
Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel

 , , and
, , and
Abstract
:1. Introduction
20B+10.9Si +
+ 35.8P + 95.6S + 3.7Cr + 19.7Mo + 31.4Nb + 53.8V + 10.6W
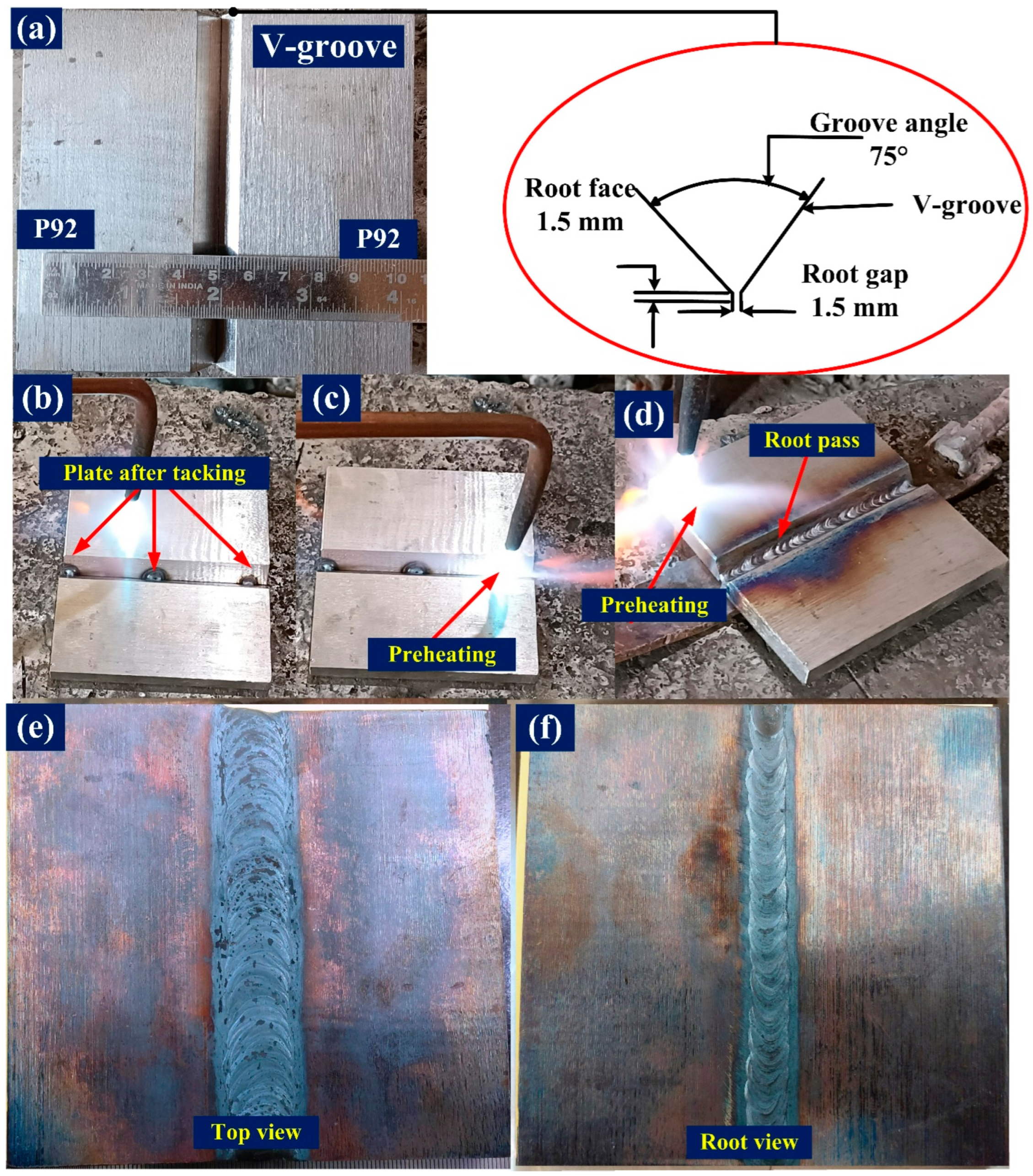
2. Materials and Methods
3. Results and Discussion
3.1. As-Received Materials
3.2. Weldment Characterization
3.3. Mechanical Properties
4. Conclusions
- A microstructural study along the weldments indicated that the as-welded joint had a significant amount of nonuniformity in terms of grain size, precipitate size and distribution. Each region along the weldments showed a specific microstructural feature. The complete dissolution of the precipitates was seen in the WFZ and CGHAZ, while a partial dissolution was observed in the FGHAZ. Coarse PAGs were seen in the CGHAZ and WFZ, while minimum PAG size was measured in the ICHAZ. The variation in microstructure resulted in nonuniformity in the mechanical properties.
