
Manufacturing of Sustainable Untreated Coal Ash Masonry Units for Structural Applications

 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
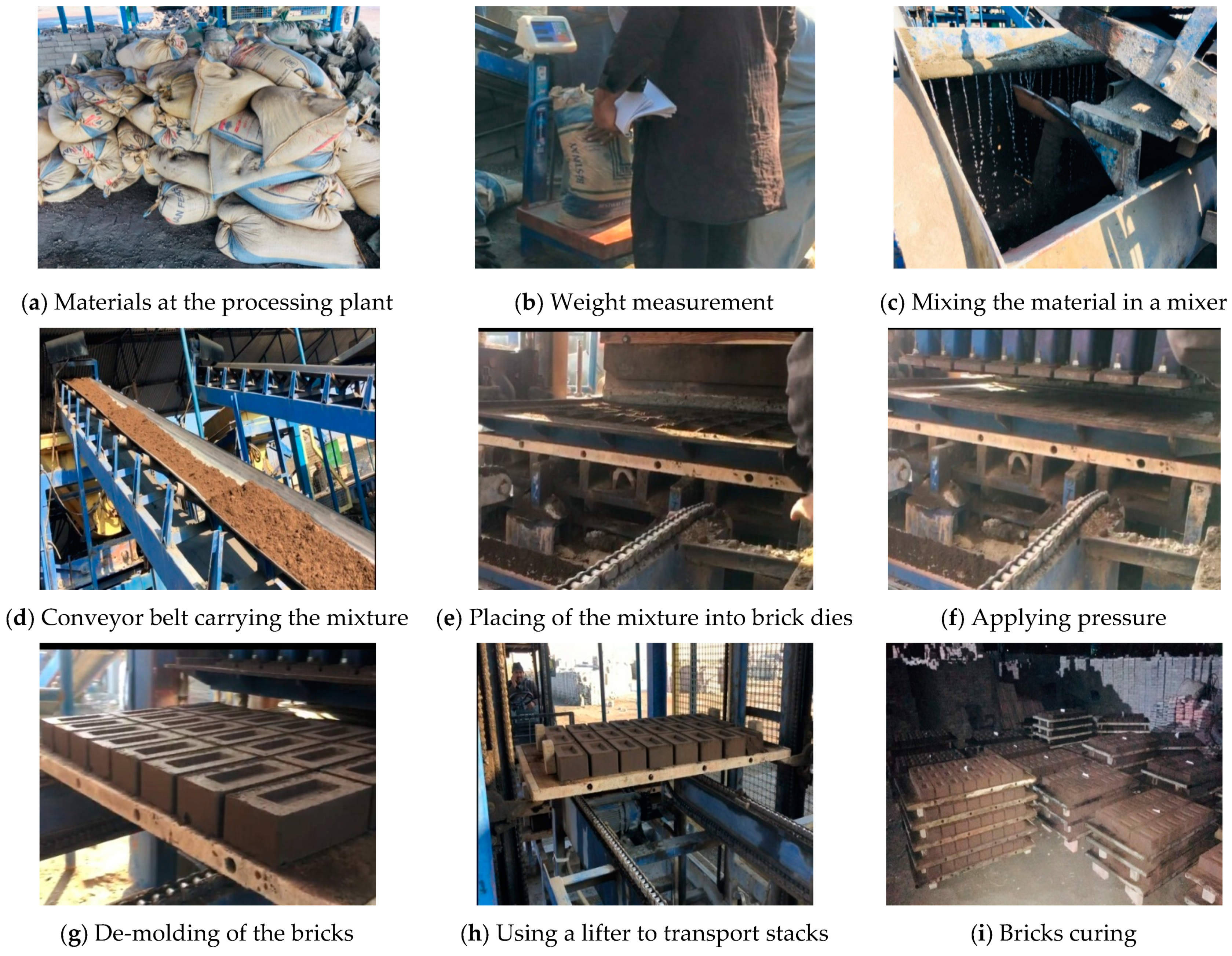
2.2. Methodology
2.3. Casting of Brick Specimen
3. Results and Discussion
3.1. Material Characterization
3.2. Mechanical and Durability Properties of Bricks
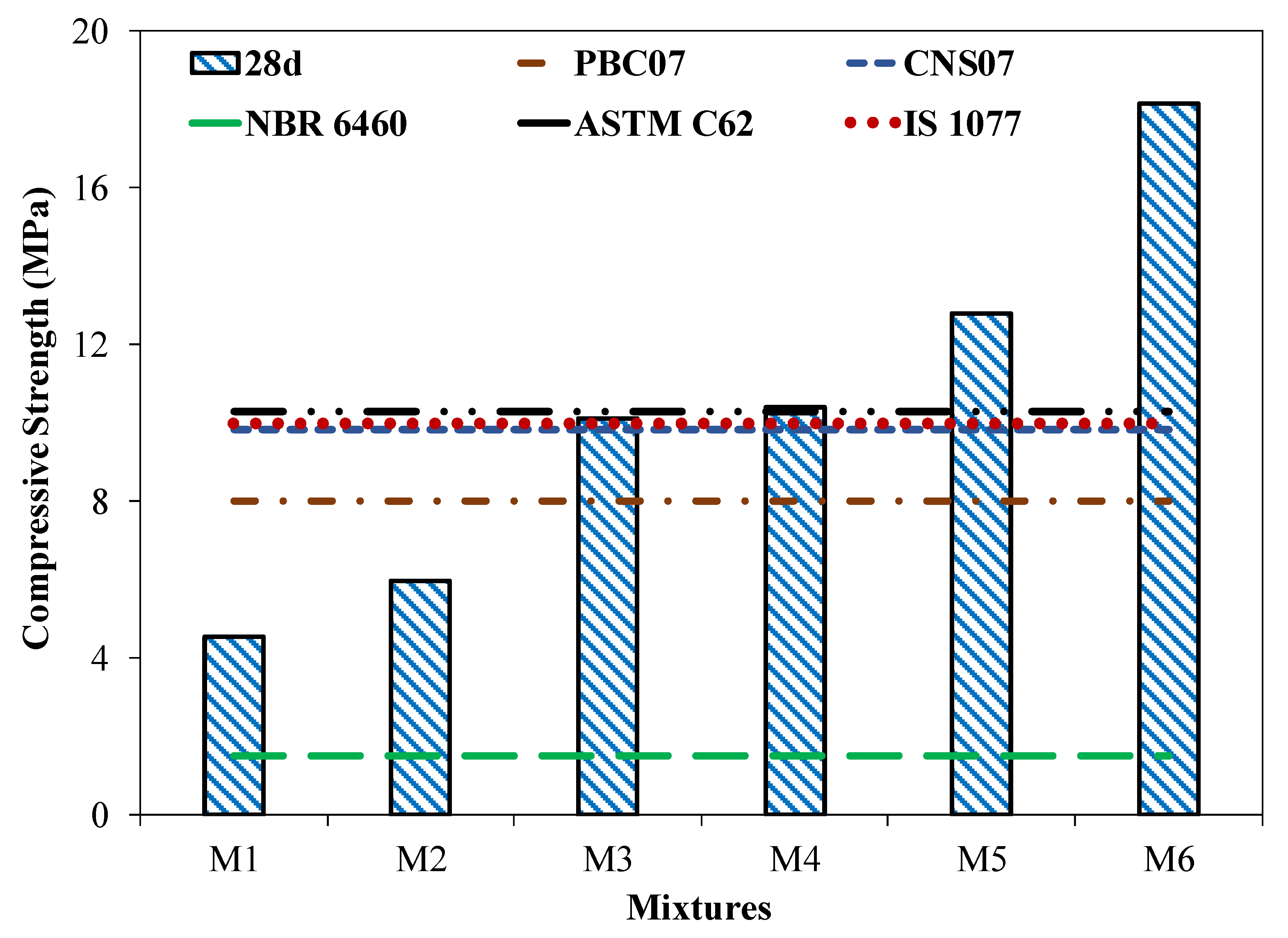
