) | ||||
| 0.1 | 875 | 3 | 220 | 10 | 1.11 | 8.15 | 7.25 | 12% |
| 0.2 | 870 | 4 | 240 | 15 | 1.02 | 5.82 | 3.93 | 48% |
| Manufacturing Parameters | p-Value |
|---|---|
| LT (mm) | <2.2e-16 |
| ST (°C) | <2.2e-16 |
| NT (°C) | <2.2e-16 |
| PS (mm/s) | 8.330e-06 |
| RR (°C/min) | <2.2e-16 |
| ML Algorithms | MSE |
|---|---|
| SVR | 0.0080165 |
| NN | 0.0022957 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Fidan, I. Machine Learning-Based Void Percentage Analysis of Components Fabricated with the Low-Cost Metal Material Extrusion Process. Materials 2022, 15, 4292. https://doi.org/10.3390/ma15124292
Zhang Z, Fidan I. Machine Learning-Based Void Percentage Analysis of Components Fabricated with the Low-Cost Metal Material Extrusion Process. Materials. 2022; 15(12):4292. https://doi.org/10.3390/ma15124292
Chicago/Turabian StyleZhang, Zhicheng, and Ismail Fidan. 2022. "Machine Learning-Based Void Percentage Analysis of Components Fabricated with the Low-Cost Metal Material Extrusion Process" Materials 15, no. 12: 4292. https://doi.org/10.3390/ma15124292