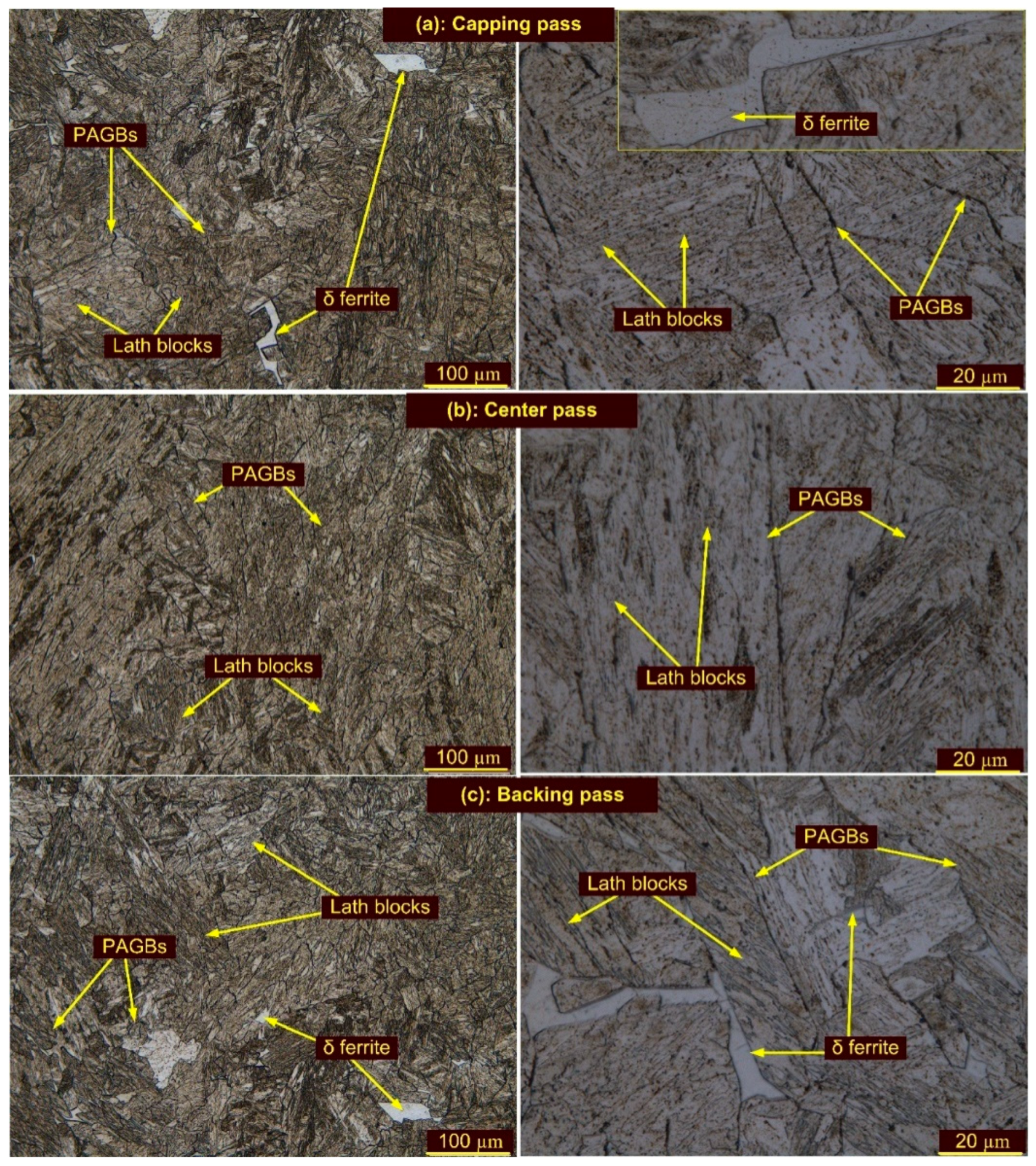
- Heterogeneity in the microstructure of the WFZ also existed due to the effects of welding passes and variations in cooling rate. The WFZ corresponding to the capping and backing passes showed the presence of soft δ ferrite patches, which offered poor hardness compared to the surrounding untempered martensitic matrix and resulted in heterogeneity in the microstructure and mechanical properties. The effect of the welding passes was also reflected in grain size.