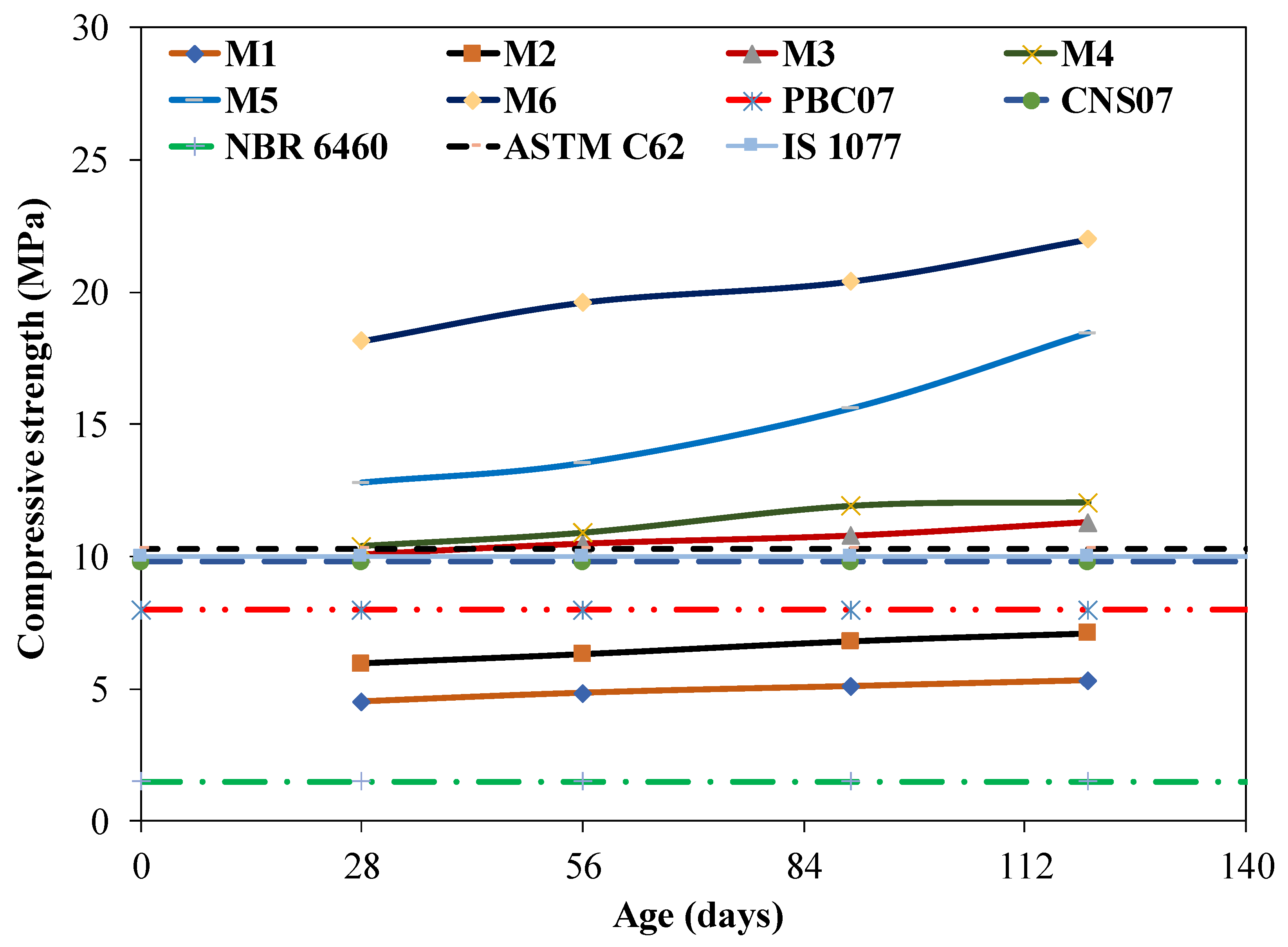
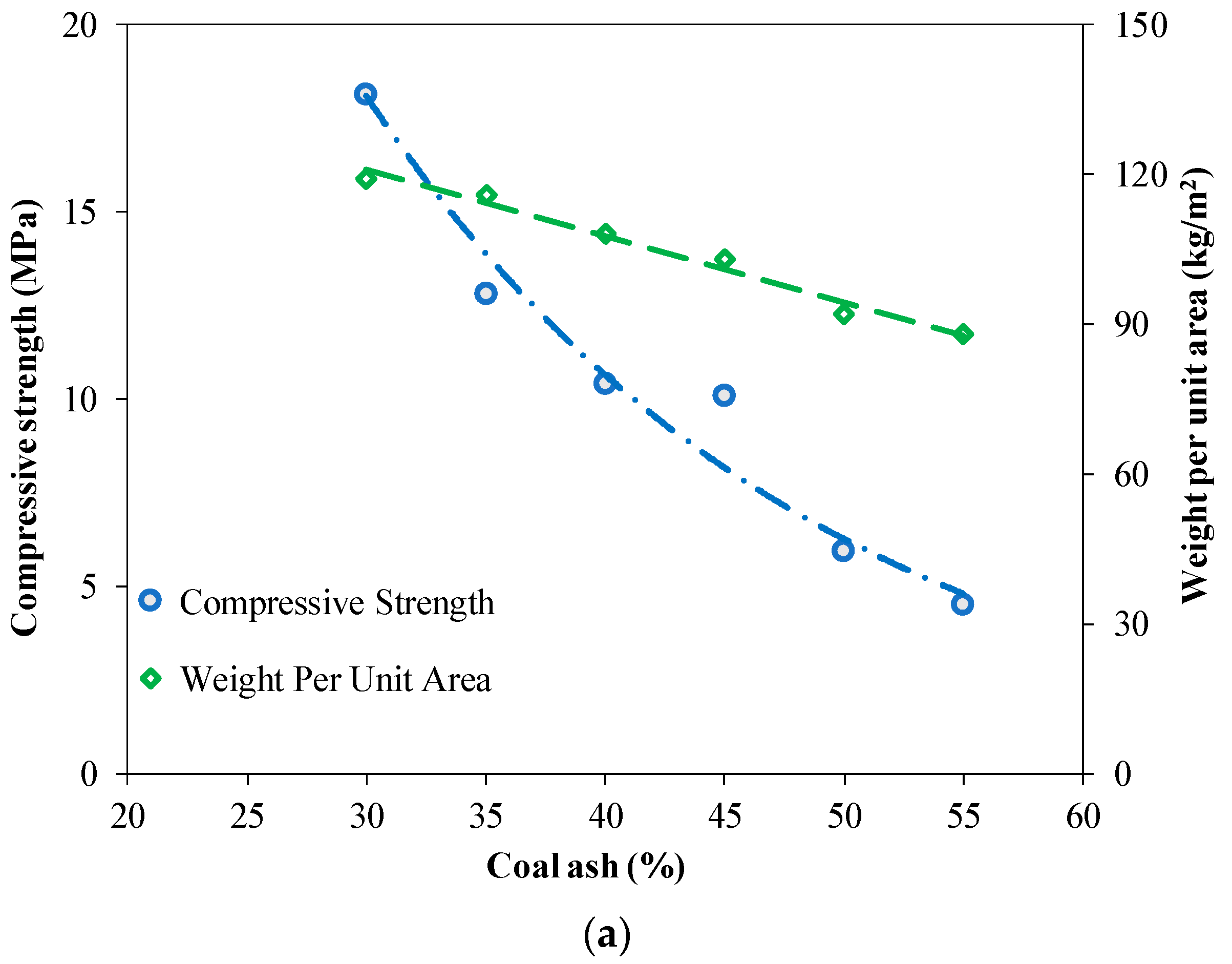
3.2.1. Compressive Strength
3.2.2. Effect of Curing Age on Compressive Strength
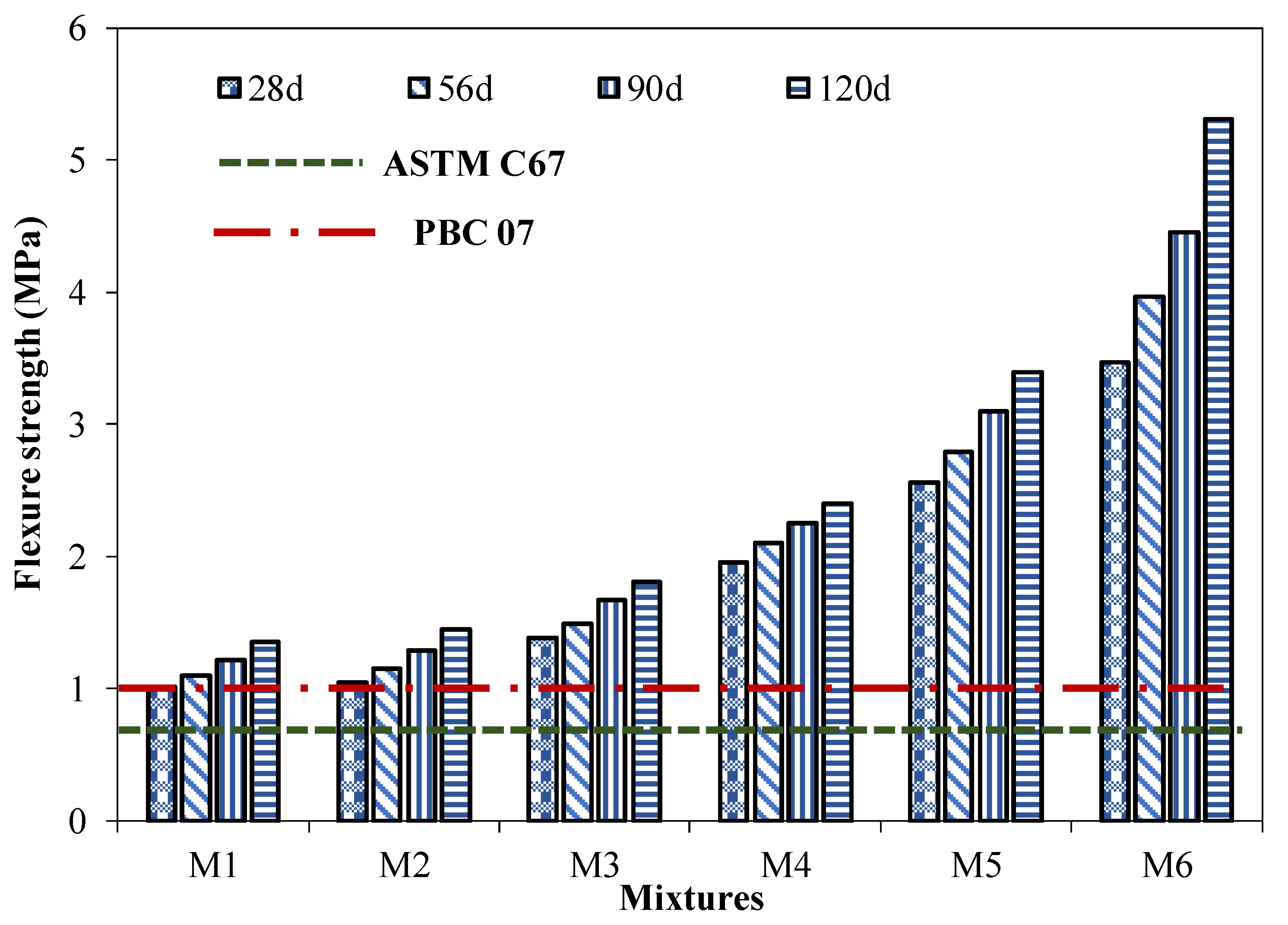
3.2.3. Modulus of Rupture
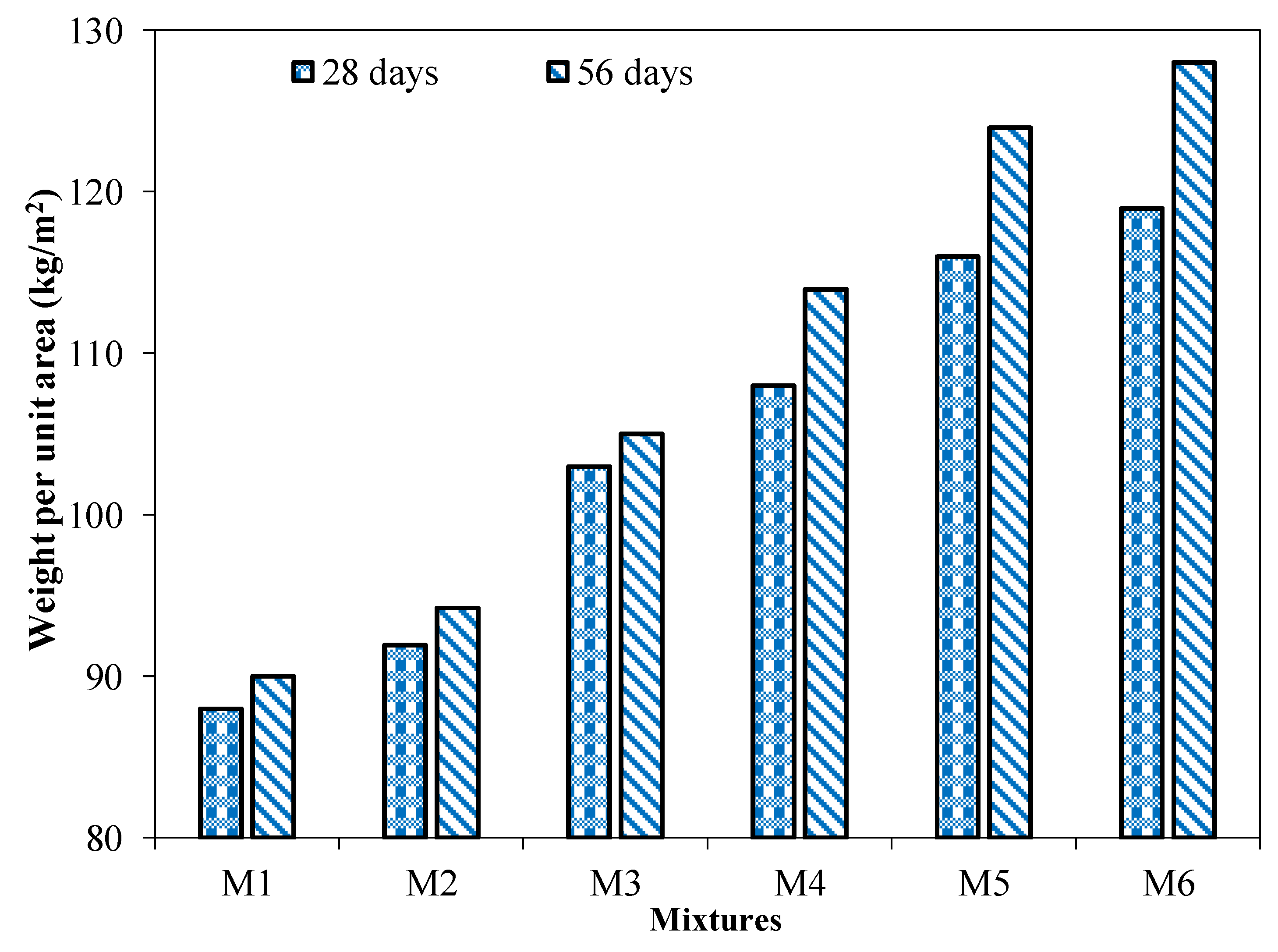
3.2.4. Weight per Unit Area
3.2.5. Water Absorption
3.2.6. Initial Rate of Absorption