- PWHT resulted in a major observed effect on the WFZ and CGHAZ, as in both regions dissolution of the carbide precipitates occurred during welding. The PWHT treatment reduced nonuniformity along the weldments via a tempering reaction. The precipitates dissolved during welding in the CGHAZ, FGHAZ, and WFZ. However, nonuniformity in grain size still existed along the weldments. Treatments T1 and HT1 had a minute effect observed on the grain size in the HAZs; however, T2 and HT2 showed a considerable change in grain size in a few HAZ regions.
- A hardness gradient existed along the weldments after welding and the difference between maximum hardness (CGHAZ) and minimum hardness (ICHAZ) was 208 HV. The peak hardness in the CGHAZ was attributed to precipitate dissolution, while the minimum hardness in the ICHAZ was attributed to partial tempering and precipitate coarsening. PWHT reduced the hardness gradient. The T2 and HT2 were observed to be more effective treatments to minimize the hardness gradient. The difference between maximum hardness (CGHAZ) and minimum hardness (ICHAZ) was 52 HV and 60 HV for T2 and HT2, respectively.
- The tensile test results showed that the welded joint failed from the P92 BM for each condition, which ensured that the welded joint was safe for application. The tensile strength for the as-welded joint was close to that of P92 BM, while after PWHT, the tensile strength of the joints was reduced, even though the failure was still in the P92 BM region. This was attributed to tempering of the martensite.
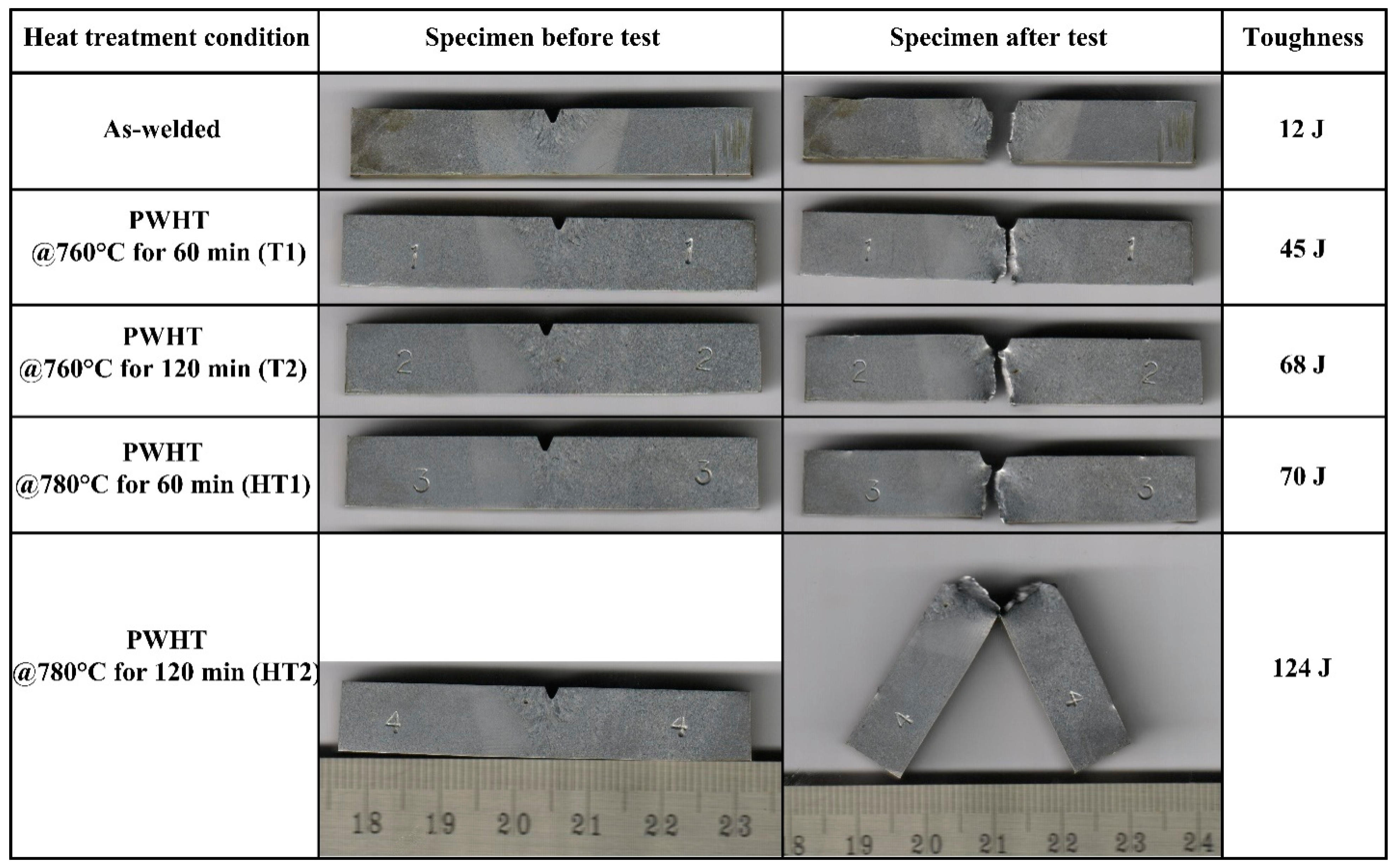
- The impact test results showed poor energy absorbing capacity of the weldments without heat treatment. The impact toughness of the WFZ was 12 J, due to the presence of a brittle martensitic phase. A significant improvement in impact toughness occurred after PWHT. However, for T1, impact toughness (45 J) still measured close to the minimum recommended value of 47 J. The best value of 124 J was measured for HT2.
- To achieve the optimal microstructural and mechanical properties, the recommended PWHT temperature and time were 760 °C and 120 min, respectively, for a multi-pass GTAW joint of P92 steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cao, J.; Gong, Y.; Zhu, K.; Yang, Z.; Luo, X.; Gu, F. Microstructure and mechanical properties of dissimilar materials joints between T92 martensitic and S304H austenitic steels. Mater. Des. 2011, 32, 2763–2770. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application. J. Manuf. Processes 2020, 58, 377–406. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Fydrych, D.; Łabanowski, J. Effect of underwater wet welding conditions on the diffusible hydrogen content in deposited metal. Metall. Ital. 2015, 107, 47–52. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Vidyrathy, R.S.; Srivastava, A. Microstructure-based assessment of creep rupture behaviour of cast-forged P91 steel. Mater. Sci. Eng. A 2017, 695, 291–301. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M. Effect of long-term ageing on the microstructure and mechanical properties of creep strength enhanced ferritic P91 steel. Trans. Indian Inst. Met. 2016, 69, 1657–1673. [Google Scholar] [CrossRef]
- Tomków, J.; Rogalski, G.; Fydrych, D.; Labanowski, J. Advantages of the application of the temper bead welding technique during wet welding. Materials 2019, 16, 915. [Google Scholar] [CrossRef] [Green Version]
- Fydrych, D.; Swierczynska, A.; Tomków, J. Diffusible hydrogen control in flux cored arc welding process. Key Eng. Mater. 2014, 597, 171–178. [Google Scholar] [CrossRef]
- Hald, J. Metallurgy and creep properties of new 9–12% Cr steels. Steel Res. 1996, 67, 369–374. [Google Scholar] [CrossRef]
- Hald, J. Microstructure and long-term creep properties of 9–12% Cr steels. In Proceedings of the ECCC Creep Conference Creep Fracture in High Temperature Components—Design and Life Assessment Issues, London, UK, 12–14 September 2005; pp. 20–30. [Google Scholar]
- Moshtaghi, M.; Safyari, M. Temperature mitigates the hydrogen embrittlement sensitivity of martensitic steels in slow strain rates. Vacuum 2022, 202, 111187. [Google Scholar] [CrossRef]
- Zieliński, A.; Sroka, M.; Miczka, M.; Sliwa, A. Forecasting the Particle Diameter Size Distribution in P92 (X10CrWMoVNb9-2) Steel After Long-Term Ageing at 600 and 650 °C. Arch. Met. Mater. 2016, 61, 753–760. [Google Scholar] [CrossRef]
- Akram, J.; Kalvala, P.R.; Misra, M.; Charit, I. Creep behavior of dissimilar metal weld joints between P91 and AISI 304. Mater. Sci. Eng. A 2017, 688, 396–406. [Google Scholar] [CrossRef] [Green Version]
- Yan, W.; Wang, W.; Shan, Y.-Y.; Yang, K. Microstructural stability of 9–12%Cr ferrite/martensite heat-resistant steels. Front. Mater. Sci. 2013, 7, 1–27. [Google Scholar] [CrossRef]
- Zieliński, A.; Golański, G.; Sroka, M. Assessment of microstructure stability and mechanical properties of X10CrWMoVNb9-2 (P92) steel after long-term thermal ageing for high-temperature applications. Kov. Mater. 2016, 54, 61–70. [Google Scholar] [CrossRef] [Green Version]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Some studies on P91 steel and their weldments. J. Alloys Compd. 2018, 743, 332–364. [Google Scholar] [CrossRef]
- Dak, G.; Sirohi, S.; Pandey, C. Study on microstructure and mechanical behavior relationship for laser-welded dissimilar joint of P92 martensitic and 304L austenitic steel. Int. J. Press. Vessel. Pip. 2022, 196, 104629. [Google Scholar] [CrossRef]
- Li, S.; Hu, L.; Dai, P.; Bi, T.; Deng, D. Influence of the groove shape on welding residual stresses in P92/SUS304 dissimilar metal butt-welded joints. J. Manuf. Processes 2021, 66, 376–386. [Google Scholar] [CrossRef]