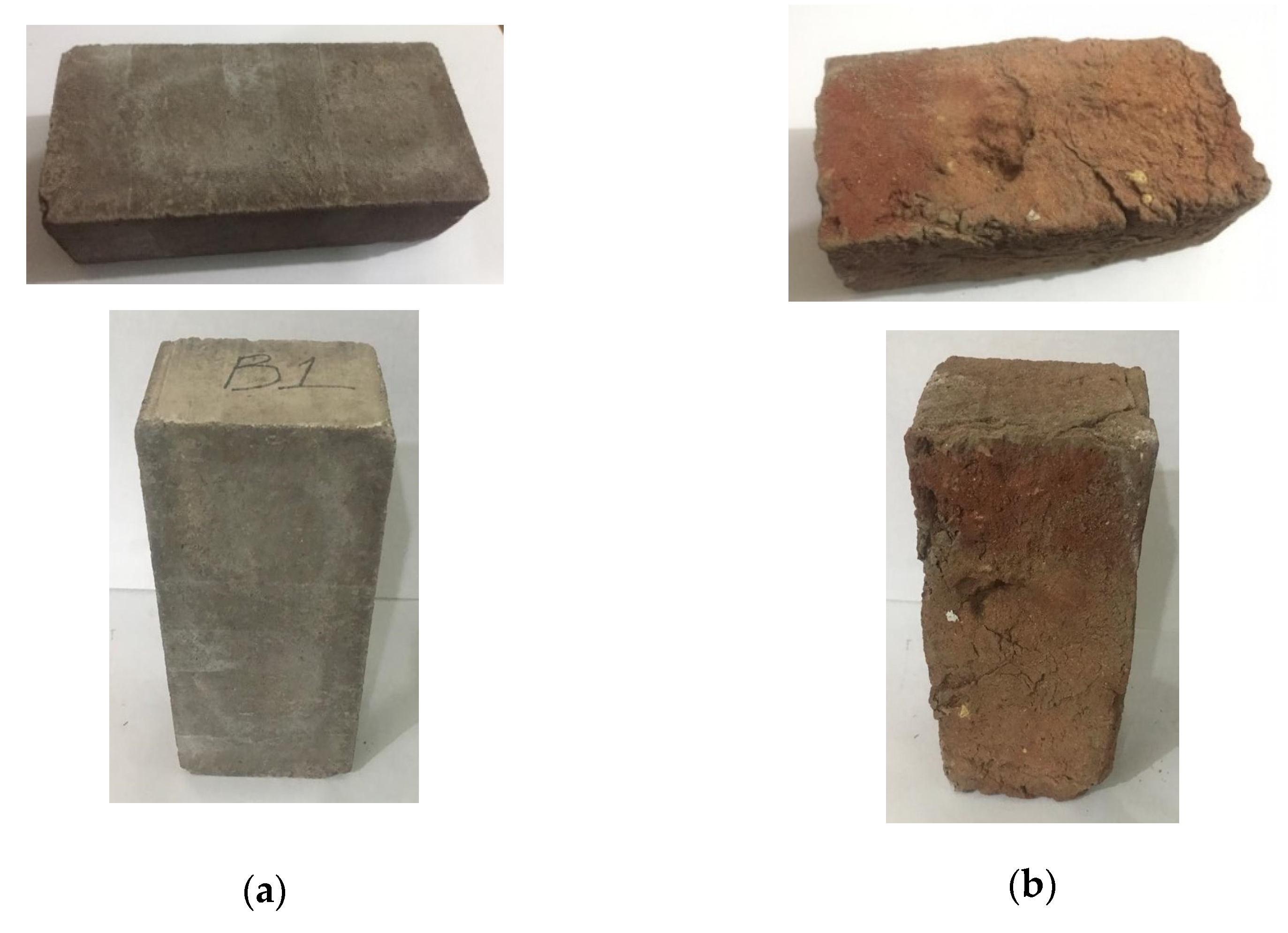
3.2.7. Efflorescence and Appearance
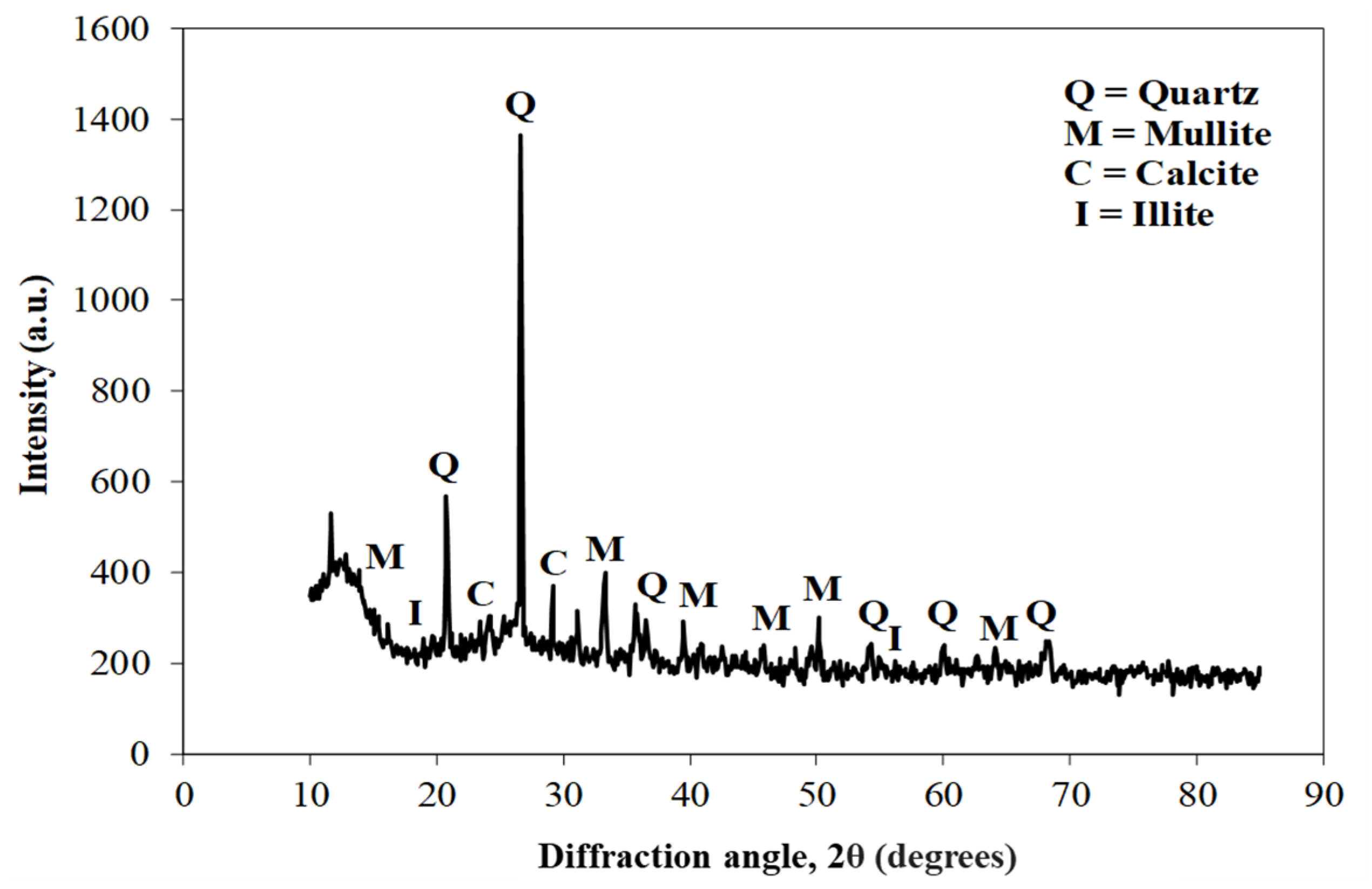
3.2.8. XRD Analysis
3.2.9. Relationship between Mechanical Properties and the Durability of Bricks
3.2.10. Cost Analysis
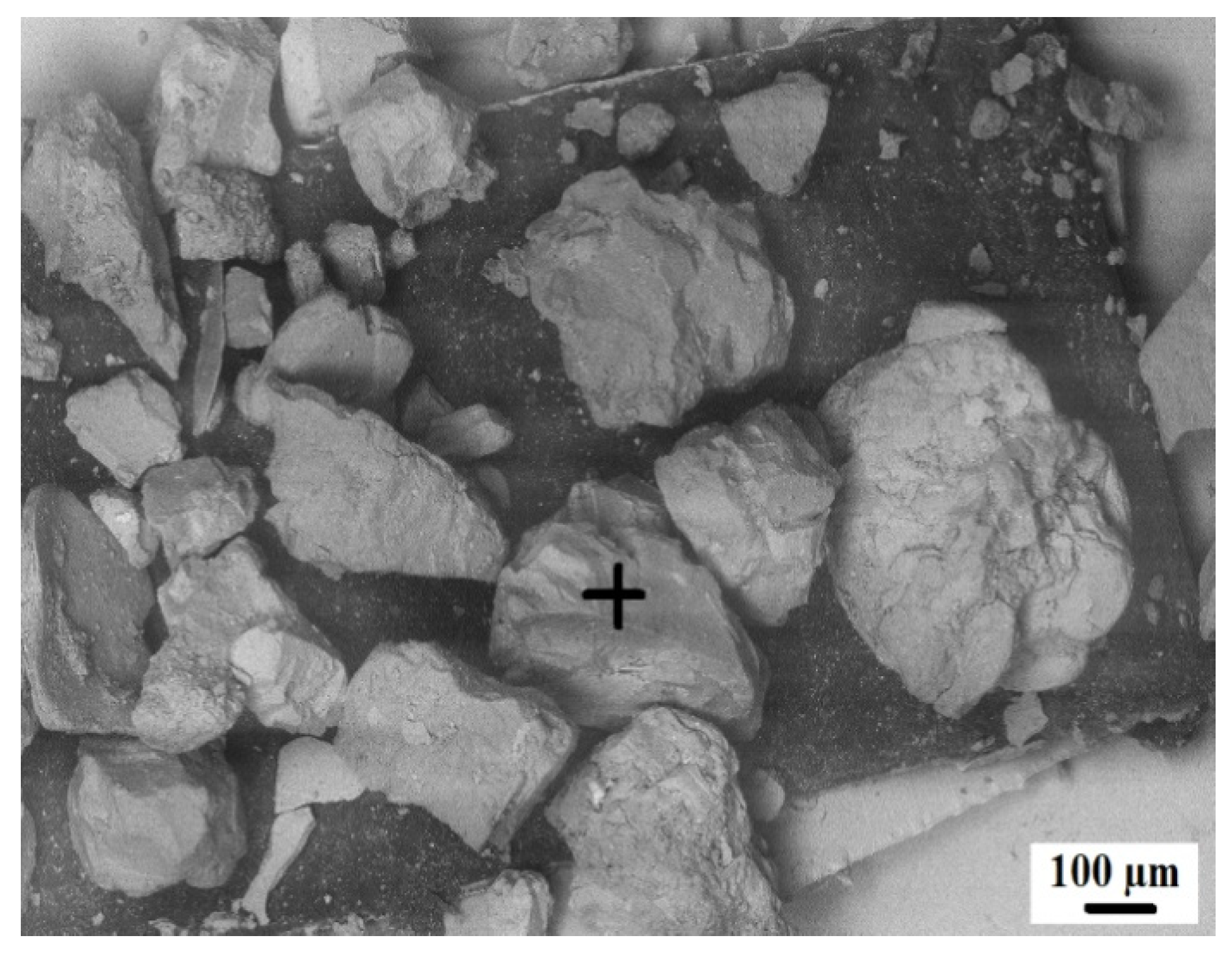
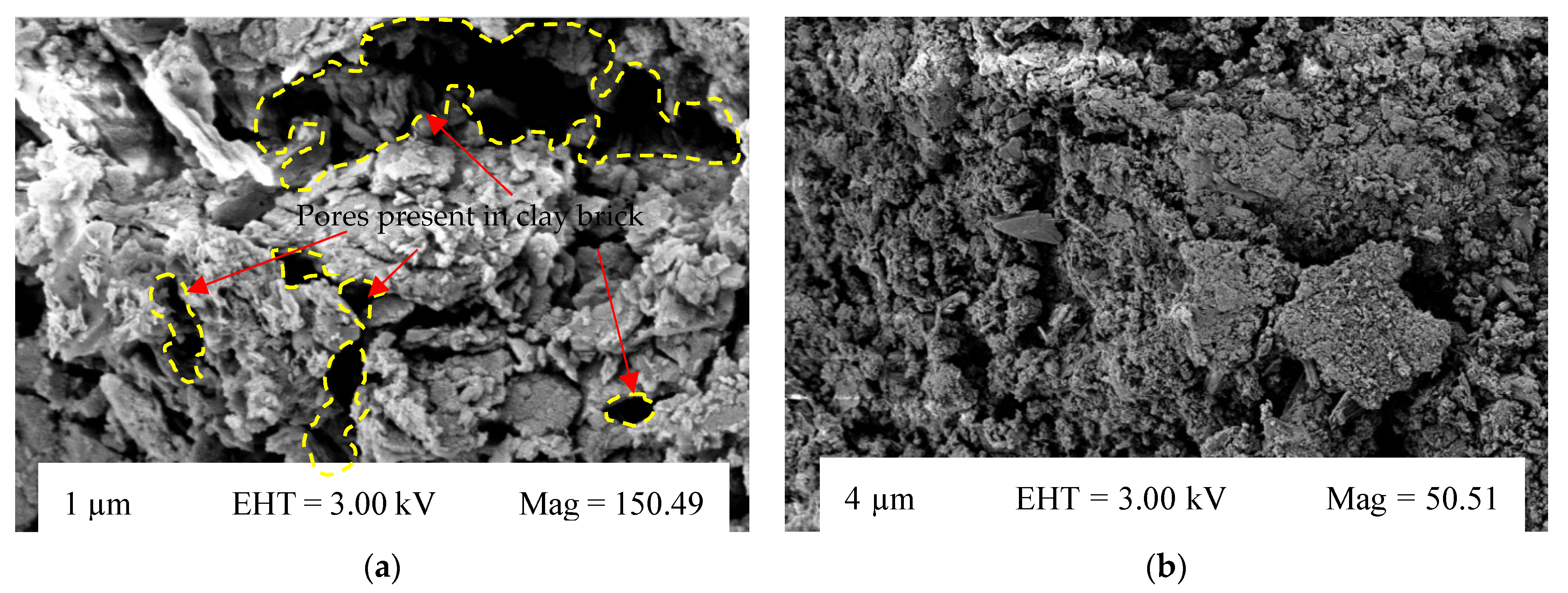
3.2.11. Microstructural Analysis
4. Conclusions
- Coal ash and cement can be used in the production of sustainable coal ash bricks. The results revealed that coal ash up to 45% in combination with cement can be used for the production of coal ash bricks, to be used in the construction industry. The compressive and flexural strengths of coal ash brick decreased with the increased proportions of coal ash. However, coal ash bricks incorporating 45% coal ash in combination with 15% cement showed a compressive strength of 10 MPa, satisfying the minimum specified compressive strength required by the Building Code of Pakistan for masonry construction. At the same time, all the brick specimens incorporating coal ash satisfied the criteria of the minimum modulus of rupture, in accordance with ASTM C67 (i.e., >0.65 MPa).