- Saini, N.; Raghav, R.; Bist, V.; Mulik, R.S.; Mahapatra, M.M. Microstructural features and mechanical properties of similar and dissimilar ferritic welded joints for ultra-supercritical power plants. Int. J. Press. Vessel. Pip. 2021, 194, 104556. [Google Scholar] [CrossRef]
- Saini, N.; Pandey, C.; Mahapatra, M.M. Effect of diffusible hydrogen content on embrittlement of P92 steel. Int. J. Hydrogen Energy 2017, 42, 17328. [Google Scholar] [CrossRef]
- Shin, K.-Y.; Lee, J.-W.; Han, J.-M.; Lee, K.-W.; Kong, B.-O.; Hong, H.-U. Transition of creep damage region in dissimilar welds between Inconel 740H Ni-based superalloy and P92 ferritic/martensitic steel. Mater. Charact. 2018, 139, 144–152. [Google Scholar] [CrossRef]
- Rhode, M.; Richter, T.; Mente, T.; Mayr, P.; Nitsche, A. Thickness and microstructure effect on hydrogen diffusion in creep-resistant 9% Cr P92 steel and P91 weld metal. Weld. World 2021, 66, 325–340. [Google Scholar] [CrossRef]
- Junek, M.; Svobodova, M.; Horvath, J.; Mara, V. The Effect of Long-Term Ageing on Microstructural Properties and Laves Phase Precipitation of Welded P91 and P92 Steels. Steel Res. Int. 2021, 93, 2100311. [Google Scholar] [CrossRef]
- Elaziz, M.A.; Shehabeldeen, T.A.; Elsheikh, A.H.; Zhou, J.; Ewees, A.A.; Al-Qaness, M.A. Utilization of Random Vector Functional Link integrated with Marine Predators Algorithm for tensile behavior prediction of dissimilar friction stir welded aluminum alloy joints. J. Mater. Res. Technol. 2020, 9, 11370–11381. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; Elaziz, M.A.; Elsheikh, A.H.; Zhou, J. Modeling of friction stir welding process using adaptive neuro-fuzzy inference system integrated with harris hawks optimizer. J. Mater. Res. Technol. 2019, 8, 5882–5892. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; Elaziz, M.A.; Elsheikh, A.H.; Hassan, O.F.; Yin, Y.; Ji, X.; Shen, X.; Zhou, J. A Novel Method for Predicting Tensile Strength of Friction Stir Welded AA6061 Aluminium Alloy Joints Based on Hybrid Random Vector Functional Link and Henry Gas Solubility Optimization. IEEE Access 2020, 8, 79896–79907. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.; Kumar, P.; Kumar, S.; Sirohi, S. Effect of post weld heat treatments on microstructure evolution and type IV cracking behavior of the P91 steel welds joint. J. Mater. Processing Technol. 2018, 266, 140–154. [Google Scholar] [CrossRef]
- Mohyla, P.; Kubon, Z.; Cep, R.; Samardzic, I. Evaluation of Creep Properties of Steel P92 and Its Welded Joint. Metalurgija 2014, 53, 175–178. [Google Scholar]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Dissimilar joining of CSEF steels using autogenous tungsten-inert gas welding and gas tungsten arc welding and their effect on δ-ferrite evolution and mechanical properties. J. Manuf. Processes 2018, 31, 247–259. [Google Scholar] [CrossRef]
- Sam, S.; Das, C.R.; Ramasubbu, V.; Albert, S.; Bhaduri, A.; Jayakumar, T.; Kumar, E.R. Delta ferrite in the weld metal of reduced activation ferritic martensitic steel. J. Nucl. Mater. 2014, 455, 343–348. [Google Scholar] [CrossRef]
- Saini, N.; Mulik, R.S.; Mahapatra, M.M.; Kannan, R.; Sharma, N.K.; Li, L. Dissolution of δ-ferrite and its effect on mechanical properties of P92 steel welds. Mater. Sci. Eng. A 2020, 796, 139370. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. Experimental investigation on microstructure, mechanical properties, and residual stresses of dissimilar welded joint of martensitic P92 and AISI 304L austenitic stainless steel. Int. J. Press. Vessel. Pip. 2021, 194, 104536. [Google Scholar] [CrossRef]