- It was evident from the results that the overall water absorption and the initial rate of absorption increased with the increased quantities of coal ash used in coal ash brick production. Bricks incorporating 30 to 55% of coal ash showed a water absorption of 10.3 to 26%; therefore, coal ash bricks can be used in moderate weathering conditions. All the coal ash brick specimens exhibited a higher initial rate of absorption. The tested brick specimens showed an initial rate of absorption greater than 0.1 g/min/cm2; hence, coal ash bricks should be submerged in water before their utilization in construction. The increased percentage of coal ash may lead to lighter-weight bricks, reducing the overall structure’s weight. Furthermore, it was evident from the results that the efflorescence resistance was significantly enhanced with the incorporation of coal ash.
- It can be concluded from the results of the current study that up to 45% of coal ash in the presence of cement can be used for the production of coal ash bricks, and can be used in the industrial-scale production of bricks for sustainable and economical construction. Furthermore, the feasibility of replacing the coal ash with other ingredients for coal ash bricks, such as quarry dust and sand, provides an interesting outcome that warrants future detailed study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Climate and Clean Air Coalition (CCAC). 2018. Available online: https://www.ccacoalition.org/en/news/pakistan-moves-toward-environmentally-friendly-and-cost-effective-brick-kilns (accessed on 14 January 2021).
- Javed, U.; Khushnood, R.A.; Memon, S.A.; Jalal, F.E.; Zafar, M.S. Sustainable incorporation of lime-bentonite clay composite for production of ecofriendly bricks. J. Clean. Prod. 2020, 263, 121469. [Google Scholar] [CrossRef]
- Bohara, N.B.; Bhat, L.B.; Ghale, D.B.; Duwal, N.; Bhattarai, J. Investigation of the firing temperature effects on clay brick sample; Part-I: Mineralogical phase characterization. Bibechana 2018, 16, 122–130. [Google Scholar] [CrossRef]
- Joglekar, S.N.; Kharkar, R.A.; Mandavgane, S.A.; Kulkarni, B.D. Sustainability assessment of brick work for low-cost housing: A comparison between waste based bricks and burnt clay bricks. Sustain. Cities Soc. 2018, 37, 396–406. [Google Scholar] [CrossRef]
- Singh, N.; Shehnaz, D.; Bhardwaj, A. Reviewing the role of coal bottom ash as an alternative of cement. Constr. Build. Mater. 2020, 233, 117276. [Google Scholar] [CrossRef]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth-Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef] [Green Version]
- Ogawa, Y.; Uji, K.; Ueno, A.; Kawai, K. Contribution of fly ash to the strength development of mortars cured at different temperatures. Constr. Build. Mater. 2021, 276, 122191. [Google Scholar] [CrossRef]
- Abbass, W.; Khan, M.I.; Mourad, S. Experimentation and Predictive Models for Properties of Concrete Added with Active and Inactive SiO2 Fillers. Materials 2019, 12, 299. [Google Scholar] [CrossRef] [Green Version]
- Singh, N.; Kumar, P.; Goyal, P. Reviewing the behaviour of high volume fly ash based self compacting concrete. J. Build. Eng. 2019, 26, 100882. [Google Scholar] [CrossRef]
- Malhotra, V.M. Durability of concrete incorporating high-volume of low calcium (ASTM Class F) fly ash. Cem. Concr. Compos. 2013, 12, 271–277. [Google Scholar] [CrossRef]
- Sobolev, K.; Vivian, I.F.; Saha, R.; Wasiuddin, N.M.; Saltibus, N.E. The effect of fly ash on the rheological properties of bituminous materials. Fuel 2014, 116, 471–477. [Google Scholar] [CrossRef]
- Pereira, C.F.; Luna, Y.; Querol, X.; Antenucci, D.; Vale, J. Waste stabilization/solidification of an electric arc furnace dust using fly ash-based geopolymers. Fuel 2009, 88, 1185–1193. [Google Scholar] [CrossRef]
- Teixeira, E.R.; Mateus, R.; Camões, A.F.; Bragança, L.; Branco, F.G. Comparative environmental life-cycle analysis of concretes using biomass and coal fly ashes as partial cement replacement material. J. Clean. Prod. 2016, 112, 2221–2230. [Google Scholar] [CrossRef] [Green Version]
- Ghafoor, M.T.; Khan, Q.S.; Qazi, A.U.; Sheikh, M.N.; Hadi, M.N.S. Influence of alkaline activators on the mechanical properties of fly ash based geopolymer concrete cured at ambient temperature. Constr. Build. Mater. 2021, 273, 121752. [Google Scholar] [CrossRef]
- Mo, K.H.; Ling, T.-C. Chapter 2, Utilization of coal fly ash and bottom ash in brick and block products. In Low Carbon Stabilization and Solidification of Hazardous Wastes; Tsang, D., Lei Wang, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 355–371. [Google Scholar]
- Nguyen, M.H.; Huynh, T.-P. Turning incinerator waste fly ash into interlocking concrete bricks for sustainable development. Constr. Build. Mater. 2022, 321, 126385. [Google Scholar] [CrossRef]
- Sahu, S.; Sarkar, P.; Davis, R. Quantification of uncertainty in compressive strength of fly ash brick masonry. J. Build. Eng. 2019, 26, 100843. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Menendez, R.; Alvarez, D.; Somoano, M.D.; Tarazona, M.R.M. Phase-mineral and chemical composition of coal fly ashes as a basis for their multicomponent utilization. 1. Characterization of feed coals and fly ashes. Fuel 2003, 82, 1793–1811. [Google Scholar] [CrossRef]
- Saeed, A. Business Recorder. 2017. Available online: https://fp.brecorder.com/2017/05/20170504175631/ (accessed on 10 January 2021).
- Punjab Green Development Program, Environmental and Social Systems Assessment (ESSA); World Bank: Washington, DC, USA, 2018.
- Çiçek, T.; Çinçin, Y. Use of fly ash in production of light-weight building bricks. Constr. Build. Mater. 2015, 94, 521–527. [Google Scholar] [CrossRef]
- Naganathan, S.; Mohamed, A.Y.O.; Mustapha, K.N. Performance of bricks made using fly ash and bottom ash. Constr. Build. Mater. 2015, 96, 576–580. [Google Scholar] [CrossRef]
- Mandal, A.K.; Verma, H.R.; Sinha, O.P. Utilization of aluminum plant’s waste for production of insulation bricks. J. Clean. Prod. 2017, 162, 949–957. [Google Scholar] [CrossRef]
- Fernández, C.L.; De La Casa, J.; Gómez-Barea, A.; Arroyo, F.; Leiva, C.; Luna, Y. Application of biomass gasification fly ash for brick manufacturing. Fuel 2011, 90, 220–232. [Google Scholar] [CrossRef]
- Terrones-Saeta, J.M.; Suárez-Macías, J.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A. Study of the Incorporation of Biomass Bottom Ashes in Ceramic Materials for the Manufacture of Bricks and Evaluation of Their Leachates. Materials 2020, 13, 2099. [Google Scholar] [CrossRef] [PubMed]
- Doğan-Sağlamtimur, N.; Bilgil, A.; Szechyńska-Hebda, M.; Parzych, S.; Hebda, M. Eco-Friendly Fired Brick Produced from Industrial Ash and Natural Clay: A Study of Waste Reuse. Materials 2021, 14, 877. [Google Scholar] [CrossRef] [PubMed]
- Deraman, L.M.; Abdullah, M.M.A.B.; Ming, L.Y.; Hussin, K.; Ibrahim, W.M.W.; Sandu, A.V. The Effect of Different Ratio Bottom Ash and Fly Ash Geopolymer Brick on Mechanical Properties for Non-loading Application. In Proceedings of the Engineering Technology International Conference (ETIC), Ho Chi Minh City, Vietnam, 4–5 August 2016; EDP Sciences: Ulys, France, 2017; Volume 97, p. 01017. [Google Scholar] [CrossRef] [Green Version]
- Taha, Y.; Benzaazoua, M.; Hakkou, R.; Mansori, M. Coal mine wastes recycling for coal recovery and eco-friendly bricks production. Miner. Eng. 2017, 107, 123–138. [Google Scholar] [CrossRef]
- Jaturapitakkul, C.; Cheerarot, R. Development of Bottom Ash as Pozzolanic Material. J. Mater. Civ. Eng. 2003, 15, 48–53. [Google Scholar] [CrossRef]
- Kim, H. Utilization of sieved and ground coal bottom ash powders as a coarse binder in high strength mortar to improve workability. Constr. Build. Mater. 2015, 91, 57–64. [Google Scholar] [CrossRef]
- Targan, S.; Olgun, A.; Erdogan, Y.; Sevinc, V. Effects of supplementary cementing materials on the properties of cement and concrete. Cem. Concr. Res. 2002, 32, 1551–1558. [Google Scholar] [CrossRef]
- Abdulmatin, A.; Tangchirapat, W.; Jaturapitakkul, C. An investigation of bottom ash as a pozzolanic material. Constr. Build. Mater. 2018, 186, 155–162. [Google Scholar] [CrossRef]
- Ashish, D.K.; Verma, S.K.; Singh, J.; Sharma, N. Strength and durability characteristics of bricksmade using coal bottom and coal fly ash. Adv. Concr. Constr. 2018, 6, 407–422. [Google Scholar]
- Azizan, M.A.; Zulkepli, N.N.; Ishak, N.; Desa, H.; Dahham, O.S.; Umar, M.U.; Jaya, H. Application of Coal Bottom Ash as Raw Material for Concrete Brick in Housing Construction. In Proceedings of the 2nd International Conference on Materials Engineering & Science (IConMEAS 2019), Baghdad, Iraq, 25–26 September 2019; p. 020269. [Google Scholar]
- ASTM C62-17; Standard Specification for Building Brick (Solid Masonry Units Made from Clay or Shale). ASTM International: West Conshohocken, PA, USA, 2017.
- CNS382-R2002; Building with Ordinary Brick. National Standard Republic of China: Taiwan, China, 2007.
- NBR-6460; Tijolomacicoceramico Para Alvenaria-Verificacao da Resistenciaacompressao-Metodo de Ensaio. Brazilian Association Technology Standards: Rio de Janeiro, Brazil, 1983.
- PBC. Pakistan Building Code-Seismic Provisions; Pakistan Engineering Council: Islamabad, Pakistan, 2007. [Google Scholar]
- IS-1077; Common Burnt Clay Building Bricks-Specification. Indian Standard: Old Delhi, India, 2007.
- ASTM C55-17; Standard Specification for Concrete Building Brick. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C67; Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile. ASTM International: West Conshohocken, PA, USA, 2007.
- Waheed, A.; Azam, R.; Riaz, M.R.; Zawam, M. Mechanical and durability properties of fly-ash cement sand composite bricks: An alternative to conventional burnt clay bricks. Innov. Infrastruct. Solut. 2022, 7, 24. [Google Scholar] [CrossRef]
- Kazmi, S.M.; Abbas, S.; Saleem, M.A.; Munir, M.J.; Khitab, A. Manufacturing of sustainable clay bricks: Utilization of waste sugarcane bagasse and rice husk ashes, Constr. Build. Mater. 2016, 120, 29–41. [Google Scholar] [CrossRef]
- Sütçü, M.; Akkurt, S. The use of recycled paper processing residues in making porous brick with reduced thermal conductivity. Ceram. Int. 2009, 35, 2625–2631. [Google Scholar] [CrossRef] [Green Version]
- Munir, M.J.; Abbas, S.; Nehdi, M.L.; Kazmi, S.M.S.; Khitab, A. Development of ecofriendly fired clay bricks incorporating recycled marble powder. J. Mater. Civ. Eng. 2018, 30, 04018069. [Google Scholar] [CrossRef]
- Venkadesh, K.S.A.; Kumar, K.H.; Hariharan, B.; Arumugam, A.; Kumar, A.N.; Priya, P.K.; Vanitha, S. Feasibility study on the development of fly ash bricks utilizing vermicompost as an alternate material for M sand. Int. Rev. Appl. Sci. Eng. 2021, 1–7. [Google Scholar] [CrossRef]
- Paki, T. Masonry composite material made of limestone powder and fly ash. Powder Technol. 2010, 204, 42–47. [Google Scholar]
- Shakir, A.A.; Sivakumar, N.; Kamal, N.M. Properties of bricks made using fly ash, quarry dust and billet scale. Constr. Build. Mater. 2013, 41, 131–138. [Google Scholar] [CrossRef]
- Aparna, S.; Sathyan, D.; Anand, K. Microstructural and rate of water absorption study on fly-ash incorporated cement mortar. Mater. Today Proc. 2018, 5, 23692–23701. [Google Scholar] [CrossRef]