- Saini, N.; Mulik, R.S.; Mahapatra, M.M. Influence of filler metals and PWHT regime on the microstructure and mechanical property relationships of CSEF steels dissimilar welded joints. Int. J. Press. Vessel. Pip. 2019, 170, 71–77. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Prabhu, R.; Albert, S.K.; Kamaraj, M.; Sundaresan, S. Microstructure and Mechanical Properties of 9Cr-1Mo Steel Weld Fusion Zones as a Function of Weld Metal Composition. J. Mater. Eng. Perform. 2009, 18, 999–1004. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N.; Thakre, J.G.; Vidyarthy, R.; Narang, H. A brief study on δ-ferrite evolution in dissimilar P91 and P92 steel weld joint and their effect on mechanical properties. Arch. Civ. Mech. Eng. 2018, 18, 713–722. [Google Scholar] [CrossRef]
- Chalk, K. Weld Consumables and PWHT for P92 Power Plant Steel. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2013. [Google Scholar]
- Pandey, C.; Mahapatra, M.; Kumar, P.; Saini, N.; Srivastava, A. Microstructure and mechanical property relationship for different heat treatment and hydrogen level in multi-pass welded P91 steel joint. J. Manuf. Processes 2017, 28, 220–234. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Diffusible Hydrogen Level in Deposited Metal and Their Effect on Tensile Properties and Flexural Strength of P91 Steel. J. Eng. Mater. Technol. 2017, 139, 031004. [Google Scholar] [CrossRef]
- Saini, N.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. Characterization of P92 Steel Weldments in As-Welded and PWHT Conditions. Weld. J. 2018, 97, 207–213. [Google Scholar] [CrossRef]
- Skouras, A.; Flewitt, P.; Peel, M.; Pavier, M. Residual stress measurements in a P92 steel-In625 superalloy metal weldment in the as-welded and after post weld heat treated conditions. Int. J. Press. Vessel. Pip. 2014, 123–124, 10–18. [Google Scholar] [CrossRef]
- Deng, D.; Zhang, Y.; Li, S.; Tong, Y. influence of solid-state phase transformation on residual stress in P92 steelwelded joint. Jinshu Xuebao Acta Metall. Sin. 2016, 52, 394–402. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Fydrych, D.; Rogalski, G. Diffusible hydrogen management in underwater wet self-shielded flux cored arc welding. Int. J. Hydrogen Energy 2017, 42, 24532–24540. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Effect of Weld Consumable Conditioning on the Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 Steels. Metall. Mater. Trans. B 2018, 49, 2881–2895. [Google Scholar] [CrossRef]
- Kumar, A.; Pandey, C. Autogenous laser-welded dissimilar joint of ferritic/martensitic P92 steel and Inconel 617 alloy: Mechanism, microstructure, and mechanical properties. Arch. Civ. Mech. Eng. 2022, 22, 39. [Google Scholar] [CrossRef]
- Santella, M. Influence of Chemical Compositions on Lower Ferrite-Austenite Transformation Temperatures in 9Cr Steels. J. Press. Vessel. Technol. 2017, 134, 021404. [Google Scholar] [CrossRef]
- Pandey, C. Mechanical and Metallurgical Characterization of Dissimilar P92/SS304 L Welded Joints Under Varying Heat Treatment Regimes. Metall. Mater. Trans. A 2020, 51, 2126–2142. [Google Scholar] [CrossRef]
- Seo, W.-G.; Suh, J.-Y.; Shim, J.-H.; Lee, H.; Yoo, K.; Choi, S.-H. Effect of post-weld heat treatment on the microstructure and hardness of P92 steel in IN740H/P92 dissimilar weld joints. Mater. Charact. 2020, 160, 110083. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, X.; Song, X.; Ma, C.; Qi, Y.; Chen, X. WITHDRAWN: Microstructure and properties of welded joint for T92 ferritic heat resistant steel. J. Alloys Compd. 2017, 140523. [Google Scholar] [CrossRef]