- Christy, C.; Tensing, D. Greener building material with fly ash. Asian J. Civ. Eng. 2011, 12, 87–105. [Google Scholar]
- Ukwatta, A.; Mohajerani, A.; Eshtiaghi, N.; Setunge, S. Variation in physical and mechanical properties of fired-clay bricks incorporating ETP biosolids. J. Clean. Prod. 2016, 119, 76–85. [Google Scholar] [CrossRef]
- Kumar, R.; Patyal, V.; Lallotra, B.; Ashish, D.K. Study of properties of light weight fly ash brick. Int. J. Eng. Res. Appl. 2014, 49–53. [Google Scholar]
- de Barquin, F.; Gerard, R.; Elsen, J.; Deplus, P.; Dugniolle, E.; Muzzin, G. Uitbloeingen op baksteenmetselwerk. WTCB Tijdschr. 1996, 1, 12–21. [Google Scholar]
- Brocken, H.; Nijland, T.G. White efflorescence on brick masonry and concrete masonry blocks, with special emphasis on sulfate efflorescence on concrete blocks. Constr. Build. Mater. 2004, 18, 315–323. [Google Scholar] [CrossRef]
- Velasco, P.; Ortiz, M.; Giro, M.; Velasco, L. Fired clay bricks manufactured by adding wastes as sustainable construction material-a review. Constr. Build. Mater. 2014, 63, 97–107. [Google Scholar] [CrossRef]
- Kant, U.; Saxena, V.K.; Sarkar, A.; Varma, A.K.; Mishra, K.K. Characterization of Coal ash from a Captive Power plant for Potential End uses. In Proceedings of the EURO COAL ASH Conference, Thessaloniki, Greece, 25–27 September 2012. [Google Scholar]
- Ferone, C.; Colangelo, F.; Cioffi, R.; Montagnaro, F.; Santoro, L. Mechanical performances of weathered coal fly ash based geopolymer bricks. Procedia Eng. 2011, 21, 745–752. [Google Scholar] [CrossRef]
- Mozgawa, W.; Krol, M.; Dyczek, J.; Deja, J. Investigation of the coal fly ashes using IR spectroscopy. Spectrochim. Acta Part A 2014, 132, 889–894. [Google Scholar] [CrossRef] [PubMed]
- Nathan, Y.; Dvorachek, M.; Pelly, I.; Mimran, U. Characterization of coal fly ash from Israel. Fuel 1999, 78, 205–213. [Google Scholar] [CrossRef]
- Moravej, S.; Habibagahi, G.; Nikooee, E.; Niazi, A. Stabiliztion of dispersive soils by means of biological calcite precipitation. Geoderma 2018, 315, 130–137. [Google Scholar] [CrossRef]
- Abbas, S.; Arshad, U.; Abbass, W.; Nehdi, M.L.; Ahmed, A. Recycling Untreated Coal Bottom Ash with Added Value for Mitigating Alkali-Silica Reaction in Concrete: A Sustainable Approach. Sustainability 2020, 12, 10631. [Google Scholar] [CrossRef]
- Iftikhar, S.; Rashid, K.; Haq, E.U.; Zafar, I.; Alqahtani, F.K.; Khan, M.I. Synthesis and characterization of sustainable geopolymer green claybricks: An alternative to burnt clay brick. Constr. Build. Mater. 2020, 259, 119659. [Google Scholar] [CrossRef]
- MRS, Finance Department. Market Rates of Materials, Labours and Machinery. Pakistan. 2020. Available online: https://finance.punjab.gov.pk/input-rates (accessed on 3 March 2021).
- Quesada, D.E.; Costa, J.L. Use of bottom ash from olive pomacecombustion in the production of eco-friendly fired clay bricks. Waste Manag. 2016, 48, 323–333. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents (%) | Coal Ash | Cement | Sand | Quarry Dust | Clay |
|---|---|---|---|---|---|
| CaO | 6.08 | 61.47 | 1.25 | 42.84 | 8.61 |
| MgO | 0.83 | 2.68 | 0.32 | 2 | 2.46 |
| SiO2 | 61.5 | 19.06 | 91.7 | 9.7 | 58.1 |
| SO3 | 4.31 | 2.54 | 0.23 | 2.18 | - |
| Al2O3 | 10.29 | 5.68 | 0.95 | 1.72 | 12.01 |
| Fe2O3 | 4.42 | 4.34 | 0.67 | 0.81 | 5.02 |
| K2O | 0.71 | 2.34 | |||
| Na2O | 0.28 | 1.91 | |||
| Na2Oe | |||||
| LOI | 10.39 | 3.24 | 1.94 | 38.41 | 9.46 |
| Specific Gravity | 2.38 | 3.14 | 2.61 | 2.53 | 2.23 |
| Materials | M1 | M2 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| Coal ash (%) | 55 | 50 | 45 | 40 | 35 | 30 |
| Cement (%) | 5 | 10 | 15 | 20 | 25 | 30 |
| Sand (%) | 30 | 30 | 30 | 30 | 30 | 30 |
| Quarry dust (%) | 10 | 10 | 10 | 10 | 10 | 10 |
| Tests | Values, (COV, %) | |||||
|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | |
| Weight per unit area (kg/m2) | 88.3(1.26) | 92.2 (0.95) | 103.1 (0.75) | 108.2 (0.32) | 116.3 (1.05) | 118.1 (0.85) |
| Compressive strength (MPa) | 4.52 (1.33) | 5.95 (1.43) | 10.1 (2.01) | 10.4 (0.85) | 12.8 (3.47) | 18.15 (1.02) |
| Flexural strength (MPa) | 1.01 (0.98) | 1.05 (1.08) | 1.38 (2.36) | 1.95 (1.42) | 2.56 (2.81) | 3.47 (0.32) |
| Water absorption (%) | 26.5 (0.15) | 22.9 (0.39) | 19.2 (0.84) | 16 (0.55) | 13.2 (1.02) | 10.3 (1.04) |
| Standard | Description | Compressive Strength (MPa) | Bulk Density (kg/m3) | Water Absorption (%) |
|---|---|---|---|---|
| ASTM C62 | Severe Weathering | 20.7 | ------- | ------- |
| Moderate Weathering | 17.2 | ------- | ------- | |
| Negligible Weathering | 10.3 | ------- | ------- | |
| ASTM C55 | Normal Weight | 13.8 | 2000 | 10 |
| Pakistan Building Code | 8 | ---- | ----- | |
| Chinese National Standard | First-Class Brick | 15 | 1800–2000 | 15 (Maximum) |
| Second-Class Brick | 9.8 | 1800–2000 | 19 (Maximum) | |
| Indian Standard | First-Class Brick | 5–10 (Load Bearing) | ------- | 15 (Maximum) |
| Second-Class Brick | 3–5 (Non-load Bearing) | ------- | 20 (Maximum) | |
| Brazilian Standard | ------ | 1.5 (Minimum) | ------ | ------ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbass, W.; Abbas, S.; Aslam, F.; Ahmed, A.; Ahmed, T.; Hashir, A.; Mamdouh, A. Manufacturing of Sustainable Untreated Coal Ash Masonry Units for Structural Applications. Materials 2022, 15, 4003. https://doi.org/10.3390/ma15114003
Abbass W, Abbas S, Aslam F, Ahmed A, Ahmed T, Hashir A, Mamdouh A. Manufacturing of Sustainable Untreated Coal Ash Masonry Units for Structural Applications. Materials. 2022; 15(11):4003. https://doi.org/10.3390/ma15114003
Chicago/Turabian StyleAbbass, Wasim, Safeer Abbas, Fahid Aslam, Ali Ahmed, Tauqir Ahmed, Agha Hashir, and Amr Mamdouh. 2022. "Manufacturing of Sustainable Untreated Coal Ash Masonry Units for Structural Applications" Materials 15, no. 11: 4003. https://doi.org/10.3390/ma15114003