- Xu, L.; Wang, Y.; Jing, H.; Zhao, L.; Han, Y. Deformation Mechanism and Microstructure Evolution of T92/S30432 Dissimilar Welded Joint During Creep. J. Mater. Eng. Perform. 2016, 25, 3960–3971. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Thakre, J.G.; Saini, N. Role of evolving microstructure on the mechanical behaviour of P92 steel welded joint in as-welded and post weld heat treated state. J. Mater. Processing Technol. 2019, 263, 241–255. [Google Scholar] [CrossRef]
- Zhang, Z.; Holloway, G.; Marshall, A. Properties of T/P92 Steel Weld Metals for Ultra Super Crtitical (Usc) Power Plant. Weld. World 2008, 6, 20–39. [Google Scholar]
- Ren, S.; Li, S.; Wang, Y.; Deng, D.; Ma, N. Predicting Welding Residual Stress of a Multi-pass P92 Steel Butt-Welded Joint with Consideration of Phase Transformation and Tempering Effect. J. Mater. Eng. Perform. 2019, 28, 7452–7463. [Google Scholar] [CrossRef]
- Jiang, Y.J.; Jing, H.Y.; Xu, L.Y.; Zhao, L. Numerical Simulation on Residual Stress Generation in the Crack Tip of ASME P92 Steel. Adv. Mater. Res. 2011, 421, 522–525. [Google Scholar] [CrossRef]
- Brickstad, B.; Josefson, B. A parametric study of residual stresses in multi-pass butt-welded stainless steel pipes. Int. J. Press. Vessel. Pip. 1998, 75, 11–25. [Google Scholar] [CrossRef]
- Fujiyama, S.; Shigeta, M.; Tanaka, M. Comparison between methods measuring arc efficiency of gas tungsten arc welding. Sci. Technol. Weld. Join. 2021, 26, 371–376. [Google Scholar] [CrossRef]
- ASTM E23-02a—Notched Bar Impact Testing of Metallic Materials.pdf; ASTM Int.: West Conshohocken, PA, USA, 2002.
- Fan, Z.J.; Shen, Y.Z.; Xu, Z.Q.; Zhu, P.C.; Liu, H.; Ma, Y.F.; Guan, W.Q. Evolution of Precipitate Phases in Ferritic and Martensitic Steel P92 During Normalizing and Tempering. JOM 2022, 92. [Google Scholar] [CrossRef]
- Hurtado-Noreña, C.; Danón, C.A.; Luppo, M.I.; Bruzzoni, P. Evolution of minor phases in a 9PctCr steel: Effect of tempering temperature and relation with hydrogen trapping. Metall. Mater. Trans. A 2015, 46, 3972–3988. [Google Scholar] [CrossRef]
- Kumar, S.; Pandey, C.; Goyal, A. Microstructure and mechanical behavior of P91 steel dissimilar welded joints made with IN718 filler. Int. J. Press. Vessel. Pip. 2021, 190, 104290. [Google Scholar] [CrossRef]
- Mayr, P.; Cerjak, H. The impact of welding on the creep properties of advanced 9–12% Cr steels. Trans. Indian Inst. Met. 2010, 63, 131–136. [Google Scholar] [CrossRef]
- Baek, J.W.; Nam, S.W.; Kong, B.O.; Ryu, S.H. The Effect of Delta-Ferrite in P92 Steel on the Formation of Laves Phase and Cavities for the Reduction of Low Cycle Fatigue and Creep-Fatigue Life. Key Eng. Mater. 2005, 297–300, 463–470. [Google Scholar] [CrossRef]
- Oñoro, J. Martensite microstructure of 9–12%Cr steels weld metals. J. Mater. Processing Technol. 2006, 180, 137–142. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Comparative study of autogenous tungsten inert gas welding and tungsten arc welding with filler wire for dissimilar P91 and P92 steel weld joint. Mater. Sci. Eng. A 2018, 712, 720–737. [Google Scholar] [CrossRef]
- Panait, C.; Bendick, W.; Fuchsmann, A.; Gourgues-Lorenzon, A.-F.; Besson, J. Study of the microstructure of the Grade 91 steel after more than 100,000 h of creep exposure at 600 °C. Int. J. Press. Vessel. Pip. 2010, 87, 326–335. [Google Scholar] [CrossRef] [Green Version]
- Sekban, D.M.; Aktarer, S.M.; Purcek, G. Friction Stir Welding of Low-Carbon Shipbuilding Steel Plates: Microstructure, Mechanical Properties, and Corrosion Behavior. Metall. Mater. Trans. A 2019, 50, 4127–4140. [Google Scholar] [CrossRef]
- Saini, N.; Mahapatra, M.M.; Mulik, R.S. Microstructural Evolution and Mechanical Properties of CSEF/M P92 Steel Weldments Welded Using Different Filler Compositions. Met. Mater. Trans. A 2018, 49, 4669–4683. [Google Scholar] [CrossRef]
- Sakthivel, T.; Laha, K.; Parameswaran, P.; Selvi, S.P.; Chandravathi, K.S.; Mathew, M.D. Effect of Thermal Aging on Microstructure and Mechanical Properties of P92 Steel. Trans. Indian Inst. Met. 2014, 68, 411–421. [Google Scholar] [CrossRef]
- Ennis, P.; Zielinska-Lipiec, A.; Wachter, O.; Czyrska-Filemonowicz, A. Microstructural stability and creep rupture strength of the martensitic steel P92 for advanced power plant. Acta Mater. 1997, 45, 4901–4907. [Google Scholar] [CrossRef]
- Silwal, B.; Li, L.; Deceuster, A.; Griffiths, B. Effect of postweld heat treatment on the toughness of heat-affected zone for Grade 91 steel. Weld. J. 2021, 92, 80s–87s. [Google Scholar]
- Pandey, C.; Mahapatra, M.M. Effect of Heat Treatment on Microstructure and Hot Impact Toughness of Various Zones of P91 Welded Pipes. J. Mater. Eng. Perform. 2016, 25, 2195–2210. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.; Parameswaran, P.; Rao, K.B.S.; Mannan, S. Characterization of Microstructures across the Heat-Affected Zone of the Modified 9Cr-1Mo Weld Joint to Understand Its Role in Promoting Type IV Cracking. Met. Mater. Trans. A 2007, 38, 58–68. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M. Effect of Groove Design and Post-Weld Heat Treatment on Microstructure and Mechanical Properties of P91 Steel Weld. J. Mater. Eng. Perform. 2016, 25, 2761–2775. [Google Scholar] [CrossRef]
- Standard, S. Welding Consumables—Covered Electrodes for Manual Metal Arc Welding of Creep-Resisting Steels—Classification (ISO 3580:2004); Polski Komitet Normalizacyjny: Warsaw, Poland, 2008. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | P92 Steel | Filler Metal | Weld Metal |
|---|---|---|---|
| C | 0.092 | 0.11 | 0.10 |
| Si | 0.21 | 0.24 | 0.22 |
| Mn | 0.42 | 0.51 | 0.45 |
| Cr | 8.52 | 8.80 | 8.68 |
| Mo | 0.45 | 0.50 | 0.52 |
| W | 1.94 | 1.60 | 1.72 |
| Welding Pass | Welding Current (A) | Arc Voltage (V) | Travel Speed (mm/min) | Heat Input (kJ/mm) |
|---|---|---|---|---|
| First pass (root pass) | 130 | 15.4 | 85 | 0.848 |
| Second pass (filling pass) | 120 | 14.8 | 80 | 0.799 |
| Third pass (capping pass) | 120 | 14.8 | 80 | 0.799 |
| Fourth pass (backing pass) | 120 | 14.8 | 90 | 0.710 |
| Weld Plates | Temperature | Time | Specimen |
|---|---|---|---|
| As-welded | - | - | AW |
| 760 °C | 90 min | T1 | |
| 760 °C | 120 min | T2 | |
| PWHT | 780 °C | 90 min | HT1 |
| 780 °C | 120 min | HT2 |
| Properties | Units | P92 Steel | As-Welded | T1 | T2 | HT1 | HT2 |
|---|---|---|---|---|---|---|---|
| Tensile strength | MPa | 758 | 751 | 683 | 701 | 711 | 690 |
| Elongation | % | 33 | 13 | 16 | 16 | 17 | 17 |
| Fracture location | - | - | P92 BM | P92 BM | P92 BM | P92 BM | P92 BM |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sirohi, S.; Kumar, A.; Soni, S.; Dak, G.; Kumar, S.; Świerczyńska, A.; Rogalski, G.; Fydrych, D.; Pandey, C. Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel. Materials 2022, 15, 4045. https://doi.org/10.3390/ma15124045
Sirohi S, Kumar A, Soni S, Dak G, Kumar S, Świerczyńska A, Rogalski G, Fydrych D, Pandey C. Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel. Materials. 2022; 15(12):4045. https://doi.org/10.3390/ma15124045
Chicago/Turabian StyleSirohi, Sachin, Amit Kumar, Shiva Soni, Gaurav Dak, Sanjeev Kumar, Aleksandra Świerczyńska, Grzegorz Rogalski, Dariusz Fydrych, and Chandan Pandey. 2022. "Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel" Materials 15, no. 12: 4045. https://doi.org/10.3390/ma15124045